锂电池隔膜涂布作业指导书
锂电池隔膜涂布工艺
锂电池隔膜涂布工艺
锂电池隔膜涂布工艺是一种关键的制造过程。
隔膜是锂电池的重要组
成部分,它主要用于分隔正负极,防止短路,同时也可以控制电池的
电解液的流动性,确保电池的安全性和性能。
隔膜涂布工艺主要分为干法和湿法两种。
干法涂布是将薄膜设备中的
塑料薄膜在真空室中进行涂布,通过高频辐射或静电作用使膜上的颗
粒物均匀分布在薄膜表面,从而形成均匀的涂层。
湿法涂布是将含有
颗粒物的液体混合物涂布在薄膜上,然后通过烘烤等工艺使液体挥发,留下均匀的颗粒分布。
无论是干法还是湿法涂布,都需要注意一些关键问题,如选用合适的
涂布原料、控制涂布厚度、控制涂布速度和温度等。
此外,为确保隔
膜质量和生产效率,还需要建立完善的涂布工艺控制系统,并严格遵
守相关的安全规范和品质标准。
隔膜涂布工艺在锂电池生产中十分重要,其质量和稳定性直接影响到
电池的性能和安全性。
因此,制造商应认真对待该工艺,并不断优化
和改进,以提高产品质量和生产效率。
未来,随着锂电池技术的不断
发展和应用领域的扩大,隔膜涂布工艺也将面临更多的挑战和机遇,
我们期待在这个领域看到更多的技术创新和实践经验的分享。
涂布作业指导书

涂布作业指导书一、任务背景涂布作业是一种常见的表面处理工艺,广泛应用于各个行业。
为了确保涂布作业的质量和效率,制定一份涂布作业指导书是非常必要的。
本文将详细介绍涂布作业的标准格式,以及在涂布作业过程中需要注意的事项。
二、涂布作业标准格式1. 作业概述在本部份,需要对涂布作业的目的和背景进行简要描述。
例如,涂布作业的目的是为了在产品表面形成一层保护膜,提高产品的耐磨性和美观度。
2. 作业流程在本部份,需要详细描述涂布作业的流程步骤。
例如:- 准备工作:包括清洁工作区域、准备涂布材料和工具等。
- 预处理:根据产品的要求,进行必要的表面处理,例如打磨、除尘等。
- 涂布操作:根据涂布材料的特性,选择合适的涂布方法,如刷涂、喷涂等。
- 干燥和固化:根据涂布材料的要求,进行适当的干燥和固化处理。
- 检验和包装:对涂布后的产品进行质量检验,并进行适当的包装。
3. 作业要求在本部份,需要列出涂布作业的具体要求。
例如:- 涂布材料:要求使用符合相关标准的涂布材料,确保产品的质量和安全性。
- 涂布厚度:根据产品的要求,确定涂布的厚度范围,并进行相应的控制。
- 干燥时间:根据涂布材料的要求,确定干燥时间,并确保产品在规定时间内彻底干燥。
- 包装要求:根据产品的特性和运输需求,确定适当的包装方式和要求。
4. 安全措施在本部份,需要列出涂布作业过程中需要注意的安全事项和措施。
例如:- 穿戴个人防护装备:包括手套、口罩、护目镜等,以保护涂布操作人员的安全。
- 通风设施:确保作业区域有良好的通风条件,避免有害气体的积聚。
- 废液处理:涂布作业产生的废液需要进行正确的处理,避免对环境造成污染。
5. 质量控制在本部份,需要描述涂布作业过程中的质量控制措施。
例如:- 涂布厚度测量:使用合适的测量工具,对涂布后的产品进行涂布厚度的测量,并进行记录。
- 质量检验:对涂布后的产品进行质量检验,确保产品符合相关标准和要求。
- 不良品处理:对于不符合质量要求的产品,进行及时的处理和追溯,避免不良品流入市场。
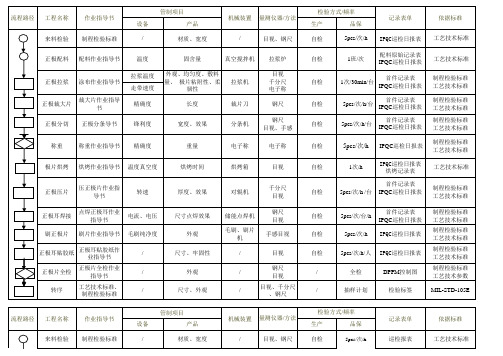
锂电池 QC工程表(1-4车间)
铝壳卷绕作业指 导书
卷芯TQC全检
TQC测短路作业 指导书
设备
管制项目 产品
/
尺寸、效果
卷针光滑度 电压
卷针尺寸、卷芯尺寸、 卷芯质量
正负极摆放位置 外 观、短路
机械装置 量测仪器/方法
刀片 卷绕机 高压测试仪
钢尺、目视
卡尺 目视 高压测试仪 目视
吸尘
吸尘作业指导书
/
外观
吸尘器
目视
压芯 贴胶纸
压卷芯作业指导 压力、时间、
正极分切 正极分条导书
锋利度
宽度、效果
分条机
目视 千分尺 电子称
钢尺
钢尺 目视、手感
称重
