塑胶原料试用报告表
塑胶工厂实习报告
正文:一、实习背景随着我国经济的快速发展,塑料制品已成为现代生活中不可或缺的一部分。
为了深入了解塑料制品的生产过程,提高自己的实践能力,我于2021年7月1日至2021年8月31日在XX塑胶工厂进行了为期两个月的实习。
二、实习过程1. 实习初期实习的第一周,我主要在工厂的办公室进行学习,了解了工厂的基本情况、生产流程、规章制度等。
通过阅读资料和与同事的交流,我对塑胶制品的生产有了初步的认识。
2. 实习中期在实习的第二个星期,我开始参与实际生产。
首先,我跟随师傅学习了模具制作、注塑、后处理等工序。
在师傅的指导下,我逐步掌握了各项操作技能。
此外,我还学习了如何对生产过程中的问题进行分析和解决。
3. 实习后期实习的第三周,我开始独立操作注塑机,生产出符合要求的塑料制品。
在这个过程中,我深刻体会到了团队合作的重要性。
在遇到问题时,我会主动与同事沟通交流,共同寻找解决方案。
同时,我还积极参与工厂组织的培训活动,提高自己的综合素质。
三、实习收获1. 知识收获通过实习,我对塑胶制品的生产过程有了全面的认识,掌握了模具制作、注塑、后处理等基本技能。
同时,我还了解了工厂的管理模式、生产流程和质量控制等方面的知识。
2. 技能收获在实习过程中,我提高了自己的动手能力、沟通能力和团队合作能力。
同时,我还学会了如何分析问题、解决问题,为今后的工作打下了坚实的基础。
3. 思想收获通过实习,我深刻体会到了劳动的艰辛和付出。
在今后的工作中,我会珍惜每一次机会,努力提高自己的综合素质,为实现自己的人生目标而努力。
四、实习总结这次塑胶工厂实习让我受益匪浅。
在实习过程中,我不仅学到了专业知识,还锻炼了自己的实践能力。
在今后的学习和工作中,我会以这次实习为契机,不断提高自己,为实现自己的人生目标而努力。
在此,我要感谢XX塑胶工厂为我提供这次宝贵的实习机会,感谢师傅和同事们的关心与帮助。
进货检验记录---塑料原料
正确值100%
重量
误差值0.0标、内在品质合格的情况下,协商解决。
