铝合金的切削参数
铝合金切削加工参数分析与选用
铝合金切削加工参数分析与选用【摘要】铝合金是以铝为基的合金的总称,其主要合金元素有Cu、Si、Mg、Zn等。
铝合金的密度都较低,并且具有优良的导电性、导热性和抗蚀性能。
有些种类的铝合金强度较高,接近或超过优质钢,能用于制造承受载荷的机械零件;有些则塑性较大,宜加工成形和铸造各种零件。
随着航空、航天、建材和轻工等工业的蓬勃发展以及日常生活用品需求的快速增长,铝合金发展异常迅猛,应用日益广泛,其使用量已仅次于钢。
【关键词】切削铝合金;加工性1.铝合金的切削加工性铝合金按生产工艺分为变形铝合金和铸造铝合金(或称铸铝合金)两大类。
前者主要包括防锈铝合金、硬铝合金和超硬铝合金、锻铝合金等,我国的牌号分别是LF、LY和LC及LD;后者主要包括硅铝合金、铝铜合金、铝镁合金和铝锌合金等,我国的牌号是ZL。
各种状态下的变形铝合金,其强度和硬度都不高,切削加工的难度在于有较高的塑性,切削时易形成积屑瘤,难以获得良好的表面质量。
如LF2及LF3、LY12和LD2等变形铝合金在退火状态下的伸长率达20%以上,切削加工性较差。
2.切削铝合金的刀具材料要求刀具耐磨切削刃锋锐,具有大的正前角,刀具前、后刀面表面粗糙度值尽可能小,前刀面抗粘接,排屑流畅等。
为此,涂层和非涂层的中、细晶粒的YG类硬质合金(ISO K10-K20)、聚晶复合金刚石(PCD,也称金刚石烧结体)以及天然金刚石是适宜的切削铝合金的刀具材料,它们都可以保证刀具刃口锋利且耐磨损。
加工铝合金工件多采用硬质合金刀具。
3.1加工基准的选择粗基准的选择,尽量选用光洁、平整、面积较大的表面。
基准面上的飞边、毛刺、浇冒口残留凸起部分应去掉,以保证定位准确,夹紧可靠。
在加工轮毂中我们选取了最大外园为粗加工基准。
精基准应尽量与设计基准、装配基准、测量基准一致。
且工艺上应充分考虑加工零件的稳定性,定位准确性,夹紧可靠性。
3.2粗加工由于铝合金零件加工尺寸精度和表面粗糙度预想达到高精度要求,在加工过程中必须遵循粗、精分开原则,尤其是形状复杂,精度要求较高且数量较多的零件,在精加工前对各加工面的加工余量予以去除。
加工6061铝合金切削参数
加工6061铝合金切削参数6061铝合金是一种常见的铝合金材料,在机械加工领域广泛应用。
为了获得最佳切削效果和提高加工效率,正确选择和调整切削参数至关重要。
在本文中,将详细介绍6061铝合金的切削参数选择和调整方法,以帮助读者更好地加工这种材料。
首先,我们需要了解6061铝合金的材料特性。
6061铝合金是一种硬度较高、强度较大的铝合金,常用于制造航空、航天、汽车等领域的零部件。
它具有良好的延展性和可焊性,具有较高的耐腐蚀性能。
此外,由于其热传导性和导电性良好,6061铝合金被广泛应用于散热器、电子器件等领域。
在选择切削参数时,我们需要考虑以下几个因素:切削速度、进给速度、切削深度和切削宽度。
这些参数的正确选取将影响到加工结果和加工效率。
首先是切削速度。
切削速度是指刀具在单位时间内与工件接触的次数。
对于6061铝合金,切削速度一般在100-200m/min之间。
需要注意的是,切削速度不宜过快,否则会导致切削热量过大,引起刀具磨损加剧,甚至引起刀具断裂。
同时,过低的切削速度会降低加工效率。
因此,我们需要根据具体情况选择合适的切削速度。
