纸浆浓度的系统设计
纸浆浓度的系统设计说明

目录一、设计背景 (1)二、纸浆浓度控制系统的数学模型及工作原理............ 错误!未定义书签。
2.1纸浆浓度控制系统的数学模型·····························2.2纸浆浓度控制系统的工作原理·································三、单片机硬件电路.................................. 错误!未定义书签。
3.1ADC0809模数转换器 ........................... 错误!未定义书签。
3.2选择芯片89C51 ............................... 错误!未定义书签。
3.3蜂鸣器··················································3.4硬件原理图···············································五、主要程序........................................ 错误!未定义书签。
造纸过程中的纸张的定量实时控制毕业设计论文
第一章绪论1.1 课题研究的目的和意义纸张是人们生活和工作所不可缺少的,在人们的生活中占着重要地位。
随着国民经济,科学文化教育事业的发展,对纸张的需要无论是数量还是质量都大大提高了。
造纸机是生产纸张的主要工具,造纸机生产过程运行的好坏对纸张的产量,质量以及原料的消耗关系很大。
造纸工业是许多国民经济配套的、必要的重要原材料工业。
随着人们生活水平的提高,纸和纸板所需的品种和数量日益增长,在国民经济中占有越来越重要的地位。
我国造纸工业的发展前景十分乐观,但与国外造纸工业相比,还有一定差距。
我国造纸工业技术落后,自动化程度很低,绝大部分生产流程还是人工操作,限制了我国造纸工业的发展。
另一方面,人们对纸的质量和产量要求越来越高,但是日益严重的世界性能源紧张和工业污染问题,迫使能量消耗多、污染影响大的纸浆造纸业采用各种措施来减少污染,降低能耗。
整个制浆造纸生产过程变得越来越复杂,人工操作难以保证达到产品质量,对造纸过程进行自动控制迫在眉睫。
所以研究纸机生产过程的控制是有意义的。
在纸张生产中,表示纸张的质量有一系列指标,如定量,水份,灰份,平滑度,光洁度等,其中最重要的是定量和水份。
定量就是单位面积纸的重量,它反映了纸张的厚度和均匀度。
水份就是纸中的含水率,起值过高,将导致纸页容易撕裂,过低有会导致纸张发脆,撕裂度差。
在质量检验时,要求这两项指标都落在一定的公差范围之内。
定量控制的效益来自定量偏差的减小。
假如生产 100 克/米的纸张,允许定量偏差为±5 克/米,若实现下偏差卡边控制后,使定量稳定在 96 克/米,生产同样长度的纸,可节约纸浆 4%。
相反,实现上偏差卡边控制后,使定量稳定在 104 克/米,生产同样长度的纸,就多用纸浆 4%。
水分控制与定量控制类似。
从生产者来说,总是希望产品的定量靠近公差的下限,这样可以节省原料;同时希望水分靠近公差的上限,这样既可以减少烘干所需能源,又可以增加成品纸的重量,在不增加原料能耗的情况下增加产量。
KBC制浆系统设备说明

KBC供货OCC制浆系统情况说明嘉兴海关:我司将引进1350绝干吨/天OCC制浆系统一套,250绝干吨/天AOCC制浆系统一套,损纸设备一套,现将设备有关情况说明如下:OCC:废旧瓦楞箱板纸Old Corrugated ContainersAOCC: 美国废旧瓦楞箱板纸American Old Corrugated Containers (OCC和AOCC仅是原料不同而已,其系统组成和工艺流程相同)组成:1、OCC制浆系统一般由水力碎浆机、除砂器、压力筛、除渣器、多盘浓缩机、热分散机、盘磨(疏解机),白水澄清器等主要设备组成。
