锌及锌合金电镀综述.
电镀锌与锌合金的特性,应用

屠振密
摘 要:目前,锌和锌合金主要用作钢铁表面的防护性镀层。锌对钢铁来说是自牺牲性金属。近年来,人们对锌合金越来越感兴趣,因为它比单一锌镀层具有更高的耐蚀性。主要综述并讨论了电镀锌和锌合金的特性(重点是耐蚀性)应用及发展。
关键词:镀锌;镀锌合金;合金特性;耐蚀性;应用和发展
对于无氰电镀工艺[1~7],发展的关键是镀液中“高级”更有效地有机添加剂的研制和应用,而其中光亮剂占有重要地位。目前,国内外多采用几种有机物复配的组合光亮剂,它们的综合效应和影响是显著的提高了阴极极化,能获得致密、平整、光亮和机械性能优良的镀层,并与基体结合力良好,例如碱性锌酸盐镀锌添加剂,已由胺类和环氧丙烷的缩合物发展为杂环化合物(如咪唑和吡啶及其衍生物等)与环氧丙烷的缩合物,能得到光亮,且综合力和韧性好的镀层,即使镀厚8~13μm弯折,也不暴皮,但进一步提高电流效率还是必要的;氯化物镀锌,近10年来发展比较快,目前使用的光亮剂多数是由主光亮剂(芳香族的醛类和酮类等)、载体光亮剂(聚醚化合物等)和辅助光亮剂(芳香族羟酸盐等)三种物质组合而成,他们具有对镀液和镀层性能的协同效应,性能和质量有了明显改善,促使氯化物镀锌发展很快。近几年来,镀锌添加剂有了不断的改进和提高,有效的和无毒(或低毒)的复合添加剂的研制成功,这类添加剂不仅质量高和用量低,使用量从过去的3%~5%(体积)降低到1.5%~3.0%,并能避免或减少在镀层中夹杂,从而也解决了钝化难和结合力的问题,在金属盐用量方面,已经注意到尽可能降低起始浓度,主盐中锌含量范围可控制在15%~26%为宜。在镀锌钝化方面,正在继续向着低污染、高耐蚀、多色彩方向发展,并取得了可喜的成绩。
通过分析发现:(1)合金镀层表面有微裂纹;(2)在钝化过程中,合金镀层的铁迁移进入钝化膜,并与铬酸形成了较稳定的化合物,因而大大提高了耐蚀性。
锌合金电镀工艺

锌合金电镀工艺我一直觉得锌合金电镀就像是一场神奇的魔法秀。
你看啊,一块普普通通的锌合金,经过电镀这道工序,就像是灰姑娘穿上了水晶鞋,一下子变得光彩夺目起来。
先来说说锌合金吧。
锌合金这东西,在我们的生活里可是相当常见的。
它有点像那种低调的小助手,默默地在很多地方发挥着自己的作用。
比如说,我们家里的一些小五金件,像门把手啊,还有那些精致的小装饰品,很多都是锌合金做的。
可是呢,它本身的外观有时候就显得有点朴素了,就像一个素颜的姑娘,虽然有着不错的底子,但是缺乏那种惊艳的感觉。
这时候,电镀工艺就闪亮登场啦。
电镀就像是给锌合金穿上了一件华丽的外衣。
那这个电镀到底是怎么个过程呢?嘿,这可就有趣了。
电镀的时候啊,就好像是在打造一个微观的战场。
电镀液就像是一片神秘的海洋,里面充满了各种各样的离子,它们就像是一群等待命令的小士兵。
锌合金呢,就被放进了这个神秘的海洋里,成为了接受改造的“幸运儿”。
电极就像是指挥官,给这些小士兵下达命令。
电流一通过,那些金属离子就像是听到冲锋号的士兵,朝着锌合金表面冲了过去,然后一层一层地附着在上面。
这过程是不是很神奇?你就想啊,这就好比是给一个物体穿上了一层又一层超级薄的金属铠甲,而且还是严丝合缝的那种。
我有个朋友,他之前在一家小工厂里工作,专门负责锌合金电镀这一块。
他跟我说啊,这锌合金电镀可不是随随便便就能做好的。
他说,前期的准备工作就像一场精心的策划。
锌合金的表面得处理得干干净净的,就像我们洗脸要洗得彻底一样。
要是表面有一点脏东西,那就像在光滑的地板上撒了沙子,电镀上去的金属层就不牢固,很容易掉下来。
他还说:“你以为这就完了?这才刚刚开始呢!”在电镀的过程中,电镀液的配方那可是重中之重。
