弹簧夹头及高速回转接头图纸
ZQ-100型钻杆动力钳背钳设计(全套图纸)

毕业设计说明书论文(全套CAD图纸) QQ 36396305摘要在人类的机械创新的不断进步,使机械代替了人。
以前在油田修井时或者下油管时,管与管连接时是用管钳来上扣和卸扣,现在使用这种液压钳,就给人类带来很多方便,使工作效率和安全系数提高,也减少了很多井口的工作人员,因此这是油田经常使用的卸管工具。
针对修井作业中人力上卸抽油杆螺纹效率低,劳动强度大,又不能保证不同规格抽油杆所要求的上扣扭矩等问题,研制了ZQ-100型液压抽油杆钳,这种抽油杆钳由主钳,手动换向阀,液压马达,底钳,弹簧吊筒和调节弹簧等组成,在设计中省掉了转速换挡机构,同时通过改变制动板上压簧螺栓的结构,解决了制动板减薄时颚板滚子爬坡力量不足这一技术难题,介绍了这种抽油杆钳的工作原理。
目前,国外钻杆动力钳的种类很多,而且产品性能及质量都相对稳定,特别是他们产品的体积与输出扭矩不会成比例变化,即使动力钳输出扭矩相当大时,其产品的体积也不会增加多少,因而适用于现场需要。
而国内产品还处在研发和改进阶段,产品性能及质量都有待进一步提高,国内产品的体积和重量都随输出扭矩的增大而增大,从而导致无法适用于某些大型钻管。
近10年来,中国国内生产动力钳有所增长,但相比国外我国动力钳结构复杂不方便使用与维护,使用期短等缺点,所以我国正大力发展动力钳设计改造,达到世界水平。
关键词:石油;机械创新;性能;转杆动力钳;研发改进;设计AbstractIn recent years, with continued rapid growth of our national economy, petroleum volume of consumption of our country increase year by year. The rank has already exceeded Japan, has become the second largest petroleum following U.S.A. and consumed the country. On being pole required to pump oil, pump the oil pole pincers after developing the hydraulic pressure of Model ZQ-100, this kind pumps the oil pole pincers by the main pincers , the manual reversing valve, hydraulic motor, bottom pincers , the spring hangs tube and regulates spring ,etc. to make up , save rotational speed shift gears organization , at the same time through change , apply the brake board pigeonhole reed structure of bolt in design, solve , apply the brake board jaw board roll sub climbing strength insufficient technological difficult problem this reduce thin ,, recommend this kind pump oil pole operation principle of pincers! Main technical parameter and experimental situation in the room, employ the result to indicate live, adopt Model ZQ-100 hydraulic pressure pump oil pole pincers can reduce , release oil pole take off number of times of spiking greatly, improve and build the quality of the well and build the pace of the well. Let out difficult to avoid and fluid have a sure one but compression, so, transmission than unable and invariable, suitable for transmission than requiring strict occasion. Energy caused to leak lose, hydraulic transmission main energy is lost, in addition resistance and machinery that fluid receive among pipeline rub etc., cause sure energy to lose, cause the efficiency of hydraulic transmission to be relatively low. The viscosity of the fluid changes with temperature, as the warm change of oil, will influence the working performance of the actuator directly. In addition, have greater difficulties to adopt hydraulic transmission under the low-temperature condition or high-temperature condition. Fluid through air, will produce noise is apt to cause vibration, the ones that influenced transmission are steady. It is relatively difficult to maintain, the work load is large. At the trouble of producing, trouble reason difficult to look for, get rid of getting difficult through design, optimize, reduce, shoulder, influence as hydraulic system. At present, the kind of the motive force pincers of foreign drilling rod is numerous, and properties of product and quality are all relatively stable, especially they the products one volume and output torsion can changes proportional, even if power, when毕业设计说明书论文(全套CAD图纸) QQ 36396305pincers quite heavy to export torsion, volume