数控车床三潭印月程序
数控车床编程与操作加工PPT课件

G00 Z104.0 X29.3 ap1=0.35 G32 Z56.0 F1.5 G00 X40.0 Z104.0 X28.9 ap2=0.2 G32 Z56.0 F1.5 G00 X40.0 Z104.0 X28.5 ap2=0.2 …….
1.绝对编程与增量编程
(1)绝对编程
绝对值编程是根据预先设定的编程原点计算出绝对值坐标尺寸进行编程的一种方法。即采用绝对值编程时,首先要指出编程原点的位置,并用地址X,Z进行编程(X为直径值)。
增量值编程是根据与前一个位置的坐标值增量来表示位置的一种编程方法。即程序中的终点坐标是相对于起点坐标而言的。
根据试切后工件的尺寸确定刀尖的位置。
O
(a) 确定刀尖在Z向的位置
L
图3-3 数控车床的对刀
O
(a) 确定刀尖在Z向的位置
L
图3-3 数控车床的对刀
O
(b) 确定刀尖在X向的位置
d
O
(b) 确定刀尖在X向的位置
d
三、有关编程代码说明
(一)G功能
准备功能也称为G功能(或称G代码),它是用来指令机床动作方式的功能。准备功能是用地址G及其后面的数字来指令机床动作的。如用G00来指令运动坐标快速定位。表3-2为FANUC-0TD系统的准备功能G代码表。
10.刀具偏置功能 (G40/G41/G42)
1. 格式 G41 X_ Z_;G42 X_ Z_;
在刀具刃是尖利时,切削进程按照程序指定的形状执行不会发生问题。不过,真实的刀具刃是由圆弧构成的 (刀尖半径) 就像上图所示,在圆弧插补和攻螺纹的情况下刀尖半径会带来误差。
2. 偏置功能
1、非直线切削形式的定位 我们的定义是:采用独立的快速移动速率来决定每一个轴的位置。刀具路径不是直线,根据到达的顺序,机器轴依次停止在命令指定的位置。
数控车加工案例分析

进行分析该零件先用 :1$ 进行粗加工选用 '% 度外圆车 刀切除多余余料和端面再用 :1( 进行精加工根据零件的 形状选定尖刀加工圆弧先加工大端 然后夹持住大端再 加工小端 大端长度刚开始给了 $%DD为了装夹强度考虑 可以加长大端长度增至 $9DD
5$)% Yg$$%% 5$)$ :1% ;)% `$)% 5$)9 :%% W99&%% 5$(% W$9%&% Y)%%&%% 5$($ b%(%( <3%%% :%% W9%&% Yg$%'% :%$ W% e%&$9% :%% W0%&%% W$9%&% Y$9%&%% 5$(9 @%9% 5$3% @(%% #加工 (&$ 试切 在试切外轮廓加工应注意.)/ 处的夹刀现象"同时要注 意如图所示的 $$( 两个位置# $ 为圆弧"半径较小"在切削时 会出现产生的切屑流出后翻转到半径为 ^$9&9 的圆弧面"划 伤其表面# )$( 的右侧均为锥面"一方面要注意刀具的副后 刀面与工件已车削轮廓表面是否干涉"另外也要注意"在切 削时会出现产生的切屑流出后翻转到锥面上造成划伤# 为 避免干涉也可采用直头刀杆车削"如图 ( 所示# (&) 加工中的问题及解决方法 为了避免上面提到的问题"可采取如下方法予以解决# ($)如在试切时.)/处出项夹刀现象"应改变.)/ 处的外 圆尺寸"进行外圆粗加工"再用 :1( 进行局部精加工# ()) 对整个工件预留不超过 %&$DD的余量"在加工完工 件后"再将预留的 加 工 余 量 切 去" 可 对 划 伤 的 表 面 进 行 修 复 或者 采 取 在 编 程 时" 分 别 对 $$)$( 三 个 位 置 预 留 不 超 过 %E$DD的余量"通过切除余量"修复划伤的表面# 后一种办 法会更为简便一些# 加工效果如图 3 所示#
