工程品质管理表HW-1
电子料进料通用检验规范
将物料引脚浸入松香內 1 秒后,立即浸入温度为 250℃±5℃ 的锡炉內 3~5 秒,上锡面积应不小于浸锡面积;
V
每批只取其中1-2片作检验
材料名称:电阻器
检验
检验仪器
检 验 方 法 及 规 格 要 求
判定缺点类别
备注
项目
设备工具
CRI
MAJ
MIN
1.包装
目视
每一包装箱外及内盒上是否有相应之品名、规格、料号、供货商、出厂日期,物料标示单上月份标签颜色是否正确;
V
METER
5.DF值
LCRMETER
测试其DF值是否与规格承认书相符(记录数据5PCS);
V
6.防爆
直流电源
施加反向电压使其爆裂,检查是否从防爆孔处爆裂.(5Φ以上电解电容);
V
7.E.S.R
LCR
针对特殊要求之低内阻电解电容,测试其内阻必须小于,等于其标准值;
V
8.绝缘阻抗(适用时)
高压机
不得低于标准值(参照承认书);
V
2.外观
目视
目视检查外观是否不洁、变形、氧化.引脚是否有压伤或压痕;
V
目视检查外观是否破损、字体、正负极标示是否正确清楚,OEM兴安规报备物料须检查来料供货商是否为LIST中指之供货商,与样品是否相符;
V
3.尺寸
卡尺
本体长,宽、厚,孔径、脚径、脚距、编带宽、封装形式是否与承认相符;
V
4.电功能测试
1.包装
目视
每一包装箱外及内盒上是否有相应之品名、规格、料号、供货商、出厂日期,物料标示单上月份标签颜色是否正确;
V
有无混料(包括系列、规格、尺寸、颜色、日期)印字须清晰、包装箱变形、破损等情形;
文控中心文件管理办法

文控中心文件管理办法文件编号:版本/次:发布:实施:1、目的:确保质量/环境/安全管理体系的所有文件、资料均能保持其有效性和适用性,并且能够安全有效地被管理与使用。
2、适用范围:凡本公司质量、环境、职业健康安全管理体系文件、技术文件、作业指导书,外来资料与文件均适用。
3、职责:4.1品质部负责文控室及文控资料的管理工作。
4.2各部门负责人负责本部门受控文件的草拟、审核、修订和提报工作。
4.3管理部负责各部门文件的复核工作,总经理、管理者代表负责审批工作。
4、定义公司各部门受控文件集中保管、集中管理和使用。
5、管理规定5.1文控中心的主要职责:a.制订和组织实施公司有关于文件、资料工作的规章制度。
b.负责公司文件和有关资料的收集、整理、分类、鉴定、保管、保护、统计等工作。
c.严格执行保密,做好文件资料密级划控和守密、解密工作。
d.开展文件、资料宣传、咨询活动,做好文件、资料开发和利用工作,主动为公司各项工作和员工服务。
e.开展文件资料编研工作和信息开发交流工作,发挥文件资料的信息源作用。
f.发挥文件资料的教育功能,将文控中心办成公司培训、教育基地之一。
g.每年对文件资料进行一次清理,清除不必要保存的材料;对破损和褪色的材料进行修补和复制。
h.资料外借需填写《文件资料借阅登记表》,并办理登记手续,按时归还,归还时需确认是否残缺。
5.2文件材料的管理工作5.2.1文件资料材料的收集:a.确立归档范围、归档时间、保管期限(保管期限分永久保存、保存10年、3年、1年等);注明文件的版本号或编号。
b.对遗缺不全的文件资料,采取不同措施,积极收集齐全。
c.及时催办理完毕的文件上交回收,在检查齐全后整理立卷归档。
5.2.2文件资料的归档、建档与管理:a.区分全宗,确定定档单位。
b.分类:依据文件资料来源、时间、题目、内容、字母顺序分成若干层次和类别。
份类除按大类外,同时按部门、是否保密、保密程度来分。
1)大类分为:一级文件:QES;二级文件:QP;三级文件(规范、制度、标准):QW;WI:作业指导书;四级文件:QR。