of product its how much does it increase either, suitable for needing at the scene. The domestic products are still at the stage of researching and developing and improving, properties of product and quality all remain to further improve, volume and weight of the domestic products all export the increase of the torsion to increase at the same time, thus it is unable to be suitable for some to cause and bore managing large-scaly. The past 10 years, produce power pincers increase to some extent, compare foreign of our country power pincers structure complicated to use and maintain while being inconvenient in China, the shortcoming such as being short of service time, so our country is developing the motive force pincers to design and transform in a more cost-effective manner, reach the world standard. Transfer to ZQ100 type to pole power pincers carry pincers go on, design , realize, it is safe to apply the brake, it is reliable and durable. Make the hydraulic pressure control and drive the rack to clamp the steel tube effectively.Key words: Petroleum; Machinery innovates; Performance ; Transfer to the pole motive force pincers ; Research and develop and improve; Design目录1 绪论 11.1液压动力钳概述 (6)1.1.1 液压动力钳的发展状况 61.1.2 液压动力钳的应用71.2液压动力钳的结构及工作原理 (8)1.2.1 液压动力钳的结构及特点81.2.2 液压动力钳的工作原理91.3液压动力钳技术参数及特点 (10)1.3.1 ZQ-100型液压动力钳的技术参数101.3.2 液压动力钳的技术特点101.4液压动力钳的的操作说明 (11)1.4.1 液压动力钳的的安装111.4.2 液压动力钳的操作121.4.3 液压动力钳的维护与润滑121.4.4 液压动力钳的常见故障及排除方法132 ZQ-100型钻杆动力钳的背钳总体设计142.1ZQ-100型钻杆动力钳的背钳概述 (14)2.2ZQ-100型钻杆动力钳的背钳结构设计 (14)2.3背钳结构设计中的问题 (15)3 ZQ-100型钻杆动力钳的背钳液压缸设计173.1液压缸的类型和结构形式选择 (17)3.2液压缸基本参数确定 (17)3.2.1 液压缸工作负载及工作压力183.2.2 缸筒内径及柱塞杆直径183.2.3 液压缸最大工作行程和最小导向长度21毕业设计说明书论文(全套CAD图纸) QQ 363963053.3液压缸的强度及刚度校核 (22)3.3.1 缸筒壁厚的校核及外径计算223.3.2 液压缸柱塞杆强度验算233.4液压缸稳定性验算 (23)3.5液压缸的安装试验与维护 (24)4 ZQ-100型杆动力钳的背钳传动设计264.1背钳传动概述 (26)4.2背钳传动设计 (26)4.3轴的设计 (28)4.3.1 轴的结构设计284.3.2 轴的强度计算284.3.3 轴的刚度计算284.3.4 轴的稳定性324.4齿轮系的设计 (32)4.4.1 齿轮系的传动比324.4.2 齿轮的强度计算335 结论506 技术经济分析44致谢 52参考文献 53附录A译文55附录B英文文献611 绪论在人类的机械创新的不断进步,使机械代替了人。
阿尔弗雷德·雅格齿科电主轴手册 DentaDrive 60V S21说明书

手册DentaDrive 60V S21高频主轴气动直接换刀电主轴的标记系列号额定转速因为本公司的电主轴始终保持最新技术研发水平,所以我们保留更改和与本说明书中的实施方案相比的技术改进和不同内容。
本手册文字说明经过极为认真地编写。
但是错误和疏漏在所难免,对于因此而引起的后果,Alfred Jäger GmbH概不承担法律责任及任何其它责任。
未经 Alfred Jäger GmbH 明确的书面同意,不得翻译和复制(即使是节选)。
目录:原厂手册的翻译文本1初步信息 5 1.1手册用途 (5)1.2符号说明 (5)2运输和包装 6 2.1电主轴的供货范围 (6)2.1.1维修工具 (6)2.1.2可选配件 (7)2.1.3随产品附带的技术资料 (7)2.2电主轴的包装 (7)3按规程使用 8 3.1允许的加工类型 (8)3.2允许材料 (8)4安全注意事项 9 4.1工作要具备安全意识 (10)4.2电主轴的停止运转 (11)4.3安装维修 (11)4.4改装维修 (11)4.5不正确的操作方法 (11)5技术说明 12 5.1电主轴的接口 (12)5.2电气连接 (13)5.3冷却 (14)5.3.1通过电主轴托架冷却 (14)5.4密封空气 (15)5.5锥形清洗(可选附件) (15)5.6气动刀具更换 (15)5.7气缸排气装置 (15)6技术参数 16 6.1尺寸 (17)6.2电机数据 (18)6.2.1功率图 (19)6.2.2等效电路图数据 (19)参数 (20)6.3电机数据 (21)6.3.1功率图 (22)6.3.2等效电路图数据 (22)参数 (23)6.4电路图 (24)6.5电机保护 Pt1000(可选配件).......................... 256.6电机保护 PTC 100° C(可选配件) (26)6.7ESD 保护(可选配件) (26)6.8空气传播听觉范围内的声音 (27)7操作地点 278安装 28 8.1安装电主轴 (28)8.2介质引线直径 (28)8.3压缩空气 (29)8.3.1气体纯度等级 (ISO 8573-1) (29)8.3.2调节密封空气 (29)8.3.3调节值 (30)9调试 31 9.1进料示意图 (31)9.2每天启动 (32)9.3停止信息 (32)9.4存放之后启动 (32)10刀具更换 33 10.1顺时针旋转 (33)10.2气动直接换刀 (33)10.2.1更换夹头 (34)10.3刀具更换站(可选附件) (35)10.3.1气动直接换刀 (35)10.3.2安装更换站 (35)10.3.3维修 (35)11高速加工刀具 36 11.1折断的刀具 (36)12维修 37 12.1球轴承 (37)12.2每日清洁 (37)12.2.1开始工作前 (37)12.2.2每次刀具更换时 (37)12.2.3每次更换夹具时 (37)12.3存放时 (38)12.4月维修 (38)12.5在长期存放条件下 (38)12.6最长存放期限 (38)13拆除 39 13.1废物处理及环境保护 (39)目录:原厂手册的翻译文本14服务和维修 39 14.1特约维修站 (39)14.2工作故障 (40)15安装声明 43初步信息1初步信息高速电主轴(电主轴)是适用于高速加工的高质量精密刀具。