这就好比是做菜的调料一样,少了一点什么,味道就不对了。
不同的电镀效果需要不同的电镀液配方。
比如说,你想要那种亮晶晶的效果,就像镜子一样,那电镀液的配方里各种成分的比例就得拿捏得死死的。
我就问他:“那要是配方弄错了会怎么样呢?”他瞪大了眼睛说:“哎呀,那可就惨了!镀出来的锌合金要么颜色不对,要么表面坑坑洼洼的,就像月球表面一样,那可都是废品啊!”除了电镀液的配方,电镀的时间和电流的大小也很关键。
电镀锡锌合金

电镀锡锌合金
电镀锡锌合金是一种常见的金属表面处理方法,它可以在金属表面形成一层锡锌合金的保护层,以防止金属表面腐蚀和氧化。
这种处理方法广泛应用于电子、汽车、航空航天等行业,成为保护金属表面的重要手段。
电镀锡锌合金的工艺过程比较简单,首先需要将待处理的金属件进行表面处理,以去除表面的污垢和氧化物。
接下来,将金属件浸泡在含有锡锌离子的电解液中,通电后,在金属表面形成一层锡锌合金的保护层。
最后,将金属件进行清洗、烘干等处理,即可完成整个电镀过程。
电镀锡锌合金的优点主要有以下几个方面:
1. 保护性能好:电镀锡锌合金能够在金属表面形成一层紧密、均匀的保护层,有效防止金属表面腐蚀和氧化。
2. 耐磨性好:电镀锡锌合金的保护层硬度较高,能够有效提高金属件的耐磨性和耐腐蚀性。
3. 外观美观:电镀锡锌合金的保护层具有银白色的外观,能够提高金属件的外观质量和美观度。
4. 工艺简单:电镀锡锌合金的工艺过程相对简单,成本较低,适用于大批量生产。
除了以上优点之外,电镀锡锌合金还存在一些缺点,如:
1. 环境污染:电镀过程中会产生大量废水和废气,对环境造成一定的污染。
2. 耗能较大:电镀过程需要大量的电能,耗能较大。
3. 镀层厚度不易控制:电镀锡锌合金的镀层厚度受到多种因素的影响,不易精确控制。
4. 镀层质量不稳定:电镀锡锌合金的镀层质量容易受到电解液组成、温度、电流密度等因素的影响,不易保持稳定。
总之,电镀锡锌合金作为一种重要的金属表面处理方法,在工业生产中具有广泛应用前景。
在使用过程中需要注意控制环境污染、节约能源,并加强对电镀过程中各种因素的控制和调节,以提高镀层质量和稳定性。
详解:锌合金电镀工艺流程及镀液配方与退镀方法
详解:锌合金电镀工艺流程及镀液配方与退镀方法摘要:归纳了锌合金前处理的一般工序,包括研磨/抛光、除油、超声波除蜡等。
介绍了常见的锌合金电镀铜–镍–铬及镀金的工艺,以及某公司在锌合金件上电镀仿金、铬、古铜、黄古铜、红古铜、珍珠镍等工艺的流程及镀液配方。
给出了锌合金上铜、镍、铬镀层的退除方法。
1·前言锌铝压铸件是一种以锌为主要成分的压铸零件。
这种零件表面有一层很致密的表层,里面则是疏散多孔结构,又是活泼的两性金属。
所以,只有采用适当的前处理方法和电镀工艺,才能确保锌合金上的电镀层有良好的附着力,达到合格品的要求。
2·电镀用锌合金材料[1]电镀常用的锌合金材料为ZA4–1,其主要成分为:铝3.5%~4.5%,铜0.75%~1.25%,镁0.03%~0.08%,余量为锌,杂质总和≤0.2%。
而925牌号的锌合金含铜量高,也易于电镀。
通常,锌合金的密度为6.4~6.5g/cm3,若密度<6.4g/cm3,电镀后易发生起泡和麻点。
总之,选材时务必严格把关。
另外,压铸时模具必须设计合理,避免给电镀带来难以克服的缺陷(如麻点)。
3·镀前处理3.1研磨、抛光切勿破坏致密表层,若暴露出内层多孔疏松结构,则无法获得结合力良好的镀层。
3.2除油锌合金对酸、碱敏感,选择去油剂时应有所要求。
常用E88锌合金电解除油粉或SS浸洗除油粉(安美特公司产品)。
3.3超声波除蜡高档产品常选用“开宁”公司的锌合金除蜡水。
