新代系统常用小MACRO
新代数控车床宏程序说明
一.用户宏程序的基本概念用一组指令构成某功能,并且象子程序一样存储在存储器中,再把这些存储的功能由一个指令来代表,执行时只需写出这个代表指令,就可以执行其相应的功能。
在这里,所存储的一组指令叫做宏程序体(或用户宏程序),简称为用户宏。
其代表指令称为用户宏命令,也称作宏程序调用指令。
用户宏有以下四个主要特征:1)在用户用户宏程序中可以使用变量,即宏程序体中能含有复杂的表达式;2)能够进行变量之间的各种运算;3)可以用用户宏指令对变量进行赋值,就象许多高级语言中的带参函数或过程,实参能赋值给形参;4)容易实现程序流程的控制。
使用用户宏时的主要方便之处在于由于可以用变量代替具体数值,因而在加工同一类的工件时.只得将实际的值赋予变量既可,而不需要对每个不同的零件都编一个程序。
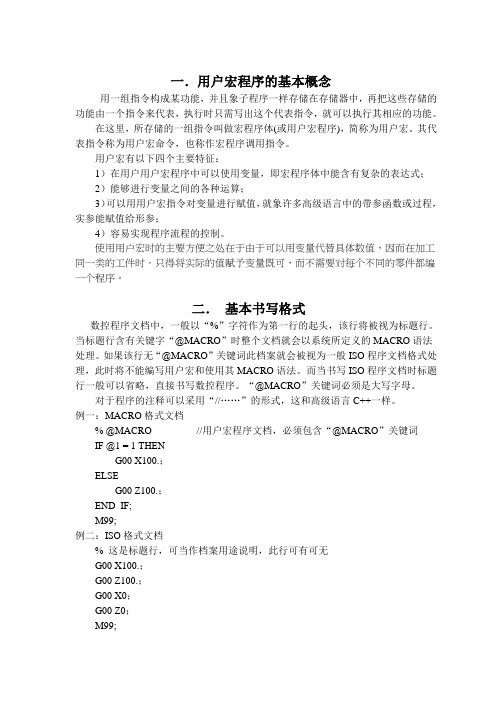
二.基本书写格式数控程序文档中,一般以“%”字符作为第一行的起头,该行将被视为标题行。
当标题行含有关键字“@MACRO”时整个文档就会以系统所定义的MACRO语法处理。
如果该行无“@MACRO”关键词此档案就会被视为一般ISO程序文档格式处理,此时将不能编写用户宏和使用其MACRO语法。
而当书写ISO程序文档时标题行一般可以省略,直接书写数控程序。
“@MACRO”关键词必须是大写字母。
对于程序的注释可以采用“//……”的形式,这和高级语言C++一样。
例一:MACRO格式文档% @MACRO //用户宏程序文档,必须包含“@MACRO”关键词IF @1 = 1 THENG00 X100.;ELSEG00 Z100.;END_IF;M99;例二:ISO格式文档% 这是标题行,可当作档案用途说明,此行可有可无G00 X100.;G00 Z100.;G00 X0;G00 Z0;M99;三.用户宏程序的编写如前所述,变量是指可以在用户宏程序中的地址码后代替具体数值,在调用宏程序时进行赋值的符号#i (i=1,2,3,…)。
使用变量可以使用户宏程序具有通用性。
新代数控车床宏程序说明
一.用户宏程序的基本概念用一组指令构成某功能,并且象子程序一样存储在存储器中,再把这些存储的功能由一个指令来代表,执行时只需写出这个代表指令,就可以执行其相应的功能。
在这里,所存储的一组指令叫做宏程序体(或用户宏程序),简称为用户宏。
其代表指令称为用户宏命令,也称作宏程序调用指令。
用户宏有以下四个主要特征:1)在用户用户宏程序中可以使用变量,即宏程序体中能含有复杂的表达式;2)能够进行变量之间的各种运算;3)可以用用户宏指令对变量进行赋值,就象许多高级语言中的带参函数或过程,实参能赋值给形参;4)容易实现程序流程的控制。
使用用户宏时的主要方便之处在于由于可以用变量代替具体数值,因而在加工同一类的工件时.只得将实际的值赋予变量既可,而不需要对每个不同的零件都编一个程序。
二.基本书写格式数控程序文档中,一般以“%”字符作为第一行的起头,该行将被视为标题行。
当标题行含有关键字“@MACRO”时整个文档就会以系统所定义的MACRO语法处理。
如果该行无“@MACRO”关键词此档案就会被视为一般ISO程序文档格式处理,此时将不能编写用户宏和使用其MACRO语法。
而当书写ISO程序文档时标题行一般可以省略,直接书写数控程序。
“@MACRO”关键词必须是大写字母。
对于程序的注释可以采用“//……”的形式,这和高级语言C++一样。
例一:MACRO格式文档%@MACRO//用户宏程序文档,必须包含“@MACRO”关键词IF@1=1THENG00X100.;ELSEG00Z100.;END_IF;M99;例二:ISO格式文档%这是标题行,可当作档案用途说明,此行可有可无G00X100.;G00Z100.;G00X0;第1页G00Z0;M99;三.用户宏程序的编写如前所述,变量是指可以在用户宏程序中的地址码后代替具体数值,在调用宏程序时进行赋值的符号#i(i=1,2,3,…)。