为了节省成本,水力碎浆机、压力筛、除砂器由KBC中国公司供货,多盘浓缩机由中国安丘汶瑞供货,热分散机由Cellwood供货,盘磨由GL&V公司供货。
除渣器、疏解机和白水澄清器由KBC美国公司进口。
2、AOCC制浆系统一般由水力碎浆机、除砂器、压力筛、除渣器、多盘浓缩机、热分散机、盘磨(疏解机),白水澄清器等主要设备组成。
为了节省成本,水力碎浆机、压力筛、除砂器由KBC中国公司供货,多盘浓缩机由中国安丘汶瑞供货,热分散机由Cellwood供货,盘磨由GL&V公司供货。
除渣器、疏解机和白水澄清器由KBC美国公司进口。
3、损纸设备系统由高浓除渣器、压力筛和疏解机组成,为了节省成本,高浓除渣器、压力筛由KBC中国公司供货,疏解机由KBC美国公司进口。
主要流程如下:1、OCC系统:水力碎浆机→除砂器→粗筛→分级筛→短纤→除砂器→除渣器(一段、二段轻质)长纤→除砂器→压力筛→除渣器(一段、二段轻质)多盘浓缩机热分散盘磨送造纸车间生产备用2、AOCC系统:水力碎浆机→除砂器→粗筛→分级筛→短纤→除砂器→除渣器(一段、二段轻质)长纤→除砂器→压力筛→除渣器(一段、二段轻质)多盘浓缩机热分散盘磨送造纸车间生产备用3、损纸设备:高浓除渣器→压力筛→疏解机→送造纸车间备用流程简介:1、OCC系统水力碎浆机包括槽体、转子、底刀、绞绳机、筛板等,连续不断的向碎浆机加入废纸原料和稀释水,一方面通过转子转动与底刀配合对废纸起撕裂作用,同时也起着向浆料传递动能,通过水力的高强湍动与剪切作用强化废纸碎解和提供搅拌作用。
制浆造纸仪表控制
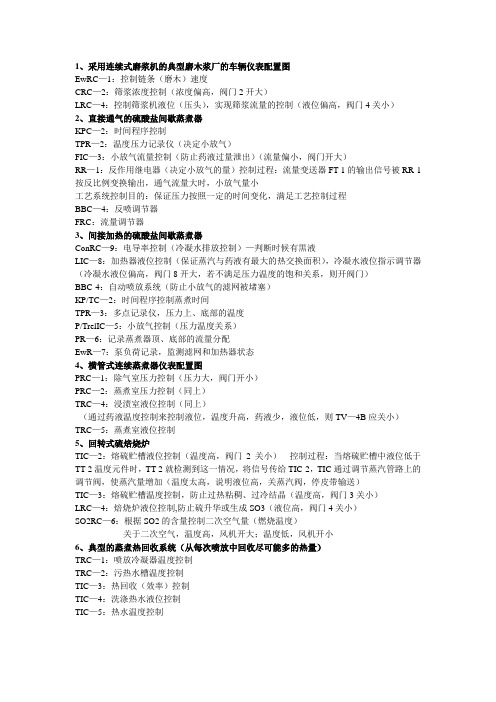
1、采用连续式磨浆机的典型磨木浆厂的车辆仪表配置图EwRC—1:控制链条(磨木)速度CRC—2:筛浆浓度控制(浓度偏高,阀门2开大)LRC—4:控制筛浆机液位(压头),实现筛浆流量的控制(液位偏高,阀门4关小)2、直接通气的硫酸盐间歇蒸煮器KPC—2:时间程序控制TPR—2:温度压力记录仪(决定小放气)FIC—3:小放气流量控制(防止药液过量泄出)(流量偏小,阀门开大)RR—1:反作用继电器(决定小放气的量)控制过程:流量变送器FT-1的输出信号被RR-1按反比例变换输出,通气流量大时,小放气量小工艺系统控制目的:保证压力按照一定的时间变化,满足工艺控制过程BBC—4:反喷调节器FRC:流量调节器3、间接加热的硫酸盐间歇蒸煮器ConRC—9:电导率控制(冷凝水排放控制)—判断时候有黒液LIC—8:加热器液位控制(保证蒸汽与药液有最大的热交换面积),冷凝水液位指示调节器(冷凝水液位偏高,阀门8开大,若不满足压力温度的饱和关系,则开阀门)BBC-4:自动喷放系统(防止小放气的滤网被堵塞)KP/TC—2:时间程序控制蒸煮时间TPR—3:多点记录仪,压力上、底部的温度P/TrelIC—5:小放气控制(压力温度关系)PR—6:记录蒸煮器顶、底部的流量分配EwR—7:泵负荷记录,监测滤网和加热器状态4、横管式连续蒸煮器仪表配置图PRC—1:除气室压力控制(压力大,阀门开小)PRC—2:蒸煮室压力控制(同上)TRC—4:浸渍室液位控制(同上)(通过药液温度控制来控制液位,温度升高,药液少,液位低,则TV—4B应关小)TRC—5:蒸煮室液位控制5、回转式硫焙烧炉TIC—2:熔硫贮槽液位控制(温度高