HW定制物料错混料稽查checklist及自查风险点统计
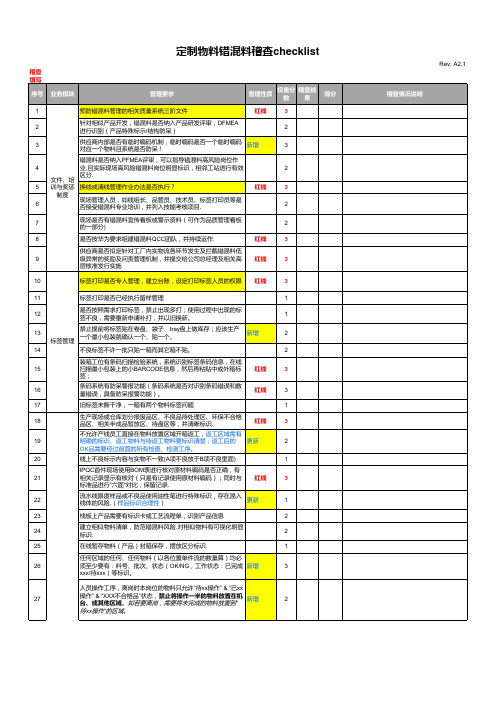
50
箱等一切改变状态的行为,要求要列入出货检验流程,发放到
3
品质、生产、库房等各单位严格执行(超级重灾区)。 OQC出货
51
OQC检验不合格后,物料必须到产线进行返工,不允许在仓库 换料操作!
3
52
OQC出货将标签、BARCODE、麦头列入检验项目.
1
53
OQC出货查核不盖章,仅以产线的入库标签上的FQC合格章为 主.
红线--更 新
3
需要有三方责任人的签字生效,文件需与记录一起保存。
40
包装工位禁止有多种物料一起包装(重灾区).
2
41
生产线和包装线体采用一体化的生产方式,禁止分离;如果采 取分离方式,提供有效的规避错混料的方案。
1
发货人员贴华为条码标示单后扫描箱号(Carton)、外箱标签物
42
料编码和ASN物料编码并保留记录 系统判断ASN标签与外箱标签的P/N是否一致?并且扫描系统
更新
1
23
栈板上产品需要有标识卡或工艺流程单,识别产品信息
2
24
建立相似物料清单,防范错混料风险.对相似物料有可视化明显 标识.
2
25
在线暂存物料(产品)封箱保存,摆放区分标识.
1
任何区域的任何、任何物料(以各位置单件流的数量算)均必
26
须至少要有:料号、批次、状态(OK/NG,工作状态:已完成 新增
红线
3
17
旧标签未撕干净,一箱有两个物料标签问题
1
18
生产现场或仓库划分报废品区、不良品待处理区、环保不合格 品区、相关半成品暂放区、待盘区等,并清晰标识.
红线
3
不允许产线员工直接在物料放置区域开箱返工,返工区域需有
华为计划工作手册(新版)
华为技术有限公司计划工作手册文件编号:Q-OP-MD-016 1. 目的:对整个计划工作进行文件规范化,使每个计划工程师按标准程序办事,提高工作效率,方便新员工培训。
2. 适用范围:指导计划工程师的日常工作。
3. 职责3.1物流统筹部计划主任、主管、经理负责对计划工程师日常工作进行监督。
4. 程序4.1 客户CO4.1.1 客服部收到CO, 由商务负责人确认定单单价等无误后由定单录入员入系统。
新加坡项目新加坡负责录入四班,深圳项目深圳负责录入四班,一个工作日完成。
4.2 CO—PO ----MO(自产自销部分)4.2.1 计划工程师在CO入四班后根据CO的数量、交期、定额产能、一个工作日内在SZMIS系统完成MPS的编排工作,具体编排和操作见《SZMIS操作手册》。
4.2.2 计划工程师在MPS排好后次日,从狐狸头里提取缺料报告,路径:计划\缺件报告\执行\产品系列……4.2.3 根据缺料报告结果,同时结合四班SDAL模块界面分析,在PR系统中提交PR, 注意:PR中字段蓝色部分为当天必须提交采购需求,其他材料可酌情提交。
PR提交操作参见程序《PR系统概念规划与操作手册》。
4.2.4 计划文员于当天Import PR进四班并打印PO。
4.2.5 计划工程师于第二天确认PO是否有Import进四班,如果没有,计划工程师需要重新提交。
4.2.6 计划主管及经理一个工作日内完成PO审批、签字。
4.2.7 总经理于计划经理签字次日完成PO审批、签字。
4.2.8 计划文员传真PO给供应商,并确认回传。
4.2.9 供应商3天未回传,计划工程师打电话跟踪供应商回传。
4.2.10 计划工程师根据生产计划跟料,包括进料后IQC检验及材料确认,如果有MRB材料,则需召集相关项目成员(PIE\QE)给处理意见。
4.2.11 料齐且经检验OK后于开工前一天通知仓库发料并将材料上线。