使用变量可以使用户宏程序具有通用性。
用户宏程序中可以使用多个变量,以变量编号进行识别。
新代数控说明书
I n d e x產品規格 (3)產品機構 (4)機構尺寸圖(E Z2S) (4)板金開孔圖(E Z2S) (4)產品外觀圖(E Z2S) (5)E Z2S C O N N E C T E R介紹 (6)E Z2S接線示意圖 (7)I N:X1接腳定義&電氣介面 (8)O U T:Y1接腳定義&電氣介面 (9)H K接腳定義&電氣介面 (10)P1~P2接腳定義&電氣介面 (11)M P G接腳定義&電氣介面-1 (12)M P G接腳定義&電氣介面-2 (13)主軸接腳定義&電氣介面-1 (14)主軸接腳定義&電氣介面-2 (15)新代E Z S E R I E S數控系統規格 (16)服務據點 (17)S Y N T E C C N CE Z2S e r i e s產品規格新代ES系列控制器為低價車床控制器解決方案,內含2軸伺服控制、主軸以及手輪接口,面板前置CF讀卡機,16點I以及16點O與新代所有TB家族端子板、RIO子模組2軸伺服定位控制接口1個主軸Encoder接口,內含5V輸出1個手輪專用接口,內含A+.A-.B+.B-與外掛式手輪DI點與5V輸出面板前置cf card讀卡機輸入點數:16點(牛角接頭)輸出點數:16點(牛角接頭)第二面板專用接口(牛角接頭)外型尺寸:400mmx280mm後半部重新設計產品機構機構尺寸圖(EZ2S)板金開孔圖(EZ2S)產品外觀圖:(EZ2S)Top view Bottom ViewE Z2S C o n n e c t e r介紹P1、P2:伺服定位控制接口(D型15P)Spindle ENC:主軸ENCODER接口(D型15P)Spindle Command:主軸命令接口(歐規端子)MPG:手輪Encoder接口(D型15P)X1:輸入接口(20P牛角接頭)Y1:輸入接口(20P牛角接頭)HK:面板輸出入接口(26P牛角接頭)A、B:CF卡插槽Ethernet:網路線插孔KEYBOARD:PS/2鍵盤接頭E Z 2S 接線示意圖I N:X1接腳定義&電氣介面外部輸入介面X1在EZ2S 控制器,有一組外部輸入接頭,可直接接至各種檢測感測器(如近接、微動開關等..)配合TB16IN使用,可簡化配線。
新代系统常用小MACRO
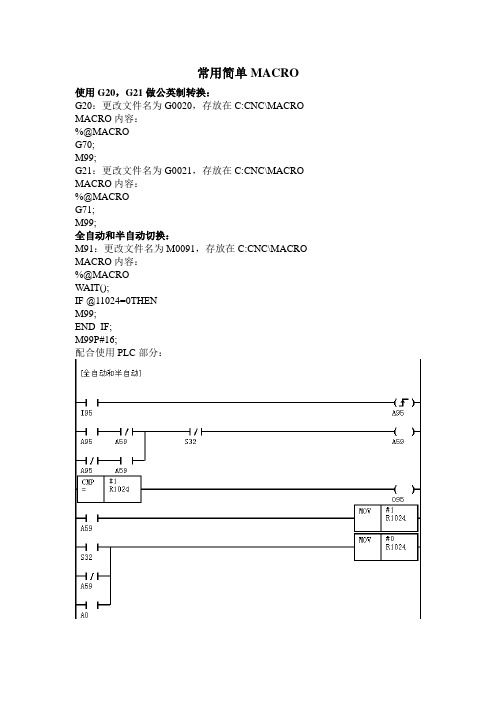
常用简单MACRO使用G20,G21做公英制转换:G20:更改文件名为G0020,存放在C:CNC\MACRO MACRO内容:%@MACROG70;M99;G21:更改文件名为G0021,存放在C:CNC\MACRO MACRO内容:%@MACROG71;M99;全自动和半自动切换:M91:更改文件名为M0091,存放在C:CNC\MACRO MACRO内容:%@MACROWAIT();IF @11024=0THENM99;END_IF;M99P#16;配合使用PLC部分:新代系统宏程序格式1.%@MACRO起头当标题行含有关键字@MACRO时,整个档案就会以MACRO语法处理,如果该行无@MACRO时此档案就会被视为一般ISO档案格式处理,无法使用MACRO语法。
且@MACRO关键字必须是大写字母!! 2.每一行结束需加“;”3.程式最后需加M99,才能返回到主程式,当前编辑的正是主程式不用跳转的话就可以直接M30结尾4.指定变量需使用“:=”符号,不可仅用“=”符号,新代系统中等号=只是用来进行比较两值大小时所用。
对变量赋值一律使用“:=”5.档名储存需依以下原则:a)扩充G码撰写 G100 之MACRO,需将该MACRO 程序存在C:\CNC\MACRO目录底下,且文件名需为G0100,不需扩展名。