总计
允收数量
检验结论: □ 合格 □ 不合格 □ 待定
检验日期: 年 月 日 检验员:
审核
台州市舜宁塑胶有限公司
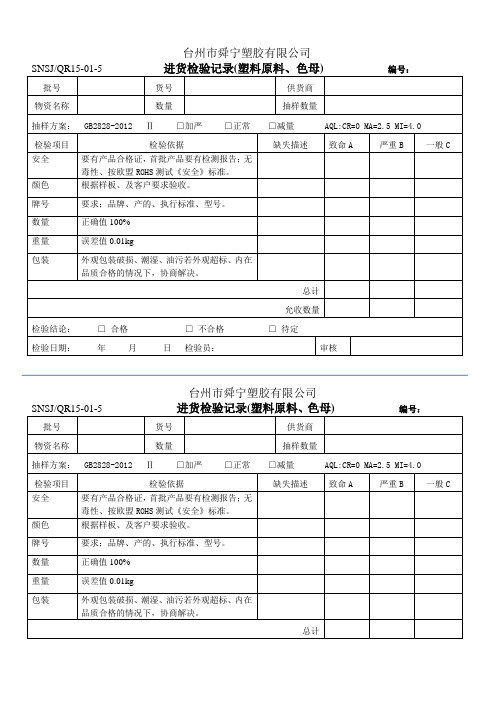
SNSJ/QR15-01-5进货检验记录(塑料原料、色母)编号:
批号
货号
供货商
物资名称
数量
抽样数量
抽样方案: GB2828-2012Ⅱ □加严 □正常 □减量 AQL:CR=0 MA=2.5 MI=4.0
检验项目
检验依据
缺失描述
致命A
严重B
一般C
安全
要有产品合格证,首批产品要有检测报告;无毒性、按欧盟ROHS测试《安全》标准。
批号
货号
供货商
物资名称
数量
抽样数量
抽样方案: GB2828-2012Ⅱ □加严 □正常 □减量 AQL:CR=0 MA=2.5 MI=4.0
检验项目
检验依据
缺失描述
致命A
严重B
一般C
安全
要有产品合格证,首批产品要有检测报告;无毒性、按欧盟ROHS测试《安全》标准。
颜色
根据样板、及客户要求验收。
牌号
要求;品牌、产的、执行标准、型号。
颜色
根据样板、及客户要求验收。
牌号
要求;品牌、产的、执行标准、型号。
数量
正确值100%
重量
误差值0.01kg
包装
外观包装破损、潮湿、油污若外观超标、内在品质合格的情况下,协商解决。
总计
允收数量
检验结论: □ 合格 □ 不合格 □ 待定
检验日期: 年 月 日 检验员:
塑胶来料检验报告
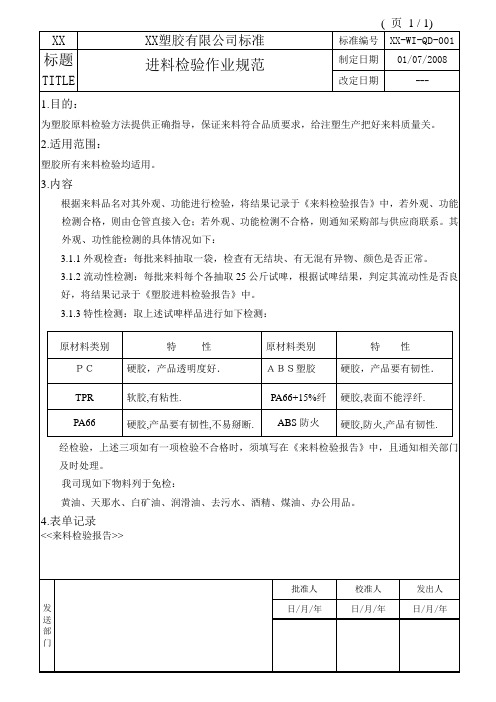
3.1.2流动性检测:每批来料每个各抽取25公斤试啤,根据试啤结果,判定其流动性是否良好,将结果记录于《塑胶进料检验报告》中。
3.1.3特性检测:取上述试啤样品进行如下检测:
原材料类别
特性
原材料类别
特性
PC
硬胶,产品透明度好.
ABS塑胶
硬胶,产品要有韧性.
TPR
软胶,有粘性.
PA66+15%纤
硬胶,表面不能浮纤.
PA66
硬胶,产品要有韧性,不易掰断.
ABS防火
硬胶,防火,产品有韧性.
