生产线计数器系统的设计
基于单片机控制的生产线产品计数系统

生产线产品计数设计报告摘要:随着社会的进步,科学技术的不断被发展,大多的企业在一些方面都实现了自动化控制,无人化。
这项设计是生产线产品的计数,该系统以单片机和光电式传感器为基础。
可以对一段时间内的产品数量进行计数,从而可以知道产品的生产率。
利用红外线对射来进行对产品的计数,当产品通过时红外线被隔断,产生一个负脉冲,对负脉冲进行存储,定时时间到,读出内存的结果并通过LED数码管显示出来。
关键词:生产线、单片机、光电传感、LED显示管该产品的设计是用于流水线上产品的计数,在一段时间内可以知道产品的数量从而得知产品的生产效率,在此基础上可以发展为生产线上的自动包装,这可以节省时间,节约劳动力。
在国内外,一些生产自动化比较高的企业都已经用自动控制了,实现无人化,特别是产品的自动包装。
具体设计方案:设计要求:生产线上每一个产品通过,都会产生一个脉冲,通过统计脉冲数量来实现一段时间内产品的数量的统计,要求有清零功能。
一、系统工作原理采用光电传感对射装置,测量流水线上的产品的数量,当有流水线上没有产品通过时,光电耦合器接通,产生正脉冲,正脉冲经过反相器,输入P1.0口0信号。
当有产品经过时光电耦合器没接通,没有接收到光信号,形成一个负脉冲信号,同时将这个负脉冲信号经反相器送入单片机P1.0口进行计数存储。
通过读取内存的数据送往P2口并经译码驱动电路使数码管显示数值,这样就得到要统计的产品的数量。
在这里采用P1.0口检测负脉冲的输入,来一个信号就累加起来进行存储,采用内存40H~47H的地址进行存储,逢9进1再清零,分别存储了产品数量的个、十、百、千……。
定时时间到了,就从内存里读取数据送数码管显示数值。
二、硬件设计采用单片机AT89C52作为控制主要硬件,光电接收器装置输出脉冲信号,外部中断控制清零计数,复位控制由看门狗、上电、手动复位。
晶振振荡电路。
其硬件设计原理图如下所示。
硬件原理图三、数码管显示七段数码管显示,采用共阴极显示,由P2口控制七段发光管P0口控制位选择。
课程设计---啤酒生产线自动计数装置设计

啤酒生产线自动计数装置设计摘要:该计数器的设计以光电断路器作为最基本的发射和接收电路,通过光电信号的转换,将得到的最基本的脉冲信号,随后通过整形电路将所得的脉冲信号进行整合,消除因外界影响而带来的计数误差,设计中,整形电路采用了用555定时器构成的施密特触发器对有滚光电断路器得到的最基本的脉冲信号进行整形,并且将其规范化为规则的矩形脉冲,在整形过程中主要运用物理消抖的方法,防止物体在传送过程中因物体抖动而产生的误计数问题.其特点是思路简单,清晰,成本低,便于操作和实施。
目录1 系统设计1.1方案确定1.2设计意义与优点1.3设计思路1.4设计框图2 硬件系统设计2.1信号采集模块2.2信号整形模块2.3信号技术模块3 系统组装与调试4 结论谢词参考文献附录引言现代化的生产越爱越讲求高效,在最短的时间内以最少的人力和物力.财力去实现最大的利益化,也越来越成为商家不言而喻的选择,因此,流水化的生产线适应于时代的潮流应运而生,而对流水线上通过的各个物体的检测的机器化也成为一种必然.而基于光电信号之间状环的电路,则广泛应用于制动控制,宇航等各个领域.其中,光电断路器是将电信号转换为光信号的发光元件,与蒋光信号变换为电信号的受光元件组合成一体化结构的光敏传感器.主要用于检测发光与受光元件之间通过的物体.通过物体通过前后受光元件所接收到的光线好的强弱的不同而产生的不同的电压信号.将该基本电压信号通过检波,整形,计数,由LED显示其通过的物体个数的多少,从而实现了无人参与,制动计数的功能.1系统设计由课设要求可知,该电路除去实现最基本的信号发生和接收外,还需克服外界干扰光的影响,瓶子抖动带来的误动作,以及克服因瓶间距不同而产生的计数影响的问题.于是,我们将电路划分为三大模块,通过分模块依次来消除外界产生的种种影响,以下是该电路的三大主模块: (1)信号采集模块本模块中我们采用了透光型的光电断路器GNY17-2,其结构示意图如下图所示,其中高断路器的发光元件采用输出大,寿命长,可靠性高的红外发光二极管,受光元件采用响应特性好与红外发光二极管的发光波长相匹配的光敏晶体管以及光敏二极管与信号发达电路和信号处理电路混合的单片化,它可以非接触式检测物体,相对检测物体的检测精度高,响应速度快,并且方便与TTL,MOS等电路连接。