数控车床编程实例

数控车床编程实例如下图所示为数控加工的机床手柄零件图,毛坯尺寸和类型为mm 的棒料,毛坯材料为45钢。
编程实例零件图依据图纸要求,工件以mm圆柱面定位,以三爪卡盘夹持mm圆柱面。
加工时,自右向左进行外轮廓面加工;粗加工的背吃刀量为2mm,进给速度为100mm/min;精加工的背吃刀量为0.25mm,进给速度为150mm/min。
精加工工艺路线如下:R3mm圆弧— R29mm圆弧— R45mm圆弧— mm 外圆— Ra3.2mm台阶面。
根据精加工工艺路线走粗加工轮廓。
工件坐标原点设置于工件右端面,建立如上图所示的工件坐标系,起刀点在工件坐标系中的坐标为(50,10)。
通过计算可知:R3mm圆弧和R29mm圆弧切点坐标为(4.616,-1.083),R29mm圆弧和R45mm 圆弧切点坐标为(13.846,-30.390)。
粗加工路线以(20.5,0)为切削始点,精加工路线以(0,0)为切削始点。
数控加工程序如下:O0014N0010 G92 X50 Z10N0020 T0100N0030 M03 S600N0040 G00 X25 Z2N0050 G01 Z0.5 F100N0060 X0N0070 X23N0080 Z0N0090 M98 P0022 L0011N0100 G00 X50 Z10N0110 P05N0120 S1000N0130 G00 X25 Z0N0140 G01 X2.5 F150N0150 M98 P0022N0160 G00 X50 Z10N0170 M05N0180 M30O0022N0010 G01 U-2.5N0020 G03 U4.616 W-1.083 R3 N0030 G03 U9.230 W-29.307 R29N0040 G02 U-3.846 W-27.610 R45 N0050 G01 W-6N0060 G00 U12.5N0070 W64N0080 U-22N0090 F100N0100 M99。
三潭印月

C三爪卡盘装夹
D一夹一顶装夹
ห้องสมุดไป่ตู้椒江职业中专
数控车削编程与实训
抢答题二:在下列刀具中,适合这个工件车削外圆的刀 具可以选用 A ,切断的刀具可选用 C 。
A 外圆仿形车刀 B外螺纹车刀
C外切槽刀
D外圆车刀
椒江职业中专
数控车削编程与实训 抢答题三:西湖中的三潭印月是 A 做成的,本次 我们加工的三潭印月是用 B 加工的。
椒江职业中专
数控车削编程与实训 板书
椒江职业中专
数控车削编程与实训
敬请各位老师 批评指正!
范明明 椒江职业中专
夹具 切削用量
三爪卡盘
转速S
800 1200
进给量f
100 70
背吃刀量
1 0.3 _
T0101 T0101
T0303
300
30
椒江职业中专
数控车削编程与实训 提高题、完成外轮廓的编程(难度系数
%1 ( M3 ) (S800 ) 程序起始符 主轴正转,转速800r/min 选择1号刀具号,1号刀具偏置号 快速定位
椒江职业中专
数控车削编程与实训 趣味小知识 作为机械专业的我们,三潭印月的加工会了,那么同 学们想想生活中还要哪些东西是数控车床上是能加工出 来的。
国际象棋
陀螺
高脚杯
奖杯 椒江职业中专
数控车削编程与实训
能力拓展、组合加工三潭印月
椒江职业中专
数控车削编程与实训 课堂小结