旋转接头的结构和工作原理(图解一)
旋转接头的结构和工作原理(图解一)机械密封结构旋转接头(简称旋转接头)的工作原理,是通过轴向力将动环压在补偿静环或游动环上,或者反过来将补偿静环或浮动环(中间环)压在非补偿的动环上,使其保持密封。
动环(空心轴)和壳体、端盖、底盖之间的轴向不密封通路靠O形圈和各种断面的弹性密封圈等加以密封,其结构见图2-4、2-5和2-6。
在一般情况下,每种旋转接头都是由固定、浮动或游动的径向密封元件和旋转的动环(空心轴,球面弹簧座等)以及轴向密封元件一起构成的。
它具有密封面加工精确、费用少和消除空心轴磨损的优点。
为了调整和补偿摩擦副本身的轴向热膨胀以及摩擦剐端面,球面的磨损而造成的不良状态,旋转接头内至少要包含一个弹性元件,例如,弹簧、波纹管。
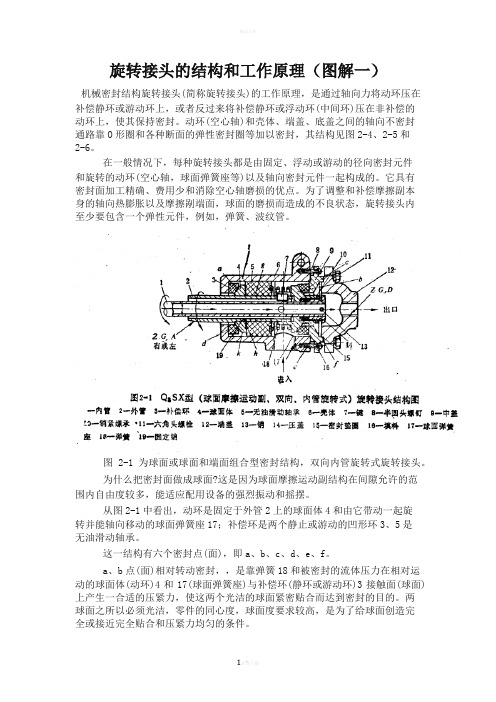
图2-1为球面或球面和端面组合型密封结构,双向内管旋转式旋转接头。
为什么把密封面做成球面?这是因为球面摩擦运动副结构在间隙允许的范围内自由度较多,能适应配用设备的强烈振动和摇摆。
从图2-1中看出,动环是固定于外管2上的球面体4和由它带动一起旋转并能轴向移动的球面弹簧座17;补偿环是两个静止或游动的凹形环3、5是无油滑动轴承。
这一结构有六个密封点(面),即a、b、c、d、e、f。
a、b点(面)相对转动密封,,是靠弹簧18和被密封的流体压力在相对运动的球面体(动环)4和17(球面弹簧座)与补偿环(静环或游动环)3接触面(球面)上产生一合适的压紧力,使这两个光洁的球面紧密贴合而达到密封的目的。
两球面之所以必须光洁,零件的同心度,球面度要求较高,是为了给球面创造完全或接近完全贴合和压紧力均匀的条件。
c、d点(面),是两个端面密封。
当配用设备振动和摇摆不大,压紧力合适时,两个补偿环3一般处于静止状态,属于静密封情况。
当配用设备振动和摇摆强烈,压紧力较大时,由于补偿环3的外径与壳体6的内径之间因留有较大的间隙,它将随球面体(动环)4和17不·同步地在相应的端面上作相对游动,但相匹配的接触端面必须光洁、平直。
弹簧夹头结构尺寸的计算和夹具柱用动力源夹紧装置图例

弹簧夹头结构尺寸的计算和夹具柱用动力源夹紧装置图例本周为大家带来的是弹簧夹头结构尺寸的计算和夹具柱用动力源夹紧装置图例一、弹簧夹头结构尺寸的计算弹簧夹头大部分已标准化。
在自行设计弹簧夹头时,各部分尺寸的计算见表。
图1 弹簧夹头各部分尺寸的计算注:1. 公式适用于:D/d1=0.8~1.0。
2. d1=为弹簧夹头配合直径。
展开剩余85%图2 弹簧夹头推荐尺寸注:1. 材料:一般用T7A、T8A、T10A、65Mn,薄壁弹性夹头用4SiCrV、9SiCr。
2.热处理:工作部分T7A43~52HRC;T8A55~60HRC;T10A52~56HRC;4SiCrV57~60HRC; 9SiCr56~62HRC;65Mn57~62HRC。
尾部T7A30~32HRC;T8A32~35HRC;T10A40~45HRC;4SiCrV47~50HRC;9SiCr40~45HRC;65Mn40~45HRC。
二、夹具柱用动力源鉴于本书前后阐述了多种不同型式的动力源,此节仅提出特重型动力源,主要是凸轮型式。
图3凸轮A必须按它与孔的配合来设计,使它在夹紧柱拉下时能在孔中滑动。
由于滚柱减少了摩擦,必预有一个持续作用在A上的力。
图4凸轮A置于圆销的两端,拉下轴上的圆销。
图5当轴G按顺时针方向旋转(从俯视图看)时,G上用来同C和H(见B一B剖面图)的凹座相配的两个凸缘使H和C转动。
C是固定在H上的。
当C转动时,C上的爱克米螺纹使环D和两夹紧柱A升起。
固定在C上的键F(见A一A剖面图)在E的槽中移动,从而把受弹簧载荷的内夹紧柱B拉下。
图6本设计的动力源为一强力弹簧经由齿轮驱动带齿条的夹紧柱,或是经由齿轮驱动在本节其它图例中所介绍的楔形凸轮。
气缸作用在C上就可松开由弹簧产生的夹紧动作。
以下是关于此示图的说明。
弹簧的力很大,假如卸去E上的带帽螺钉,而又没有采取其他一些控制弹簧的措施,弹簧就会使D和E飞射出去。
装拆弹簧时,插进一根穿过D而拧在A上的长螺杆。
液压泵上体三孔车床夹具设计(含全套CAD图纸)

题目:液压泵上体三孔加工机床专用夹具设计摘 要为车床上加工液压泵上体3个阶梯孔设计夹具, 此夹具是一种安装在花盘上的直线移 动式车床专用夹具。
分析夹具的结构特点、工作原理, 计算其定位误差和夹紧力, 进行加 工精度分析, 该夹具能保证三孔中心尺寸精度、三孔轴线与底面垂直精度以及与四小孔位 置精度。
机床夹具设计是制造系统的重要组成部分,随着先进制造技术的发展和市场竞争的加 剧,传统的夹具设计方式已影响企业中产品的生产,企业迫切需要提高夹具设计的效率。
计算机辅助设计适应这一要求,主要包括以下方面研究:1、现代技术把 CAD 技术引入夹 具设计中,形成计算机辅助夹具设计方法,研制相应软件系统;2、从零件的 CAD 建模发 展到面向产品的CAD建模,实现系统化、多样化设计;利用Pro/E等三维绘图软件绘制大 量夹具标准件,建立数据库和图形库。
关键词:阶梯孔加工;夹具;分度滑块;定位误差;Pro/E建模液压泵上体三孔加工机床专用夹具设计AbstractThe jig was designed for processing three trapezoid holes of upper hydraulic pump in lathe. It was a kind of special linear motion type jig fixed on the panel. The configuration features, operating principle of this jig were analyzed, positioning error and pinch force were calculated and machining accuracy was analyzed. The size precision of threehole core, perpendicular precision between three axes and bottom surface, positioning precision of four holes can be assured by this jig.Jigs and fixtures design is an important part of the manufacturing system, with advanced manufacturing technology development and market competition intensifies, traditional fixture design approach has affected the production enterprise, enterprises urgently need to improve the efficiency of the fixture design. Computeraided