焊接电弧及熔滴控制
第2章 焊丝的熔化与熔滴过渡

滴,由于受到各种大小不同的作用力,具体形状和位置不断变 化,从而熔滴以不同的形式脱离焊丝或焊条,过渡到熔池中去。
一
熔滴上的作用力
熔滴上的作用力可分为重力、表面张力、电弧力、熔滴爆破力 和电弧气体的吹力等。
1
重力
重力对熔滴过渡的影响依焊接位置的不同而不同。平焊时, 熔滴上的重力促使熔滴过渡;而在立焊及仰焊位置则阻碍熔滴 过渡。
1)
s
m y m
100%
焊接中飞溅的产生
a. 伴随气体析出而引起的飞溅.
b. c. d.
气体爆炸引起的飞溅
电弧斑点力引起的飞溅
短路过渡再引燃引起的飞溅 焊接方法和规范 过渡形式 电源动特性 气体介质 极性 焊丝、焊件表面的清洁度
2)影响飞溅的因素
a. b. c. d. e. f.
图2-21 射流过渡形成机理示意图
图2-22 熔滴过渡频率(或体积)与电流的关系 钢焊丝 φ1.6mm,Ar+O2(1%),弧长6mm,DCEP
图2-23 不同材质焊丝的临界电流
图2-24 焊丝直径、伸出长度与临界电流的关系
图2-25 射流过渡时飞溅示意图
磁控旋转射流过渡
a.正常射流过渡 b.旋转射流过渡
c. 5) a. b.
c.
d.
图2-12 短路过渡示意图
图2-13 短路过渡过程电弧电压和电流动态波形图
图2-14 短路过渡的主要形式
a.固态断路 b.细丝小电流时 c.中等电流小电感时
图2-15 短路过渡频率与电弧电压的关系
图2-16 送丝速度与短路过渡频率、短路时间和短路电流峰值的关系
2 接触过渡(短路过渡)
1) 定义:当电流较小,电弧电压较低时,弧长较短,熔滴未长成大 滴就与熔池接触形成液态金属短路,电弧熄灭,随之金属熔滴在 表面张力及电磁收缩力的作用下过渡到熔池中去,熔滴脱落之后 电弧重新引燃,如此交替进行。 短路过渡的过程: 稳定性及其影响因素
电弧焊的熔滴过渡
电弧焊的熔滴过渡§6—5电弧焊的熔滴过渡熔滴是电弧焊时,在焊条(或焊丝)端部形成的和向熔池过渡的液态金属滴。
熔滴通过电弧空间向熔池转移的过程称为熔滴过渡。
熔滴过渡对焊接过程的稳定性,焊缝形成,飞溅及焊接接头的质量有很大的影响,因此了解这个问题对于掌握熔化极焊接工艺是很重要的。
金属熔滴向熔池过程的形式,大致可分为三种即:滴状过渡、短路过渡、喷射过渡为什么熔滴过渡会有上述这些不同的形式呢?这是由于作用于液体金属熔滴上的外力不同的缘故。
在焊接时,采取一定的工艺措施。
就可以改变熔滴上的作用力,也就使熔滴按人们所需要的过渡形式自焊条向熔池过渡。
一熔滴过度的作用力1熔滴的重力任何物体都会因为本身的重力而具有下垂的倾向。
平焊时,金属熔滴的重力起促进熔滴过渡作用。
但是在立焊及仰焊时,熔滴的重力阻碍了熔滴向熔池过渡,成为阻碍力。
2表面张力液体金属象其它液体一样具有表面张力,即液体在没有外力作用时,其表面积会尽量减小,缩成圆形,对液体金属来说,表面张力使熔化金属成为球形。
焊条金属熔化后,其液体金属并不会马上掉下来,而是在表面张力的作用下形成球滴状悬挂在焊条末端。
随着焊条不断熔化,熔滴体积不断增大,直到作用在熔滴上的作用力超过熔滴与焊芯界面间的张力时,熔滴才脱离焊芯过渡到熔池中去。
因此表面张力对平焊时的熔滴过渡并不利。
但表面张力在仰焊等其它位置的焊接时,却有利于熔滴过渡,其一是熔池金属在表面张力作用下,倒悬在焊缝上而不易滴落;其二当焊条末端熔滴与熔池金属接触时,会由于熔池表面张力的作用,而将熔滴拉入熔池。
表面张力越大焊芯末端的熔滴越大。