,阀门2关小)控制过程:当熔硫贮槽中液位低于TT-2温度元件时,TT-2就检测到这一情况,将信号传给TIC-2,TIC通过调节蒸汽管路上的调节阀,使蒸汽量增加(温度太高,说明液位高,关蒸汽阀,停皮带输送)TIC—3:熔硫贮槽温度控制,防止过热粘稠、过冷结晶(温度高,阀门3关小)LRC—4:焙烧炉液位控制,防止硫升华或生成SO3(液位高,阀门4关小)SO2RC—6:根据SO2的含量控制二次空气量(燃烧温度)关于二次空气,温度高,风机开大;温度低,风机开小6、典型的蒸煮热回收系统(从每次喷放中回收尽可能多的热量)TRC—1:喷放冷凝器温度控制TRC—2:污热水槽温度控制TIC—3:热回收(效率)控制TIC—4:洗涤热水液位控制TIC—5:热水温度控制7、回转式真空洗浆机的未漂浆洗涤系统FIC—2:未洗浆流量控制(流速变大,阀门关小)FrRC—2:纸浆与滤液比控制,维持适当进浆浓度(流量或液位变大,阀门开大)CdRC—6:末端滤液浓度串级控制—测量电导率,保证浆能洗干净(电导率高,阀门6开大)DR—10:波美度测量—固形物含量LRC—9:维持各段逆流操作平衡,稳定工艺(LRC—3~9)CRC—11:浓度控制,电机带动搅拌器的功率—粘度反映浓度变化(粘度增加,电机功率增加,阀门11开大)8、硫酸盐黒液的多效蒸发系统BPRC—2:浓黒液浓度控制—黒液密度与其密度的有关LRC—8:皂类分离控制FRRC—4:稀黒液进料分布控制,提高设备负荷调节能力LC—13:保持冷凝水碓各效的封闭(13~18)9、绿液苛化过程的自控仪表FRC—4:绿液流量控制,保证最佳分选和消化效率TRC—5绿液温度控制,石灰的消化必须在严格控制的温度下进行TqR—8:转矩记录、报警,白泥堆积转耙过载(TqR—14)TIC—12:洗涤水温度控制,确保最佳洗涤效果10、三段亚硫酸盐浆的漂白LR—11和LR—22:EH塔液位检测,HIC—13 和HIC—24:EH塔液位手动控制维持浆料在塔内的停留时间(降流塔)FRC—8/16:药液流量控制,保证获得理想的浆料白度TRC—10/21:浆料温度控制,保证药液与有色物质最佳反应温度(温度偏低,阀门开大)TR—12/ HIC—20和TR—23/ HIC—29:浓浆和稀浆分界面控制,根据上部热浆和下部冷稀释浆温度控制稀释水加入(两个温度仪表都偏高,阀门开大,多加稀释水)11、典型的氧漂流程FRC—1/3:流量控制,保证未漂浆和碱的最佳比例TR—17/HIC—5:温度控制,保证反应器反应温度PRC—6:反应器压力控制加氧气量TRC—4/10:控制最佳反应温度FRC—7:喷放流量控制,控制喷放速度LIC—8:喷放槽液位控制,保证工艺物料平衡12、碎浆机上装设的基本仪表LRC-1:碎浆机液位控制(液位偏高,开大三通浆阀2)HLS—1:液位高限控制开关(碎浆机槽内液位高时切断二次稀释水,防止碎浆机液位过高)HCS—2:高浓控制开关,浓度过高时打开二次稀释水阀门,通常在CV—2开度超过50%时加二次稀释水LCS—2:低浓控制开关,并防止液位过低时浆料去生产系统(浓度过低时关闭(LV—2阀使浆回流)当一次稀释水<25%时,CV—2A断开13、网前箱压力-液位控制LRC-1:通过调节冲浆泵回流量控制网前箱液位PRC-2:通过调节排气量控制网前箱压力(包括液相和气相压力)与LRC-1组成上网供浆系统(控制过程:液位过高,阀门2开大)14、用于长网纸机湿部的仪表EwRC—11A:根据伏辊真空度情况调节磨浆机负荷(打浆度)—真空度偏大,磨浆机功率调小PRC—7:通过调节排气量,控制网前箱压力,与LRC—6构成供浆控制系统(检测点在液面下