生产线智能计数系统设计与实现
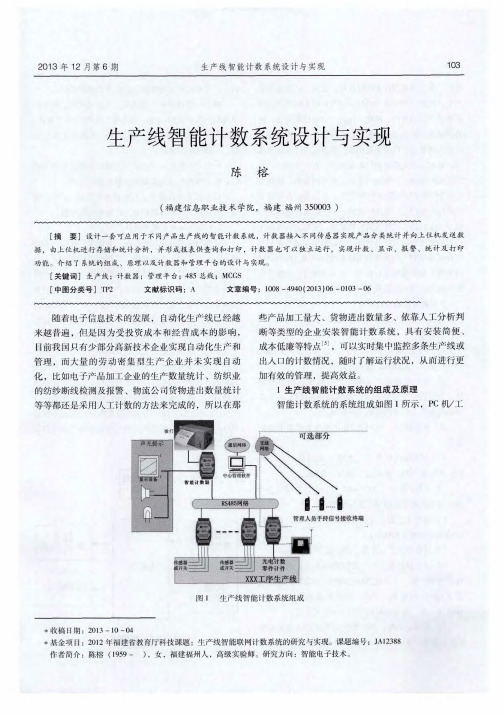
计数 器 由单片 机最小 系统 、数据 采集 接 口、按 键 输入 、液 晶显 示 、声 光提 示 、微型 打 印机和 4 8 5总线 接 口等模 块组 成 ,智能计 数器 组成 如 图 2所 示 。单 片 机 最小 系统是 核心 部分 ,对单 片机 进行 编程 实现 对数 据 采集 、计数 、显 示 以及通信 等功 能 ,并 协 调整 体 的
l 4 8 酿象 绒
接口
7 ) 计数 方式 :正计 数 、倒计 数 ,可选择 ;
数据 采 集接 口
MCU
昱 丞 — ■ 声光 提示
8 )设定值控制 :可与皮带机或者包装机等电气 设备连锁控制 :当计数到设定值时 , 计数器 内部继电
器 A动作 ,可控 制 皮 带 机 ( 或者 包 装 机 等 设 备 ) 自 动停 止 ,停止输 出延 时 时间用 户可 自行设定 ; 9 ) 提 前量示 警 :当计 数 到 达设 定 值 可 提前 报 警 ( 提前 报警 包 数 可 自行 设 定 ) ,计 数 器 内部 继 电器 B
1 0 4
福建 商业高 等专 科学校 学报
2 0 1 3年 1 2月第 6期
控 机 、智 能计 数器 以 4 8 5总线形 式组 网。计 数 器安 装
在 生产线 上 ,预 留多个接 口 ,可 以应 用不 同 的传感 器
动作 ,可外接 声光 报警器 ,提 供声光 报警 提示 ; 1 0 ) 一键设 值 和一键 清零 :人性化 设计 ,操作 员 只需 按一 次 “ 设 值 ” 键 ,然 后输 入数 值 ,按 “ 确认 ” 键 即可 完 成 设 包 操 作 ;一 键 清 零 :可 通 过 主 机 上 按 键 ,一键 清除 单 累计 ;
生产线工件自动计娄器

MOV B,#10 DIV AB ;拆分个,十位 SWAP A ORL A,B ;拼装 MOV P1,A ;输出显示 CJNE R0,#11,LOOP ;计数 满了吗? SETB P3.0 ;报警 AJMP NEXT 中断服务程序: WBINT: CLR TR0 ;关停计数 器 JB P3.3,$ ;等待启动 SETB TR0 ;开计数器 RETI ;中断返回
两个方案比较
方案一、采用常用元器件 无触点自动计数器是利用 TX05D型红外线传感器设计的 无机械接触式自动计数器。 方案二、采用常用元件、 8031单片机、红外发射管、 MC14495 该方案以8031单片机和红 外发射接收对管组成模拟生 产线工件自动计数器,计数 值用两个LED数码管以两位十 进制数显示出来
生产线工件自动计数器
设计概要
摘要
本文针对生产工件自动计数要求,提出了两
个详细的设计方案,在比较二个方案的优缺 点后,选择了其中较优的一个方案进行由上 而下层次化的设计,再对方案内部进行详细 说明。详细说明的时候又根据采用的元件, 分析两套方案是否适合本次设计,最后将设 计好的方案组合调试,并且在EWB下仿真通 过,最终制板实现本设计。
方案二
该方案以8031单片机和红外发射接收对管组成模拟生产线 工件自动计数器,计数值用两个LED数码管以两位十进制 数显示出来 。按启动钮QA后从0开始计数并显示计数值, 计到N(0<N≤ 99)时,计满时LED发光报警,按QA后又 从0开始计数。 在计数过程中,按TA按钮后暂停计数,再按QA后继续计 数下去。 该方案的优点是电路简单、清晰可见,基本不需要额外的 电路,该方案元器件连接紧密,环环相扣,元件清单清晰 可见,说明详细,由此可见,故本次设计采用此方案。
