变形铝及铝合金板带材缺陷共55页
铝及铝合金产品表面缺陷

铝及铝合金铝和铝合金轧制材料的表面缺陷1980.8、轻工业学会研究委员会第一篇铝和铝合金轧制材料的表面缺陷序在塑性加工行业中,由于工具和被加工材料与接触面的摩擦而引起的许多问题的解释。
不仅是学术上的研究,而且,也是现场经验方面和实际经验方面的一个重要课题之一。
做为理论上的润滑(1)流体润滑:使摩擦面之间产生流体膜,在其膜上产生的流体力学的压力,可支撑载重成分,可防止固体之间的接触,因此,摩擦系数会变小,摩擦面的冷却效果将会变大,具有减轻摩擦面的损伤的特征。
(2)分界线润滑:在摩擦面的流体膜破坏切断后,工具与被加工材料就开始相互接触了,不仅由于润滑剂的作用,不是由于付着膜,而且,被成为:由极压膜而引起。
因此,与流体润滑相比,在低黏度、低速、高压的情况下,发生的润滑状态,摩擦系数会变的越来越大。
(3)混合润滑:如果讨论上述两种情况共同存在时,这种情况就叫做混合润滑。
特别是在扎制中,在接触面上,材料及辊轧分别有凹凸时,在超过油膜的高度的凸部上,润滑面破损后,就要考虑分析(是否辊子或材料)与其他面接触了。
按这样区分,总结,这些做为基准,由于攻击可能使塑性变形的材料,有时会受到损伤或发生工具上粘附了材料,根据这些情况,材料的表面就会出现伤痕,磨损工具,发生轧制粘付等情况,特别是在轧制纯铝或铝合金时。
(1) 在热间时也要使用轧制润滑剂。
(2) 会发生辊子粘铝的情况。
(3) 根据铝合金种类的不同,润滑情况会发生不同反应。
(4) 希望更好地提高表面质量。
具备哪些特征,在轧制中,对于发生在表面损伤的解析,现在也不能充分地分析清楚。
因此,还在不断地进行学术的研究。
正在经验方面现场的实际情况方面,来积极努力分析、判断,从而改善材料表面损伤的问题。
而且,关于轧制材料的形状的控制,以钢铁行业研究为基础,在轧铝行业中,也是很努力进行基础的研究和现场的研究。
其中发生的轧制材料的缺陷,不仅由于润滑剂的原因,而且,由于材料本身的特点,或是辊缝的力学的构造以及轧机的构造,机械结构等都会有很大的影响。
GBT 26492.3-2011 变形铝及铝合金铸锭及加工产品缺陷 第3部分:板、带缺陷
变形铝及铝合金板、带缺陷1范围本标准规定了变形铝及铝合金板、带产品中常见的缺陷的定义、特征,分析了其产生的原因,并附有相应部分图片。
本标准适用于变形铝及铝合金板、带缺陷的分析与判定。
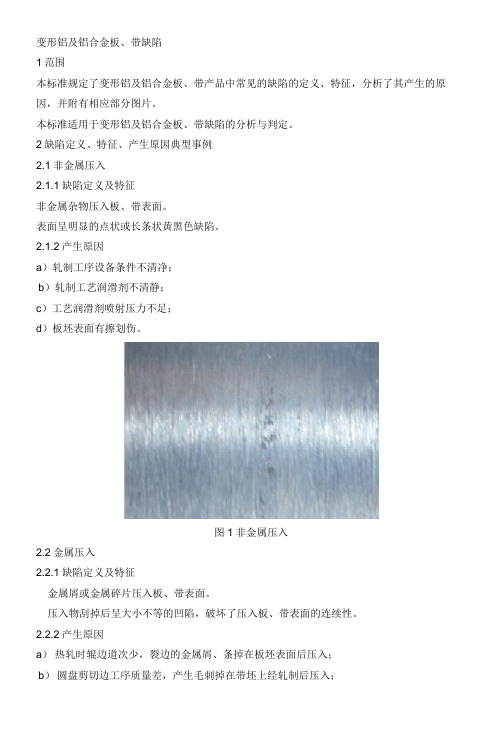
2缺陷定义、特征、产生原因典型事例2.1非金属压入2.1.1缺陷定义及特征非金属杂物压入板、带表面。
表面呈明显的点状或长条状黄黑色缺陷。
2.1.2产生原因a)轧制工序设备条件不清净;b)轧制工艺润滑剂不清静;c)工艺润滑剂喷射压力不足;d)板坯表面有擦划伤。
图1非金属压入2.2金属压入2.2.1缺陷定义及特征金属屑或金属碎片压入板、带表面。
压入物刮掉后呈大小不等的凹陷,破坏了压入板、带表面的连续性。
2.2.2产生原因a)热轧时辊边道次少,裂边的金属屑、条掉在板坯表面后压入;b)圆盘剪切边工序质量差,产生毛刺掉在带坯上经轧制后压入;c)轧辊粘铝后,其粘铝又被压在板坯上;d)热轧导尺夹得过紧,带下来的碎屑掉在板坯上后被压入。
图2金属压入2.3划伤2.3.1缺陷定义及特征因尖锐的物体(如板角、金属屑或设备上的尖锐物等)与板面接触,在相对滑动时所造成的呈单条状分布的伤痕。
2.3.2产生原因a)热轧机辊道、导板上粘铝使板、带划伤;b)冷轧机导板、压平辊等有突出的尖锐物;c)精整时板角划伤;d)涂油包装时油中有金属屑带到涂油辊或毛毡上而划伤板面。