,是因为考虑了液位波动而产生的压力波动)LRC—3:调浆箱液位控制LRC—6:调节冲浆泵回流量保证稳定的网前箱液位(液位偏高,阀LV—6开大)VIC—8/9/10:网部真空箱真空度控制(调节抽气量控制总管真空度)目的,提高网部脱水效率VR—11:伏辊真空度记录,测量值用于控制精浆机电机打浆负荷(真空度偏高,说明打浆度高,磨浆功率调小)VR—12:根据纸页情况决定压榨辊加压大小(手动)以改善纸页紧度与表面特性LRC—1:控制进抄前池的浆料流量,保证液位稳定CRC—2:控制稀释水量,保证浆料浓度稳定FRC—4:纸浆流量控制根据干部定量控制器的信号,决定供料速度(若定量大,关小阀门4,减小纸浆流量)pHRL—5:调节加入到纸料中的矾土量,保证合适的pH值15、用在纸机干部的仪表dPRC—2/3/5:通过调节气水分离器的闪蒸汽排出量,控制该段烘缸上下必要的压差,控制冷凝水排放,保证冷凝水的合理排放(若压差大,阀关小)PsC—3/5:调节总管蒸汽的加入量补充蒸汽,保证两段之间的压差梯度(5-主、中段,3-中、湿段压差梯度)当压力接近冷凝水排出所需临界压力时,则PSC自动使下一段压力降低,以保证冷凝水和空气排出MRC—7/PRC—7:调节主段蒸汽压力,保证施胶前纸页的水分一定(串级控制系统)LRC—4/6/8:通过调节冷凝水排放,控制液位,保证冷凝水良好的闪蒸和防止泵空吸SR—11:车速检测记录MRC—12/PRC—12:调节末端蒸汽压力,保证纸页的水分一定(水分偏高,压力变大,阀门12关小)WRC—14:纸页定量控制信号去纸机冲浆泵流量控制器(给定值)TenR—7:卷曲张力检测记录—监控车速16、造纸厂常用仪表在线测量纸页水分方法:红外水分仪、微波水分仪、电导式,电感式,温差式水分仪常用纸浆液位测量仪表:法兰式差压液位计、电容式液位计常用纸浆调节阀:隔膜阀、球阀(O型或V型)常用浓度测量仪表:动刀式浓度变送器,静刀式~、光电式浓度变送器、旋转式~常用纸浆流量仪表:电磁流量计、蒸汽流量仪表、差压流量计纸页定量测量仪表:ß射线定量测量仪红外水分仪测量原理:每种物质都有它的特征频率,当外界电磁波的频率与该物质特征频率相同时,电磁波能量会被该物质的分子吸收。
造纸 工程课程设计

目录制浆造纸设计任务书 (2)一、总论 (3)二、生产方法及工艺流程说明 (6)三、所需数据列表 (8)四、浆水平衡计算 (10)五、主要技术指标 (19)致谢 (22)参考文献 (23)工艺流程图及浆水平衡图(见图纸)制浆造纸课程设计任务书学生:杨飒飒一、设计题目:年产十二万吨APMP浆制浆工段的初步设计二、设计依据1、原料:黑杨2、产品:100%杨木APMP3、产量:12万吨/年4、生产方法:APMP制浆5、工作制度:340天/年,22小时/天三、设计说明书内容1、总论2、生产方法及工艺流程说明图3、物料衡算(浆水平衡计算)或热量衡算4、主要技术指标四、绘图内容1、工艺流程图2、浆水平衡图一、总论造纸技术的发明,是我国古代劳动人民智慧的结晶,是对全人类最伟大的贡献之一。
同其他科学技术一样,造纸术也伴随着人类的进步、生产力的发展而产生和发展的,并且反过来又促进社会的进步和生产力的提高,在人类文化、科学、工业、农业、国防和商业等方面的发展发挥了及其重要的作用。
通过纸的应用,人类的各种知识得到传播、妥善的保存,使悠久的历史遗产得到了继承,从而推动人类社会科学文化及商业的不断发展。
我国的制浆造纸工业虽然增长速度较快,但人均占有量与世界发达国家相比,还是差距很远,而且生产和消费水平低,造纸工业水平总体不高,以生产普通低档纸为主,中高档之生产能力不足。