毕业设计-生产流水线模拟计数器

毕业设计-生产流水线模拟计数器081331班学生姓名:学生编号:030讲师:中文技术职称____________2011年3月30日1江西航空职业技术学院江西航空职业技术学院毕业设计(论文)作业学生姓名:1.毕业设计(论文)题目:生产线模拟柜台2.毕业设计(论文)的原始资料和设计技术要求:1、基于数字电子计数的简明教程;2、电子技术基础;3、电子电路和电子设备碎片。
发光器件和光接收器之间的距离大于Lm;当物品总数为12时,传送带停止输送,并发出警报提醒工作人员打包。
用发光二极管和光电晶体管作为光电计数器的传感器进行计数,用数码管显示计数值,当数码管的显示值与设定值相同时报警。
3.毕业设计(论文)工作内容和完成时间:电路主要红外传感器检测并产生模拟信号,模拟信号通过NE555形成施密特触发器对传感器的模拟信号进行整形,信号进入CD40110进行计数、解码、驱动码试管。
最后通过数码管显示。
日期:从_______年____月_____日到_________年____月_____日讲师备注:_____=2一个重要角色。
人类社会对电子计数器提出了越来越高的要求。
电子计数器技术的发展离不开电子技术的快速发展,从而为现代科学技术的快速发展提供了强有力的支撑。
本电路的设计是根据生活需要而设计的计数器。
适用于工厂流水线计数和产品包装。
它的优点是成本低,灵敏度高,易于生产。
简单和其他优点。
模拟计数器用于工厂装配线中的计数和包装。
电机的旋转表明传送带传送的物体通过红外线在数码管上计数。
当需要包装的物品数量为12件时,传送带停止输送,并发出警报提醒工作人员进行包装。
几秒钟后,包装完成,传输恢复,报警声停止报警,计数器再次计数,等等。
系统中使用的变压器是一个安全电压,可将220伏交流电源降至12V,整流后、滤波和7809集成稳压器稳定电压,输出+9V DC电压作为系统的DC电源。
该电路主要输出+9V DC电压,为各小模块的主控制器供电。
毕业设计--生产线产品产量自动计数器电路设计[管理资料]
![毕业设计--生产线产品产量自动计数器电路设计[管理资料]](https://img.taocdn.com/s3/m/90f2c4f9581b6bd97e19ea0c.png)
江西航空职业技术学院毕业设计说明书(论文)课题名称:生产线产品产量自动计数器电路设计航空电子设备维修专业081331班学生姓名:赵繁学号29指导老师:姚卫华技术职称______________2011年 4 月 2 日江西航空职业技术学院毕业设计(论文)任务书学生姓名:赵繁班级:081331(论文)题目:生产线产品产量自动计数器电路设计(论文)使用的原始资料数据及设计技术要求:1、电子技术基础实验;2、数字电子技术基础本设计要求发光器件和光接收器件之间的距离大于1m,最大计数值为99,每计数100,用灯闪烁2s指示一下,LED数码管显示计数值,可上电自动复位和外部手动人工复位。
(论文)工作内容及完成时间:此设计采用组合与时序逻辑电路,采用模块化方法设计电路图。
每计数一百LED灯闪烁2s,同时蜂鸣器发出响声作为提示音。
日期:自2010年12月15日至2011年4月2日指导老师评语:_____________________________________________________________________________ _____________________________________________________________________________ _____________________________________________________________________________ _____________________________________________________________________________ _________________________________________________________指导老师:_______________ 系主任:____________摘要电子计数器在科学技术领域、工农业生产以及日常生活中发挥着越来越重要的作用。
