平面磨床日常点检表
磨床日常点检记录表

手摇磨床日常点检记录表
设备编号
机台名称
磨床
设备型号
文件编号
NO
点检内容
2022年 月 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
1 机台是否清洁
2 碰撞,确认工件安装牢固
4
工作台往复运动平稳,换向无冲 击
5 油、水等有无泄漏
6
检查各部位所需润滑油脂是否充 足,油池中的油是否充足
7
检查砂轮是否有裂纹或缺口等缺 陷
8
检查液压系统油量、油压、油温 等是否正常
9
检查机床运转时有无不正常的尖 叫声和冲击声
10 清扫擦拭设备 每周清理切削液箱,更换切削液
11 (变脏变味时)
良好 有问题可用
点 检
√
标 识
故障不可用
△ 计划维修
签 名
点 检 人
×
○
评 估 :
审核:
备注:此表每月底随其它设备点检表一起归档存放保留。
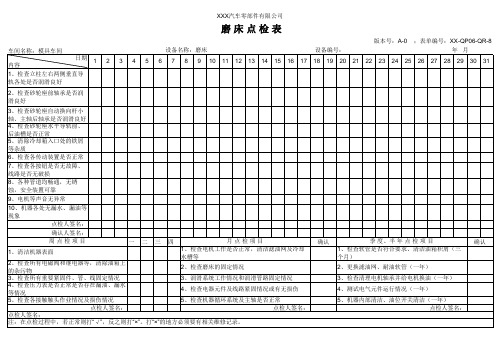
磨床点检表
磨床点检表
版本号:A-0 ;表单编号:XX-QP06-QR-8
车间名称:模具车间 内容
设备名称:磨床
设备编号:
年月
日期 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
3、检查清理电机轴承并给电机换油(一年)
4、测试电气元件运行情况(一年)
5、机器内部清洁、油位开关清洁(一年) 点检人签名:
确认
1、检查立柱左右两侧垂直导 轨各处是否润滑良好
2、检查砂轮座前轴承是否润 滑良好
3、检查砂轮座自动换向杆小 轴、主轴后轴承是否润滑良好 4、检查砂轮座水平导轨前、 后油槽是否正常 5、清除冷却箱入口处的铁屑 等杂质 6、检查各传动装置是否正常管道均畅通,无锈 蚀,安全装置可靠
等情况 5、检查各接触触头作业情况及损伤情况
3、润滑系统工作情况和润滑管路固定情况 4、检查电器元件及线路紧固情况或有无损伤 5、检查机器循环系统及主轴是否正常
点检人签名:
点检人签名:
点检人签名:
注:在点检过程中,若正常则打“√”,反之则打“×”。打“×”的地方必须要有相关维修记录。
确认
季 度、半 年 点 检 项 目 1、检查软管是否符合要求、清洁油箱积屑(三 个月) 2、更换滤油网、耐油软管(一年)
9、电机等声音无异常
10、机器各处无漏水、漏油等 现象
点检人签名:
确认人签名:
周点检项目
一二三四
月点检项目
1、清洁机器表面
1、检查电机工作是否正常,清洁滤油网及冷却 水槽等
2、检查所有电磁阀和继电器等,清除油箱上 的杂污物
平面磨床-日常点检标准作业指导书

操作工维修工操作工维修工油位镜1油位目视油位是否达到镜面一半1S ■液压油箱2外观目视无破损、滴漏1S ■切削液箱3外观目视无破损、滴漏1S ■进、回水管路4外观目视无松动、破损、滴漏1S ■外观目视无松动、缺失零件1S ■动作操控无异响、正常出水1S ○接地装置6外观目视接地牢固、无松动1W ■异响耳听无异常响声1S ○异味嗅觉无异臭味1S ○振动目视无异常抖动1S ○温度手拭40度左右(不烫手)1S ○外观目视无破损、固定螺栓松动1S ■配线目视无松动、无裸线1S ■元件、器件、导线8外观目视元器件外观无损伤、导线无损伤、松动1D ■外观目视开关、指示灯无破损1S ■动作操控无松动、反应灵敏1S ○安全防护门、板、罩10外观目视齐全、牢固1D ■导轨11外观目视润滑良好、无磨损变形、无锈斑1S ■外观目视管路无松动、滴漏,无缺失零件1S ■动作操控反应灵敏、功能正常1S ○外观目视无损坏、缺失1S ■动作操控动作灵活、功能正常1S ○外观目视连线无松动,无磨损、变形1S ■动作操控电磁性能良好1S ○外观目视无缺失零部件,磨刀无破损、松动1S ■动作操控整体滑动灵活无卡阻,磨刀无晃动、无异响1S○7油液压、水冷却系统图号各操控杆13部件5水泵设备日常润滑点检标准作业指导书编制:设备动力部设备名称、型号:平面磨床 所属单位:编号:DJ0001-01标记符号:点检状态:○运行中■开机前点检周期:S班 D天 W周 M月 Y年点检周期备注:其他型号同类型设备参照此标准执行。
(用手拭电机温度时,先用手背轻轻靠近一下电机,以免烫伤、触电)点检位置点检部位简图点检基准(标准值)点检方法点检内容点检状态14磨头15电磁吸盘负载系统操纵面板9电气系统液压自动阀12传动电机123456789101112131415。
磨床作业安全检查表