design to meet this requirement, including the following aspects: 1, the modern technology of CAD technology to introduce fixture design, a computeraided fixture design method, the development of corresponding software system; from parts of the CAD modelingoriented CAD modeling of the product to achieve a systematic, diversified design; use of Pro / E and 3D graphics software to draw a large number of fixture standard, to establish a database and graphics library.Keywords:Trapezoid hole processing; Jig; Graduated sliding block; Positioning error目录引言....................................................................................................................................... 1 第 1章 绪论.......................................................................................................................... 11.1 夹具概念.................................................................................................................. 11.2 夹具的主要功能...................................................................................................... 11.3 夹具的分类.............................................................................................................. 11.3.2按夹具的动力源分类............................................................................................. 21.4 夹具的组成.............................................................................................................. 21.5 常用定位元件及选用............................................................................................... 31.6 工件的夹紧.............................................................................................................. 71.7 机床夹具的现状及发展方向................................................................................... 9 第 2章 零件的分析............................................................................................................ 11 2.1 零件分析................................................................................................................ 112.2 零件工艺分析........................................................................................................ 112.3 确定毛坯的制造形式与基面选择.......................................................................... 122.4 工艺路线拟定........................................................................................................ 122.5确定切削用量及基本时间...................................................................................... 122.6 设计计算过程........................................................................................................ 172.7加工精度分析......................................................................................................... 202.8 夹具主要尺寸与公差分析..................................................................................... 212.9 夹具与机床连接方式............................................................................................. 22 第 3章 夹具体零件的创建及装配................................................................................... 233.1 零件的创建............................................................................................................ 233.2 夹具体的装配........................................................................................................ 