锡膏丝印技术
SMT锡膏印刷工艺介绍

SMT锡膏印刷工艺介绍1. 引言表面贴装技术(Surface Mount Technology,简称SMT)是电子制造中的一种重要工艺。
其中,SMT锡膏印刷工艺是SMT工艺流程中的关键步骤之一。
本文将介绍SMT锡膏印刷工艺的基本原理、流程和注意事项。
2. SMT锡膏印刷工艺原理SMT锡膏印刷工艺是将锡膏通过印刷工具,将其均匀地印刷在印刷板(PCB)上的过程。
SMT锡膏印刷的目的是为了在印刷板上的焊盘上形成一层适当的锡膏厚度,以实现电子元件和印刷板之间的连接。
在SMT锡膏印刷工艺中,主要涉及以下几个要素:2.1 锡膏锡膏是SMT锡膏印刷工艺中必不可少的材料。
锡膏通常由锡粉、助熔剂和粘合剂组成。
锡粉主要提供导电性能,助熔剂则使锡膏在焊接过程中熔化,粘合剂则有助于锡膏粘附在印刷板上。
2.2 刮刀刮刀是SMT锡膏印刷工艺中常用的印刷工具。
刮刀通常由橡胶或塑料制成,用于将锡膏均匀地刮在印刷板上。
2.3 印刷板印刷板是进行SMT锡膏印刷的基础材料。
印刷板上的焊盘是焊接电子元件的关键部分,SMT锡膏印刷需要将锡膏均匀地印刷在焊盘上。
3. SMT锡膏印刷工艺流程SMT锡膏印刷工艺一般包括以下几个步骤:3.1 准备工作在SMT锡膏印刷之前,首先需要准备好所需的工具和材料。
包括锡膏、刮刀、印刷板等。
3.2 调试设备在进行正式的SMT锡膏印刷前,需要对印刷设备进行调试。
调试包括设定刮刀的刮刀压力、速度等参数,以确保锡膏能够正确地刮印在印刷板上。
3.3 涂覆锡膏将准备好的锡膏涂覆在印刷板上。
涂覆时需要注意锡膏的均匀性和厚度的控制,以确保焊盘上的锡膏分布良好。
3.4 刮印锡膏利用刮刀将涂覆在印刷板上的锡膏进行刮印。
刮印时需要保持一定的速度和压力,以使锡膏均匀地贴合在焊盘上。
3.5 检查质量刮印完成后,需要进行质量检查。
主要检查刮印的锡膏的均匀性、厚度和与焊盘的贴合情况。
若发现问题,需要及时进行调整和修正。
3.6 清洗设备SMT锡膏印刷工艺完成后,需要对印刷设备和刮刀进行清洗。
SMT锡膏印刷技术ppt课件
B——焊膏与PCB焊盘之间的接触面积(开口面积)
.
15
(a) 垂直开口 易脱模
(b) 喇叭口向下 易脱模
(c) 喇叭口向上 脱模差
图1-5 模板开口形状示意图
.
16
3. 刮刀材料、形状及印刷方式
(a) 刮刀材料 ①橡胶(聚胺酯)刮刀 橡胶刮刀有一定的柔性,用于丝网印刷以及模板表面不太平整、例如经过减薄处理( 有凹面)的模板印刷。 橡胶刮刀的硬度: 肖氏(shore)75度~ 85度。 ②金属刮刀 金属刮刀耐磨、使用寿命长(约10万次,是聚胺酯的10倍左右)。用于平整度好的金 属模板印刷;适宜各种间距、密度的印刷,特别对窄间距、高密度印刷质量比较高,而 且使用寿命长,应用最广泛。
.
18
橡胶刮刀 金属刮刀
手动刮刀
图2-7 各种不同形状的刮刀示意图
.
19
(d) 印刷方式 ①单向印刷(刮刀只能作一个方向印刷)
单向印刷时有一块刮刀是印刷用的,另一块刮刀是作为回料 用的;
②双向印刷 双向印刷时两块刮板进行交替往返印刷。
.