3.4阴极电解除油常用E88或ES锌铸件电解除油粉。
自配的除油剂必须加入适量的金属配位剂,防止金属沉积到零件表面,从而避免发花。
阴极电解除油时要采用循环过滤。
3.5工艺流程化学除油─超声波除油─电解除油─浸蚀活化(硫酸5~10mL/L+氢氟酸10~20mL/L,pH控制在0.5~1.5,视工件外形复杂性而定;室温,10~30s至刚开始全面反应产生气泡后立即取出零件,然后彻底清洗干净)。
锌合金电镀
锌合金电镀
锌合金压铸件是以锌为主,铝为辅的合金。
其化学稳定性差,在其表面上沉积一层耐腐蚀的铜、镍、铬镀层,以此提高其耐腐蚀性能。
在锌合金压铸件电镀之前,应了解合金组成中的锌、铝的含量比例,合金中铝含量过高,会加速其表面层氧化,造成镀层结合力下降。
当合金中铝含量过低,又会影响零件的韧性,使用过程中易出现断裂,合金组成中铝的含量在3.5-4.0%之间最佳。
锌合金压铸件前处理合理与否,是电镀质量成败的关键。
但是,就在其前处理过程中,往往会将其前处理与钢铁件处理等同视之,或者忽视了工序中某个元素,而造成铸件大量返工或报废。
由于锌合金压铸件有它的特殊性,致返工很难,这就是锌合金压铸件在电镀过程中报废率高的原因。
本公司经过长达十几年的研究,在锌合金电镀这一块上有自己独特的见解,一个好的锌合金电镀师傅必定对于压铸件的压力和材料有独特的了解。
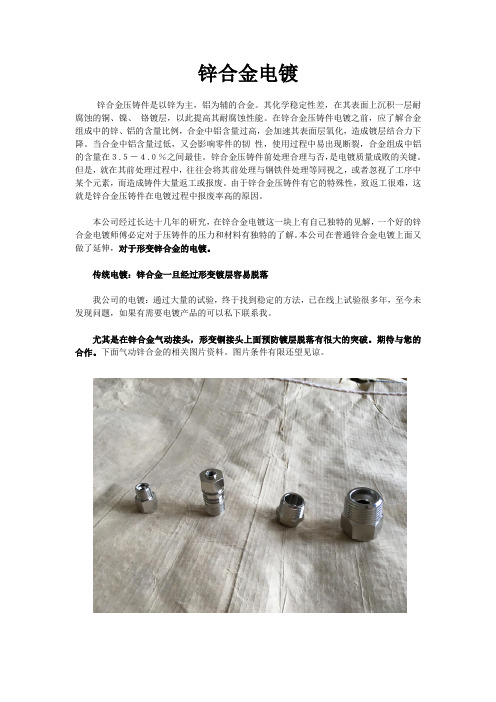
本公司在普通锌合金电镀上面又做了延伸,对于形变锌合金的电镀。
传统电镀:锌合金一旦经过形变镀层容易脱落
我公司的电镀:通过大量的试验,终于找到稳定的方法,已在线上试验很多年,至今未发现问题,如果有需要电镀产品的可以私下联系我。
尤其是在锌合金气动接头,形变铜接头上面预防镀层脱落有很大的突破。
期待与您的合作。
下面气动锌合金的相关图片资料。
图片条件有限还望见谅。
如果有需要,可以联系我详谈。
锌及锌合金电镀综述

锌及锌合金电镀综述(江苏理工学院 12110101)摘要:本文综述了锌及锌合金电镀的国内外研究现状。
首先介绍了锌电镀的应用及其工艺影响因素;再对几种常用的锌合金电镀作了简要介绍,其中重点介绍了应用最广泛的Zn-Al合金,Zn-Ni合金的国内外现状及电镀原理;最后对锌及锌合金电镀的应用提出了展望。
关键词:锌电镀;锌合金;工艺影响因素;国内外现状Zinc and Zinc alloy plating reviewDing Lihong(Jiangsu Institute of Technology 12110101)Abstract: This paper reviews the research status of zinc and zinc alloy electroplating at home and abroad. First introduces the influence factors and application technology of zinc plating of zinc alloy plating; several are briefly introduced in this paper, which focuses on the Zn-Al alloy widely used at home and abroad, the status and principles of electroplating Zn-Ni alloy; finally on zinc and zinc alloy plating should be looking for presents.Keywords: zinc plating; zinc alloy; effect factors; the status quo at home and abroad1 前言长期以来,锌及锌合金主要是用做防护性镀层,锌的矿物储量在全球居第三位,仅次于铝和铜。