24 结论与展望.......................................................................................................................... 25 致谢..................................................................................................................................... 26 参考文献............................................................................................................................. 27如有兴趣联系作者 QQ 401339828或 197216396 附录:论文附全套 CAD图纸及完整版说明书 word版本,最后希望能帮到你!!!!液压泵上体三孔加工机床专用夹具设计插图清单图21液压泵上体零件图.............................................................................................. 11 图22一面两销定位简图.............................................................................................. 19 图23夹具总装配图...................................................................................................... 21 图24过渡盘与车床主轴的连接示意图....................................................................... 22 图31分度盘创建效果图.............................................................................................. 23 图32花盘创建效果图.................................................................................................. 23 图33对定块创建效果图.............................................................................................. 23 图34分度滑块创建效果图.......................................................................................... 23 图35压板创建效果图.................................................................................................. 24 图36螺栓创建效果图.................................................................................................. 24 图37夹具的总装配图.................................................................................................. 24 图38夹具体爆炸图...................................................................................................... 24查表清单表21定位元件限制的自由度 ........................................................................................... 18引言机械制造业是国民经济的支柱产业, 现代制造业正在改变人们的生产方式、 生活方式、 经营管理模式乃至社会的组织结构和文化。
快速夹具工作原理【图解】
面对生产任务的逐年增加,在现有生产条件下,提高生产效率是技术部门不断努力的方向。
机械加工过程要降低成本、提高生产效率,就要从最重要的环节工艺设计及工装准备入手。
机械加工现有生产模式主要体现在工装应用落后,效率低下,工人加工零件时装夹及找正时间长,特别是单件或小批生产频繁更换工装时,大多数时间都是在安装夹具及找正。
实现这一目标的必要措施,就是对现有的夹具进行改造,替换。
在机床上应用组合夹具,快换夹具实现加工的同时,减少了频繁更换夹具及找正时间,对整体的生产效率提高起到非常重要的作用。
一、快换工装设计思路快装夹具的应用比我们常用的电动(或液压)卡盘要方便快捷,夹紧也可靠,而且加工不同的工件,生产准备相对简单并且周期短,只需更换不同的弹簧夹头和定位销轴,重新编制加工程序即可方便快捷地加工出各种所需的工件,从而可以低成本地实现较大规模的自动化生产,为企业节省资金。
图1 快换夹具系统下面本文将介绍经济型数控车床快速安装夹具的设计原理与思路:1、夹紧机构在数控车床的床头箱前端增加快装夹紧机构(见图2),其工作原理:拨叉13在齿条轴的推动下由右向左移动,通过瓦6带动活动套8向左移动,钢球12在活动套8的作用下沿夹具体5的斜面向中心移动,同时钢球12向左挤压夹紧套7,使夹紧套7和锁紧挡圈11向左移动,从而使弹簧夹头10向左移动锁紧工件,工件的轴向定位由定位销9来实现。
当工件加工完后,拨叉13在齿条轴的推动下向右移动,通过瓦6带动活动套8向右移动,从而使弹簧夹头10松开工件,这样工件的加工就完成了。
用户可根据所加工工件的不同来更换不同的弹簧夹头和定位销就可以实现不同工件的加工。
图2 夹紧机构图1-锥套2-定位套3-主轴4-过渡盘5-夹具体6-瓦7-夹紧套8-活动套9-定位销10-弹簧夹头11-锁紧档圈12-钢球13-拨叉14-传动链15-插销螺栓16-带肩螺母2、夹具动力部分夹具动力部分机构见图3:由固定块7和支架3将传动轴2、齿条轴6和回转气缸4等零件固定在车床床头箱前端,与夹紧机构通过拨叉8相连接。
TK13250E说明书
1) 旋转分度工作原理:转台整个传动链由电机13、一对啮合齿轮14.15、单级蜗杆副 及工作台组成,当电机接到由控制单元发出的启动信号后,经传动链驱动工作台旋转分 度,角度由程序控制。工作台到位后,电机精确停转定位,工作台靠蜗杆副自锁功能保 持准确的定位。此时,可进行较低切削扭矩的零件的加工。
2) 工作台刹紧工作原理:工作台后端安装刹紧片,当工作台刹紧腔通入压力气(油) 后,活塞压紧刹紧片,实现工作台的刹紧,当工作台刹紧腔压力气(油)后卸压后,活 塞在弹簧作用下,由压紧位置回到脱开位置,实现工作台的松开。即:活塞的压紧运动 是由压力气(油)完成,松开时靠弹簧弹力,因此转台松开时,刹紧腔必须迅速卸压。 在工作台刹紧腔的旁边还设计有与之贯通的小气(油)缸,小活塞上安装有发信块,其 用于感应传感器发出松开、刹紧电信号。当工作台刹紧缸腔通入压力气(油)的同时, 小气(油)缸的气(油)腔通压,小活塞弹出,发信块感应刹紧传感器,发出刹紧电信 号,同时,松开传感器处自由状态。当工作台松开口通入压力气(油)的同时,刹紧口 压力气(油)卸压,小活塞也受到气(油)压的作用移入,发信块感应松开传感器,发 出工作台松开电信号,同时刹紧传感器恢复自由状态。