称重作业指导书 精确度
重量
电子称
电子称
极片烘烤 烘烤作业指导书 温度真空度
烘烤时间
烘烤箱
目视
正极压片
压正极片作业指 导书
转速
正极耳焊接
点焊正极耳作业 指导书
电流、电压
刷正极片 刷片作业指导书 毛刷纯净度
正极耳贴胶纸
流程路径 工程名称
作业指导书
来料检验 制程检验标准
设备 /
管制项目 产品
材质、宽度
机械装置 量测仪器/方法
/
目视、钢尺
正极配料 配料作业指导书
温度
固含量
真空搅拌机 拉浆炉
正极拉浆 涂布作业指导书
正极裁大片
裁大片作业指导 书
拉浆温度 走带速度
精确度
外观、均匀度、敷料 量、 极片粘附性、柔
韧性
长度
拉浆机 裁片刀
目视 目视 目视
/ 电流、电压
/
盖壳相对位置 短路、外观 短路、外观
锂电池制造 正极转移涂布作业指导书(标准详细)

正极转移涂布作业指导书工序号3工序名正极涂布特殊特性●是○否页码共2页第1页版本号 2.0 操作流程类别序号项目操作内容注意事项产前准备①来料确认1、确认浆料是否为所要涂布的类型,是否超期,涂布前先目测每批次浆料外观,涂布时搅拌罐缓慢搅拌;2、确认箔材规格、厂家、型号是否符合涂布标准;3、确认箔材面密度,每次取三个样,并记录平均值。
1、箔材面密度★=箔材重量/箔材面积(标准小样面积20.0±0.1cm2)。
2、浆料保质期:A5E2、A5E2-1、高倍率铁锂(DY-1、T2、A11)、LD或LD-2系列的浆料保质期为48小时,其他系列的浆料保质期为72小时;②设备检查1、确认NMP溶剂回收系统风机是否正常运转;2、打开涂布机电源,进入系统打开前后压杆和纠偏,点击回机械原点;3、确认牵引带的穿带位置是否正确,并选择正确的放卷/收卷路径;4、自动上料机与自动加料机检查;5、检查涂布机气压是否正常,气压报警装置是否正常;6、检测匀浆机是否正常,并用酒精将搅拌桨清洗干净;机头匀浆时间应在30分钟以上(搅拌频率8-12Hz)。
1、涂布机开机前要开启NMP回收系统;2、正极涂布目前采用2级过滤,自动加料机与自动上料机采用100目或150目滤网过滤。
自动加料机过滤器每周至少清洗一次,换系列时必须清理后生产。
清洗要求:用回收NMP洗净后用干抹布擦干,放入烤箱120℃烘烤2h(可放入烤箱部分);上料罐(不可放入烤箱部分)干抹布擦净浆料后用酒精润湿的干抹布再充分擦洗3次,最后车间内晾干。
③电子天平检查使用标准砝码对电子天平进行校准,并且确保电子天平水平,能够正常使用。
④车间温湿度检查确认正极涂布车间机头机尾温湿度,每班记录2次。
正极涂布车间温湿度必须要控制在标准内,若温湿度不符合标准,则不能进行作业,待温湿度达到标准后才能进行作业。
⑤防护用具佩戴手套、口罩、劳保鞋、工作帽类别序号项目操作步骤技术要求注意事项作业实施①基本参数调节根据电芯制作工艺单设定涂布方式,涂布宽度、留白、边距(若为间隙涂布,调整削薄相关参数)。
锂离子电池涂布工艺控制要点

Max Range:10mg
减小涂布辊跳动能显著提高涂布重量的一致性。
2.3.3,涂布设备---机器结构(干燥系统)
3 ,干燥系统
干燥系统
换热器,疏水阀
烘箱,风机 控制机构:温度表
控制系统
反馈机构:温度探头
执行机构:比例调节阀
热风循环装置
蒸汽加热装置
烘箱
2.3.3,涂布设备---机器结构(干燥系统)
第一段和最后一段
设定温度℃ 80~110
设定温度℃ 115~130
显示温度 设定温度±10℃
中间段 显示温度 设定温度±5℃
进风角度 30~60°
进风角度 30~90°
抽风角度 10~50°
抽风角度 10~50°
2.1,涂布设备---涂布机类型划分
按照涂布方式划分,常见的涂布机有:
1,转移涂布机 2,挤压涂布机 3,浸泡式涂布机
合格浆料 浆料液面高度标准
涂布机输送系统 输送启动开关
流程 上箔 设定纠偏 张力设置
输出
合适的安装位置 箔/轴间套装牢固
走带不偏移
走带速度恒定
输入
电热风筒 钢尺/千分尺 打孔器/分析天平