撰写 G100.1 之MACRO,需将该MACRO 程序存在C:\CNC\MACRO 目录底下,且文件名需为G100001,不需扩展名。
b)非扩充G码此时如果为主程式的话随意命名即可,如果是主程式中有调用副程式,那么例如:G65P10如上那么我们副程式需命名为O0010,保存路径为C:\CNC\NCFILES,主程式路径一样。
6.系统在执行加工时对于MACRO程式会事先预解,因此MACRO 执行速度会超前G。
Mcode指令,因此变量指定或资料读取时须与G。
Mcode指令发出时间相同时,请对变量指定或资料读取前加WAIT()指令,否则该变量指定或资料读取无法与G、MCODE同步。
新代数控宏程式MACRO说明文件

OpenCNC MACRO 發展工具 操作手冊
By: SYNTEC Date: 2013/06/04 Version: 9.20
版本更新記錄
項次 更改內容紀錄 01 追加版本更新記錄 02 修正#1010 說明 03 修正#1504 說明 04 修改文件格式 05 新增#1461~1476 說明
1.4
IF ............................................................................................................ 7
1.5
REPEAT ................................................................................................ 8
1.2
GOTO .................................................................................................... 5
1.3
CASE ..................................................................................................... 6
1.8
EXIT .................................................................................................... 11
1.9
程式註解(Comment) ........................................................................... 12
新代数控车床宏程序说明学习资料
一.用户宏程序的基本概念用一组指令构成某功能,并且象子程序一样存储在存储器中,再把这些存储的功能由一个指令来代表,执行时只需写出这个代表指令,就可以执行其相应的功能。
在这里,所存储的一组指令叫做宏程序体(或用户宏程序),简称为用户宏。
其代表指令称为用户宏命令,也称作宏程序调用指令。
用户宏有以下四个主要特征:1)在用户用户宏程序中可以使用变量,即宏程序体中能含有复杂的表达式;2)能够进行变量之间的各种运算;3)可以用用户宏指令对变量进行赋值,就象许多高级语言中的带参函数或过程,实参能赋值给形参;4)容易实现程序流程的控制。
使用用户宏时的主要方便之处在于由于可以用变量代替具体数值,因而在加工同一类的工件时.只得将实际的值赋予变量既可,而不需要对每个不同的零件都编一个程序。
二.基本书写格式数控程序文档中,一般以“%”字符作为第一行的起头,该行将被视为标题行。
当标题行含有关键字“@MACRO”时整个文档就会以系统所定义的MACRO语法处理。
如果该行无“@MACRO”关键词此档案就会被视为一般ISO程序文档格式处理,此时将不能编写用户宏和使用其MACRO语法。
而当书写ISO程序文档时标题行一般可以省略,直接书写数控程序。