20
4. 影响印刷质量的主要因素
a 模板质量——模板印刷是接触印刷,因此模板厚度与开口尺寸确定了焊 膏的印刷量。焊膏量过多会产生桥接,焊膏量过少会产生焊锡不足或虚焊。 模板开口形状以及开口是否光滑也会影响脱模质量。
熔化温度 183 183-190 183-216 183-227 183-238 183-255 183-266 227-288
再流焊温度 208-223 210-220 236-246 247-257 258-268 275-285 286-296 308-318
.
焊膏?
惰性气体中将熔融的焊料雾化制成微细的粒状金属。
SMT锡膏印刷技术课件
PCB
图1-4 放大后的焊膏印刷脱模示意图
Fs——焊膏与PCB焊盘之间的粘合力:与开口面积、焊膏黏度有关 Ft——焊膏与开口壁之间的摩檫阻力:与开口壁面积、光滑度有关 A——焊膏与模板开口壁之间的接触面积;
B——焊膏与PCB焊盘之间的接触面积(开口面积) SMT锡膏印刷技术
15
(a) 垂直开口 易脱模
(b) 喇叭口向下 易脱模
(c) 喇叭口向上 脱模差
图1-5 模板开口形状示意图
SMT锡膏印刷技术
16
3. 刮刀材料、形状及印刷方式
(a) 刮刀材料 ①橡胶(聚胺酯)刮刀 橡胶刮刀有一定的柔性,用于丝网印刷以及模板表面不太平整、例如经过减薄处理
(有凹面)的模板印刷。 橡胶刮刀的硬度: 肖氏(shore)75度~ 85度。 ②金属刮刀 金属刮刀耐磨、使用寿命长(约10万次,是聚胺酯的10倍左右)。用于平整度好的金
施加焊膏是SMT的关键工序
施加焊膏是保证SMT质量的关键工序。目前一般都采 用模板印刷。
据资料统计,在PCB设计正确、元器件和印制板质量有 保证的前提下,表面组装质量问题中有60%-80%的质量问题 出在印刷工艺。
SMT锡膏印刷技术
4
焊膏?
锡膏是由合金焊料粉和糊状助焊剂均匀搅拌而成的膏状体. 焊接学中,习惯上将焊接温度低于450℃的焊接称为软焊料。电 子线路的焊接温度通常在180℃~300℃之间,所用焊料的要成分是 锡和铅,故又称为锡铅焊料。
焊膏中金属粉末的颗粒细度在20~75微米。一般来说, 焊膏颗粒细度选择的依据是:最小尺寸的金属漏版开孔应 能允许同时通过3~4个颗粒,对于精细间距的元器件应选 用颗粒细度在20~40微米之间的球形焊膏。
粒度越小,黏度越大;粒度过大,会使锡膏黏结性能 变差。粒度太细,会由于表面积增大,使其表面含氧量增 高,所以也不能采用。
SMT无铅制程工艺要求及问题解决方案

一、锡膏丝印工艺要求1、解冻、搅拌首先从冷藏库中取出锡膏解冻至少4小时,然后进行搅拌,搅拌时间为机械2分钟,人手3分钟,搅拌是为了使存放于库中的锡膏产生物理分离或因使用回收造成金属含量偏高使之还原,目前无铅锡膏Sn/Ag3.0/Cu0.5代替合金,比重为7.3,Sn63/Pb37合金比重为8.5因此无铅锡膏搅拌分离时间可以比含铅锡膏短。
2、模板不锈钢激光开口,厚度80-150目(0.1-0.25mm)、铜及电铸Ni模析均可使用。
3、刮刀硬质橡胶(聚胺甲酸酯刮刀)及不锈钢金属刮刀。
4、刮刀速度\角度每秒2cm-12cm。
(视PCB元器件大小和密度确定);角度:35-65℃。
5、刮刀压力(图一)1.0-2Kg/cm2 。
6、回流方式适用于压缩空气、红外线以及气相回流等各种回流设备。