三潭印月的加工, 让我们知 道,本以为遥不可及的东西, 现在从自己手里做出来了,其 实很多事情并没有我们想象的 那么难,只要自己努力去做了, 就成功了一半。
注意:吃刀 量要小,防 止工件因切 削力过大而 折断。 椒江职业中专
三潭印月的数控加工教案

复杂成形面的加工教案潘军伦一、教学过程设计教学总体分二个阶段安排第一阶段:地点:多媒体教室;教学任务:任务讲解分析;时间:2课时讲解要点:1、三潭印月的工艺性分析。
2、学习固定形状粗车循环指令G73的应用。
3、对三潭印月进行完整编程。
4、三潭印月在数控车床上的加工流程。
第二阶段:地点:数控实训车间;教学任务:安全教育、操作演示、学生实际操作、巡视、讲评、小结;时间:4课时教学要点:1、安全教育(3分钟)。
2、学生第一次操作要点:装夹零件和刀具、程序输入、车右端面、粗车三潭印月的整体外形、精车三潭印月的整体外形、切断工件、检测等(60分钟);与学生操作同步,教师巡视、讲评要点:装夹方面、程序检查、表面光洁度控制、检测等。
3、第一次小结:装夹方面、工艺、表面光洁度控制、检测、学生自我评分。
(10分钟)4、学生第二次操作要点:装夹零件和刀具、车右端面、粗车三潭印月的整体外形、精车三潭印月的整体外形、切断工件、检测等(60分钟);与学生操作同步,教师巡视、讲评要点:装夹方面、程序检查、表面光洁度控制、检测等。
5、车间卫生打扫及检查(10分钟)。
6、教学小结要点:各组内沟通交流、协同合作、守时负责、评价他人;自我学习、自我评价、小组间零件展示;教师点评、工艺、表面光洁度控制、检测(15分钟)。
7、作业布置:对作业进行要求讲解和提示(2分钟)。
二、教学目标终极目标:提高学生专业能力(数控编程、切削加工过程的具体操作流程和要点)以及提高社会行为能力(学生之间相互交流、团队协作)。
促成目标:(1)在教师的引导下,学生必须能够完成数控加工的程序编程。
●利用已学习过的基本指令及新指令G73完成三潭印月零件的加工。
(2)学生能够正确操作数控车床。
●学生能够在数控车床上输入程序。
●学生能够完成对数控机床必要的加工调整工作。
●学生能够对程序进行试运行和试切及最终的切削加工。
(3)提高学生的社会行为能力目标:●培养学生良好的职业习惯。
数控车床编程实例详解(30个例子)
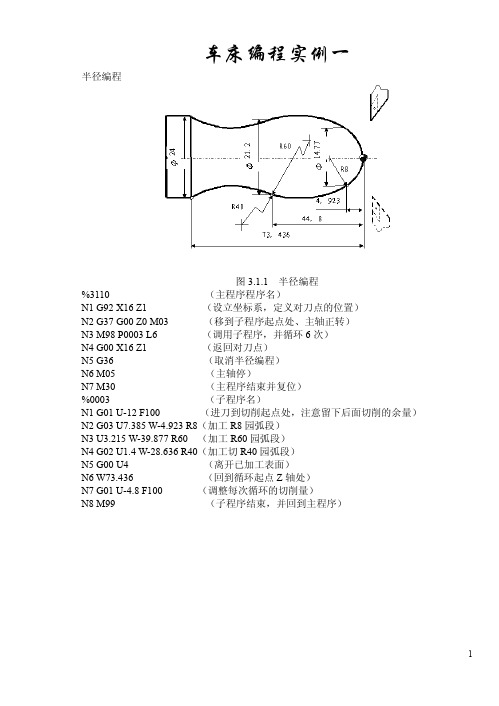
半径编程图3.1.1 半径编程%3110 (主程序程序名)N1 G92 X16 Z1 (设立坐标系,定义对刀点的位置)N2 G37 G00 Z0 M03 (移到子程序起点处、主轴正转)N3 M98 P0003 L6 (调用子程序,并循环6次)N4 G00 X16 Z1 (返回对刀点)N5 G36 (取消半径编程)N6 M05 (主轴停)N7 M30 (主程序结束并复位)%0003 (子程序名)N1 G01 U-12 F100 (进刀到切削起点处,注意留下后面切削的余量)N2 G03 U7.385 W-4.923 R8(加工R8园弧段)N3 U3.215 W-39.877 R60 (加工R60园弧段)N4 G02 U1.4 W-28.636 R40(加工切R40园弧段)N5 G00 U4 (离开已加工表面)N6 W73.436 (回到循环起点Z轴处)N7 G01 U-4.8 F100 (调整每次循环的切削量)N8 M99 (子程序结束,并回到主程序)直线插补指令编程图3.3.5 G01编程实例%3305N1 G92 X100 Z10 (设立坐标系,定义对刀点的位置)N2 G00 X16 Z2 M03 (移到倒角延长线,Z轴2mm处)N3 G01 U10 W-5 F300 (倒3×45°角)N4 Z-48 (加工Φ26外圆)N5 U34 W-10 (切第一段锥)N6 U20 Z-73 (切第二段锥)N7 X90 (退刀)N8 G00 X100 Z10 (回对刀点)N9 M05 (主轴停)N10 M30 (主程序结束并复位)车床编程实例三圆弧插补指令编程%3308N1 G92 X40 Z5 (设立坐标系,定义对刀点的位置)N2 M03 S400 (主轴以400r/min旋转)N3 G00 X0 (到达工件中心)N4 G01 Z0 F60 (工进接触工件毛坯)N5 G03 U24 W-24 R15 (加工R15圆弧段)N6 G02 X26 Z-31 R5 (加工R5圆弧段)N7 G01 Z-40 (加工Φ26外圆)N8 X40 Z5 (回对刀点)N9 M30 (主轴停、主程序结束并复位图3.3.8 G02/G03编程实例倒角指令编程图3.3.10.1 倒角编程实例%3310N10 G92 X70 Z10 (设立坐标系,定义对刀点的位置)N20 G00 U-70 W-10 (从编程规划起点,移到工件前端面中心处)N30 G01 U26 C3 F100 (倒3×45°直角)N40 W-22 R3 (倒R3圆角)N50 U39 W-14 C3 (倒边长为3等腰直角)N60 W-34 (加工Φ65外圆)N70 G00 U5 W80 (回到编程规划起点)N80 M30 (主轴停、主程序结束并复位)车床编程实例五倒角指令编程%3310N10 G92 X70 Z10 (设立坐标系,定义对刀点的位置)N20 G00 X0 Z4 (到工件中心)N30 G01 W-4 F100 (工进接触工件)N40 X26 C3 (倒3×45°的直角)N50 Z-21 (加工Φ26外圆)N60 G02 U30 W-15 R15 RL=3(加工R15圆弧,并倒边长为4的直角)N70 G01 Z-70 (加工Φ56外圆)N80 G00 U10 (退刀,离开工件)N90 X70 Z10 (返回程序起点位置)M30 (主轴停、主程序结束并复位)图3.3.10.2 倒角编程实例圆柱螺纹编程螺纹导程为1.5mm,δ=1.5mm,δ '=1mm ,每次吃刀量(直径值)分别为0.8mm、0.6 mm 、0.4mm、0.16mm图3.3.12 螺纹编程实例%3312N1 G92 X50 Z120 (设立坐标系,定义对刀点的位置)N2 M03 S300 (主轴以300r/min旋转)N3 G00 X29.2 Z101.5 (到螺纹起点,升速段1.5mm,吃刀深0.8mm)N4 G32 Z19 F1.5 (切削螺纹到螺纹切削终点,降速段1mm)N5 G00 X40 (X轴方向快退)N6 Z101.5 (Z轴方向快退到螺纹起点处)N7 X28.6 (X轴方向快进到螺纹起点处,吃刀深0.6mm)N8 G32 Z19 F1.5 (切削螺纹到螺纹切削终点)N9 G00 X40 (X轴方向快退)N10 Z101.5 (Z轴方向快退到螺纹起点处)N11 X28.2 (X轴方向快进到螺纹起点处,吃刀深0.4mm)N12 G32 Z19 F1.5 (切削螺纹到螺纹切削终点)N13 G00 X40 (X轴方向快退)N14 Z101.5 (Z轴方向快退到螺纹起点处)N15 U-11.96 (X轴方向快进到螺纹起点处,吃刀深0.16mm)N16 