一种生产线红外计数器的电路设计

一种生产线红外计数器的电路设计摘要:本文介绍了一种用于生产线的红外计数器电路设计。
该设计采用了红外传感器进行检测,使用基于单片机的数字逻辑芯片进行计数,具有高精度、高可靠性和简单易用等特点。
本文对电路原理、硬件设计、软件实现以及实验结果进行了详细的阐述,证明了该设计的可行性和优越性。
关键词:红外计数器;单片机;数字逻辑芯片;生产线。
正文:随着现代工业的发展,越来越多的生产线采用自动化生产方式,并且对精度和效率的要求越来越高。
为了满足这些要求,传统的计数方法已经无法胜任。
因此,设计一种高精度、高可靠性的计数器变得尤为重要。
本文提出了一种基于红外传感器的计数器电路设计。
该电路采用两个红外传感器进行检测,通过单片机进行信号处理和计数。
数字逻辑芯片用于控制信号的调节和输出。
该设计能够准确计数,具有较高的抗干扰性和稳定性。
在硬件设计方面,我们使用了8051单片机作为计数器的控制中心,选用了高精度的ADC模块进行信号采集。
同时,为了提高计数的准确度,我们在选取红外传感器时,优先考虑了其准确度和抗干扰性。
在软件实现方面,我们使用了Keil C编程软件进行编写,以实现计数器的精确计数和信号处理,同时为了使计数器能够正常地运行,我们还通过编程进行了时序控制和数据传输等方面的优化。
实验结果表明,该计数器具有高精度、高可靠性和稳定性。
其计数误差可以控制在0.1%以内,可满足生产线中对于计数精度的要求。
同时,该计数器的设计结构简单,易于实现和操作,适用于各种工业生产领域。
综上所述,本文提出了一种可靠、高精度的基于红外传感器的计数器电路设计,并通过实验验证了其可行性和优越性。
未来,我们将进一步优化该计数器的实现方案,以满足更高精度和更广泛的应用需求。
此外,这种红外计数器的电路设计不仅能够高效计数,而且还可以通过外部接口与其他系统进行数据交互和通信。
这为工业自动化控制和数据管理提供了方便之处。
在实际应用中,这种红外计数器的电路设计可用于制造业生产线、物流箱库存管理、物流运输中的货物计数等多种场景。
单元生产线的产品计数器系统设计_杜毅

【摘 要】本设计为实现光电计数的功能并能区分 A 产品数量和 B 产品数量,以红外对射式光电开关为传感器件,采用模数结合的电路, 通过微处理器单片机 AT89S51 处理,实现对通过光电门的物体感应,对 A 产品数量和 B 产品数量进行计数并显示在 12864(带中文字库液晶)上。 计数范围能达到 6 万多,并且计数可以手动清零进行再次计数。
2012 年第 9 期 NO.9.2012 百家讲坛
单元生产线的产品计数器系统设计
杜 毅 (广东技术师范学院天河学院,广东 广州 5 1 0 5 4 0 )
CHINA-ASEAN EXPOSTITION 183
参考文献: [1]王兆安. 电力电子技术[M].北京:机械工业出版社, 2006:150-152. [2]孙传友. 测控系统原理与设计[M] .北京:北京航空航天 大学出版社, 2003:160-166. [3]李朝青,单片机原理及接口技术[M].北京:北京航空 航天大学出版社,2008:205-211. [4]潘松,黄继业. EDA 技术实用教程[M]. 北京:科学出 版社, 2003:33.
【关键词】产品计数器;红外对射;单元生产;液晶显示
文章编号:1673-0380(2012)09 -0183-01