经检验,上述三项如有一项检验不合格时,须填写在《来料检验报告》中,且通知相关部门及时处理。
我司现如下物料列于免检:
黄油、天那水、白矿油、润滑油、去污水、酒精、煤油、办公用品。
(页1 /1)
XX
XX塑胶有限公司标准
标准编号
标题
进料检验作业规范
制定日期
01/07/2008
TITLE
改定日期
---
1.目的:
为塑原料检验方法提供正确指导,保证来料符合品质要求,给注塑生产把好来料质量关。
2.适用范围:
塑胶所有来料检验均适用。
3.内容
根据来料品名对其外观、功能进行检验,将结果记录于《来料检验报告》中,若外观、功能检测合格,则由仓管直接入仓;若外观、功能检测不合格,则通知采购部与供应商联系。其外观、功性能检测的具体情况如下:
4.表单记录
<<来料检验报告>>
发送部门
批准人
校准人
发出人
日/月/年
日/月/年
日/月/年
原材料试用报告范文
原材料试用报告范文一、试用背景及目的作为一个制造业企业,我们经常需要使用各种原材料来生产产品。
为了提高产品质量和降低成本,我们决定试用一种新的原材料。
本次试用的目的是评估新的原材料是否符合我们的要求,并且与我们目前使用的原材料相比,是否有优势。
二、试用过程1.原材料的选择我们通过市场调研和供应商推荐,选定了一家有着良好声誉的原材料供应商。
该供应商提供了相应的产品样品和技术资料,以便我们进行试用评估。
2.试用方案的制定根据我们的需求和目标,我们制定了具体的试用方案。
包括试用时间、试用产品、试用条件等。
我们决定在实际生产环境中进行试用,以模拟真实情况。
3.试用过程我们按照试用方案,使用新的原材料生产了一批产品。
在试用过程中,我们对生产数据进行了记录,并与使用原材料之前的数据进行比较。
我们还邀请了相关部门的员工参与试用,他们对产品的质量、工艺以及使用体验进行了评估。
4.试用结果的评估基于试用期间的数据和员工的评价,我们对试用结果进行了全面的评估。
评估内容包括产品质量、工艺是否受到影响、成本变化等。
三、试用结果1.产品质量通过试用,我们发现新的原材料在产品质量上表现良好。
与使用原材料之前相比,产品的外观更加美观,性能更加稳定。
客户对产品质量的评价也有所提高。
2.工艺在试用过程中,我们发现新的原材料对工艺没有明显影响。
与原来的工艺相比,我们只需进行微调,就能正常生产产品。
3.成本根据我们的统计数据,新的原材料的价格相对较低。
虽然在一些工序上需要花费较多的时间和人力,但总体来说,使用新的原材料能够降低我们的生产成本。
综合以上评估结果,我们认为新的原材料是符合我们要求的。
它不仅提高了产品质量,还降低了成本,符合我们一直以来的追求。
因此,我们决定正式采用新的原材料。
四、结论与建议通过本次试用,我们对新的原材料有了更深入的了解。
我们相信它能为我们的生产带来更多的优势。
然而,我们也在试用过程中发现一些问题,比如供应商的交货周期较长。
塑胶原料性能表
高冲击型聚苯乙烯。(HIPS) 收缩率:3‰-6‰
4.2:使用方法 炮筒温度:200ºC-230ºC 模具温度:15ºC-50ºC 烘料:不需要烘料;如果贮藏条件不好可在80ºC下烘干1小 时。 物料回收:可100%回收利用。 成型注意:PS料有很好的流动性,避免采取高速高压注射。 停机事项:停机时直接把炮筒内物料射干净,可不用其它洗 机料清洗。并且把模具喷上防锈油。
炮筒温度:230ºC-260ºC 模具温度:60ºC-100ºC 烘料:在80ºC下烘干4小时。如贮藏条件不好可升高温度。 物料回收:可加入10%回收料。 成型注意:PA6料有很大的吸水性,在成型时首先应确认物 料完全干燥好;同时此料流动性很好,应避免高速高压注射;
使用PA6料的模具应该有良好的排气系统,因PA6料好 的流动性容易造成产品烧焦;PA6料冷却快,在注塑 时使用射台后退有助于生产的顺利进行。