表面张力的大小与多种因素有关,如焊条直径越大焊条末端熔滴的表面张力也越大;液体金属温度越高,其表面张力越小,在保护气体中加入氧化性气体(Ar—O2 Ar—CO2)可以显著降低液金属的表面张力,有利于形成细颗粒熔滴向熔池过渡。
3电磁力向相同,则这两根导体彼此相吸,使这两根导体相吸的力叫做电磁力,方向是从外向内,图1所示。
电焊条的原理
电焊条的原理电焊条是电弧焊接中的一种重要焊接材料,它承担着导电、导热、气体保护和添加合金等多种功能。
电焊条的原理是通过电弧的高温作用,使焊接材料和工件熔化,然后冷却凝固,从而实现焊接的目的。
下面我们将详细介绍电焊条的原理及其工作过程。
首先,电焊条的原理是基于电弧的产生和维持。
当两个导电材料之间施加足够的电压,电流通过导电材料形成电弧,产生高温和强烈的光辐射。
电弧的高温可以使焊接材料和工件表面熔化,形成熔池,然后冷却凝固成为焊缝。
电焊条在这个过程中起到了导电导热的作用,帮助维持电弧的稳定性,从而实现焊接。
其次,电焊条的原理还涉及到气体保护和合金添加。
在电弧焊接过程中,电焊条会释放出一定的气体,形成气体保护层,防止焊接熔池受到空气中氧气和氮气的污染,保证焊接质量。
同时,电焊条中还含有一定的合金元素,可以在焊接过程中向焊缝中添加合金,改善焊接材料的性能。
另外,电焊条的原理还包括了熔化的控制和焊接熔滴的传递。
在电弧焊接过程中,电焊条和工件之间的电流会产生热量,使电焊条熔化并形成熔滴,通过电弧的作用传递到工件表面,形成焊缝。
电焊条的化学成分和外部电流的控制可以影响熔滴的形成和传递,从而影响焊接的质量和效果。
最后,电焊条的原理还涉及到焊接材料的选择和工艺参数的调整。
不同的焊接材料和工件需要选择适合的电焊条,同时在实际焊接过程中需要根据不同的工艺要求调整电流、电压、焊接速度等参数,以保证焊接质量和效果。
总结一下,电焊条的原理是基于电弧的高温作用,通过导电导热、气体保护和合金添加等多种功能,实现焊接材料和工件的熔化、冷却凝固,从而完成焊接过程。
在实际应用中,我们需要充分理解电焊条的原理,合理选择焊接材料和工艺参数,以确保焊接质量和效果。
电弧焊接中的熔滴运动与形成规律研究

电弧焊接中的熔滴运动与形成规律研究电弧焊接是一种常见的金属焊接方法,通过电弧的热量将金属材料熔化并连接在一起。
在焊接过程中,熔滴的运动和形成规律对焊接质量起着重要的影响。
本文将探讨电弧焊接中熔滴的运动和形成规律的研究。
电弧焊接过程中,焊丝被电弧加热并熔化,形成熔滴。
熔滴在电弧的作用下,由焊丝上脱离并向焊缝方向运动。
熔滴的运动和形成规律直接决定了焊缝的形状和质量。
首先,熔滴的运动主要受到电弧力和重力的影响。
电弧力是由电弧的热气流产生的,它会将熔滴推向焊缝。
而重力则会使熔滴下落。
因此,在水平焊接时,熔滴会沿着焊缝方向运动;而在垂直焊接时,熔滴会向下落。
其次,熔滴的形成规律与焊接电流和电弧长度有关。
焊接电流的大小会影响焊丝的熔化速度和熔滴的形成。
当焊接电流较大时,焊丝熔化速度加快,熔滴形成较大;而当焊接电流较小时,焊丝熔化速度减慢,熔滴形成较小。
此外,电弧长度的变化也会影响熔滴的形成规律。
电弧长度较长时,焊丝熔化速度较慢,熔滴形成较小;而电弧长度较短时,焊丝熔化速度较快,熔滴形成较大。
另外,熔滴的形成还与焊接速度和焊丝直径有关。
焊接速度的变化会影响焊丝的熔化速度和熔滴的形成。
当焊接速度较快时,焊丝熔化速度加快,熔滴形成较大;而当焊接速度较慢时,焊丝熔化速度减慢,熔滴形成较小。
焊丝直径的变化也会影响熔滴的形成规律。
焊丝直径较大时,焊丝熔化速度较快,熔滴形成较大;而焊丝直径较小时,焊丝熔化速度较慢,熔滴形成较小。