7、工艺要求锡膏丝印工艺包括4个主要工序,分别为对位、充填、整平和释放。
要把整个工作做好,在基板上有一定的要求。
基板需够平,焊盘间尺寸准确和稳定,焊盘的设计应该配合丝印钢网,并有良好的基准点设计来协助自动定位对中,此外基板上的标签油印不能影响丝印部分,基板的设计必需方便丝印机的自动上下板,外型和厚度不能影响丝印时所需要的平整度等。
8、回流焊接工艺回流焊接工艺是目前最常用的焊接技术,回流焊接工艺的关键在于调较设置温度曲线。
温度曲线必需配合所采用的不同厂家的锡膏产品要求。
二、回流焊温度曲线本文推荐的无铅回流焊优化工艺曲线说明(如图二):推荐的工艺曲线上的四个重要点:1、预热区升温速度尽量慢一些(选择数值2-3℃/s),以便控制由锡膏的塌边而造成的焊点桥接、焊球等。
2、活性区要求必须在(45-90sec、120-160℃)范围内,以便控制PCB基板的温差及焊剂性能变化等因数而发生回流焊时的不良。
3、焊接的最高温度在230℃以上保持20-30sec,以保证焊接的湿润性。
4、冷却速度选择在-4℃/s。
回流温度曲线如下:(图二)图二中红色曲线推荐对焊点亮度要求的客户回流曲线湿度变化说明:1、焊锡膏的焊剂在湿度升至100℃时开始熔化(开始进入活性时期),焊锡膏在活化区的主要作用是将被焊物表面的氧化层去掉,如果活性区的时间过长,焊剂会蒸发挥过快,也会造成焊点表面不光滑,有颗粒状。
全面的锡膏印刷知识
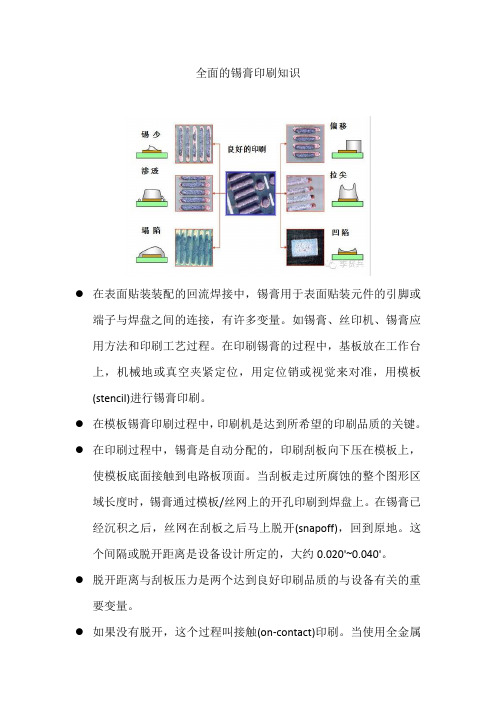
全面的锡膏印刷知识●在表面贴装装配的回流焊接中,锡膏用于表面贴装元件的引脚或端子与焊盘之间的连接,有许多变量。
如锡膏、丝印机、锡膏应用方法和印刷工艺过程。
在印刷锡膏的过程中,基板放在工作台上,机械地或真空夹紧定位,用定位销或视觉来对准,用模板(stencil)进行锡膏印刷。
●在模板锡膏印刷过程中,印刷机是达到所希望的印刷品质的关键。
●在印刷过程中,锡膏是自动分配的,印刷刮板向下压在模板上,使模板底面接触到电路板顶面。
当刮板走过所腐蚀的整个图形区域长度时,锡膏通过模板/丝网上的开孔印刷到焊盘上。
在锡膏已经沉积之后,丝网在刮板之后马上脱开(snapoff),回到原地。
这个间隔或脱开距离是设备设计所定的,大约0.020'~0.040'。
●脱开距离与刮板压力是两个达到良好印刷品质的与设备有关的重要变量。
●如果没有脱开,这个过程叫接触(on-contact)印刷。
当使用全金属模板和刮刀时,使用接触印刷。
非接触(off-contact)印刷用于柔性的金属丝网。
●在锡膏丝印中有三个关键的要素,我们叫做3S:Solder paste(锡膏),Stencils(模板),和Squeegees(丝印刮板)。
三个要素的正确结合是持续的丝印品质的关键所在。
刮板(squeegee)●刮板作用,在印刷时,使刮板将锡膏在前面滚动,使其流入模板孔内,然后刮去多余锡膏,在PCB焊盘上留下与模板一样厚的锡膏。
●常见有两种刮板类型:橡胶或聚氨酯(polyurethane)刮板和金属刮板。
●金属刮板由不锈钢或黄铜制成,具有平的刀片形状,使用的印刷角度为30~55°。
使用较高的压力时,它不会从开孔中挖出锡膏,还因为是金属的,它们不象橡胶刮板那样容易磨损,因此不需要锋利。