其次是进给速度。
进给速度是指刀具在单位时间内与工件接触的长度。
对于6061铝合金,进给速度一般在0.1-0.3mm/r之间。
需要注意的是,进给速度过低会造成疲劳断裂,进给速度过快则易产生振荡,影响加工质量。
因此,选择适当的进给速度对于获得理想的切削效果至关重要。
切削深度是指切削刀具在每次进给中切削下来的长度。
对于6061铝合金,切削深度一般在0.5-1.0mm之间。
需要注意的是,切削深度过大容易造成刀具振动,切削深度过小则会降低加工效率。
因此,选择适当的切削深度能够有效提高加工质量及效率。
最后是切削宽度。
切削宽度是指切削刀具与工件外圆或表面之间的距离。
对于6061铝合金,切削宽度一般在0.2-0.5mm之间。
需要注意的是,切削宽度过大会增加切削力,切削宽度过小则会降低加工效率。
各材料常用刀具转速进给参数对照表

各材料常用刀具转速进给参数对照表在机械加工领域,刀具的转速和进给参数对于加工质量、效率和成本都有着至关重要的影响。
不同的材料具有不同的物理和机械性能,因此需要根据材料的特性来选择合适的刀具转速和进给参数。
下面是一份常见材料的刀具转速进给参数对照表,希望能为您的加工工作提供一些参考。
一、铝合金铝合金是一种广泛应用于航空航天、汽车制造和电子工业等领域的轻质材料。
由于其良好的导热性和较低的强度,加工时需要较高的转速和较快的进给速度。
1、粗加工刀具:硬质合金立铣刀转速:3000 5000 rpm进给速度:800 1500 mm/min切削深度:2 5 mm切削宽度:刀具直径的 70% 80%2、半精加工刀具:硬质合金立铣刀转速:5000 8000 rpm进给速度:500 1000 mm/min切削深度:05 15 mm切削宽度:刀具直径的 50% 60%3、精加工刀具:硬质合金球头铣刀转速:8000 12000 rpm进给速度:200 500 mm/min切削深度:01 03 mm切削宽度:刀具半径的 20% 30%二、钢材钢材是机械加工中最常见的材料之一,其种类繁多,性能各异。
以下是常见钢材的加工参数。
1、低碳钢粗加工刀具:硬质合金涂层立铣刀转速:1500 2500 rpm进给速度:300 600 mm/min切削深度:3 6 mm切削宽度:刀具直径的 60% 70%半精加工刀具:硬质合金涂层立铣刀转速:2500 4000 rpm进给速度:200 400 mm/min切削深度:1 2 mm切削宽度:刀具直径的 40% 50%精加工刀具:硬质合金涂层球头铣刀转速:4000 6000 rpm进给速度:100 200 mm/min切削深度:01 02 mm切削宽度:刀具半径的 15% 20% 2、中碳钢粗加工刀具:硬质合金涂层立铣刀转速:1000 1800 rpm进给速度:200 400 mm/min切削深度:2 4 mm切削宽度:刀具直径的 50% 60%半精加工刀具:硬质合金涂层立铣刀转速:1800 3000 rpm进给速度:150 300 mm/min切削深度:05 10 mm切削宽度:刀具直径的 30% 40%精加工刀具:硬质合金涂层球头铣刀转速:3000 5000 rpm进给速度:80 150 mm/min切削深度:005 015 mm切削宽度:刀具半径的 10% 15% 3、高碳钢粗加工刀具:硬质合金涂层立铣刀转速:800 