此外,熔滴的形成还受到焊接工艺参数的影响。
焊接工艺参数包括焊接电流、电压、焊接速度等。
这些参数的变化会直接影响焊丝的熔化速度和熔滴的形成。
因此,在电弧焊接过程中,合理调节焊接工艺参数对于控制熔滴的形成规律至关重要。
综上所述,电弧焊接中熔滴的运动和形成规律是一个复杂的过程,受到多种因素的综合影响。
电弧力、重力、焊接电流、电弧长度、焊接速度和焊丝直径等因素都会对熔滴的形成和运动产生影响。
研究熔滴的运动和形成规律,可以帮助优化焊接工艺参数,提高焊接质量和效率。
磁控高效MIG焊电弧-熔滴-熔池耦合行为数值模拟研究
磁控高效MIG焊电弧-熔滴-熔池耦合行为数值模拟研究磁控高效MIG焊电弧-熔滴-熔池耦合行为数值模拟研究随着工业领域的发展,对焊接技术的要求也越来越高。
在焊接过程中,电弧-熔滴-熔池三者之间的耦合行为对焊接质量和效率有着重要影响。
因此,研究电弧-熔滴-熔池之间的耦合行为对于优化焊接工艺具有重要意义。
为了深入了解磁控高效MIG焊中电弧-熔滴-熔池之间的相互作用,我们进行了数值模拟研究。
本研究基于计算流体力学(CFD)方法,采用了OpenFOAM软件进行数值模拟,并结合了磁流体力学(MHD)模型和多相流模型,对电弧-熔滴-熔池的行为进行了细致分析。
首先,我们从电弧的形成开始。
电弧是焊接过程中产生的高温等离子体,它是通过两个电极之间的电流放电产生的。
在磁控高效MIG焊中,强磁场的作用会对电弧产生显著影响。
我们通过模拟研究了磁场对电弧的形态和稳定性的影响。
结果表明,磁场的存在可以改善电弧的稳定性,并能够控制电弧的沿焊丝流动的方向。
接下来我们研究了熔滴脱落的过程。
熔滴是由焊丝在电弧作用下熔化而形成的液态金属滴,它的脱落对焊接质量有着重要影响。
通过数值模拟,我们探究了熔滴脱落的机理和影响因素。
研究结果表明,在磁场的作用下,熔滴的脱落更加稳定,并且可以控制脱落角度和速度,从而提高焊接效率和质量。
最后,我们对熔池的行为进行了分析。
熔池是焊接过程中形成的液态金属池,它对焊接接头的形成和稳定性有着重要的影响。
我们通过模拟研究了熔池的形状、尺寸和温度分布,并探讨了磁场对熔池行为的影响。
结果表明,在磁场的作用下,熔池形状更加稳定,温度分布更加均匀,从而提高焊接质量。
总之,本研究通过数值模拟研究了磁控高效MIG焊中电弧-熔滴-熔池之间的耦合行为。
结果表明,磁场的存在可以改善电弧的稳定性、控制熔滴脱落和熔池形状,从而提高焊接质量和效率。
本研究对于优化磁控高效MIG焊的工艺参数具有重要的借鉴意义,为进一步提升焊接技术水平提供了理论依据综上所述,本研究通过模拟研究了磁场对电弧、熔滴和熔池行为的影响,并发现磁场的存在可以显著改善焊接过程中的稳定性和控制性。
电弧焊熔滴上的作用力
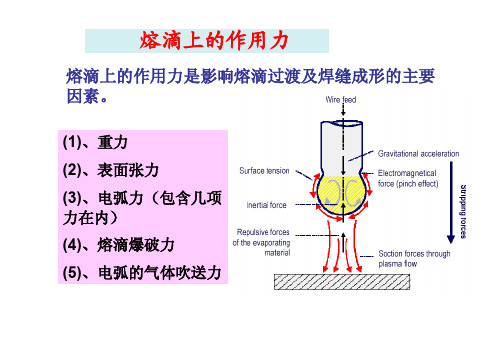
熔滴上的作用力熔滴上的作用力是影响熔滴过渡及焊缝成形的主要因素。
(1)、重力(2)、表面张力(3)、电弧力(包含几项力在内)(4)、熔滴爆破力(5)、电弧的气体吹送力F δ=2R πσ细焊丝焊丝直径较大而电流较小时重力及表面张力起主要作用1.重力及表面张力重力及表面张力2. 电弧力•电弧对熔滴和熔池的机械作用力包括:Ø电磁收缩力Ø等离子流力Ø斑点力•电弧力只有在焊接电流较大的时候,才对熔滴过渡起主要作用;电流小时,重力表面张力其主要作用。
电磁收缩力•电磁力对熔滴过渡的影响取决于电弧形态等离子流力•等离子流力:电流较大时,高速等离子流力对熔滴产生很大的推力,使之沿轴线方向运动。