图3划伤2.4擦伤2.4.1缺陷定义及特征由于物体间棱与面,或面与面接触后发生相对滑动或错动而在板、带表面造成的成束(或组)分布的伤痕。
2.4.2产生原因a)板、带在加工生产过程中与导路、设备接触时,产生相对摩擦而造成擦伤;b)冷轧卷端面不齐正,在立式炉退火翻转时产生错动、层与层之间产生擦伤;c)冷轧时张力不当,开卷时产生层间错动而产生擦伤;d)精整验收或包装操作不当产生板间滑动而造成擦伤。
图4擦伤2.5碰伤2.5.1缺陷定义及特征铝板、铝卷与其他物体碰撞后在板、带表面或端面产生的划痕,且大多数在凹陷边际有被挤出的金属存在。
变形铝及铝合金铸锭及加工产品缺陷 第4部分:铝箔缺陷
第4部分:铝箔缺陷
11
本部分规定了变形铝及铝合金箔材常见缺陷的定义、特征,并分析了其主要产生原因。
本部分适用于变形铝及铝合金箔材缺陷的分析与判定。
12
非金属压入
非金属夹杂压入箔材表面,表面呈明显的点状或长条状黄黑色缺陷(如图1)。
主要产生原因:
a)生产设备或环境不洁净;
我
1
GB/T XXXXX《变形铝及铝合金铸锭及加工产品缺陷》分为5个部分:
——第1部分 铸锭缺陷
——第2部分 铸轧带材缺陷
——第3部分 板、带缺陷
——第4部分 铝箔缺陷
——第5部分 管材、棒材、型材、线材缺陷
本部分为GB/T XXXXX的第4部分。
本部分由全国有色金属标准化技术委员会(SAC/TC243)归口。
b)轧辊表面粗糙度过高或轧辊表面有缺陷;
c)轧制油不够清洁;
d) 来料表面擦划伤;
e)轧制工艺参数不当;
e)生产环境不洁净。
图16针孔
开缝
铝箔经轧制后沿纵向自然开裂的现象。
主要产生原因:
a)轧制时后张力过小;
b)来料板型不良;
c)辊型控制不当;
d) 坯料存在气道;
f)入口侧打折或来料打折。
皱纹
铝箔表面呈现的细小的、纵向或斜向局部凸起的、一条或数条圆滑的沟槽(如图17)。
本部分负责起草单位:华北铝业有限公司。
本部分参加起草单位:厦门厦顺铝箔有限公司、云南新美铝铝箔有限公司、中国铝业西北铝加工分公司、中铝瑞闽铝板带有限公司、广东东阳光铝业股份有限公司、郑州铝业股份有限公司、东北轻合金有限责任公司、江苏常铝铝业股份有限公司。
本部分主要起草人:关世彤、卜长海、曹建峰、高珺、张丽华、段瑞芬、张深阳、郭义庆、林圣豪、佟颖、吴欣凤、金雯辉、马美珍、孔祥鹏。
国家标准《变形铝及铝合金铸锭及其加工产品缺陷 第5部分:管材、棒材、型材、线材缺陷》编制说明

《变形铝及铝合金铸锭及其加工产品缺陷第5部分管材、棒材、型材、线材缺陷》(预审稿)编制说明1工作简况(包括任务来源、协作单位、主要工作过程)1.1 任务来源国标委综合[2007]100号文件及中国有色金属工业协会中色协综字[2007]243号文件,下达了编制《变形铝及铝合金铸锭及其加工产品缺陷》第5部分:管材、棒材、型材、线材缺陷国家标准的任务,并确定了东北轻合金有限责任公司为主编单位。
1.2 起草单位情况东北轻合金有限责任公司(原东北轻合金加工厂)简称东轻公司,是作为“一五”期间原苏联援建的156项重点工程中的两项建设发展起来的新中国第一个铝镁合金加工企业。
1952筹备建厂,1956年11月开工生产。
于1998年 6月改制组建为国有独资公司。
1992年东轻公司被认定为国有特大型企业,1995年被国务院发展研究中心认定为“中国最大的铝镁合金加工基地”,被盛誉为“祖国的银色支柱”、“中国铝镁加工业的摇篮”。
2007年9月1日,哈尔滨市人民政府和中国铝业公司对东北轻合金有限责任公司进行了重组,重组后,东轻公司成为中国铝业公司第五大铝加工基地。
从2001年到2007年,东北轻合金有限责任公司起草国家标准23项,国家军用标准1项,行业标准24项。