它们比橡胶刮板成本贵得多,并可能引起模板磨损。
橡胶刮板,使用70-90橡胶硬度计(durometer)硬度的刮板。
当使用过高的压力时,渗入到模板底部的锡膏可能造成锡桥,要求频繁的底部抹擦。
锡膏印刷通用工艺要求

2.1把锡膏从冰箱里取出,在20~25℃下解冻2~4小时,然后用小棍搅拌5~10分钟直至均匀方可使用。
2.2取出相应的印刷模板安装到丝印台上,并调节丝印台上的螺钉至最佳状态(即模板上的孔与线路板上待印刷锡膏的焊盘重合)。
2.3把适量(约200~250克)已搅拌均匀的锡膏放模板上,用刮刀整形使锡膏摊开的宽度稍大于模板上左右两边最边缘的开孔的距离。然后把待印刷的线路板放到模板下,用刮刀以适当的角度、速度和压力向下刮(角度一般为50~65度;速度一般为10~50mm/秒,细间距(如IC处)印刷应小于30mm/秒,压力一般为30~40N),使锡膏均匀印刷到线路板焊盘上。
2.4印刷后还要检查印刷质量、锡膏应均匀、适量、精确地印刷到线路板焊盘上。
2.5要遵循先印先贴的原则,锡膏印刷后到贴片机贴装,存放时间不可超过10分钟。
2.6每次换模,下班均要用无水酒精洗模板,以防锡膏堵塞孔。
3、锡膏的贮存:
3.1锡膏一般在温度为0~5℃下密封贮存,而且锡膏都有保质期,一定要严格按照锡膏的温度进行密封贮存,超过保存期的锡膏不可使用,开封后的锡膏应尽快用完,以免氧化影响焊接效果。
3.2锡膏在室温下放置时间应不超过4小时,4小时之后,应重新放回冰箱存放,如需继续使用,应拿出一另一瓶锡膏出来解冻之后使用。
备注
编制
姚世敏
05、11、5
第1页
共1页
审核
换B版
1
改生0511-05
姚世敏
05、11、5
更改标记
数量
更改单号
签名
日期
批准
然后把待印刷的线路板放到模板下用刮刀以适当的角度速度和压力向下刮角度一般为5065速度一般为1050mm秒细间距如ic处印刷应小于30mm秒压力一般为3040n使锡膏均匀印刷到线路板焊盘上
简述锡膏的丝网印刷工艺
简述锡膏的丝网印刷工艺锡膏的丝网印刷工艺是一种电子制造过程中常见的印刷工艺,用于在电路板上印刷导电性锡膏。
锡膏的丝网印刷工艺主要包括材料准备、丝网制作、印刷过程和后处理等环节。
首先,进行锡膏的材料准备。
锡膏是一种半固体的导电性材料,由颗粒状金属锡、流通剂和助焊剂等组成。
在使用之前,需要将锡膏进行加热处理,使其变得更加流动,方便印刷过程中的流动性。
然后,进行丝网的制作。
丝网是锡膏印刷的重要工具,它是由金属丝经过特定工艺制成的网状结构。
在制作丝网时,首先需要选择适当的丝网材料和丝网网目,根据实际需求选择不同的丝网孔径。
然后,通过丝网印刷机将锡膏均匀地压在丝网上进行印刷,形成膏墨层。
最后,将丝网进行框架固定,以保证印刷过程中的稳定性。
接下来,是印刷过程。
在印刷过程中,首先需要将待印制的电路板放置在丝网印刷机的工作台上。
然后,将已经预热的锡膏倒入丝网印刷机的锡膏储存器中,通过刮刀或匹配具将锡膏均匀地推向丝网上。
在刮刀的作用下,锡膏从丝网的开口处通过挤压进入到丝网网孔中,并被印制在电路板的指定位置上。
同时,丝网印刷机也可根据需要进行多次印刷,以增加锡膏的厚度。
完成印刷后,将电路板从丝网印刷机上取下,进行下一步处理。
最后,进行后处理。