斑点力•正离子或电子对熔滴的轰击力、•电极材料蒸发时产生的反作用力、•弧根很小时指向熔滴的电磁收缩力。
斑点力组成:斑点面积比较小的时候,斑点压力常常阻碍熔滴过渡;斑点面积比较大的时候,笼罩整个熔滴,斑点压力促进熔滴过渡。
3. 爆破力熔滴内部的气体或者金属蒸发,在电弧高温的作用下,气体体积膨胀而产生的内压力,致使熔滴爆破,这一内压力称为爆破力,它促进熔滴过渡,但产生飞溅。
短路过度时的爆破力示意图a) 短路b)爆破及再引燃总结:熔滴上的作用力及其特点重力(促进或阻碍熔滴过渡)表面张力(促进或阻碍熔滴过渡)电磁收缩力(促进或阻碍熔滴过渡)等离子流力(促进熔滴过渡)气体吹送力(促进熔滴过渡)金属蒸气的反作用力(阻碍熔滴过渡)斑点压力(阻碍熔滴过渡)爆破力(造成飞溅)在不同的焊接条件下,力的种类、大小不同,形成了不同的熔滴过渡形式。
焊接过程控制

干扰的特点: (1)影响大。如焊缝中心线变化 (2)易检测。与被控制量的检测相比,容易检测的干扰居 多,如电源电压波动 (3)事先可预测。多为事先能预想得到的干扰,如管环焊 材料成型控制工程基础 缝焊接。 2017/6/23
7
6.1第6 焊接过程控制特点 章 焊接过程控制
3.控制方式的特点
出于电弧焊过程中干扰因素多和被控制量的检测又较困 难(检测性不好)。迄今为止,电弧焊工艺所采用的自动控制 方式属于完全的反馈系统的例子较少,而多数是属于干扰控 制或前馈控制。一般说来,它多用在反馈系统中,这时的框 图如图6.1所示。
材料成型控制工程基础
2017/6/23 21
第6章 焊接过程控制
(2)焊点质量控制 焊点质量实时控制方法。早期寻找能反映熔核形成的参量作 为质量控制的依据。不断发展,但始终没有一种方法可补偿各 种因素影响,未圆满解决。
材料成型控制工程基础
2017/6/23 22
6.1第6 焊接过程控制特点 章 焊接过程控制
材料成型控制工程基础
2017/6/23 12
6.1第6 焊接过程控制特点 章 焊接过程控制
短路过渡优点:成本低,熔池容量很小不易流失,从而 可以很方便地进行全位置焊接, 短路过渡缺点:飞溅大,成型不佳,熔深不大,堆高很大 。 改善方法: (1)实时控制二氧化碳短路熔滴过渡稳定性技术 (2)一元化控制方式。
点焊影响因素主要来自以下几个方面: (1)焊机通电回路:包括网压波动、焊接回路感抗 及阻抗变化。 (2)焊机加压系统:主要是电极压力波动。 (3)电极材料及形状:包括电极磨损、电极表面玷 污、电极材料与所焊材料不匹配等问题。 (4)工件:包括被焊材料的表面质量、厚度及其它 焊点分流的影响。 (5)冷却条件:包括冷却水冷却状况及电极、工件 的散热等因素。
射流过渡、熔滴过渡、脉冲过渡和短路过渡。
射流过渡、熔滴过渡、脉冲过渡和短路过渡。
射流过渡、熔滴过渡、脉冲过渡和短路过渡是电弧焊接过程中常见的四种过渡状态。
这些过渡状态对焊接质量和焊接速度都有着重要的影响。
在本文中,我们将详细介绍这四种过渡状态的特点、影响和应对措施。
一、射流过渡射流过渡是电弧焊接过程中最常见的过渡状态之一。
在这种状态下,电弧的能量主要用于将金属表面加热并蒸发,形成一个高温、高速的气流。
这个气流可以将金属表面的氧化物和杂质吹走,从而清洁焊接区域,提高焊缝的质量。
射流过渡的特点是电弧稳定,焊接速度较快,但焊接质量较差。
这是因为在射流过渡状态下,电弧的能量主要用于加热和蒸发金属表面,而不是用于熔化金属。
因此,焊接区域的温度较低,焊缝的质量也较差。