电镀锌基合金的研究及应用概况

层 光亮锌 , 能 钝 化 , 于 1 为 低 铁 含 量 , 常 方 低 % 可
世纪 7 0年代 由于 汽 车工 业 的 高速 发 展 , 美 等 汽 日、 车 出 口国 , 考虑 到他 们 的汽 车 车体 钢 板是 以镀 锌层 作 为涂装底 层 , 满足 不 了汽 车在 高 寒及 盐 砂 地 带行
金 研究 热潮 。
在锌铁 合金镀 液 酸 碱 两体 系 的研究 中 , 资料 介
绍: 酸性体系以 z F为光亮剂的氯化物锌铁合金工
艺 , 19 应 用 至 今 ,5年来 一 直 受 到青 睐 , 从 9 2年 l 得 到广泛 应 用 。工 艺 研 究 者 系 某 L 型 国 企 的 一 位 从 f l 事 电镀 技术 多年 的高 级 工 程师 ( 即本 文作 者一 编 者 注) 。他联 系 自己的 工 作 实 际 , 为 镀 锌 层 的 防 护 认
21 00年 1 2月
曾祥德 : 电镀 锌基合金的研究及应用概况
3 5பைடு நூலகம்
表 1 美国和 日本 酸性锌铁合金镀液的组成及工艺条件
加铁 盐方 能成 为锌 铁 合 金 。镀 锌 液 的转 化 , 大降 大
低 了新工 艺 的投 资 。在有 限 的文 献 查 阅 中, 有一 没 个提 出镀 锌 液 可 以 直 接 转 化 为锌 铁 镀 液 。联 系 实
3 4
涂
装
与
电
镀
21 第 6 0 0年 期
电镀 锌 基 合 金 的 研 究 及 应 用 概 况
曾祥德
( 新都高新电镀环保工程研 究所 , I 四川 成都,15 0 6 00 )
(完整word版)锌合金电镀资料(word文档良心出品)
锌合金的主要成份是锌, 还有铝。
它们都是两性金属, 化学稳定性差, 在空气中容易氧化、变色.腐蚀.所以我们首先必须了解电镀或涂装锌合金压铸件表面状态的质量控制1.1工件的几何形状设计锌合金铸件在设计其几何形状时, 尽量避免盲孔深的凹部等结构, 因此, 要求在零件设计时,在不影响外观和使用的部位, 留出便于溶液、气体流动的排泄工艺孔。
这样不仅能很好地实施镀覆, 而且减轻了镀液被污染的程度。
1.2 压铸件的模具设计和压铸工艺锌合金压铸件表面是致密层, 厚度约0.1 mm, 内部则是疏松多孔结构。
在模具设计和采用压铸工艺时, 尽量使工件表面光滑, 减少裂纹、气孔、冷隔缝隙、飞边及毛刺等铸造缺陷。
为此, 必须进行机械清理, 这时应避免损伤表面致密层, 以免露出多孔的基体造成电镀困难,并影响电镀质量。
锌合金压铸时常常使用脱模剂, 对脱模剂的使用和去除应给予一定的重视, 它是影响镀层结合力的因素之一。
1.3 工件的材质选择常用的锌合金材料中用于电镀的有2ZnAl 4-3、2ZnA1 4-1、2ZnAl 4-0.5、2ZnA14 使用最多的牌号为ZnAl-925, ZnAl-903, 但ZnAl-903 比ZnAl-925 更好。
另外, 在压铸时常用一部分回料, 其比例应控制在15%, 最好不要超过20%。
因回料中容易掺杂其他(如硅)成分, 影响镀层的结合力。
若使用回料多的铸件, 电镀时最好用氢氟酸活化。
2、镀前处理2.1 毛坯检验(1) 外观: 查看毛坯表面是否存在裂纹、凸泡、划伤、松孔等严重弊病。
判断这些弊病的程度, 若可以使用机械手段(磨光、抛光等)除去, 可以增加打磨工序。