安装螺旋轮时,要戴手套,拿螺旋轮的端面内孔,不准拿螺旋轮的外面
无心磨刀板的刃部要磨钝,以防割破手
不得将超过规格的大料加入。发现大料时要立即取出,防止发生事故
更换砂轮应遵守磨工一般安全规程
装卸工件时,要把砂轮升到一定位置方能进行 磨削前,把工件放到磁盘上,使其垫放平衡。通电后,检查工件被吸牢后才斜飞出或挤 碎砂轮 进刀时,不准将砂轮一下子就接触工件,要留有空隙,缓慢进给 5 平面磨床 自动往复的平面磨床,根据工件的磨削长度调整好限位挡铁,并把挡铁螺丝拧紧
检查结果
序号 检查项目
检查内容
往复变向油阀门必须灵敏可靠,行程挡铁要调整并紧固好 开动砂轮前应将液压传动开关手柄放在"停止"位置上,调节速度手柄放在"最低速度" 位置上,砂轮快速移动手柄应放在"后退"位置上,以防开车时,突然撞击 装工件后,必须检查工件是否装夹牢固可靠 7 万能磨床 液压系统压力应不得低于规定值。油缸内有空气时,可移动工作台两极端位置,排除 空气,以防液压系统失灵造成事故
检查测量加工面,或调整砂轮应停车进行。停车时,应在完成一次行程后,再关车断
磨削工件不得突然加大进刀量、要留有空隙缓慢接近工件。快速进给时要注意不要使
砂轮和工件撞击,以免碰碎砂轮
磨削过程中,机床不准离人。下班时清理场地
工件要夹装牢固,调节行程时注意是否可能要碰撞。第一次行程应用慢进给试验
测量工件调整行程挡块时要停车
加工完毕,应立即将光学镜片遮好。镜片玻璃面上有灰尘或油污,需用软绒布揩试, 在揩试前用高级汽油清洁
检查结果
工件必须夹牢,顶针顶好、牢固方可开车
加油变换齿轮,必须停车
数控平面钻床日常点检保养记录表(20200804232125).pdf

1月
日月年12345678910111213141516171819202122232425262728293031 1Ⅴ
2Ⅴ
3Ⅴ
4Ⅴ
5Ⅴ
6Ⅴ
7Ⅴ
8Ⅴ
9Ⅴ
10Ⅴ
11Ⅴ
13Ⅴ
保养点检项目
操作人签字
16
记
入方法×…………不正常2、停工后再开机前以△注记原停工日期
⊙…………修理完毕3、若多日停工可以大△注记即可
△…………停工
√………….正常1、每日开关前必须实际操作点检第一周第二周第三周第四周
维修工周检
控制按钮是否正常
电气控制系统是否正常
电脑程序是否正常
冷却系统是否正常
排削系统是否正常
液压站抗磨油填补
钻轴传动系统是否有异
常响声
X轴回零是否正常
y轴回零是否正常
自动润滑机是否定时加
注润滑油
油箱温升是否正常
油压系统是否正常
设备日常维护保养点检表
设备名称:数控平面钻床设备编号:2019年保养周期日期NO。
车床磨床日点检记录表