当前我国的造纸工业与国际先进的造纸工业水平相比,主要存在如下问题:1、纤维原料中木材的比重很小,现有的木材也没有得到合理的利用。
因木浆不足,对增加品种,提高质量,提高生产率,都产生不利的影响。
2、原料及能源消耗偏高,并且供应紧张,对环境污染严重。
3、企业规模小,对生产管理和对“三废”治理带来很大困难。
4、技术装备仍很落后,不利于合理组织生产力,以发挥最好的技术经济指标。
因此,我国造纸工业的目前状况来看,要实现我过造纸工业的现代化,使之具有一定的世界先进水平,还需要很大的努力。
供浆系统和白水系统
二、纸料调量和稀释方法
1、调浆箱内稀释法:又称混合箱,浆料与白 水在箱内混合。 2、调浆箱外稀释法:
3、使用定量控制阀的冲浆 泵内冲浆法: 1)易于排出由纸料带来的 游离状空气、减少进入上升 浆流带来的脉冲; 2)能避免管道边出现急剧 空气的空化现象,保证纸机 定量的稳定; 3)使用低脉冲冲浆泵,减 少供浆系统的压力脉冲。
二)筛选
纸料筛选的目的是除去纸料中的浆团和纤维束(粗 渣),并使纤维均匀分散。 其工作原理是利用浆团、纤维束与良好纸料中纤维的尺 寸大小差别,借筛选的办法使之分离。 压力筛: 1、压力筛筛孔直径(或筛缝宽度)取决于纸料要求的 洁净程度,纸的质量要求越高,筛孔直径(或筛缝宽度) 应当越小。 2、压力筛周期性的正负压力波动,会致使流浆箱系统 中产生脉动现象。
最好使用脱气设备。 3)脱气设备(P134)及效果:纸料经过脱气后,可大大改 善纸机的操作和成纸的质量。
§ 4-2白水系统和造纸用水循环
一、概 述
1、能保证造纸系统各部分对白水在质量上和数量 上的需求,有稳定的供应;
2、能保证纸机上网纸料的细小纤维和碎片含量稳 定,以保持产品的质量稳定; 3、最大限度回用白水,并把新鲜用水量和排放水 量以及排放负荷降到最低限度;
生产纸种 新闻纸 薄页纸 超级压光纸 低定量涂布纸 卫生纸 瓦楞原纸 多层纸板 用量 m3/吨浆 6-12 5-10 10-15 10-20 10-15 2-10 8-15
四、白水纤维回收与处理系统
• 1. 机械筛滤:包括真空过滤、超滤与反渗透,有 斜网式纤维回收机 、旋转筛式白水回收机 、真 空圆网白水回收机 、双鼓回收机、多圆盘白水 回收系统、剩余白水的超滤处理系统; • 2. 溶气气浮:浅层气浮白水回收系统 、微涡气 浮、常规射流暴气气浮系统; • 3. 化学混凝:使用各种化学絮凝剂,对生产高填 料的纸种效率较高; • 4. 化学氧化:在H2O2、分子氧、氧臭氧、高锰 酸钾等化学氧化剂作用下的氧化处理,可配合超 滤处理等。
静刀式纸浆浓度变送器流速补偿的研究

按流体力学定义 , 纸浆 流体属 于非牛 顿流体 中的宾汉
流体 , 流动性 为线性 , 其 描述方程为
r 一 十 o +r 0 () 2
式中, 为动力 粘度 ; 为边 界层 内速度 梯度 r为使 宾汉 0
* 收 稿 日期 :0 1年 9月 7日 , 回 日期 :0 1 l 21 修 2 1 年 0月 1 5日
作者简介 : 冲, , 赵 男 硕士研究生 , 研究方 向: 检测技术和智能仪表。
16 1
赵 冲: 静刀式纸浆浓度变送器流速补偿的研究
第 4 O卷
流 体 流 动 所 施 加 的 一 个 临 界 剪 切力 。从 式 ( ) 看 出 , 2可 当流
动状态下 , 流体流过 L距离所用的时间 , 因此被测流体的平 均流速可 由式( O表示『 , 1) g 即 ]
关键词 静刀 ; 浓度测量 ;边界层 ; 流速补偿 ;相关测量
T 31 P 9 中图 分 类 号