1200 rpm进给速度:100 200 mm/min切削深度:1 3 mm切削宽度:刀具直径的 40% 50%半精加工刀具:硬质合金涂层立铣刀转速:1200 2000 rpm进给速度:80 150 mm/min切削深度:03 08 mm切削宽度:刀具直径的 20% 30%精加工刀具:硬质合金涂层球头铣刀转速:2000 3500 rpm进给速度:50 100 mm/min切削深度:003 008 mm切削宽度:刀具半径的 8% 12%三、不锈钢不锈钢具有良好的耐腐蚀性和耐磨性,但加工难度较大,需要较低的转速和较慢的进给速度。
铝合金加工参数
铝合金加工参数
由于在加工过程中发现工件刀纹不致影响表面质量,查找了一些资料,作了一些摘要:
1.由于铝合金强度和硬度相对较低,塑性较小,对刀具磨损小,且热导率较高,使切削温度较低,所以铝合金的切削加工性较好,属于易加工材料,切削速度较高,适于高速切削.但铝合金熔点较低,温度升高后塑性增大,在高温高压作用下,切削界面摩擦力很大。
容易粘刀;特别是退火状态的铝合金,不易获得低的表面粗糙度。
2.与钢材和黄铜相比,铝合金的特点,一是材质软,刚性差,二是弹性模量低,这两个因素显著影响了铝合金的切削加工性。
因此,在加工铝合金工件时,必须充分地夹紧和支撑工件,并保持刀具锋利;否则,工件往往会有离开切削刀具的倾向。
有时工件的表面出现不规则的槽痕和光亮的挤压斑,一种可能是由于刀具对工件的压力不正常引发的,还有一种可能是由于夹持不牢固而引起振颤时,刀具在工件的表面作间隙式的磨蹭,发生挤压现象和粉状切削;然后,当间隙或弹性消失时,刀具就咬人工件的表面,啃出槽痕。
3.为了获得光洁的工件表面,尽可能采用粗切削和精切削的组合,因为各种合格的工件毛坯总会有一些氧化层,致使刀具受到相当程度的磨损。
如果最后切削工序采用抛光过的锋利刀具进行精细切削,就能达到以上要求。
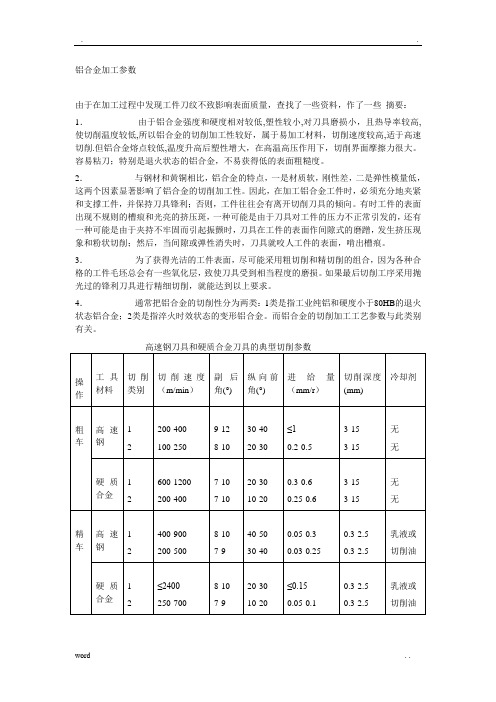
4.通常把铝合金的切削性分为两类:1类是指工业纯铝和硬度小于80HB的退火状态铝合金;2类是指淬火时效状态的变形铝合金。
而铝合金的切削加工工艺参数与此类别有关。
金钢石刀具的典型切削参数
铝合金的典型铣削参数
铝合金攻螺纹前的钻孔的典型参数
铝合金的典型铰孔参数
注:冷却剂为煤油-松节油(5:4)混合物;或用约33°E的矿物油, 或优质油.干铰孔的质量不高。
加工6061铝合金切削参数

加工6061铝合金切削参数6061铝合金是一种常用的高强度、耐蚀性好的铝合金材料,适用于各种加工领域,如航空航天、汽车制造、建筑等。
在进行切削加工时,合理选择切削参数可以提高加工效率和质量。
本文将从切削速度、进给量、切削深度等方面介绍6061铝合金的切削参数。
首先,切削速度是切削加工中最重要的参数之一、切削速度的选择应根据具体的刀具、切削条件和工件材料来确定。
一般来说,6061铝合金的切削速度范围为100~200 m/min。
较高的切削速度可以提高加工效率,但要注意控制切削温度,避免过高的切削温度导致刀具磨损和工件变形。
其次,进给量也是切削加工中需要关注的参数之一、进给量的选择应考虑到切削力、表面质量和切削效率等因素。
对于6061铝合金来说,一般的进给量范围为0.1~0.3 mm/r。