一、前 言 目前,在工业实际生产中常常需要自动统计产品的数量,单元 流水线计数器在这里能大显身手。而数字式电子计数器有直观和计 数精确的优点,目前已在各种行业中普遍使用。数字式电子计数器 有多种计数触发方式,它是由实际使用条件和环境决定的,通常分 为接触式计数器和非接触式计数器两种。本设计的光电计数器为非 接触式计数器中的一种。 二、设计方案和硬件设计 根据系统设计的任务和要求,设计系统方框图如图 1 所示。图 中控制器模块为系统的核心部件,数据采集模块采集的信号,通过 控制器处理后,送到显示模块,最终达到实现人机交互功能。控 制器采用单片机,数据采集用光电二极管,显示模块采用带汉显功 能的液晶显示器,电源模块采用 220/5v 的变压器。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
单片机技术及应用
设计题目:生产线计数器系统的设计
专业班级:机械08-3班
姓名:杨亮亮
学号:3080444913
桂林理工大学机控学院
2011年5月22日
目录
前言............................. 错误!未定义书签。
1 设计要求......................... 错误!未定义书签。
2 设计目的......................... 错误!未定义书签。
3 设计意义......................... 错误!未定义书签。
4 国内外产品计数器的概况............. 错误!未定义书签。
5 总体方案的设计与分析............... 错误!未定义书签。
6 硬件电路......................... 错误!未定义书签。
6.1 AT89S51控制电路.............. 错误!未定义书签。
6.2 整形电路.................... 错误!未定义书签。
7 软件设计......................... 错误!未定义书签。
7.1程序流程图.................... 错误!未定义书签。
4.2主要程序代码.................. 错误!未定义书签。
第5章安装与调试................... 错误!未定义书签。
第6章制作课题心得 ................. 错误!未定义书签。
附录 .. (10)
1. 总原理图 .................... 错误!未定义书签。
2. PCB图....................... 错误!未定义书签。
4.元件清单 (13)
3. 3D效果图.................... 错误!未定义书签。
前言
在工业生产中,产品数量及相关信息的计量是十分重要的。
根据本人从各种大小实习的经历来看,一个计数的小误差可能会引起一连串的不必要的矛盾,严重的可能会导致一定经济上的损失。
再加上当今社会飞速发展,各大厂家基本都采用流水线技术进行生产作业,而怎么样对其生产线上的产品进行实时的、有效的、精确的自动计数成为广大生产厂家十分关注的问题。
传统的计数方法不仅复杂,而且发生故障的几率也较高,维修起来也比较困难。
而基于单片机为核心的计数器有着能够实时,准确,可靠,稳定等计数优点,所以本系统主要是以单片机为核心设计的。
本系统主要为某手机组装厂生产线而设计。
1、设计要求
使用红外线对手机进行监测,生产线上每一台手机通过一次,都会产生一个脉冲,通过统计脉冲数量来实现一段时间手机数量的统计,其计数值显示在数码管上,并且要求具有清零功能。
2、设计目的
设计此程序主要是为了控制产品装箱生产线,实现自动化的产品计数。
从而让生产者对产品生产情况有了具体的了解,与传统的生产计数方式相比,能够让生产者更加清楚的了解单片机的准确,可靠,稳定等计数的优点,从而更合理的调度人力物力资源,节省劳动力,能够在最短的时间内获得更多的经济效益。
当然,设计的最终目的就是为了完成老师给我布置的这个作业!