Re e r h o h o Veo iy Co s a c n t e Flw l ct mp n a in o h t tc Bl d u p e s to ft e S a i — a e P l
粲
螺
3 补 偿 方 法 与 实 现
由式( ) 8 可知 , 当流 体的密度 P为常数 的情况 下 , 力 动
粘度可看作为 F与 U 的二元 函数 —f F, 。补偿 的方 ( U)
图 3 纸 浆动力粘度与剪应 力合力关 系曲线
从图 3 可看 出, 在纸浆流速保持稳定 的情 况下 , 变送器 的输 出与纸浆动力粘度 的输入在较大范围内具有较宽 的准
Co i t n y Tr ns it r ns s e c a m te
基于DCS的造纸厂纸机配浆控制监控系统设计
5)接口电路
主机与外围设备(包括常规外部设备和过程通道)之间,因为外设结构、信息种类、传送方式、传送速度的不同而不能直接通过总线相连,必须通过其间的桥梁——接口电路来传送信息和命令。计算机控制系统有各种不同的接口电路,一般分为并行接口、串行接口、管理接口和专用接口等几类。
(e)系统设有配浆过程三通控制功能,可以实现连续配浆和循环配浆的切换功能。
(f)配浆质量控制,质量控制是配浆控制的最后一个环节,用配浆度软测量技术测得配浆度(用化验值校正),用以控制配浆设备稳定配浆质量。
(g)保存几组配浆过程最佳参数,可直接调用。
(h)顺序停、开车控制,紧急停车控制。
图2-1 生产线流程简图
过程输出通道包括模拟量输出通道(简称D/A通道)和数字量输出通道(简称DO通道),D/A通道把数字信号转换成模拟信号后再输出,DO通道则直接输出开关量信号或数字量信号。
4)操作台
操作台是操作员与系统之间进行人机对话的信息交换工具,一般由CRT显示器(或LED等其他显示器)、键盘、开关和指示灯等构成。操作员通过操作台可以了解与控制整个系统的运行状态。
图1-2造纸厂纸机配浆系统的工艺
2
2.1
配浆的目的是通过配浆的机械作用,处理水中的纸浆纤维,使其发生物理化学变化而获得一些特定的性质,以满足纸或纸板生产的质量要求。
针叶木浆配浆过程:针叶木浆由4双圆盘磨浆机和高位箱组成的串联连续循环配浆系统。在正常工作时,系统进行串联连续循环配浆。但在有些情况下,如:刚开始配浆时,需要进行循环配浆。成浆送入针木成浆池。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
目录一、设计背景 (1)二、纸浆浓度控制系统的数学模型及工作原理............ 错误!未定义书签。
2.1纸浆浓度控制系统的数学模型·····························2.2纸浆浓度控制系统的工作原理·································三、单片机硬件电路.................................. 错误!未定义书签。
3.1ADC0809模数转换器 ........................... 错误!未定义书签。
3.2选择芯片89C51 ............................... 错误!未定义书签。
3.3蜂鸣器··················································3.4硬件原理图···············································五、主要程序........................................ 错误!未定义书签。