较大的进给量可以提高加工效率,但要注意避免过大的进给量导致切削力过大和表面质量下降。
此外,切削深度也是切削加工中需要重视的参数之一、切削深度是指每次切削时刀具切入工件的深度。
对于6061铝合金来说,一般的切削深度范围为0.5~5 mm。
切削深度的选择应根据刀具和工件的特性来确定,较大的切削深度可以提高加工效率,但要注意避免过大的切削深度导致切削力过大、刀具磨损和工件变形。
此外,刀具的选择也是影响切削参数的关键因素之一、对于6061铝合金的切削加工,通常可以选择高硬度、高刚性的硬质合金刀具。
硬质合金刀具可以更好地抵抗6061铝合金的磨损和热疲劳。
最后,还要考虑切削润滑液的选择。
切削润滑液可以降低切削温度、减小切削力和延长刀具寿命。
对于6061铝合金的切削加工,可以选择液体切削润滑剂或气体切削润滑剂。
液体切削润滑剂常用的有水溶性切削液和油类切削液,气体切削润滑剂常用的有空气、湿空气和氧气等。
总之,要合理选择6061铝合金的切削参数,需要综合考虑切削速度、进给量、切削深度、刀具选择和切削润滑液等因素。
通过合理选择切削参数,可以提高加工效率和质量,延长刀具寿命,减少切削成本。
pcd加工铝合金参数
pcd加工铝合金参数
PCD(聚晶金刚石)是一种高性能切削工具材料,常用于加工硬
质材料,包括铝合金。
在PCD加工铝合金时,需要考虑一些参数,以确保高效、精确的加工过程。
1. 切削速度
切削速度是指刀具切削材料的速度,通常用米/分钟(m/min)表示。
对于铝合金,建议切削速度为200-400 m/min。
当切削速度过高时,可能会导致切削工具损坏或铝合金表面产生热裂纹,而过低的切削速度则会导致加工效率低下。
2. 进给速度
进给速度是指刀具在切削中移动的速度,通常用毫米/转(mm/rev)表示。
对于铝合金,建议进给速度为0.05-0.15 mm/rev。
进给速度
过高可能导致刀具寿命缩短,而进给速度过低则会导致加工效率低下。
3. 切削深度
切削深度是指刀具在每个工作循环中切削材料的深度,通常用毫米(mm)表示。
对于铝合金,建议切削深度为1-3 mm。
切削深度过
大可能导致切削力和热量增加,从而影响刀具寿命和加工质量。
4. 刀具半径
刀具半径是指刀具切削部分的半径大小,通常用毫米(mm)表示。
对于铝合金,建议使用较小的刀具半径,以便更好地控制切削质量和表面光洁度。
5. 刀具材料
PCD刀具是PCD加工铝合金的最佳选择,因为它具有高硬度、高热稳定性和良好的耐磨性。
此外,还可以选择具有涂层的PCD刀具,以提高刀具寿命和加工效率。
总之,PCD加工铝合金需要仔细考虑各个参数,以确保高效、高质量的加工过程。
铝合金7系列和6系列加工参数
一、概述铝合金作为一种轻质、具有良好耐腐蚀性和高强度的材料,在汽车、航空航天、电子产品等领域广泛应用。
其中,7系列和6系列铝合金因其优异的性能而备受关注。
在加工过程中,合理的加工参数对于保证产品质量和生产效率至关重要。
二、7系列铝合金加工参数1. 选材7系列铝合金主要有7075、7050两种,通常采用T6状态,具有高强度和优异的耐腐蚀性。
2. 切削速度针对不同的加工方式,比如铣削、车削、钻削等,在选取切削速度时需要根据工件材料和刀具材质等因素进行合理选择。