千分表/调节螺杆 定位块/操作员技能
宽度限位档条 工艺标准要求
调节刀口间隙
安装料槽
安装宽度 限位档条
调节涂布 辊与背辊间
自动测厚仪
手工测厚
1.6.1,涂布工序---产品关键参数控制(厚度)
自动测厚仪
1.6.2,涂布工序---产品关键参数控制(尺寸)
2,尺寸控制: 2.1 测量方法:使用精度为0.5mm的软尺(不到1m的可以使用钢板尺)测量。 2.2 控制要求: 首件规格:目标尺寸 ±1mm 2.3 过程监测方式: 光纤在线测量和手工软尺在线测量两种方式。
锂电池隔膜涂布工艺流程

锂电池隔膜涂布工艺流程锂电池隔膜涂布工艺流程随着电动车、智能手机、可穿戴设备等电子产品的普及,锂电池作为一种高性能、高能量密度的电池技术,受到了广泛的关注和应用。
锂电池的性能和安全性取决于很多因素,其中隔膜是关键的组件之一。
隔膜的涂布工艺对锂电池的性能和生命周期有着重要影响。
本文将深入探讨锂电池隔膜涂布工艺流程的各个方面,帮助读者深入理解这一重要工艺。
一、介绍锂电池隔膜涂布工艺1. 隔膜的作用锂电池隔膜主要用于防止正负极之间的直接接触,以避免短路事故的发生。
隔膜还需要具备良好的电导性和离子传输性能,以提高电池的能量输出效率。
2. 涂布工艺的作用涂布工艺是将隔膜材料均匀地涂布在电池极片上的过程。
通过涂布工艺可以控制隔膜的厚度和均匀性,以及涂布速度和温度等参数的调节,从而影响锂电池的性能。
二、锂电池隔膜涂布工艺流程详解1. 准备工作在进行隔膜涂布之前需要进行准备工作。
首先是检查涂布设备的状态,确保设备正常运行,并清洁设备以保证工艺的稳定性。
需要准备好隔膜材料和溶液以及相应的工艺参数设定。
2. 材料处理隔膜材料通常以卷状供应,需要在涂布前进行切割、矫正和烘干等处理,以保证隔膜的尺寸和质量满足要求。
这一步骤对保证涂布质量和均匀性非常重要。
3. 涂布工艺参数设置涂布工艺参数的设置包括涂布速度、涂布温度和压力等。
这些参数的选择和调节需要考虑隔膜材料的性质和要求,并通过实验和试验确定最佳参数。
4. 涂布过程涂布过程是将隔膜材料均匀地涂布在电池极片上的过程。
通常使用滚轮或刮板等涂布装置,将隔膜材料从涂布槽中提取,并均匀地覆盖在电池极片上。
涂布过程需要控制涂布厚度和均匀性,以避免涂布过多或不足造成的问题。
5. 烘干和固化涂布完成后,需要对隔膜进行烘干和固化,以确保涂布层的稳定性和质量。
烘干过程需要控制温度和时间,避免过热或过干导致的问题。
三、锂电池隔膜涂布工艺中的关键问题和改进方向1. 涂布均匀性涂布均匀性是影响涂布质量的关键因素之一。
锂电池涂布岗位工作流程

锂电池涂布岗位工作流程英文回答:Lithium Battery Coating Process Workflow.The lithium battery coating process is a critical stepin the manufacturing of lithium-ion batteries. The coating process involves applying a thin layer of active materialto a metal foil substrate. The active material is typically a lithium-metal oxide, such as lithium cobalt oxide (LiCoO2) or lithium manganese oxide (LiMn2O4). The metal foil substrate is typically aluminum or copper.The coating process can be divided into several steps:1. Substrate preparation: The metal foil substrate is cleaned and prepared to receive the