1.3 主要工作过程和工作内容本标准由中国有色金属工业标准计量质量研究所任主办部门,由东北轻合金有限责任公司任主编单位。
本标准是在YS/T 417.5-2000《变形铝及铝合金铸锭及其加工产品缺陷》第5部分管、棒、型、线缺陷的基础上起草的,结合国内各铝加工企业生产实际情况,于2007年1月形成了草案稿,并征求了各铝加工企业意见,2008年1月形成讨论稿,并分别在哈尔滨、武汉和无锡组织召开了标准讨论会和预审会,根据与会专家提出的修改意见及进一步征求国内各铝加工企业意见,于2009年3月形成审定稿。
2标准的制定原则与标准的主要内容2.1 编制原则2.1.1 本标准编制过程中,积极向国际标准靠拢,做到标准的先进性。
铝合金板材的尺寸精度和形状缺陷及防止措施

铝合金板材的尺寸精度和形状缺陷及防止措施缺陷名称定义和特征起因1.过簿产品厚度超过了标准规定的允许偏差,直接影响使用压下量调整不合理,辊型控制不正确。
压下指示器公差掌握不好。
测厚仪出现了故障。
2.过厚产品厚度超过了标准规定的允许偏差,直接影响使用压下量调整不合理,辊型控制不正确。
压下指示器公差掌握不好。
测厚仪出现了故障。
3.过窄产品宽度超过标准公差宽度,影响使用圆盘剪间距调整过窄。
热压圆盘剪调节时没有很好的考虑到冷却收缩量及剪切时的剪切余量。
4.过短产品长度超过标准公差长度,影响使用横切机飞剪定长剪切失控,测量轮出现了故障。
5.不平度(波浪翘曲)产品不平直,成凹凸状态的总称,或指产品凹凸的程度。
一般为压延的方向,由波高波距和波数决定。
直接影响使用。
冷轧来料本身不平,横切机张力不稳定。
矫直机倾斜角压下量和支撑辊各个部分没有调节到位。
6.边部波浪产品边部凹凸不平的总称,板材边部反复起波浪。
影响使用。
来料本身边部不平度超过了矫直机的矫直范围。
矫直机倾斜角压下量和支撑辊各个部分没有调节到位。
7.中间波浪产品中间部分凹凸不平的总称,板材中间部分反复起波浪。
影响使用。
来料本身中间部分不平度超过了矫直机的矫直范围。
矫直机倾斜角压下量和支撑辊各个部分没有调节到位。
8.1/4处波浪(二肋波浪)板材横向1/4出凹凸不平的总称或稍微接近双边部的凹凸现象。
从横向边部至靠近中间部分的地方反复起波浪,影响使用。
来料本身双肋部分不平度超过了矫直机的矫直范围。
矫直机倾斜角压下量和支撑辊各个部分没有调节到位。
9.复合波浪边部和中间同时起波浪。
板材边部和中间部分同时反复起波浪。
来料本身总体部分不平度超过了矫直机的矫直范围。
矫直机倾斜角压下量和支撑辊各个部分没有调节到位。
10.局部凹陷或单边波浪产品横向特定的位置上出现了凹凸状。
在横向特定的位置上反复出现,波间距较小,影响使用。
来料横向特定位置部分不平度超过了矫直机的矫直范围。
矫直机倾斜角压下量和支撑辊各个部分没有调节到位。
薄铝带材表面变形纹缺陷产生原因分析及解决方法
薄铝带材表面变形纹缺陷产生原因分析及解决方法张飞飞(山东 邹平 256200)摘 要:铝合金因质轻美观、导热、导电性好、耐腐蚀性好、耐低温性好、易于成型加工和表面处理、易于回收再利用、地球存储量大等优点,被广泛应用于建筑装饰、金属包装、交通运输、电气家电、航空航天等领域。
但各方面都对于表面、板形、尺寸精度要求极高,故对设备及人员操作要求都很严,需要在各个环节严格把控。
特别对于表面质量,因为工序较多,材料较软,要求又高,严重程度无法定量,所以表面质量是最不易判定和控制的。
建筑装饰带材最后要经过拉矫、退火等关键工序,对最终表面和性能有重要的影响。