共
第
12
4
页
页
共
12
页
OLI SPEED 电主轴说明书
OLI SPEED 电主轴说明书电主轴使用说明电主轴是一种高速高刚度精密的电动机,其由精密滚动轴承支承,油脂润滑,外循环水冷却,雕刻(铣)主轴一般为立式使用,使用的方法正确与否将直接影响雕刻和雕铣质量,以及主轴的工作寿命。
1、避免撞击强烈撞击,特别是主轴端部及前端盖部位绝不许撞击,否则会损坏精密轴承及主轴精度,造成主轴回转精度的丧失。
2、正确安装和夹紧安装前应确认主轴电机状态正常,主要指外观无损伤,主轴转动轻匀。
用500V摇表查定子之对地绝缘电阻在100мΩ以上。
主轴电机套筒外径与夹持座孔间的配合公差必须保证主轴电机之套筒能顺利滑入座孔,在任何情况下都不能使用锤子或其他工具来使主轴定位,夹紧力不宜过大,否则会造成精密轴承的钢球滚道变形,使主轴精度及寿命受到影响。
夹持后要检查主轴前端锥孔定心面的跳动应不大于0。
005MM,主轴回转轻匀。
3、筒夹(ER型)压帽和刀具的安装刀具的安装必须保证回转精度,否则会产生剧烈振动,影响雕刻(铣)质量和效率及轴承寿命。
必须十分小心的地擦净筒夹,压帽和刀具以及主轴前端之锥孔,装拆刀具应避免用力过猛。
组装后要查看刀具根部跳动﹤0。
015MM若超差要通过反复放松和拧紧并调整变换刀具柄接触面来纠正,若无改善要检查各接触面是否处于正常状态,切忌乱敲打。
4、启动前必须1)确认主轴套筒所须的循环冷却水已开通,冷却水的温度一般不要超过35°c,但也不宜过低,不宜直接接用自来水,因水温过低会造成主轴电机内部热空气遇冷而形成凝水影响绝缘和轴承生锈,冷却水流量一般可在3-5L、MIN,冷却水应干净无杂屑以防堵塞通道。
冷却水箱中水量约50L—100L,建议水泵用AB-25或AB-50。
进出水口不能相距太近,必须使水在箱内有一冷却过程,力求使进出口水温差能达到2—3°c,要避免造成热水循环而达不到冷却效果。
2)确认电源电压,频率与主轴匹配关系正确,按主轴名牌数据或产品检测报告中提供的电压与频率对应关系设置变频器的U、F 曲线,主轴插头座的1号芯接地,2、3、4号芯接变频器的UVW。
АТК 24.218.01-90螺纹加强管接头、丝堵、垫片典型结构图册(中俄)
АЛЬБОМ ТИПОВЫХ КОНСТРУКЦИЙБОБЫШКИ. ПРОБКИ И ПРОКЛАДКИКОНСТРУКЦИЯ. РАЗМЕРЫ И ОБЩИЕТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ螺纹加强管接头、丝堵、垫片典型结构图册结构、尺寸及总体技术要求АТК 24.218.01-90 24.218.01-90典型结构图册Предисловие前言1 РАЗРАБОТАНАкционерным обществом "Центральное конструкторское бюро нефтеаппаратуры" (АО "ЦКБН")《炼油设备中央设计所》股份公司编制。
2 ПРИНЯТ И ВВЕДЕН В ДЕЙСТВИЕ Указанием Министерства тяжелого машиностроения СССР ВА-002-1-6288 от 19 июня 1990 г.根据苏联重型机械制造部1990年6月19日BA-002-1-6288号令通过并生效。
3 ВЗАМЕН АТК 24.201.06-90 в части прокладки取代24.201.06-90典型结构图册中关于垫片部分的内容。
4 ПЕРЕИЗДАНИЕ 1995 г. июль с ИЗМЕНЕНИЕМ № 1根据1995年1号变更命令重新出版。
5 СРОК ПЕРВОЙ ПРОВЕРКИ - 2000 г.首次审查日期-2000年。
Периодичность проверки - 5 лет重审年限-5年。
АЛЬБОМ ТИПОВЫХКОНСТРУКЦИЙБОБЫШКИ. ПРОБКИ И ПРОКЛАДКИКонструкция. размеры и общиетехнические требования螺纹加强管接头、丝堵及垫片典型结构图册结构、尺寸及总体技术要求Дата введения 1995-08-01执行日期1995年8月1日1 Область применения适用领域Настоящий альбом типовых конструкций устанавливает конструкцию. размеры и общие технические требования на бобышки. пробки и прокладки. применяемые в сосудах. аппаратах и трубопроводах блоков для нефтеперерабатывающей. нефтехимической. нефтяной и газовой промышленности на условное давление Ру 16.0 МПа.本典型结构图册对炼油、石化、石油及天然气工业工作压力为16兆帕的容器、设备及成撬装置管线中所采用的螺纹加强管接头、丝堵及垫片的结构、尺寸和技术要求进行了规范2 Нормативные ссылки规范援引В настоящем альбоме использованы ссылки на следующие стандарты:本手册中援引了以下标准:ГОСТ 380-88 Сталь углеродистая обыкновенного качества. Марки. GOST-380-88 普通碳钢型号ГОСТ 481-80Паронит и прокладки из него. Технические условия. GOST481-80 橡胶石棉板及橡胶石棉垫技术条件ГОСТ 535-88Прокат сортовой и фасонный из стали углеродистой обыкновенного качества. Общие технические условия.GOST535-88普通碳钢型材轧件及定型轧件ГОСТ 1050-88Прокат сортовой. калиброванный со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общие технические условия.GOST1050-88 优质碳素结构钢冷拔条钢一般技术条件ГОСТ 1173-93 Ленты медные. Технические условия.GOST1173-93 铜条技术条件ГОСТ 2208-91 Ленты латунные общего назначения. Технические условия.GOST2208-91普通黄铜条技术条件ГОСТ 4543-71Сталь легированная конструкционная. Марки и технические требования.GOST4543-71合金结构钢技术条件ГОСТ 4986-79 Лента холоднокатаная из коррозионно-стойкой и жаростойкой стали. Технические условия.GOST4986-79 