active material coating. This may involve etching the surface of the foil to createa roughened surface, which will help to improve theadhesion of the coating.2. Slurry preparation: The active material is mixed with a solvent and a binder to form a slurry. The binder is a material that helps to hold the active material particles together and to the metal foil substrate.3. Coating: The slurry is applied to the metal foil substrate using a variety of techniques, such as blade coating, roll coating, or spraying.4. Drying: The coated foil is dried to remove the solvent.5. Calendering: The dried foil is calendared to press the active material particles together and to improve the adhesion of the coating to the metal foil substrate.6. Slitting: The coated foil is slit into strips of the desired width.7. Winding: The strips of coated foil are wound into a jelly roll shape.8. Packaging: The jelly roll is packaged into a battery cell.The coating process is a critical step in the manufacturing of lithium-ion batteries. The quality of the coating will affect the performance of the battery, including its capacity, power, and cycle life.中文回答:锂电池涂布岗位工作流程。
锂电池生产贴底胶纸作业指导书

三.注意事项:
1.所贴底胶应平整、无长尾、极片无外露现象;
2.胶纸不能有重叠现象;
3.包胶纸后极片不能有反包现象。
签名&日期
贴底胶纸作业指导书
(组装)
文件编号
JKW-SOP-0024
起草版本A.0 Nhomakorabea审核发行/生效日期
批准
分页/总页
贴底胶纸作业指导书(组装)
操作步骤:
一.作业前的准备:
1.清洁作业环境,戴好手套等。
2.准备好作业所需的OPP胶纸(42及以下厚度的电池用15mm宽的胶纸,42以上的电池用20mm宽的胶纸)。
3.检查胶纸裁切机是否正常,装上OPP胶纸调试裁切长度,一般电芯裁切OPP胶纸长度为(电芯宽度+2mm)为佳长度。
二.作业过程:
1.启动胶纸裁切机,裁切OPP胶纸。
2.将贴好顶胶的卷芯放在左手边,左手拿电芯,右手取裁切好的一片OPP胶纸贴在卷芯底部,电芯两边超出的胶纸余量基本一致,用手稍稍捏紧电芯,顺着电芯底部将胶纸对折并贴紧电芯;
带盖帽正极耳负极耳
顶胶所贴位
卷绕所贴胶纸
5~8mm
底胶所贴位
贴底胶示意图
3.将贴好底胶纸的电芯及时转入下一道工序入壳工序。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