关键词:薄铝板带;拉弯矫;表面缺陷;变形纹;板形中图分类号:TG333.17 文献标识码:A 文章编号:1002-5065(2021)19-0215-2Analysis and solution of defects of thin aluminum stripZHANG Fei-fei(Zouping 256200,China)Abstract: Aluminum alloy is widely used in architectural decoration, metal packaging, transportation, electrical home appliances, aerospace and other fields due to the advantages of light and beautiful quality, good heat conductivity, good electrical conductivity, good corrosion resistance, good low temperature resistance, easy molding, processing and surface treatment, easy recycling and reuse, large earth storage volume and so on. However, all aspects of the surface, flatness, size precision requirements are very high, so the equipment and personnel operation requirements are very strict, the need to be strictly controlled in each link. Especially for the surface quality, because the process is more, soft materials, high requirements, the severity can not be quantitative, so the surface quality is the most difficult to determine and control. The architectural decoration belt material should finally go through the key processes such as straightening and annealing, which has an important impact on the final surface and performance.Keywords: Thin aluminum strip; The Tension leveller; surface defects; deformation lines; flatness用于建筑装饰用途铝合金板带基材,一般都需要经过拉弯矫和退火等工序,对先经过拉弯矫再退火直接分切的工艺流程,在成品分切时会发现表面会有粘伤和板形变化,回复变形严重者便会出现变形纹的缺陷。
GBT---变形铝及铝合金铸锭及加工产品缺陷-第部分:板带缺陷
变形铝及铝合金板、带缺陷1范围本标准规定了变形铝及铝合金板、带产品中常见的缺陷的定义、特征,分析了其产生的原因,并附有相应部分图片。
本标准适用于变形铝及铝合金板、带缺陷的分析与判定。
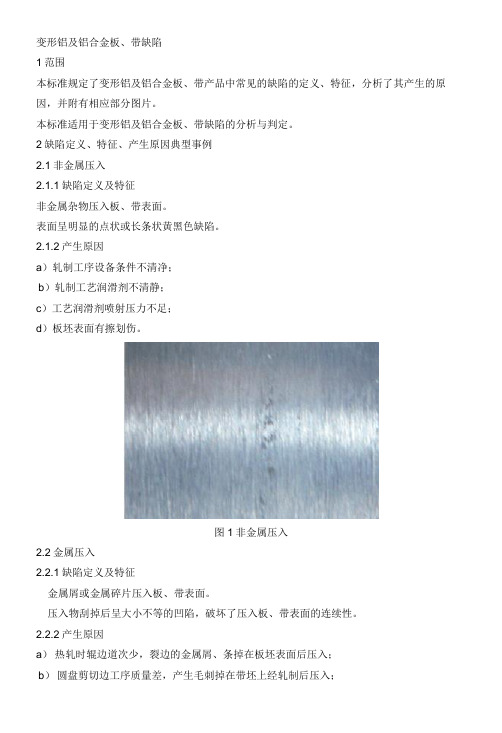
2缺陷定义、特征、产生原因典型事例2.1非金属压入2.1.1缺陷定义及特征非金属杂物压入板、带表面。
表面呈明显的点状或长条状黄黑色缺陷。