耐腐蚀抗高温冷轧钢条技术条件ГОСТ 5520-79Сталь листовая углеродистая низколегированная и легированная для котлов и сосудов. работающих под давлением. Технические условия.GOST5520-79锅炉和压力容器用碳素钢、低合金钢、合金钢板轧材技术条件ГОСТ 5632-72Стали высоколегированные и сплавы коррозионно-стойкие. жаростойкие и жаропрочные. Марки итехнические требования.GOST5632-72高合金钢和耐腐蚀、耐热及热强合金型号及技术要求ГОСТ 6211-81 Основные нормы взаимозаменяемости. Резьба трубная коническая.GOST6211-81 可互换性主要标准管道锥形螺纹ГОСТ 6357-81 Основные нормы взаимозаменяемости. Резьба трубная цилиндрическая.GOST6357-81可互换性主要标准管道柱形螺纹ГОСТ 7338-90 Пластины резиновые и резинотканевые. Технические условия.GOST7338-90橡胶板及夹布橡胶板技术条件ГОСТ 7350-77 Сталь толстолистовая коррозионно-стойкая. жаростойкая и жаропрочная. Технические условия.GOST7350-77耐腐蚀、抗热及热强后钢板技术条件ГОСТ 8479-70Поковки из конструкционной углеродистой и легированной стали. Общие технические условия.GOST8479-70碳化构造和合金钢制锻件一般技术条件ГОСТ 5949-75 Сталь сортовая калиброваная коррозионностойкая жаростойкая и жаропрочная. Технические условия.GOST5949-75标准耐腐蚀、抗热及热强优质钢材技术条件ГОСТ 9347-74 Картон прокладочный и уплотнительные прокладки из него.GOST9347-74 填充硬纸板及同材质的密封垫片ГОСТ 10007-80 Фторопласт-4. Технические условия.GOST10007-80氟层-4 技术条件ГОСТ 10549-80 Выход резьбы. сбеги. недорезы. проточки и фаски. GOST10549-80螺纹、尾扣、切槽、车削及坡口的末端ГОСТ 14637-89Прокат толстолистовой. из углеродистой стали обыкновенного качества. Технические условия.GOST14637-89 冷轧炭素钢规格ГОСТ 16093-81 Основное нормы взаимозаменяемости. Резьба метрическая. Допуски. Посадки с зазором.GOST16093-81 可互换性主要标准公制螺纹公差带间隙安装ГОСТ 19257-73 Отверстия под нарезание метрической резьбы. GOST19257-73 公制螺纹切制开孔ГОСТ 19281-89Прокат из стали повышенной прочности. Общие технические условия.GOST19281-89 刚强度轧钢一般技术条件ГОСТ 21348-75 Отверстия под нарезание трубной цилиндрической резьбы. Диаметры.GOST21348-75 管道柱形螺纹切制开孔直径ГОСТ 21350-75 Отверстия под нарезание трубной конической резьбы. Диаметры.GOST21350-75 管道锥形螺纹切制开孔直径ГОСТ 21631-76Листы из алюминия и алюминиевых сплавов. Технические условия.GOST21631-76 铝板及铝合金板技术条件ГОСТ 24705-81Основные нормы взаимозаменяемости. Резьба метрическая. Основные размеры.GOST24705-81 可互换性主要标准公制螺纹基本直径ГОСТ 25054-81 Поковки из коррозионно-стойких сталей и сплавов. Общие технические условия.GOST25054-81 耐腐蚀钢和合金制锻件一般技术条件ОСТ 26-291-94 Сосуды и аппараты стальные сварные. Общие технические условия.OST 26-291-94 钢材质焊接容器及设备一般技术要求ТУ 14-1-4853-90 Прокат толстолистовой стойкий к коррозионному растрескиванию. Технические условия.TU 14-1-4853-90 耐腐蚀龟裂厚轧钢板技术条件3 Конструкция и размеры结构及尺寸3.1 Бобышки по конструкции и размерам предусматриваются трех типов:螺纹加强管接头按照结构和尺寸分为三种类型:Тип 1 - для сосудов и аппаратов с толщиной стенки корпуса до 60 мм. который имеет четыре исполнения:类型1:用于本体壁厚为60毫米以下的容积及设备,分四种结构形式:исполнение 1 - с метрической резьбой (рисунок 1; 3. таблица 1);结构形式1—带公制螺纹(图1、3,表1)исполнение 2 - струбнойцилиндрическойрезьбой(рисунок1; 4. таблица 2);结构形式2—带管式柱形螺纹(图1、4,表2)исполнение 3 - с трубной конической резьбой (рисунок 1; 5. таблица 3);结构形式3—带管式锥形螺纹(图1、5,表3)исполнение 4 - с метрической резьбой. со скосом под приварку (рисунок 1; 6. таблица 4).