G32 W-82.5 F1.5 (切削螺纹到螺纹切削终点)N17 G00 X40 (X轴方向快退)N18 X50 Z120 (回对刀点)N19 M05 (主轴停)N20 M30 (主程序结束并复位)恒线速度功能编程图3.3.14 恒线速度编程实例%3314N1 G92 X40 Z5 (设立坐标系,定义对刀点的位置)N2 M03 S400 (主轴以400r/min旋转)N3 G96 S80 (恒线速度有效,线速度为80m/min)N4 G00 X0 (刀到中心,转速升高,直到主轴到最大限速)N5 G01 Z0 F60 (工进接触工件)N6 G03 U24 W-24 R15 (加工R15圆弧段)N7 G02 X26 Z-31 R5 (加工R5圆弧段)N8 G01 Z-40 (加工Φ26外圆)N9 X40 Z5 (回对刀点)N10 G97 S300 (取消恒线速度功能,设定主轴按300r/min旋转)N11 M30 (主轴停、主程序结束并复位)车床编程实例八%3317M03 S400 (主轴以400r/min旋转)G91 G80 X-10 Z-33 I-5.5 F100(加工第一次循环,吃刀深3mm)X-13 Z-33 I-5.5(加工第二次循环,吃刀深3mm)X-16 Z-33 I-5.5(加工第三次循环,吃刀深3mm)M30 (主轴停、主程序结束并复位)图3.3.17 G80切削循环编程实例G81指令编程(点画线代表毛坯)图3.3.20 G81切削循环编程实例%3320N1 G54 G90 G00 X60 Z45 M03 (选定坐标系,主轴正转,到循环起点)N2 G81 X25 Z31.5 K-3.5 F100 (加工第一次循环,吃刀深2mm)N3 X25 Z29.5 K-3.5 (每次吃刀均为2mm,)N4 X25 Z27.5 K-3.5 (每次切削起点位,距工件外圆面5mm,故K值为-3.5)N5 X25 Z25.5 K-3.5 (加工第四次循环,吃刀深2mm)N6 M05 (主轴停)N7 M30 (主程序结束并复位车床编程实例十G82指令编程(毛坯外形已加工完成)%3323N1 G55 G00 X35 Z104(选定坐标系G55,到循环起点)N2 M03 S300 (主轴以300r/min正转)N3 G82 X29.2 Z18.5 C2 P180 F3(第一次循环切螺纹,切深0.8mm)N4 X28.6 Z18.5 C2 P180 F3(第二次循环切螺纹,切深0.4mm)N5 X28.2 Z18.5 C2 P180 F3(第三次循环切螺纹,切深0.4mm)N6 X28.04 Z18.5 C2 P180 F3(第四次循环切螺纹,切深0.16mm)N7 M30 (主轴停、主程序结束并复位)图3.3.23 G82切削循环编程实例车床编程实例十一外径粗加工复合循环编制图3.3.27所示零件的加工程序:要求循环起始点在A(46,3),切削深度为1.5mm(半径量)。
数控车床编程实例大全
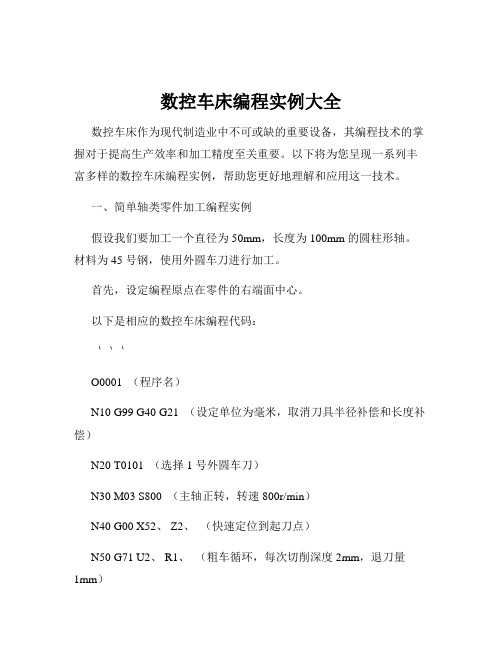
数控车床编程实例大全数控车床作为现代制造业中不可或缺的重要设备,其编程技术的掌握对于提高生产效率和加工精度至关重要。
以下将为您呈现一系列丰富多样的数控车床编程实例,帮助您更好地理解和应用这一技术。
一、简单轴类零件加工编程实例假设我们要加工一个直径为 50mm,长度为 100mm 的圆柱形轴。
材料为 45 号钢,使用外圆车刀进行加工。