(2) 材质检验: 查阅锌合金的牌号, 了解使用回料的比例, 测试压铸件的质量, 把工件放置在100-110℃烘箱中保温30min, 查看外表有否凸泡。
2.2 表面的机械清理锌合金压铸件表面存在着铸造缺陷, 必须进行机械清理、磨光和抛光。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
锌及锌合金电镀综述(江苏理工学院 12110101)摘要:本文综述了锌及锌合金电镀的国内外研究现状。
首先介绍了锌电镀的应用及其工艺影响因素;再对几种常用的锌合金电镀作了简要介绍,其中重点介绍了应用最广泛的Zn-Al合金,Zn-Ni合金的国内外现状及电镀原理;最后对锌及锌合金电镀的应用提出了展望。
关键词:锌电镀;锌合金;工艺影响因素;国内外现状Zinc and Zinc alloy plating reviewDing Lihong(Jiangsu Institute of Technology 12110101)Abstract: This paper reviews the research status of zinc and zinc alloy electroplating at home and abroad. First introduces the influence factors and application technology of zinc plating of zinc alloy plating; several are briefly introduced in this paper, which focuses on the Zn-Al alloy widely used at home and abroad, the status and principles of electroplating Zn-Ni alloy; finally on zinc and zinc alloy plating should be looking for presents.Keywords: zinc plating; zinc alloy; effect factors; the status quo at home and abroad1 前言长期以来,锌及锌合金主要是用做防护性镀层,锌的矿物储量在全球居第三位,仅次于铝和铜。
[2]金属锌防腐性能好,很大一部分用于金属防腐的喷镀、热浸镀和牺牲阳极上。
锌合金熔点低,铸造、机械加工性能好,可用于各种机械制造。
锌合金摩擦系数小,对油亲合好,机械性能优异,可作为耐磨材料(如轴瓦)和青铜替代材料。
锌铝阻尼合金能降低工业噪音和减轻机械振动。
锌合金还具有极好的超塑性和超高强度。
因此,镀锌工艺一直是国内外长期以来研究的热门课题。
与其他金属相比,锌是相对便宜而又易镀覆的一种金属,属低值防蚀电镀层,被广泛用于保护钢铁件,特别是防止大气腐蚀,并用于装饰[1]。
为进一步提高其耐蚀性,人们提出了在传统工艺的基础上改善镀层质量的新技术,如:镀锌、Zn-Al合金电镀、Zn-Ni合金电镀、Zn-Fe合金电镀、Zn-Co合金电镀、Zn-Mn 合金电镀等。
下面对锌及锌合金电镀的国内外研究现状进行综述。
[3]2 锌电镀2.1 概念电镀锌也叫冷镀锌,是利用电解设备将工件经过除油、酸洗后放入成分为锌盐的溶液中,并连接电解设备的负极;在工件的对面放置锌板连接在电解设备的正极,接通电源,利用电流从正极向负极的定向移动,就会在工件上沉积一层锌。
利用的是电解,在制件表面形成均匀、致密、结合良好的金属或合金沉积层的过程。