2.1.2产生原因a)轧制工序设备条件不清净;b)轧制工艺润滑剂不清静;c)工艺润滑剂喷射压力不足;d)板坯表面有擦划伤。
图1非金属压入2.2金属压入2.2.1缺陷定义及特征金属屑或金属碎片压入板、带表面。
压入物刮掉后呈大小不等的凹陷,破坏了压入板、带表面的连续性。
2.2.2产生原因a)热轧时辊边道次少,裂边的金属屑、条掉在板坯表面后压入;b)圆盘剪切边工序质量差,产生毛刺掉在带坯上经轧制后压入;c)轧辊粘铝后,其粘铝又被压在板坯上;d)热轧导尺夹得过紧,带下来的碎屑掉在板坯上后被压入。
图2金属压入2.3划伤2.3.1缺陷定义及特征因尖锐的物体(如板角、金属屑或设备上的尖锐物等)与板面接触,在相对滑动时所造成的呈单条状分布的伤痕。
2.3.2产生原因a)热轧机辊道、导板上粘铝使板、带划伤;b)冷轧机导板、压平辊等有突出的尖锐物;c)精整时板角划伤;d)涂油包装时油中有金属屑带到涂油辊或毛毡上而划伤板面。
图3划伤2.4擦伤2.4.1缺陷定义及特征由于物体间棱与面,或面与面接触后发生相对滑动或错动而在板、带表面造成的成束(或组)分布的伤痕。
2.4.2产生原因a)板、带在加工生产过程中与导路、设备接触时,产生相对摩擦而造成擦伤;b)冷轧卷端面不齐正,在立式炉退火翻转时产生错动、层与层之间产生擦伤;c)冷轧时张力不当,开卷时产生层间错动而产生擦伤;d)精整验收或包装操作不当产生板间滑动而造成擦伤。
图4擦伤2.5碰伤2.5.1缺陷定义及特征铝板、铝卷与其他物体碰撞后在板、带表面或端面产生的划痕,且大多数在凹陷边际有被挤出的金属存在。
国家标准《变形铝及铝合金铸锭及其加工产品缺陷 第6部分:阳极氧化膜或有机聚涂层缺陷》编制说明(预审稿)

变形铝及铝合金铸锭及其加工产品缺陷第6部分:阳极氧化膜或有机聚合物涂层缺陷编制说明1任务来源铝及铝合金表面处理是通过一系列机械和化学表面预处理与表面成膜处理工序的搭配和组合,在铝及铝合金表面生成具有功能性和装饰性涂层的处理过程。
目前广泛使用的处理过程有阳极氧化、电泳涂漆、粉末喷涂等。
在表面处理过程中,会出现很多的性能缺陷和外观缺陷,如粉化、流痕、橘皮、黑斑、龟裂、疏松等。
这些缺陷的发生是合金材料成分、加工过程、表面处理过程等多种因素影响综合的结果。
这些缺陷的产生不仅会影响铝合金的外观质量,降低产品的使用性能,有时还会导致报废。
因而缺陷的存在大幅度降低了成品率,提高了生产成本。
另一方面,对于检测工作而言,由于缺乏判定的标准,也很难对现实过程中发生的缺陷作出准确的判断,并提供相应的应对措施。
而如果能够建立一个相关标准对各种缺陷进行定义,指明其特征,分析其产生的原因并提供相应的应对措施,对于解决生产过程中遇到的各种质量问题,提高铝及铝合金表面处理产品的整体质量就有了很大的现实意义。
并且这样一个标准的建立还可以为检测工作提供判定依据,同时添补国标在此方面的空白。
根据有色金属标准化委员会的“十一五”有色金属国家标准项目规划,本标准属于《变形铝及铝合金铸锭及其加工产品缺陷》标准的第6部分,于2008年开始制定,由国家有色金属质量监督检验中心、福建南平铝业公司负责起草。
2工作简况根据全国有色金属标准化委员会的总体安排,国家有色金属质量监督检验中心首先提出了“铝及铝合金表面处理缺陷”标准的项目建议书,并由福建南平铝业公司起草了“铝及铝合金表面处理缺陷”标准的草案稿。
标准批准立项后,制定工作首先从文献、资料调研和样品收集开始。
首先收集了国内外的相关参考文献包括“铝阳极氧化技术——缺陷成因和对策”、“铝及铝合金挤压型材缺陷事例及其对策”、“铝阳极氧化电泳涂装膜的缺陷汇编(日本轻金属制品协会表面处理技术委员会)”、“YS/T 417.5-2000|变形铝及铝合金铸锭及其加工产品缺陷第5部分管、棒、型、线缺陷”等。