4.2.12 如果属于SMT计划,计划工程师需要通知SMT计划文员排小时计划,ME部程序组排完Z位后方可通知仓库发料。
成品检验管理规范

6.1.5.1 IPQC检验完成后需填写检验日报表,对检查结果作出“合格”或“不合格”判定,并交组长进行审批,不能判定时需逐级上报;
6.1.5.2 如该批产品直接出货时,则通知OQC按客户要求添付检验报告,如客户对检验报告格式有要求时,按客户要求实施。
6.2 成品出货检验
6.2.1 仓库根据业务部出货计划在合格入库品中进行备货,放置在待检区后通知OQC进行检验。
5.2.2负责对成品检验和试验中不合格品的处置,并采取纠正与预防措施,防止不良再发。
5.2.3 负责入库产品的送检,并确认产品外箱包装状态,确保产品在良好防护状态下予以交付。
5.3仓库:
5.3.1负责出货产品的送检,并确认产品外箱/袋包装状态,确保产品在良好防护状态下予以交付。
5.3.2负责根据品质部的标识去隔离仓库不合格品,防止不良流出。
6.2.5.2 OQC按客户要求添付检验报告,如客户对检验报告格式有要求时,按客户要求实施。
6.3 品质统计与分析:
检验员需每天按产品类别对成品检验状况(检查批次、合格批次、不合格内容等)进行统计,
每月需对成品检验品质状况进行统计分析,确保成品品质的持续改善。
6.4记录的保存:
相关品质记录按照《文件和记录控制程序》规定进行归档保存。
5.1品质部:
5.1.1 负责制定用于成品检验和试验的抽样方案与判定水准以及相应的检查资料,并依据其实施成品检验和试验;
5.1.2负责成品检验和试验中不合格的判定以及不良标识,并追溯、锁定不合格品;
5.部(SMT/注塑/组装):
5.2.1负责按作业指导书要求完成产品的全部工程,并将待检产品放置于指定区域。
6.5 检验/测试场所环境要求:
供应商质量管理体系考察报告模板(1)

(Ref 7.3.1) 1.7 customer requiremnts?Are the audit findings followed up and closed?
2
供应商是否按策划的时间间隔进行内部审核?内部审核是否符合策划的安排、ISO标准的要求以
及质量管理体系的要求、客户要求?审核发现问题是否有效跟踪关闭
Does the supplier establish quality system documents, such as process flow,
(Ref 7.3.1) 1.8 procedure, organization chart, quality manual?
2
供应商是否制定质量体系文件,如流程,程序文件,组织图,品质手册?
Y
制定了管理评审程序QP-03,每年底由总 经理主持。有评审内容、改进输出。
Does the supplier conduct internal audits at planned intervals?Do the internal audits verify
compliance with planned arrangements,ISO standards and quality management system and
2
供应商是否建立文件控制程序?是否严格按文件控制程序执行?
Is there procedure to ensure that internal and external documents are identified
(Ref 4.2.3) 1.19 and distributed under control? Is the ducoument control by IT system?