结构形式4—公制螺纹带焊接斜角(图1、6,表4)Тип 2 - длясосудовиаппаратовстолщинойстенкикорпусасвыше60 мм. которыйимееттриисполнения:类型2:用于本体壁厚为60毫米以上的容积及设备,分三种结构形式:исполнение 1 - с метрической резьбой (рисунок 2; 3. таблица 5);结构形式1—带公制螺纹(图2、3,表5)исполнение 2 - струбнойцилиндрическойрезьбой(рисунок2; 4. таблица 6);结构形式2—带管式柱形螺纹(图2、4,表6)исполнение 3 - с трубной конической резьбой (рисунок 2; 5. таблица 7).结构形式3—带管式锥形螺纹(图2、5,表7)Тип 3 - бобышка специальная под пробку. для заглушкирезьбовых отверстий в устройствах для установки приборов на сосудах и аппаратах (рисунок 7).类型3:丝堵型专业螺纹加强管接头,用于容器及装置仪表设备的螺纹孔堵盖(图7)Тип 1类型1Рисунок 1图1Тип 2类型2Остальное - см. рисунок 1其他详见图1Рисунок 2图2Исполнение 1结构形式1Рисунок 3图3Исполнение 2结构形式2Рисунок 4图4Исполнение 3结构形式3Рисунок 5图5Исполнение 4结构形式4Рисунок 6图6Таблица 1表1 Размеры в миллиметрах 尺寸以毫米为单位М12 1.5M18 1.5М18 2.0М20 1.5М27 1.5М27 2.0М30 1.5М33 2.0М39 3.0Таблица 2表2 Размеры в миллиметрах尺寸以毫米为单位Таблица 3表3 Размеры в миллиметрах尺寸以毫米为单位Таблица 4表4 Размеры в миллиметрах尺寸以毫米为单位М12 1.5М18 1.5М18 2.0М20 1.5М27 1.5М27 2.0М30 1.5М33 2.0М39 3.0Таблица 5标5 Размеры в миллиметрах尺寸以毫米为单位М12 1.5М18 1.5M18 2.0M20 1.5М27 1.5M27 2.0M30 1.5M30 2.0M29 3.0Таблица 6表6 Размеры в миллиметрах尺寸以毫米为单位Таблица 7表7 Размеры в миллиметрах尺寸以毫米为单位Пример условного обозначениябобышки типа 1. исполнения 2. с резьбой G-3/8 длиной 100 мм. из стали 10Г2:以螺纹加强管接头类型1,制造形式2图例为例,有螺纹G-3/8长度100mm,10Г2型号钢:Бобышка 1-2-G-3/8-100-10Г2 АТК 24.218.01-90螺纹加强管接头1-2-G-3/8-100-10Г2 АТК 24.218.01-90То же. бобышки типа 2. исполнения 3 с резьбой Rс 1/4. длиной 100 мм из стали 09Г2С:以螺纹加强管接头类型2,制造形式3图例为例,有螺纹Rс 1/4,长度100mm,09Г2С材质钢:Бобышка 2-3- R c 1/4-100-09Г2С АТК 24.218.01-90螺纹加强管接头2-3- R c 1/4-100-09Г2С АТК 24.218.01-90Тип 3 类型3Масса - 0.05 кг重量- 0.05千克(图中фаска-坡口)Рисунок 7 图7Примерусловногообозначениябобышкитипа 3 срезьбойМ12 1.25 изстали 10Г2:以螺纹加强管接头类型3图例为例,有螺纹М12 1.25,10Г2型号钢:Бобышка 3-М12 1.25-10Г2 АТК 24.218.01-90螺纹加强管接头3-М12 1.25-10Г2 АТК 24.218.01-903.2 Пробкипоконструкциииразмерампредусмотренытрехисполнений:丝堵结构和尺寸被规定了的三种制造形式:исполнение 1 - сметрическойрезьбой (рисунок 8. таблица 8);制造形式1—带有米制螺纹(图8,表8);исполнение 2 - струбнойцилиндрическойрезьбой(рисунок8. таблица 9);制造形式2—带有圆形管螺纹(图8,表9);исполнение 3 - с трубной конической резьбой (рисунок 9. таблица 10). 制造形式3—带有锥形管螺纹(图9,表10)。
1图看懂刀具装夹使用方法:弹簧夹头刀柄工作原理
1图看懂刀具装夹使用方法:弹簧夹头刀柄工作原理
弹簧夹头刀柄是用来装置在铣床上的一种用来禁锢钻头或者是铣刀的一种筒形的夹具。
弹簧夹头刀柄工作原理结构图如下:
夹头装入锁紧螺母内,然后将装有弹簧夹头的锁定螺母轻轻拧在刀柄、接杆或者主轴上。
依靠弹钢的弹性进行加紧,松夹方便,多用于夹持轻、中型载荷切削的刀具。
常用于立铣刀、钻头、丝锥、铰刀、中心钻等切削刀具的夹持。
通过更换不同的夹头,来改变夹持范围。
装夹时要将弹簧夹头、锁紧螺母的螺纹部分及定位面、锥面清理干净。
在夹头与锁紧螺母的安装过程中,夹头与锁紧螺母必须倾斜一定的角度,然后放入锁紧螺母的锁紧卡槽内。
不可用加长强力扳手扭力过紧,防止陨坏刀具和夹具。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
不锈钢2.35接头
共 张 第 张
CAD
3.2
a 0.01 B a 0.01 B a 0.01 B O 7.4 O 8
0.8 12 0
其余
40° ±0.05
B M 8 ×0.85 10.4
°
O 5
A
8 12 26.7
A
O 2.35 ±0.01
9
l 0.02 B
a 0.01 B
30°
剖剖 A-A
CAD
l 0.01 B 01 . 0 ± 35 2.
0.5
0.8 20° ±0.05
0.8
O 4.2
0.8
O 4.1
O 4.88
A
A
7 32.4 20.7 1 B
O
2.5
a 0.005 B
2 M 3.5 ×0.35
a 0.005 B 0.8
8
O 3.15
18 6. R 14.77
8
剖剖 A-A
借(通)用件登记
1.6 1.6 1.6
1.6
1.6
R9
10.7 16
借(通)用件登记
绘
图
旧底图总号
技术要求: 1.调质HB205-255; 2.三条槽必须要等分; 3.产品试制时需要做动平衡测试; 4.表面发黑处理。 2.35接头
标记 处数 更改文件号 签 字 日期
底图总号
签
字
O 4.45
日
期
设 校 审 工
计 对 核 艺
绘
图
技术要求: 1.淬火处理HRC大于50; 2.未注倒角C0.2,未注圆角R0.2; 3.产品试制时需要做动平衡试验。
西门子工业软件(上海)有限公司
旧底图总号
底图总号
2
不锈钢
标记 处数 更改文件号 签 字 签 字 日期
日
期
设 校 审 工
计 对 核 艺
标准化 批 准 S 日 期
图样标记
重 量 比 例
标准化 批 准 S 日 期
图样标记
重 量 比 例
.008 2:1
45钢
共
张
第
张