应对措施:为了提高焊接质量,可以采取以下措施:1.增加电流密度,提高焊接区域的温度,促进金属的熔化。
2.增加焊接速度,减少射流过渡状态的时间,降低气流对焊缝的影响。
3.使用气体保护,减少氧化物和杂质的生成,提高焊缝的质量。
二、熔滴过渡熔滴过渡是电弧焊接过程中另一种常见的过渡状态。
在这种状态下,电弧的能量主要用于熔化金属,形成熔滴。
这些熔滴会从电极上脱落,落在焊缝上,形成焊缝。
熔滴过渡的特点是电弧不稳定,焊接速度较慢,但焊接质量较好。
这是因为在熔滴过渡状态下,电弧的能量主要用于熔化金属,形成熔滴。
这些熔滴可以充分熔化金属,形成均匀的焊缝。
应对措施:为了提高焊接速度,可以采取以下措施:1.减小电流密度,降低焊接区域的温度,减少熔滴的形成。
2.增加焊接速度,减少熔滴过渡状态的时间,提高焊接效率。
3.使用适当的电极直径和电极形状,使电弧稳定,减少熔滴的飞溅。
三、脉冲过渡脉冲过渡是一种特殊的焊接过渡状态。
在这种状态下,电弧的能量以脉冲形式释放,每个脉冲的时间很短,但能量很大。
这种方式可以使焊接区域的温度快速升高,熔化金属,形成焊缝。
脉冲过渡的特点是焊接速度快,焊接质量好,但需要特殊的焊接设备和技术。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
无磁场焊接电弧特性
无磁场时对于熔滴上的作用力
1、重力 2、表面张力 3、电弧力(电磁收缩力、等离子流力、斑点压力) 4、爆破力 5、电弧气体吹力
斥过渡、细滴过渡、射滴过渡、 射流过渡、旋转射流过渡、爆炸过渡) 2、接触过渡(短路过渡、搭桥过渡) 3、渣壁过渡(沿渣壳过渡、沿套筒过渡)
无 磁 场 熔 滴 控 制 方 式
图2-3为双阶梯形外特性示意图,包括3条恒 流特性、1条恒压特性和两条上升特性,电弧 的工作点在3条恒流特性间跳动,具有良好的 自调节作用。当焊接过正常进行,弧长稳定, 电弧工作在ib段上,此时恒定的燃弧电流可 以使电弧稳定的燃烧。若弧长变短,弧压下 降,工作点跳至恒流段ic上,则由于电流的增 加,加快了焊丝的熔化速度,使弧长增加, 工作点重新回到ib段。反之,若弧长变长, 使得电流工作点跳至ia段,则会因电流ia仅 仅具有维弧功能,无法熔化焊丝而使弧长变 短,工作点也会重新回到ib段。该方法可以 有效地减少焊接飞溅,但是复杂的外特性曲 线需要复杂的控制系统。随着焊接参数的改 变,外特性曲线也需作相应调整,设计上比 较复杂。
二、熔滴过程脉动送丝控制方式( CMT控制)
脉动送丝方式主要是通过特殊的送丝机构,采用“一送一停”的 脉动方式进行,使熔滴过渡变得有规律,通过对焊丝直径、电阻 热、停送时间、送丝距离及速度的控制,达到细化熔滴尺寸的目 的。在送丝步距和送丝频率合适的情况下,CO2焊中的熔滴过渡 一改等速送丝时的杂乱无章,而变成一步一个熔滴,即每一次送 丝都造成一次短路过渡,过渡的频率等于脉动送丝的频率,熔滴 形成后,焊丝高速推进,将熔滴送入熔池完成短路过渡,这种强 制性短路过渡方式有利于克服阻碍熔滴过渡的斑点压力,使熔滴 顺利进入熔池,大大降低飞溅且不易形成咬边缺陷。这种方式的 另一个特点是不必过分控制电弧电压及焊接电流,适用于大范围 的焊接要求。其不足在于难以保证焊丝动作与熔滴过渡的同步, 机械结构复杂。脉动送丝的实现方式有很多,比如送丝回抽、凸 轮脉动送丝和焊接电流波形联合控制等。
无磁场焊接电弧特性
电磁收缩 力
电弧随机摆 动
无磁场时电 弧力的情况
等离子流 力
无磁场时电 弧运动情况
电弧呈锥状
斑点压力
无磁场焊接电弧特性