3. 进给速度进给速度的选择直接影响着切削过程中的金属去除率和刀具寿命,需要根据加工情况进行合理调整,以保证加工质量和生产效率。
4. 切屑厚度对于7系列铝合金,合理的切屑厚度可以减小切削温度和切削力,有助于提高加工表面质量和延长刀具寿命。
5. 冷却液在加工过程中,适当的冷却液能够有效地降低工件和刀具的温度,减少加工变形和延长刀具寿命。
三、6系列铝合金加工参数1. 选材6系列铝合金主要有6061、6063两种,广泛应用于航空航天和轨道交通领域。
同样需要根据实际加工情况选择不同的状态和硬度。
2. 切削速度由于6系列铝合金具有较高的塑性,因此在选择切削速度时需要根据工件材料和刀具材质等因素进行合理调整,以避免刀具损坏和加工表面质量下降。
3. 进给速度进给速度的选择需要兼顾加工质量和生产效率,在实际加工中需要根据不同的工件和刀具情况进行合理调整。
4. 刀具材质对于6系列铝合金,选择合适的刀具材质能够有效地提高加工效率和保证加工质量。
5. 切削温度6系列铝合金的切削温度控制尤为重要,合理的切削温度能够避免刀具损坏和工件表面质量下降的问题。
四、结论7系列和6系列铝合金在实际加工中需要根据具体情况选择合适的加工参数,以保证产品质量和生产效率。
合理的切削速度、进给速度、切屑厚度等加工参数对于提高加工效率和延长刀具寿命都具有重要作用。
加工过程中的冷却液和刀具材质选择也同样重要。
各材料常用刀具转速进给参数对照表
各材料常用刀具转速进给参数对照表一、铝合金铝合金是一种轻质、高强度且具有良好导热性和导电性的材料,广泛应用于航空航天、汽车制造和电子行业等领域。
对于普通铝合金,如 6061 和 7075 系列,在使用硬质合金刀具进行铣削时,推荐的转速通常在 8000 15000 转/分钟之间,进给速度则在800 1500 毫米/分钟左右。
而在钻孔时,转速可以设置在 3000 5000 转/分钟,进给速度约为 80 150 毫米/分钟。
然而,对于一些高硅含量的铝合金,如压铸铝合金 ADC12,由于其硬度相对较高,刀具转速和进给参数需要相应降低。
铣削时,转速可调整为 5000 8000 转/分钟,进给速度约为 500 800 毫米/分钟;钻孔时,转速约为 2000 3000 转/分钟,进给速度在 50 80 毫米/分钟。
二、钢材钢材是机械加工中最常见的材料之一,包括低碳钢、中碳钢和高碳钢等不同种类。
对于低碳钢,如 A3 钢,在铣削加工中,刀具转速一般在 1000 3000 转/分钟,进给速度约为 200 500 毫米/分钟。
钻孔时,转速可设定在 800 1500 转/分钟,进给速度约为 50 100 毫米/分钟。
中碳钢,如 45 号钢,由于其硬度稍高,铣削时转速可在 800 2000 转/分钟,进给速度约为 150 300 毫米/分钟;钻孔时,转速约为 500 1000 转/分钟,进给速度在 30 60 毫米/分钟。
高碳钢则需要更低的转速和进给速度。
在铣削时,转速约为 500 1000 转/分钟,进给速度约为 100 200 毫米/分钟;钻孔时,转速一般在300 600 转/分钟,进给速度约为 15 30 毫米/分钟。
三、不锈钢不锈钢具有良好的耐腐蚀性和耐磨性,但加工难度相对较大。
常见的不锈钢如 304 和 316 系列,在铣削时,刀具转速通常在 600 1200 转/分钟,进给速度约为 80 150 毫米/分钟。