收缩率:7‰-20‰(普通) 4‰-7‰(加入30%GF) 7.2:使用方法
炮筒温度:260ºC-290ºC 模具温度:60ºC-100ºC 烘料:在80ºC下烘干4小时。(如贮藏条件不好可升高温度) 物料回收:可加入10%的回收料。 成型注意:由于PA66树脂有很好的吸水性,在使用前应确保 物料已经充分干燥。因PA66料有很好的流动性,在使用时应 避免高速高压注射。使用PA66料的模具应该具有良好的排气
聚乙烯。(HDPE) 聚乙烯呈乳白色半透明状态,遇火会燃烧。
收缩率:12‰-15‰ 1.2: 使用方法
炮筒温度:200ºC-240ºC 模具温度:20 ºC-60ºC 烘料:可不用烘料;如果贮藏条件不好,可在80ºC下烘干 1Hr。
塑胶品质实习报告
实习报告一、实习背景及目的随着社会经济的快速发展,塑料制品已经成为人们日常生活的重要组成部分。
为了提高塑料制品的质量,确保消费者利益,我选择了塑胶品质实习,以了解塑胶制品生产过程的质量控制和检验方法。
本次实习的目的在于掌握塑胶制品的质量管理知识,提高实际操作能力,为今后从事相关工作奠定基础。
二、实习内容与过程1. 实习单位介绍实习单位为某塑胶制品有限公司,成立于20XX年,主要生产各种塑料包装容器、日用品等。
公司拥有先进的生产设备和技术,已通过ISO9001质量管理体系认证。
2. 实习岗位及工作内容实习岗位为品质部检验员,主要负责塑料制品的检验工作。
工作内容包括:(1)了解生产工艺流程,掌握各工序质量控制点;(2)对生产过程中的半成品、成品进行抽检,确保产品质量;(3)对不合格品进行隔离、标识、记录,并反馈给生产部门;(4)参与质量异常处理,分析原因,提出改进措施;(5)填写检验记录,统计质量数据,为部门绩效考核提供依据。
3. 实习成果通过实习,我掌握了以下知识和技能:(1)熟悉了塑胶制品的生产工艺流程和质量控制点;(2)学会了使用各种检验工具和仪器,如卡尺、天平、测色仪等;(3)了解了常见塑胶材料的性能及检验方法;(4)掌握了不合格品处理流程和质量异常处理方法;(5)提高了沟通协调能力和团队协作精神。
三、实习心得与体会1. 品质管理的重要性实习期间,我深刻体会到品质管理在企业中的重要性。
只有严格把控产品质量,才能赢得客户信任,提高市场竞争力。
此外,品质管理还能确保消费者利益,减少安全事故的发生。
2. 严谨的工作态度作为一名检验员,必须具备严谨的工作态度。
在实习过程中,我明白了细节决定成败,要对待每一个检验环节都认真负责,确保数据准确。
3. 持续改进意识企业品质管理是一个持续改进的过程。
在实习中,我了解到通过对质量数据的统计分析,找出存在的问题,并提出改进措施,以不断提高产品质量。
4. 沟通协调能力在品质管理工作中,沟通协调能力至关重要。
塑料加工实习报告
一、实习单位及时间本次实习单位为XX市塑料加工厂,实习时间为2023年6月1日至2023年6月30日,共计30天。
二、实习目的通过本次实习,了解塑料加工行业的生产流程、工艺技术及管理方法,提高自己的实际操作能力和综合素质,为今后从事相关工作奠定基础。
三、实习内容1. 塑料原料的选购与验收在实习期间,我负责协助师傅对塑料原料进行选购和验收。
首先,了解塑料原料的种类、性能和用途;其次,根据产品需求,挑选合适的塑料原料;最后,对原料进行外观、色泽、硬度等方面的检查,确保原料质量。
2. 塑料加工工艺流程在师傅的指导下,我学习了塑料加工工艺流程,包括:塑料原料的预处理、塑化、成型、冷却、检验、包装等环节。
通过实际操作,我掌握了各环节的操作要领和注意事项。
3. 设备操作与维护在实习过程中,我熟悉了塑料加工设备的使用方法,包括注塑机、吹膜机、拉伸膜机等。
同时,了解了设备维护和保养的重要性,掌握了日常设备维护的基本技能。