3、设计意义
为了能让学生更深入了解MSC-51单片机各个芯片的应用,在理论知识的基础上加强动手实践能力,创新思维,为毕业后走向工作岗位奠定扎实的基础。
4、国内外产品计数器的概况
随着人类的进步,社会的发展,各种各样的计数器都已开发出来并且大多数应用于我们的生活中。
目前来看,我国较国外来说,由于起步比较晚,所以单片
机的技术还是比较落后的。
但不管怎么样,根据大致的趋势,产品自动计数器主要应用于各种大小型工厂的生产线上,而这些生产线往往是超负载工作,而且还处于高温高噪声等极其恶劣的环境当中。
而51单片机构成的计数器在此种环境中工作有时会出现失误动作或者死机等现象。
基于此种现象,各大生产厂家在设计中亟需解决的问题便是在如此恶劣的工作环境中如何提高自动计数器的抗干扰能力以及稳定性等。
5、总体方案的设计与分析
此设计以AT89S51单片机为控制单元, 红外线测速仪采用红外线脉冲发射,用光电二极管探测接收,记录下相应的时间信息,进而计算并显示物体运动的速度。
测速仪硬件部分如下:
(光电检测)→(信号转换)→(监控单元)→(数据显示存储单元)
红外发射电路发射红外线,红外接收管接收红外线,在发射级产生正弦电压输出,由于此正弦电压不能作为逻辑门的输入信号,所以必须要有整形放大转换电路将正弦信号转换为方波信号。
6、硬件电路设计
6.1 AT89S51控制电路
图6-1 AT89S51的引脚图
图6-2 AT89S51控制电路图
此控制电路包含复位部分、选择部分、显示部分,并且P3.0口和P3.1口与外围电路直接相连。
6.2 整形电路
a. 555定时器的工作原理
在本次设计中,我们采用NE555定时器来进行整形。
555定时器是一种中规模集成电路。
它将模拟电路与逻辑功能巧妙地结合在一起,具有结构简单、使用电压范围大、工作速度快、定时精度高、驱动能力强等优点。
其在电子工程领域中得到广泛使用。
555定时器原理图及引线排列如图6-3所示。
图6-3 555定时器原理图及引线排列图
当输入信号自6脚输入大于2/3VCC时,触发器复位,3脚输出为低电平,放电管T导通;当输入信号自2脚输入并低于1/3VCC时,触发器置位,3脚输出高电平,放电管截止。
4脚是复位端,当4脚接入低电平时,则V0=0;正常工作时4接为高电平。
5脚为控制端,平时输入2/3Vcc作为比较器的参考电平,当5脚外接一个输入电压,即改变了比较器的参考电平,从而实现对输出的另一种控制。
如果不在5脚外加电压通常接0.01μF电容到地,起滤波作用,以消除外来的干扰,确保参考电平的稳定。
b.施密特整形电路
具体电路结构如下所示:将TH(6脚)和/TR(2脚)相连作为信号输入端即可构成施密特触发器
图6-4 555定时器构成的整形电路图
7、软件设计7.1 程序流程图
7.2 主要程序代码。