首先,设定编程原点在零件的右端面中心。
以下是相应的数控车床编程代码:```O0001 (程序名)N10 G99 G40 G21 (设定单位为毫米,取消刀具半径补偿和长度补偿)N20 T0101 (选择 1 号外圆车刀)N30 M03 S800 (主轴正转,转速 800r/min)N40 G00 X52、 Z2、(快速定位到起刀点)N50 G71 U2、 R1、(粗车循环,每次切削深度 2mm,退刀量1mm)N60 G71 P70 Q130 U05 W02 F02 (定义粗车轮廓)N70 G00 X0 (粗车轮廓起始点)N80 G01 Z0 F01 (直线切削到端面)N90 X50、(车削外圆)N100 Z-100、(车削圆柱长度)N110 X52、(退刀)N120 G00 Z2、(快速退回到起刀点)N130 G70 P70 Q130 (精车循环)N140 G00 X100、 Z100、(刀具退回到安全位置)N150 M05 (主轴停止)N160 M30 (程序结束)```在这个实例中,我们首先进行了一些初始化设置,然后通过粗车循环去除大部分余量,最后使用精车循环提高表面精度。
二、螺纹加工编程实例接下来,我们看一个加工 M30×2 螺纹的编程实例。
同样,编程原点在零件右端面中心。
```O0002N10 G99 G40 G21N20 T0202 (选择 2 号螺纹车刀)N30 M03 S500N40 G00 X32、 Z5、N50 G92 X29、 Z-30、 F2、(螺纹切削循环)N60 X285N70 X281N80 X278N90 X275N100 X273N110 X271N120 X270N130 G00 X100、 Z100、N140 M05N150 M30```在螺纹加工中,我们通过多次切削逐渐达到所需的螺纹尺寸。
6.3课件(三潭印月模型加工)
二 相关知识
• DNC程序传输
– DNC传输软件
• CIMCO、V24、WINDNC、WIN PCIN • CIMCO 软件由丹麦的CIMCO公司开发,是一套包括机床联网
通讯、数控程序编辑、刀路检查、程序管理系统等诸多模块数 控传输软件。
二 相关知识
• DNC程序传输
– DNC传输参数确定
• 传输端口:根据计算机接线选择的端口COM1或COM2。 • 波特率:选择4800或9600 • 数据位:7 • 停止位:2 • 奇偶校验:EVEN
四 任务实施
• 子任务二:机床操作
– 安装零件 – 安装刀具,并对刀 – 程序传输
• 启动CIMCO EDIT软件,打开加工程序,检查图形。 • 检查RS232连线,设置机床参数和软件参数。 • 将加工程序传入数控车床。
– 自动运行程序,完成零件加工 – 卸下工件,清理机床。
五 检查评价
• 学生自检,填写评分表及误差分析 • 学生发言总结任务实施过程及结果 • 教师点评,总结实施过程及结果。
四 任务实施
• 子任务一:编程
– 创建切槽清角工序
• 同样的方法完成另一处槽的清角操作,并生成刀路轨迹。
四 任务实施
• 子任务一:编程
– 仿真模拟
• 在几何体操作导航器中右键单击WORKPIECE,在菜单中选择 “刀轨” “确定”,通过2D或3D对加工过程进行仿真模拟
– 后处理生成加工程序,并填写程序单。
一 下达任务
• 应用UG软件创建三潭印月模型的工序及刀轨; • 应用UG软件创建三潭印月模型的加工程序; • 应用CIMCO软件实施DNC加工。
材料:铝棒,毛坯尺寸:Φ42×130。
二 相关知识