4. 产品质量检验我参与了产品的质量检验工作,包括外观、尺寸、性能等方面的检测。
通过学习,我掌握了检验标准和检测方法,提高了自己的质量意识。
5. 生产管理在实习期间,我了解了生产管理的相关内容,包括生产计划、物料管理、设备管理、安全管理等。
通过参与实际生产,我认识到生产管理对产品质量和效率的重要性。
四、实习体会1. 实践是检验真理的唯一标准。
通过本次实习,我对塑料加工行业有了更深入的了解,也认识到理论知识与实际操作相结合的重要性。
2. 团队协作精神。
在实习过程中,我学会了与同事沟通、协作,共同完成工作任务。
3. 责任心。
作为一名实习生,我深知自己肩负的责任,时刻以高标准要求自己,确保工作质量。
4. 持续学习。
塑料加工行业技术更新迅速,我意识到自己需要不断学习,提高自己的综合素质。
五、实习计划1. 深入了解塑料加工行业的发展趋势,关注行业动态。
2. 加强理论知识学习,为今后从事相关工作打下坚实基础。
注塑试料报告范文

注塑试料报告范文注塑试料报告范文一、试料介绍本次试验的注塑试料是一种高分子材料,主要成分是聚丙烯,外观为白色颗粒状。
该材料具有良好的加工性能、高韧性、耐热性和耐化学腐蚀性能。
该材料被广泛应用于各种塑料制品的生产中,如塑料袋、塑料瓶等。
二、试验目的本次试验的目的是测试注塑试料的物理与力学性能,包括密度、熔指、模塑温度、成型温度、流动性能、拉伸强度、断裂伸长率等参数,以评估该材料的性能指标,并为其应用提供可靠的参考数据。
三、试验设备本次试验使用的主要设备包括:注塑机、热分析仪、拉伸试验机、电子天平、流变仪等。
四、试验方法1.密度测试:按照ISO 1183标准测定,采用水的置换法进行测试。
2.熔指测试:采用热分析仪测量该材料在一定温度下的熔化温度。
3.模塑温度测试:在注塑机上进行测试,采用不同的温度范围进行注塑。
4.成型温度测试:在注塑机上进行测试,采用不同的温度范围进行注塑。
5.流动性能测试:采用流变仪进行测试,测量该材料在不同温度下的流动性能。
6.拉伸强度测试:采用拉伸试验机进行测试,测量该材料在拉伸过程中的强度参数。
7.断裂伸长率测试:采用拉伸试验机进行测试,测量该材料在拉伸过程中的变形程度。
五、试验结果1.密度:该材料的密度为0.95g/cm³。
2.熔指:该材料的熔点为162℃。
3.模塑温度:较理想的模塑温度范围为150℃-175℃。
4.成型温度:较理想的成型温度范围为160℃-180℃。
5.流动性能:该材料在不同温度下的流动性能较好,流动率随温度升高而增加。
6.拉伸强度:该材料拉伸强度较高,达到33MPa左右。
7.断裂伸长率:该材料在拉伸过程中的变形程度较大,断裂伸长率为40%左右。
六、结论综上所述,该注塑试料具有优良的物理与力学性能,密度小、熔点低、流动性好、拉伸强度高、断裂伸长率大等特点,适合用于各种塑料制品的生产。
但是在实际生产中仍需根据具体情况进行温度调整以达到更好的加工效果。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
速度
保 压
压力
时间
保压 一
位置控制□
产品品质状况
判定
一、外观检 颜 查
异
防
粘 绝 缘
耐
二、性能检
查
保
拔 尺 寸
组
品保部:
采购部:
□不合格 试料人:
第一联(白色)采购课
第二联(红色)品保课 第三联(兰色)射出课
供应商 样品料 原料名称 进料批号
温度
塑胶原料试用报告
进货单号
进料日期: 年 月 日
采购代码
试产日期: 年 月 日
交货数量
试样数量
试制产品料号/品名
射嘴 一段 二段 三段 干燥温度 干燥时间 冷却时间
全程时间
成
射出五
射出四
射 出
型 条
速度
件 压力
时间
时间控制□
检查项目
射出二
射出一
保压四
保压三
保压 二