数据符合标准后(只针对首件或换 料
、换规格)检查收卷伺服、涂布压 辊
、冷却压辊、静电开关有无按亮确 认
OK后按运行。
工艺作业
第二版 修改状态 2014/11/1 页码 图片
第二次 5/7
注意要点:
a:正常换卷操作无需先做实验数据。
b:运行前必须先确认前几步动作的执 行。 编制:
审核:
审批:
文件编 号: YH\I-
文件名称
作业指导书
陶瓷涂膜涂布作业过程
版本号
文件编号
生效日期
作业顺序
巡检操作: 1:机器运行后连续观看50M涂布
途痕情况(注意有无异常情况)。
工艺作业
第二版 修改状态 2014/11/1 页码 图片
第二次 6/7
2:自检涂布好隔膜查看有无异
常,无异常及时贴上标识放置在指 定
区域等待品质人员检验。如有需复 卷
工艺作业
第二版 修改状态 2014/11/1 页码 图片
第二次 2/7
编制:
审核:
审批:
文件编 号: YH\I-
文件名称
作业指导书
陶瓷涂膜涂布作业过程
版本号
文件编号
生效日期
作业顺序
机尾作业 1:按“纠偏居中”查看隔膜涂布
情况(有无漏途、途痕有无明显道
子)接带位置过去50公分后“按停
止”按钮,
工艺作业
文件编 号: YH\I-
作业过程
版本号
文件编号
生效日期
作业顺序
准备作业
1、检查环境温湿度开启空调,除湿机 。
2、清洁各个辊轴,检查连接处是否松 动。
3、领取待涂布隔膜、浆料。
4、连接引带,供料。
5、按照涂布工艺单在机头显示屏设定 开机数据。
6、查看涂布辊刮料情况。
7、涂布辊按钮调到离的状态。
注意要点: a:空调模式为(抽湿)、设备运行时
严禁擦拭滚轴。 b:工艺参数严禁私自更改。 c:注意涂布辊刮料均匀度。
工艺作业
第二版 修改状态 2014/11/1 页码 图片
第二次 1/7
编制:
审核:
审批:
文件编 号: YH\IZZB-01
文件名称
作业指导书
陶瓷涂膜涂布作业过程
版本号
文件编号
生效日期
第二版 修改状态 2014/11/1 页码 图片
第二次 3/7
注意要点: a:注意按钮顺序。 b:注意纠偏极限。
编制:
审核:
审批:
文件编 号: YH\I-
文件名称
作业指导书
陶瓷涂膜涂布作业过程
版本号
文件编号
生效日期
作业顺序
2:按灭“收卷压辊”“收卷伺
服”“压带” 换卷接带打气(纸筒
居中),调整纠偏(显示感应位置
45-55按自动)按亮“收卷伺服”。
工艺作业
第二版 2014/11/1 图片
修改状态 页码
第二次 4/7
注意要点: a:注意按钮顺序。 b:注意纸筒收卷情况。
编制:
审核:
审批:
文件编 号: YH\I-
文件名称
作业指导书
陶瓷涂膜涂布作业过程
版本号
文件编号
生效日期
作业顺序 3:立即截取一小节做实验,实验
或待处理隔膜及时复卷处理。
注意要点: a:每次换卷后必须查看隔膜情况。
b:异常隔膜与成品隔膜必须注意区分 摆放标
识,及时处理。 编制:
审核:
审批:
文件编 号:
文件名称
作业指导书
陶瓷涂膜涂布作业过程
版本号
文件编号
生效日期
作业顺序
3:不定时巡检查看涂布途痕情况 、
复卷情况、料盒刮料情况、回流浆 料
使用情况、工艺控制点的检查项目
(涂布工艺控制点检查表)情况。 如
有异常及时调整记录《涂布异常控 制
点考核表》,调试失败及时汇报上
注意要点:
a:出现任何异常、都必须在异常控制点上 记录清晰(时间、损耗、调整方式)。
b:遇到处理不了的异常时及时汇报。
编制:
审核:
工艺作业 第二版 修改状态 2014/11/1 页码 图片
审批:
第二次 7/7
作业顺序
机头作业 a:按气胀轴定位-换卷接带(居
中
、平行)-测宽度(直尺)-打气-按 卷
径复位-运行-纠偏调整(显示感应 位
置45-55按自动)。
b:接带位置过去50公分后涂布辊 注打意要点:
a:每次换卷必须卷径复位、及时打气。 b:测量宽度时注意隔膜平整度。 c:换卷时注意观察基材隔膜外观,张力情 况。