2.2 应用罗耀宗比较了常见镀锌液的性能,讨论了氰化镀锌、碱性锌酸盐镀锌和氯化钾镀锌工艺的优缺点,表述了其深镀能力、分散能力及后处理效果,同时概述了其对工艺设备及环保的要求,并建议在选择工艺时,应根据镀件材质、形状、镀层要求及工艺的性能特点等综合因素来考虑。
[4]王朝铭[5]针对使用锌锭热溶浇注成的锌块阳极存在质量差、镀件上易附着锌粒子、锌板一次利用率低、损耗大、操作强度大等缺陷,提出采用把锌锭装入特制铁蓝中并吊挂于镀槽中作为阳极使用,这样可增大阳极与阴极的面积比。
为控制锌的溶解速度,往往还需要同时挂入石墨板。
这样的锌阳极具有如下优点:锌的溶解特性好;阳极成本较低;锌锭的一次利用率高。
王朝铭等人后来还介绍了氯化钾镀锌工艺的应用情况,采用自行研制的添加剂,得到了分散能力及覆盖能力好、电流密度及温度范围宽的氯化钾镀锌液,且其镀层与基体结合良好,电流效率高,尤其是镀层经除氢处理后基本不变色,零件不产生氢脆,因此,该工艺适应于弹性件、高低碳钢件、铸钢零件的电镀,也适应于外形复杂的其它钢铁件。
[6]曹莹等人提出在硫酸盐电镀锌镀液中添加硫酸钴可使锌镀层的晶粒细化,达到80 Bin左右,成为纳米晶镀层,该镀层的耐蚀性明显优于普通锌镀层。
[7]2.3 电镀锌工艺影响因素2.3.1 电流密度对镀锌品质的影响电流密度对镀锌产品的外观和耐蚀都有重要的影响。
范永哲[8]等人通过塔菲尔曲线的测量,研究了高密度电流(300 A/dm2)下镀层的耐蚀性。
结果表明:采用高电流密度进行电镀,其电镀层的腐蚀电位随电流密度的增大而提高(最高可达 0.845 V) 腐蚀速率降低,耐蚀性增强。
2.3.2不同体系镀液对镀锌品质的影响除电流之外,体系镀液是影响镀锌品质好坏的另外一个非常重要的因素。
不同的体系不但要考虑浓度的配比,还要考虑适量的温度,pH值的大小等等。
目前,国内按电镀溶液分类,可分为四大类[9]:氰化物镀锌、锌酸盐镀锌、氯化物镀锌、硫酸盐镀锌。
2.3.3引入新材料对镀锌工艺的影响所谓新材料镀锌,就是指伴随材料发的展出现的一些新材料的镀锌方法。
比如各种合金、纳米结构的锌。
曹莹等人[10-11]提出在硫酸盐电镀锌镀液中添加硫酸钻可使锌镀层的晶粒细化,达到80 nm左右,成为纳米晶镀层,该镀层的耐蚀性明显优于普通锌镀层。
Kh.Sabei等人研究了在含有聚丙烯酞胺和硫脉添加剂的镀锌液中,脉冲峰值电流(J p) 对锌沉积层晶粒尺寸、表面与剂面形貌、显微硬度及锌的择优取向的影响。
如图2所示。
[12]图2 脉冲峰值电流对锌沉积层晶粒尺寸及表面形貌的影响合金方面的研究也是层出不穷,起关键作用的就是配置钝化液。
蒋彤雅等[13]采用了新的钝化液配方及相应的工艺对锌-镍合金进行钝化处理。
得到了锌-镍合金镀液的维护方法,性能测试显示产品具有镀层结晶细致、均匀,耐蚀能力明显得到了提高。
张蕾等【14】对钕铁硼磁材因其特殊的疏松和多孔结构,导致抗蚀性能差,表面镀覆又会引起磁性能降低。
为提高其耐蚀性,降低磁损失,采用新型工艺进行表面处理,包括前处理工艺、电镀Zn- Ni合金和后处理工艺。
性能测试表明:该工艺极大地提高了钕铁硼表面处理后的耐蚀能力,同时又降低了磁损失。
3 锌合金电镀3.1 Zn-Al合金电镀3.1.1 国外研究现状锌铝合金镀层材料的研究始于上世纪60 年代,美国的伯利恒钢铁公司对1% ~ 80%各种锌铝合金层进行大气暴露试验,研究结果表明[14,15],Al 含量在4% ~ 10% 时,镀层具有较高的耐蚀性; Al 含量在15% ~ 25% 时耐蚀性下降; 以后随Al 含量增加,耐蚀性逐渐增大,并且Al 含量为55%时,锌铝合金层具有很好的电化学保护作用。