电子厂bom清单模板
电子厂bom清单模板篇一:研发交付工厂文件清单确认表研发交付生产文件清单确认表产品项目名称:评审日期: NO:文件编号:TD-002/A 保存期限:2年篇二:CQC工厂检查文件记录清单德信诚培训网CQC工厂检查文件记录清单程序文件:(一)认证标志的保管使用控制程序;需要修订(二)产品变更控制程序;(三)文件和资料控制程序;(四)质量记录控制程序;(五)供应商选择评定和日常管理程序;需要修订(六)关键元器件和材料的检验或验证程序;需要修订(七)关键元器件和材料的定期确认检验程序;需要修订(八)生产设备维护保养制度;需要修订(九)例行检验和确认检验程序;需要修订(十)不合格品控制程序;(十一)内部质量审核程序;(十二)与质量活动有关的各类人员的职责和相互关系;三阶文件:1)BOM表、工艺作业指导书(列出主要生产过程,并识别出关键工序, 如焊接、装配等)、2)检验标准:原材料检验标准、成品检验标准3)仪器设备操作规程;保养计划、点检记录4)管理制度等:车间制度、及公司规章制度记录:(一)对供应商进行选择、评定和日常管理的记录;1)供应商选择与评定程序文件或者规范,以及评定审核计划;2)完整的合格供应商目录清单,需要经过审批;3)口头上对于采购工作的询问(二)关键元器件和材料的进货检验/验证记录及供货商提供的合格证明;1)供应商提供的出厂或者出货检验报告;或者供应商获得的第三方认证机构颁发的有效证书;(三)产品例行检验和确认检验记录;记录表单(四)检验和试验设备定期进行校准或检定的记录;1)设备、仪器点检表;2)外校证书或计划(五)例行检验和确认检验设备运行检查的记录;1)设备、仪器点检表;2)校验计划;设备保养规范或者计划(六)不合格品的处置记录;1)存放区域、标识、隔离、评审、处置、记录、返修、返工、报废品2)返工返修后产品是否可追溯(七)内部审核的记录;1)内审计划(包括计划、内审报告、不符合项报告、检查记录、一致性控制、纠正措施、顾客投诉)、2)内审总结报告(八)顾客投诉及采取纠正措施的记录;1)顾客投诉清单2)纠正措施(处理方式,分析记录、回复的报告等)(九)零部件定期确认检验记录;1)程序文件要包含:检验项目、技术要求、频次、放行准则等。
铝合金材料检验试验规范
类别铝合金材料检验试验规范制定日期2012-05-23技术文件页次Page 9 of 15a)弯曲试验应在配备下列弯曲装置之一的试验机或压力机上完成:b)配有两支辊和一个弯曲压头的支辊式弯曲装置, 见图1c)配有一个V型器具和一个弯曲压头的V型模具式弯曲装置, 见图2虎钳式弯曲装置, 见图3图1图2 图38.3.2支辊式弯曲装置8.3.2.1 支辊长度和弯曲压头的宽度应大于试样宽度或直径(见图1).弯曲压头的直径由产品标准规定。
支辊和弯曲压头应具有足够的硬度。
8.3.2.2除非中有规定, 支辊间距离L应按照式(1)确定:L=(D+3a)± a/2 (1)注: 此距离在试验期间应保持不变。
8.3.3 V型模具式弯曲装置模具的V形槽其角度应为(180°-a)(见图2), 弯曲角度a应在相关产品零件图中规定。
模具的支承棱边应倒圆, 其倒圆半径应为(1~10)倍试样厚度。
模具和弯曲压头宽度应大于试样宽度或直径并具有足够的硬度。
8.3.4 虎钳式弯曲装置装置由虎钳及有足够硬度的弯曲压头组成(见图3), 可以配置加力杠杆。
弯曲压头直径应按照产品标准要求, 弯曲压头宽度应大于试样宽度或直径。
8.4.试样类别铝合金材料检验试验规范制定日期2012-05-23技术文件页次Page 11 of 15F8.6.试验结果的评定:8.6.1应按照相关产品标准的要求评定弯曲试验结果。
如未规定具体要求, 弯曲试验后不使用放大镜观察, 试样弯曲外表面无可见裂纹应评定为合格。
8.6.2 以相关产品标准要求规定的弯曲角度作为最小值;若规定弯曲压头直径, 以规定的弯曲压头直径作为最大值。
8.7 试验报告a)试验报告至少应包括以下内容:b)本标准编号;c)试样标识(材料牌号, 取样方向)d)试样的形状和尺寸e)试样条件(弯曲压头直径, 弯曲角度)f)与标准的偏差g)试验结果评定9.铝型材管材压扁试验(GB246-2007)9.1 范围规定了测定圆形横截面金属管塑性变形能力的压扁试验方法, 包括显示其缺陷。