“@MACRO”关键词必须是大写字母。
对于程序的注释可以采用“//……”的形式,这和高级语言C++一样。
例一:MACRO格式文档% @MACRO //用户宏程序文档,必须包含“@MACRO”关键词IF @1 = 1 THENG00 X100.;ELSEG00 Z100.;END_IF;M99;例二:ISO格式文档% 这是标题行,可当作档案用途说明,此行可有可无G00 X100.;G00 Z100.;G00 X0;G00 Z0;M99;三.用户宏程序的编写如前所述,变量是指可以在用户宏程序中的地址码后代替具体数值,在调用宏程序时进行赋值的符号#i (i=1,2,3,…)。
使用变量可以使用户宏程序具有通用性。
新代数控系统宏程序 -回复
新代数控系统宏程序-回复如何使用新代数控系统宏程序进行高效加工。
首先,我们来了解什么是新代数控系统宏程序。
新代数控系统宏程序是数控机床上的一种编程语言,它可以将一系列的机床操作指令组合在一起,并通过简单的命令就能实现复杂的加工操作。
使用宏程序可以有效地提高加工效率,简化编程流程,减少出错率,同时也方便了加工过程的调试和修改。
新代数控系统宏程序具有许多基本功能,下面我们将一步一步地回答如何使用宏程序进行高效加工。
第一步,确定加工任务:首先,我们需要明确加工任务的要求和加工工件的零件尺寸、形状等参数。
明确加工任务的关键因素有助于提高编程效率,确保加工的准确性和质量。
第二步,编写宏程序:在新代数控系统中,宏程序通常以主程序的形式存在。
我们可以使用宏指令和宏变量来编写一个完整的宏程序。
宏指令是一条特殊的指令,通过它可以调用系统定义的一些功能模块,如定位、切削等。
而宏变量则用于存储和传递加工过程中的参数值。
通过合理地运用宏指令和宏变量,我们可以组合各种机床操作指令,实现复杂的加工过程。
在编写宏程序时,我们需要关注以下几个方面:1. 利用循环结构:循环结构是宏程序中常用的一个功能,它可以重复执行一系列的机床操作指令。
通过合理地利用循环结构,我们可以减少代码的冗余,提高程序的可读性和编写效率。
2. 宏指令的使用:新代数控系统中,会预定义一些常用的宏指令,如进给、回零、梯形加减速等。
我们可以通过调用这些宏指令来实现特定的功能,减少代码的编写量,提高代码的可重用性。
3. 宏变量的设置和传递:宏变量是宏程序中重要的组成部分,通过宏变量可以实现参数的传递和共享。
我们可以在宏程序中定义一些需要在不同的工序中共享的变量,然后在程序运行过程中赋予不同的值。
这样,我们就可以在程序的不同部分使用相同的变量,实现参数的传递和共享。
4. 错误处理和异常处理:在编写宏程序时,我们要考虑到可能出现的错误和异常情况,并进行相应的处理。
通过设置合适的判断条件和错误处理语句,我们可以及时发现并处理潜在的错误,保证加工的安全性和稳定性。
台湾新代宏程序(Macro)用户手册
鑫泰科技 2007/02/10
�
目录
第一章 用户宏编程的基本概�和基本书写格式 ----------------------------------------4 第一节 用户宏编程的基本概� -------------------------------------------------------4 第二节 基本书写格式-------------------------------------------------------------------6 一、用户宏文档格式 --------------------------------------------------------------6 二、普通数控程序段格式 --------------------------------------------------------6 三、用户宏程序段格式 -----------------------------------------------------------8