将55%Al - 43. 4%Zn - 1. 6% Si 的合金镀层材料命名为Galvalume。
此后,国际铅锌协会组织( ILZRO)在此基础上进行研制开发,并于1985 年开发出一种新产品,组成为5%Al - Zn,并含有0. 1%的铈、镧混合稀土元素,命名为Gal fan[16]。
2000 年,NKK 和NKK 钢板&带钢公司联手开发出高耐蚀性“SuperGenius”( 超特质) 的Galvalume( 55% Al - Zn) 第一代彩涂钢板,其耐蚀性是其它钢板的两倍,尤其是对有弯曲和成型加工要求的钢板,其优势更为突出。
加拿大的Comico 公司开发出Zn-23% Al-0.3%Si镀层材料,非常适合于螺栓紧固件等的热浸镀[17]。
上世纪90 年代,日本的新日铁公司在以前研究的基础上,通过调整Al含量,添加Mg,研究开发出耐腐蚀性能更强的镀层合金材料ZAM,成分为Zn-6Al-3Mg的合金[18]; 在Zn-0.2Al 成分体系中添加0.5Mg 成功开发出DAMAZINC 的镀层产品[19];在Gal fan的基础上添加Mg,获得Zn-5%Al-Mg产品,并命名为Super-Zine; 20 世纪初,新日铁公司再往镀层中添加Mg、Si,成功开发出SuperDyma镀层产品,其成分为Zn-11% Al-3% Mg-0.3Si[20]。
3.1.2 国内研究现状目前,国内的锌铝镀层产品以热镀锌Zn-0.2Al 为主,通过添加少量的Al 抑制Zn与Fe 的反应。
杜鹏翔、李华飞等[21]研究了稀土元素对Zn-55%Al 镀层的耐腐蚀性能及高温性能的影响,认为适量的添加稀土可改善镀层结构与耐腐蚀性能。
株洲冶炼集团于1976 年开发出Zn-Al-Pb 三元合金,满足了武钢热镀锌的需要,2003 年研发成功的铝锌硅热镀合金RA,填补了国内空白,在国内首次大规模生产并成功应用在国内第一家铝锌硅热镀合金带钢热镀生产线上,并且研发出Galfan 合金用于钢丝绳的生产。
宝钢冷轧3#热镀锌生产线具备20万t/a55%高铝锌合金镀层钢板的生产能力,一半产品为裸板,一半产品供冷轧2#彩涂机组作为彩涂原板[22]。
国内能生产55% 铝锌合金镀层材料的还有唐钢、鞍钢、武钢、马钢、首钢、攀钢等; 国内的Gal fan产品主要以热浸镀钢丝为主,部分生产厂通过购买专利技术许可证的方式进行生产,其它生产厂自主成功研发Gal fan 产品,但产品销路受到限制。
钢铁研究总院、宝钢、鞍钢等研究机构正在对Zn-Al-Mg 镀层材料的工艺技术、镀层防腐机理等进行研究,并取得了很大进展。
3.1.3 锌铝合金性能Al元素在热镀锌中起着关键的作用, 当锌浴中含铝为0.005%~ 0.020% 时, 可显著提高镀层光亮性, 减少锌浴表面氧化, 当锌浴中铝含量> 0.15%时, 在铁基上形成一层连续的Fe2Al5 相层, 抑制Fe-Zn合金相层的反应及生长, 使镀层减薄且粘附性良好。
目前发展比较成熟的Zn- Al 合金镀层主要有三类, 它们是美国伯利恒钢铁公司开发的Galvalume( 55% Al – 43.4% Zn –1.6% Si ) 、国际铅锌组织(ILZRO) 开发的Gal fan( Zn-5%Al-0.1%RE) 和日本新日铁开发的SuperDyma,其中以高铝的Galvalume 合金镀层最为重要。
Galvalume 合金的组成为55% Al、43.4% Zn、1.6%Si,熔点580 ℃。
合金热浸镀层的组织为两层结构,外层为Al-Zn 合金层,化学成分大致与镀液相同,其组织由二相组成,其一为树枝状的富Al 固溶体,形成微细的网络,另一相为分布其网络组织中的枝晶间富Zn伪共晶体。