无磁场时电弧区域带电粒子的运动 : 1.带电粒子的热运动 2.外加电场作用下带电粒子的运动 3.带电粒子在电弧自身径向(横向)电场作用下的运 动 4.因径向带电粒子浓度差异引起的扩散运动
一、熔滴过渡传统控制方法
传统的方法是在焊接回路中串联一个电感,限制短路电流上升速度di/dt以及短路电 流峰值Imax并且电感在短路期间储存的能量在燃弧期放出,有助于增加燃弧能量, 对获得良好的焊缝成形有利。目前国内大量使用的CO2焊机多采用这种方法。
无 磁 场 熔 滴 控 制 方 式
当电感量小时,di/dt大,短路 峰值电流Isd也大,燃弧电流衰 减很快,并接近于0,如图22(a)。当电感合适时,di/dt较 小,Isd不高,燃弧电流衰减较 慢,如图2-2(b)。当电感较大 时,di/dt很小,Isd保持一段 时间之后小桥才能爆断,如图22(c)。显然,电感较小时,容易 产生小颗粒飞溅,而电感较大时 容易产生大颗粒飞溅,当电感很 大时,由于di/dt很小,焊丝与 熔池接触处来不及爆断,而使焊 丝与熔池发生固体短路,难以爆 断。
三、熔滴过渡组合外特性控制
由于CO2焊接短路过渡各阶段需要不同的电源外特性,国内外学 者又提出了通过组合外特性控制飞溅的方案。这种方案针对特定 阶段,定时切换电源外特性。其方法实质上与电流波形控制类似, 不同之处是不同的外特性对电弧具有不同的调节作用。
无 磁 场 熔 滴 控 制 方 式
1.双阶梯形外特性控制
无 磁 场 熔 滴 控 制 方 式
无 磁 场 熔 滴 控 制 方 式
送丝回抽,是利用机械力来协助或控制液桥过渡的方法。这种方法的意 图是通过焊丝的瞬时回抽,用机械力来实现液桥过渡,避免液桥后期在 大电流下爆炸。在短路液桥收缩过程中的后期,在适当的时机,降低液 桥电流,通过控制焊丝回抽来拉断液桥。由于该方法是意图在低电流条 件下用机械力来拉断液桥,在原理上,可以避免液桥在大电流下的爆炸 和飞溅。但是,焊丝回抽系统的动态响应很难达到理想的程度,焊丝回 抽系统的动态响应决定于检测和控制系统的动态响应、电机和减速机械 系统的动态响应以及焊丝在送丝软管中运动的动态响应三部分组成。由 于焊丝由送进变为回抽所需的过渡时间太长,无法保证焊丝的运动与液 桥收缩和电流控制同步。由于送丝软管的存在,焊丝在软管里的运动是 一个具有弹性的过程,从送丝轮的运动到焊丝末端的运动有一个相对于 熔滴收缩的时间长得多的滞后,因此为保证焊丝末端的运动与电流控制、 液桥收缩的同步,需要对送丝系统和焊枪部分进行专门研发设计,导致 成本大大增加,不利于使用和推
无 磁 场 熔 滴 控 The metal transfer process during CMT process(frame/1ms). 制 方 (1)t0~t1 阶段基值电流为50~100 A,是形成熔滴的阶段,电流恒定。 式 (2)t1~t2 阶段在基值电流下,焊丝端部熔滴在表面张力作用下形成近似球 状,熔滴一旦接触熔池,电弧电压立刻提供反馈信号,基值电流很快降到10 A左右,表面张力开始吸引熔滴从焊丝向熔池过渡,形成小桥。 (3)t2~t3 为缩颈阶段,此阶段电流上升到一个较大值,由于电磁收缩力的 作用,加速了熔滴缩颈。 (4)t3~t4 为熔滴的过渡阶段,随着缩颈的形成,小桥电阻增大,在小桥断 裂前,电流很快减小,小桥在表面张力的作用下,实现无飞溅过渡。 (5)t5~t6 阶段为熔滴已通过表面张力作用过渡到熔池,同时增加电流使焊 丝熔化形成熔滴。 (6)t6~t7 阶段是形成熔滴后,电流降到基值电流,抑制熔池搅拌,准备进 行下一次的过渡循环。