六、设计总结···················································1. 设计背景在制浆生产过程中,纸浆浓度的精确控制可以稳定打浆效果,对于抄纸过程则可以稳定上网纸浆浓度、减少纸张定量波动、增加抄纸生产稳定性、提高纸张质量,因此,稳定地调节纸浆浓度是实现工艺目标,达到质量标准的重要环节,也是较难解决的问题之一。
纸浆浓度的调节过程是一个纯滞后过程,其滞后时间受浆料流速、浓度变送器的安装位置等因素影响。
基于上述基础之上,提出了专家PID控制的方案。
2 纸浆浓度控制系统的数学模型及工作原理2.1 纸浆浓度控制系统的数学模型浓度控制系统由纸浆浓度变送器(浓度计)、电动调节阀、浓度控制器三部分组成,如图1 所示:要对浓度控制系统做更深入的讨论,必须要有系统的数学模型,在此给出了系统的数学模型,其浓度控制的传递函数表达式为:.为纸浆浓度测量的拉氏变换,U(s)为阀门开度的拉氏变换。
2.2纸浆浓度控制系统的工作原理纸浆浓度自动控制系统组成如图2所示。
纸浆浓度变送器把浆管内流动的浆料的浓度转换成4-20mA电流信号送入浓度控制器。
经过A/D转换成浓度数值信号送显示器,并将此浓度值与用户设定值比较,控制器按两者差值调节电动阀的开度,从而调节进入浆泵的稀释水量,使输浆管内的浆料浓度发生变化,这时浓度变送器将检测到新的浓度。
重复上述过程,使浆料浓度逐渐接近用户设定的浓度值,最终得到浓度稳定的浆料。
(因为是用稀释手段调节浓度,在使用中需保证来浆浓度高于设定浓度。
)图23.硬件电路3.1ADC0809模数转换器ADC0809是采样分辨率为8位的、以逐次逼近原理进行模—数转换的器件。
其内部有一个8通道多路开关,它可以根据地址码锁存译码后的信号,只选通8路模拟输入信号中的一个进行A/D转换。
它由8路模拟开关、地址锁存与译码器、比较器、8位开关树型A/D转换器、逐次逼近。
ADC0809原理图3.2选择芯片89C5189C51是一种带4K字节闪烁可编程可擦除只读存储器的低电压、高性能CMOS8位微处理器,。
单片机的可擦除只读存储器可以反复擦除100次。
该器件采用ATMEL高密度非易失存储器制造技术制造,与工业标准的MCS-51指令集和输出管脚相兼容。
由于将多功能8位CPU和闪烁存储器组合在单个芯片中,ATMEL 的89C51是一种高效微控制器。
引脚说明:①电源引脚Vcc(40脚):典型值+5V。
Vss(20脚):接低电平。
②外部晶振X1、X2分别与晶体两端相连接。
当采用外部时钟信号时,X2接振荡信号,X1接地.③输入输出口引脚:④控制引脚:RST/Vpd、ALE/-PROG、-PSEN、-EA/Vpp组成了MSC-51的控制总线。
3.3蜂鸣器蜂鸣器用于电压越界时的声音报警。
蜂鸣器原理图3.4硬件原理图硬件原理图说明:硬件原理图由89C51单片机,ADC0809模数转换器,DA数模转换器,电位器,蜂鸣器和七段LED显示其组成。
4 PID 控制目前在造纸行业中普遍采用传统PID算法,传统PID算法虽然具有结构简单实现方便、适应性强等特点,但在实际运行过程中不能满足实际生产的要求,其主要表现在:1)在纸浆浓度调节中,由于电动执行器属于惯性环节,采用传统PID调节必产生严重的滞后效应,很难使系统取得良好的控制效果;2)由于过程参教在生产过程中变化很大,加之设备的老化和来自其它方面的干扰,因此,一般的固定参数控制器无法适应这些变化,不能始终保持最优运行,有时甚至出现稳定性问题。
间单地说,也就是调节缓慢、抗干扰能力弱、稳定性差等。
在上述基础上,提出了专家PID控制改进方案。