锡膏印刷完成后,需要对印刷好的锡膏进行后处理,以保证印刷效果和印制的质量。
首先,需要对印刷好的电路板进行一段时间的干燥,使锡膏固化。
然后,可以进行一些其他的处理,如清洗、检查、热处理等。
清洗主要是用溶剂将板上的多余锡膏清除掉,以使电路板上的锡膏层变得更加平整和光滑。
检查主要是对印刷好的锡膏进行质量检查,检查是否存在刮刀痕迹、偏位现象等缺陷。
热处理主要是利用高温将锡膏进行熔化和重分布,以获得理想的焊接性能。
总结起来,锡膏的丝网印刷工艺是一种常见的电子制造过程中的印刷工艺,它通过将熔化的锡膏通过丝网印刷机印刷在电路板上,实现对电路板的印刷和连接。
这种工艺简单、高效,能够广泛应用于电子制造领域,提高生产效率和产品质量。
锡膏印刷工艺
锡膏印刷工艺 Document number:PBGCG-0857-BTDO-0089-PTT1998锡膏印刷工艺在表面贴装装配的回流焊接中,锡膏用于表面贴装组件的引脚或端子与焊盘之间的连接。
有许多变量,如锡膏、丝印机、锡膏应用方法和印刷工艺过程。
在印刷锡膏的过程中,基板放在工作台上,机械地或真空夹紧定位,用定位销或视觉来对准。
或者丝网(screen)或者模板(stencil)用于锡膏印刷。
本文将着重讨论几个关键的锡膏印刷问题,如模板设计和印刷工艺过程。
印刷工艺过程与设备在锡膏印刷过程中,印刷机是达到所希望的印刷品质的关键。
今天可购买到的丝印机分为两种主要类型:实验室与生产。
每个类型有进一步的分类,因为每个公司希望从实验室与生产类型的印刷机得到不同的性能水平。
例如,一个公司的研究与开发部门(R&D)使用实验室类型制作产品原型,而生产则会用另一种类型。
还有,生产要求可能变化很大,取决于产量。
因为激光切割设备是不可能分类的,最好是选择与所希望的应用相适应的丝印机。
在手工或半自动印刷机中,锡膏是手工地放在模板/丝网上,这时印刷刮板(squeegee)处于模板的另一端。
在自动印刷机中,锡膏是自动分配的。
在印刷过程中,印刷刮板向下压在模板上,使模板底面接触到电路板顶面。
当刮板走过所腐蚀的整个图形区域长度时,锡膏通过模板/丝网上的开孔印刷到焊盘上。
在锡膏已经沉积之后,丝网在刮板之后马上脱开(snap off),回到原地。
这个间隔或脱开距离是设备设计所定的,大约"~"。
脱开距离与刮板压力是两个达到良好印刷品质的与设备有关的重要变量。
如果没有脱开,这个过程叫接触(on-contact)印刷。
当使用全金属模板和刮刀时,使用接触印刷。
非接触(off-contact)印刷用于柔性的金属丝网。
刮板(squeegee)类型刮板的磨损、压力和硬度决定印刷质量,应该仔细监测。
对可接受的印刷品质,刮板边缘应该锋利和直线。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Flooding
Paste Amount (mg/mm2)
0.8 0.7 0.6 0.5
0.4
0.3 0 2 0 4 0 6 0 8 0 100 120
Squeegee Speed (mm/s)
其他因素: 锡膏、模板厚度、开孔设计
17
刮刀压力的影响
PSQ
FLIFT
= V
一般为无接触式印刷。 金属丝以45度角为最适合。
PRINCIPLE
05
丝网印刷工艺
Screen Printing
丝网结构
印刷结果