设 备 编 车 间: 序
号
设备 检查内容
平面磨床日点检记录
型M 号7
Q6.3b-6
年
月
日期
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
1
机床是否清洁
2
机床床身有无漆膜脱落现象
3 工作台面及润滑处有无锈蚀、划伤、研伤
设 备 车 间: 序
号
设备 检查内容
型 C 车床日点检记录
号-
Q6.3b-6
年
月
日期
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
1
机床是否清洁
2
机床床身有无漆膜脱落现象
3 工作台面及润滑处有无锈蚀、划伤、研伤
4
磨头工作时是否抖动
5 磨头导轨有无研伤、划伤、锈蚀现象
6
工作台面液压泵是否正常
7
冷却液厢里冷却液是否满
8
是否定期更换冷却液
9
冷却液管道是否畅通
10
磨头电机是否正常
11
冷却泵是否正常
12
工作台灯是否亮
13
电器系统是否正常
14
进给手柄是否正常
16
液压部分是否正常
记录人
注:检查项目正常作“√”标记; 检查异常作“△”标记,此时须马上请设备管理员进行确认或维修。 2
4
横拖板、中拖板是否灵活
5
丝杆是否有划伤、研伤、锈蚀现象
6
平面磨床设备日常点检表

设备状态点检周期点检方法
点检标准123456789101电器部分运行日/2次操控良好运行日/2次操控往复运动平稳,无爬行运行日/2次手摸无振动常态日/2次目测正常4.油镜明亮,油液
常态日/2次目测油标刻线以上常态日/2次目测润滑良好,无研伤、拉伤常态日/2次目测无漏油、漏水常态日/2次目测无缺损运行日/2次操控灵敏,无冲击运行日/2次耳听无杂音运行日/2次操控速度正常,往复运动无快慢差4设备外观常态日/2次目测清洁
制造部确认: 设备部确认: Q/SH-QEO-P02-20A1 序号23点检项目机械部分液压系统备注正常“√”异常“X”并对异常内容进行记录说明点检内容
2.液压系统工作。
3.工作台。
1.机器周围点检:操作工
确认:车间设备负责人
备注
2.磨头。
3.液压系统压力。
5.各导轨。
6.机床各部位。
7.零件,
1.液压启动。
山西双环重工集团有限公司
磨床设备日常点检表
点检日期
1.工作台磁吸性能。
1.工作台及磨头。
平面磨床日常点检保养规范

点检部位简图
1 2
4 5 3 6
7
8 9 10 11
12
13
设备日常点检保养规范
设备型号:
所属单位:
标记符号:点检状态:○运行中■开机前 点检周期:S班 D天 W周 M月 Y年
编制:设备动力 部
点检位置
部件 油位镜
图 点检内 点检方
号容
法
1 油位 目视
点检基准(标准值) 油位是否达到镜面一半
1S
○
外观 目视
连线无松动,无磨损、变形
1S
■
负载系统
电磁吸盘
14
13
负载系统
电磁吸盘
14 动作 操控
电磁性能良好
1S
○
14
外观 目视 无缺失零部件,磨刀无破损、松动
1S
■
磨头
15 动作
操控
整体滑动灵活无卡阻,磨刀无晃动、无 异响
1S
○
15
备注:其他型号同类型设备参照此标准执行。(用手拭电机温度时,先用手背轻轻靠近一下电机,以免烫伤、触电)
点检周期
点检状态
操作工 维修工 操作工 维修工
1S
■
液压油箱
2 外观 目视
无破损、滴漏
1S
■
油液压、
切削液箱
3 外观 目视
无破损、滴漏
1S
■
水冷却系
统
进、回水管路 4 外观 目视
无松动、破损、滴漏
1S
■
外观 目视
无松动、缺失零件
1S
■
水泵
5
动作 操控
无异响、正常出水
1S
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
序号
检查内容
时间
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
311Biblioteka 检查各部位所需润滑油脂是否充足,油池中的油是否充足
开机前
2
检查砂轮是否有裂纹或缺口等缺陷
开机前
3
检查、确认急停旋钮必须处于关闭位置,以免开机时碰撞
开机前
4
检查确认各防护装置完好并处于关闭状态和正确位置
开机前
5
启动油泵前,手动确认行程内无碰撞,确认工件安装牢固
开机后
6
工作台往复运动平稳,换向无冲击
开机后
7
油、水等有无泄漏
开机后
8
检查机床运转时有无不正常的尖叫声和冲击声
工作中
9
检查液压系统油量、油压、油温等是否正常
工作中
10
清扫擦拭设备
下班前
11
每周清理切削液箱,更换切削液(变脏变味时)
备注:
点
检
人
操
作
者
维
修
人
临
检