变量�1 及�4 来代表。
用户宏有以下四个主要特征�
1�在用户用户宏程序中可以使用变量�即宏程序体中能含有复杂的表达式�
2�能够进行变量之间的各种运算�
3�可以用用户宏指令对变量进行赋值�就象许多高级语言中的带参函数或过程�
实参能赋值给形参�
4�容易实现程序流程的控制。
使用用户宏时的主要方便之处在于由于可以用变量代替具体数值�因而在加工
第三章 宏程序的调用----------------------------------------------------------------------- 27 第一节 简单宏调用-------------------------------------------------------------------- 27 一、简单宏调用指� ------------------------------------------------------------ 27 二、模态信息的回复 ------------------------------------------------------------ 27 第二节 模态宏调用-------------------------------------------------------------------- 27 一、模态宏调用指� G66 ------------------------------------------------------ 27
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
常用简单MACRO
使用G20,G21做公英制转换:
G20:更改文件名为G0020,存放在C:CNC\MACRO MACRO内容:
%@MACRO
G70;
M99;
G21:更改文件名为G0021,存放在C:CNC\MACRO MACRO内容:
%@MACRO
G71;
M99;
全自动和半自动切换:
M91:更改文件名为M0091,存放在C:CNC\MACRO MACRO内容:
%@MACRO
WAIT();
IF @11024=0THEN
M99;
END_IF;
M99P#16;
配合使用PLC部分:
新代系统宏程序格式
1.%@MACRO起头
当标题行含有关键字@MACRO时,整个档案就会以MACRO语法处理,如果该行无@MACRO时此档案就会被视为一般ISO档案格式处理,无法使用MACRO语法。
且@MACRO关键字必须是大写字母!! 2.每一行结束需加“;”
3.程式最后需加M99,才能返回到主程式,当前编辑的正是主程式不用跳转的话就可以直接M30结尾
4.指定变量需使用“:=”符号,不可仅用“=”符号,新代系统中等号=只是用来进行比较两值大小时所用。
对变量赋值一律使用“:=”
5.档名储存需依以下原则:
a)扩充G码
撰写 G100 之MACRO,需将该MACRO 程序存在C:\CNC\MACRO目录底下,且文件名需为G0100,不需扩展名。
撰写 G100.1 之MACRO,需将该MACRO 程序存在C:\CNC\MACRO 目录底下,且文件名需为G100001,不需扩展名。
b)非扩充G码
此时如果为主程式的话随意命名即可,如果是主程式中有调用副程式,那么例如:
G65P10
如上那么我们副程式需命名为O0010,保存路径为
C:\CNC\NCFILES,主程式路径一样。
6.系统在执行加工时对于MACRO程式会事先预解,因此MACRO 执行速度会超前G。
Mcode指令,因此变量指定或资料读取时须与G。
Mcode指令发出时间相同时,请对变量指定或资料读取前加WAIT()指令,否则该变量指定或资料读取无法与G、MCODE同步。
7.程式尽量多加注解,增加程式可读性,为以后维护及问题排除创造有利条件(//后加注解即可)。