06
锡膏量的估计
丝网厚度
D
乳 胶
丝线
丝网厚度 = ( 2 X 丝线直径 ) + D
锡膏量 = ( 2 X 丝线直径 X 开孔面积%比 ) + D
07
丝网应用的弱点
较小的有效开孔(需要更大的开孔面积)。 较昂贵的制作工艺。
需要黏性较低的锡膏,印刷效果较差。
印刷后锡膏较易坍塌。 开孔较易阻塞。 不适合用于较微间距。
08
模板锡膏印刷
Stencil Printing
漏印模板
模板开孔
印刷结果
09
模板锡膏印刷的好处
较好的锡膏释放。 锡膏量较易计算和控制。 能处理较微间距应用。
免去印刷中的预先填补‘Flood’的工序 。 较低的刮刀损耗。
25
防止缺锡现象
L T W H
采用良好的锡 膏和管理方法
X
Y
G
良好的模板开孔设计、 材料和制作工艺。
优化的焊盘设计
正确的工艺调制。 管制间隔时间。 适当的模板清洗。
26
锡膏量不稳定的因素
刮刀的压力不正确 (太高或太低都会)
锡膏没有滚动
不良的释放工艺调制
设备性能 和状况。 不良的模板设计 不良的基板定位系统
橡胶刮刀 金属刮刀
60~ 90 durometer
90~120 durometer
120~180 durometer
刮刀硬度直接影响和限制工艺调制能力 !
37
刮刀的硬度
低硬度:
需较高的刮刀压力设置。 印刷时刀锋可能会变形。
60 - 80 durometer
较易产生‘挖掘’的不良现象 。 较能跟随模板表面起伏情况。
42
新的刮刀技术
Piston
Solder Paste
PCB
Paste cassette
Transfer head
Conditioning chamber
Stencil
43
- 良好钢网的要求。 - 钢网的性能参数。 - 钢网材料和制造工艺的选择。 - 开孔设计考虑。 - 如何制定完整的钢网制作指标 ?
DWELL TIME VS PRINT SPEED
=
20
锡膏印刷的基板要求
尺寸准确、稳定。
基板焊盘和设计和质量
设计配合模板。 和模板能有良好的接触面。 适合稳固的在丝印机上定位。
足够硬度和平坦
阻焊层和油印不影响焊盘。
21
锡膏印刷的基板要求
双面板底面元件考虑: - 密度(支撑考虑) - 元件高度
·锡膏印刷和注射简介 ·印刷工艺和基板要求 ·造成工艺不稳定的因素 ·刮刀技术
01
·钢网材料和制造工艺 ·钢网开孔设计 ·丝印机的分类 ·丝印机的主要功能参数
锡膏应用工艺
常用 SMT 组装工艺中的 第一个,也可能是最难 控制的一个工艺程序。
02
锡膏应用工艺
两种常用的涂布方法
印刷方法 Printing
28
-丝印刮刀的种类。 -刮刀的发展。 -刮刀和流变学。 -刮刀的主要参数。 -新的刮刀技术和优缺点。
29
刮刀的种类
四边或菱形
五边、D-CUT 或单锋形
30
刮刀的种类
长条切面 聚氨基甲酸酯橡胶
金属片
31
刮刀的发展
聚氨基甲酸酯橡胶
初形
- 较广的控制范围 - 允许较快的速度 - 处理较粘的锡膏 - 磨损较大
15
模板锡膏印刷的流体力学
PSQ FLIFT FNET FNET = PSQ + FLIFT FLIFT = V x n x
V
x f ( )
F L I F T = 锡膏的反压力。 V = 刮刀下的锡膏量。 n = 锡膏黏性。 V = 刮刀速度. = 刮刀角度.