专家系统是指将专家系统理论和技术同控制理论方法技术相结合,在未知环境下,仿效专家的智能,实现对系统的控制。
而专家PID控制是将专家控制原理与常规PID控制相结合,可以相互取长补短,进一步提高系统的控制性能。
专家PID控制器原理框图如图3所示。
PID控制器原理框图根据常规PID控制的误差值e(k)及其变化特征,可设计专家PID控制规则,该控制规则可分为如下6种情况:(1)当| ∆e(k)|> M m时,说明误差的绝对值比较大。
此时,不论误差变化趋势如何,都应考虑较强的控制作用,即控制器的输出应按最大或最小方向输出,以使误差尽快减小而达到迅速调整误差的目的。
控制器输出可为u(k)=u(k-1)+k1 k p e(k)(2)当e(k) ∆e(k)>0时,说明误差在朝误差绝对值增大方向变化。
此时,如果|e(k)|> M S,说明误差也较大,可考虑由控制器实施较强的控制作用,以达到扭转误差绝对值朝减小方向变化,并迅速减小误差的绝对值,控制器输出可为u(k)=u(k-1)+ k1 { k p [e(k)-e(k-1)]+ k i e(k)+ k d [e(k)-2e(k-1)+e(k-2)]} (3)此时,如果|e(k)|<M S,说明尽管误差朝绝对值增大方向变化,但误差绝对值本身并不很大,为防止超调,可根据误差的大小选择适当的控制量扭转误差的变化趋势,使其朝误差绝对值减小方向变化即可。
(3) 当e(k)∆e(k)<O,∆e(k)∆e(k一1)>0或者时,说明误差的绝对值朝减小的方向变化,此时,比例作用应该同步减小;由于系统输出的变化率增大,所以微分作用应该加强,。
(4) 当e( k)=0时,说明系统已经达到平衡状态,此时,可考虑采取保持控制器输出u(k)不变。
(5) 当e(k)∆e(k)<O,∆e(k)∆e(k-1)<0时,说明误差处于极值状态,此时如果引人积分作用是不合适的,对于没有纯滞后或时滞很小的快速过程来说,这一点影响不大,即|e(k)|>MS,可以考虑实施较强的比例微分(PD)控制作用u(k)=u(k-1)+ k1 { k p [e(k)-e(k-1)]+ k d [e(k)-2e(k-1)+e(k-2)]}如果此时误差的绝对值较小,即|e(k)| <MS,可考虑实施较弱的比例微分(PD)控制作用u(k)=u(k-1)+k2{kp[e(k)-e(k-1)]+kd[e(k)-2e(k-1)+e(k-2)]}(6) 当|e(k)|<ε时,说明误差的绝对值很小,此时为减少稳态误差,控制器采用比例积分(PI)作用u(k)=u(k-1)+ kp [e(k)-e(k-1)] + ki e(k)式中,u(k)为第k次控制器的输出;u(k-1)为第k-1次控制器的输出;e(k)为误差e的第k个极值;k1 为增益放大系数,且k1 >1;k2 为抑制系数,且0< k2 <1;M m , M S 为设定的误差界限,且Mm > MS ;ε方案流程图5 专家PID控制器在纸浆浓度控制系的应用5.1专家PID控制器S-Function的实现用Matlab编写S-Function,其基本为:[sys,x0,str,ts]=Functionname(t,x,u,flag,cl,c2?) functionname表S-Function 的名字;t表示仿真时间;x表示状态矢量; x0表示初始状态值,没有状态时为空;u表示模块输入;flag为标志参数,用于控制在每个仿真阶段对S-Function的调用,sys为返回参数,返回值取决于flag的值;cl,c2,…表示模块的传递参数;str表示状态命令串,通常为空;ts为采样时间。