16
刮刀速度的影响
Scooping
金属刮刀
33
丝印的流变现象
PSQ FLIFT FNET FNET = PSQ + FLIFT
FLIFT = V x n x
where, FLIFT = V = n = V =
V x f(
)
锡膏对刮刀的浮力 锡膏在刮刀下的量 锡膏的粘性 (Viscosity) 刮刀刮动速度
= 刮刀推动的角度(对模板)
- 变化的推进角度 - 较好的效果 - 对压力较敏感 控制难度较高
32
刮刀的发展
金属刮刀: 聚氨基甲酸酯橡胶
解决了橡胶刮刀的‘挖掘’问题 。 简化工艺调制。 性能较稳定。 对PCB和漏印模板界面要求较高。 不适用于Step-stencil的场合。 寿命较橡胶类的长,但价格较高。 容易损坏,须小心处理。 非常通用。
板面清洁: - 尘埃。 - 残留锡膏。 - 人体油渍。
22
锡膏印刷的基板要求
solder land
Coating
solder resist
Cu land PCB
PCB
阻焊层避免高于焊盘。 足够的阻焊油印刷距离。
选择平坦的焊盘保护层:
OSP SILVER / GOLD / NICKEL TIN / LEAD HASL
锡 膏 滚动
良好的填充
13
模板锡膏印刷技术
刮刀角度 刮刀速度 锡膏特性
刮刀角度 刮刀压力 锡膏特性
锡膏总受力
14
模板锡膏印刷的流体力学
(sin )2
Ph V X n X
Ph = 锡膏的流体压力
V =
n = = =
刮刀下的锡膏量
锡膏粘性 Viscosity 锡膏刮动速度 刮刀角度
高硬度:
稳定和较易控制。 模板的磨损较大。
120 durometer
较能防止‘挖掘’的不良现 象 。 不能跟随模板表面起伏情况。
38
刮刀刀锋要求
STRAIGHTNESS
刀面平坦程度
FLATNESS
锋刃平直程度
SHARPNESS
锋利程度
< 1 powder size preferred
39
单刮刀和双刮刀
Note A : Need electropolishing.
47
钼的特性
- 自润滑特性。 - 比不锈钢密度还高。 - 耐用性能好:
- 较高的伸缩性、抗拉强度和硬度。
- 抗腐蚀力较强。 - 优良的外形或尺寸稳定性。 - 价格较不锈钢高出30 % 至 50% 左右。
48
钼和不锈钢钢网的比较
STAINLESS STEEL
46
常用钢网材料的比较
Stainless steel
Performance
Brass
Molybdenum
Alloy 42
Nickel
Cost
Etchability Chemical resistance Mechanical strength Fine-pitch capability Note A Note A
如用热风整平应采用水平整平 工艺。
23
模板阻塞现象
5 分钟 2 分钟 15 分钟
24
缺锡现象
AVE. PASTE VOLUME
因素:
- 锡膏特性。 - 锡膏状况。 - 环境条件。 - 间隔时间。 - 模板设计。 - 工艺设置。
PRINT NUMBER Printed solder volume behavior after pauses in print cycle.
厚度必须配合焊盘设计和元件外形 !
50
开孔尺寸和印刷效果
APERTURE TOO SMALL IRREGULAR SHAPE
太小
APERTURE JUST RIGHT CUBIC SHAPE
太大
太小
适当
APERTURE TOO SMALL
APERTURE TOO LARGE
PYRAMID SHAPE
27
接触式和无接触式印刷
SQUEEGEE SOLDER PASTE STENCIL
接触式印刷
良好的效果但需要手艺经验。 能较好的处理微间距。 更应注意释放工艺。 对模板较少张力。
PCB
SOLDER LAND
无接触式印刷 对较不平的基板有利。 实用于释放控制较差的丝 印机。 适用于黏性较低的锡膏。 效果较差但速度较快。
SINGLE SQUEEGEE
DIRTY PROCESS
DOUBLE SQUEEGEE
CLEANER PROCESS
40
单刮刀和双刮刀
对锡膏粉粒的影响(变形)
SINGLE SQUEEGEE PUNCHING
DOUBLE SQUEEGEE PUSHING
41
新的刮刀技术
密封式对锡膏有利。 内部压力增加锡膏填充效果。 工艺调制较简单。 印刷速度较快。 价格非常昂贵。 只改善部分的丝印问题。
适用在正常工艺范围内的现象!
34
刮刀推动角度
45 o
60 o
55 o
55 o
刮刀角度(静态)不同于刮刀推动角度(动态)!