回原点程序顺序功能图
模块五 任务二 步进指令及顺控程序

STL触点具有三个功能:
对负载的驱动处理 指定转换条件 指定转换目标 状态继电器(S)编制顺序控制程序时,应与STL指令一起使用。 S0~S9用于初始步; S10~S19用于自动返回原点。
25
高铁学院
二、步进梯形图
用步进指令可以将顺序功能图转换为步进梯形图,也可以直接 编写步进梯形图。对梯形图和顺序功能图应注意以下几点: 1.状态的动作与输出的重复使用
16
高铁学院
四、绘制顺序功能图注意事项
(1)两个步绝对不能直接相连,必须用一个转换将它们隔开。 (2)两个转换也不能直接相连,必须用一个步将它们隔开。 (3)顺序功能图中的初始步一般对应系统等待起动的初始状态。 (4)自动控制系统应能多次重复执行同一工艺过程。 (5)在顺序功能图中,只有当某一步的前级步是活动步时,该步才
五、顺序功能图举例
板料右行
19
高铁学院
1.剪板机动作控制
五、顺序功能图举例
压钳下行 剪刀下行
20
高铁学院
五、顺序功能图举例
压钳、 剪刀上行
21
任务二 编程方法
曹楚君 机车车辆教研室
高铁学院
1 2 3 4
目录
步进指令
步进梯形图 步进指令的表示及其动作 绘制顺序功能图注意事项
4
顺序功能图举例
23
步进起始指令
52
高铁学院
用LD或LDI指令设 用 OUT 指令设 置转移条件 以 STL 指令开始 用 SET 指令 置动作 设置动作母线 设置状态
53
高铁学院
二、选择分支与汇合流程设计
【应用范例】洗车流程控制
54
高铁学院
项目说明:
①若方式选择开关(COS)置于手动方式,当按下START启动后, 则按下列程序动作: 执行泡沫清洗(用MC1驱动); 按PB1则执行清水冲洗(用MC2驱动); 按PB2则执行风干(用MC3驱动); 按PB3则结束洗车。 ②若方式若选择开关(COS)置于自动方式,当按START启动后, 则自动按洗车流程执行。其中泡沫清洗10秒、清水冲洗20 秒、风干5秒,结束后回到待洗状态。 ③任何时候按下STOP,则所有输出复位,停止洗车
步进指令

与图5-8对应的语句表如下
STL S 21 LD X 2 LD X 3 LD X 4
OUT
LD SET
Y
X S
1
1 22
SET
STL
S 23
S 23
SET
STL
S
S
25
25 5
SET
STL
S
S
26
26 6
OUT Y 3
OUT Y
OUT Y
SET
STL
S
S
24
22
STL
S 24
STL
STL
S
S
23
25
(二)手动方式程序 手动方式梯形图程序 如图5-12所示。S0为 手动方式的初始状态。 手动方式的夹紧、放 松及上升、下降、左 移、右移是由相应按 钮来控制的。
三)回原点方式程序 回原点方式状态图程 序如图5—l 3所示。 S1是回原点的初始状 态。回原点结束后, M8043置1。
(四)自动方式自动方式的状态图已在图53列出、其中S2是自动方式的初始状态。 状态转移开始辅助继电器M8041、原点 位置条件辅助继电器M8044的状态都是 在初始化程序中设定的,在程序运行中 不再改变。图5-3
该机械手工作方式有手 动、单步、一个周期和 连续工作(自动)四种形式。 简易机械手的操作面板 如图5-l0所示。工作方式 选样开关分四档与四种 方式对应。上升、下降面板上标明 的几种工作方式说明如 下:
手动方式是指用各自的按钮使各个负载单独接 通或断开。 回原点:按下此按钮,机械手自动回到原点。 单步:按动一次启动按钮,前进一个工步。 单周期:在原点位置按动启动按钮,自动运行一 遍后再在原点停止。若在中途按动停止按钮, 则停止运行;再按启动按钮,从断点处继续运 行,回到原点处自动停止。 连续工作(自动状态):在原点位置按动启动按 钮,连续反复运行。若中途按动停止按钮,运 行到原点后停止。
顺序功能图SFC

使用步进指令需要说明的问题
12. 状态转移瞬间(一个扫描周期),由于相邻两个 状态同时接通,对有互锁要求的输出,除在程序中 应采取互锁措施外,在硬件上也应采取互锁措施, 其实现方法如图所示 。
4. 仿STL指令的编程方式
M4 X0
Y11 Y12 快进
Y10 Y11 工进1
Y11
工进2
Y12 Y13 快退
M1
X1
M2
X2
M3
X3
M4
X0
M1 M2 M3 M1 M4 M2
M4
SET M0 SET M1 RST M0 SET M2 RST M1 SET M3 RST M2 SET M4 RST M3 SET M0 RST M4
状态转移图
状态转移图简称SFC):是 用状态继电器 来描述工步转移的图形。
状态Sn
转移条件
状态Sm
满足转移条件时,实现状态转移,即上一状态(转 移源)复位,下一状态(转移目标)置位。
指令表
对步进接点用步进指令STL编程; 当步进控制范围结束时,用步进返回
指令RET; 与步进接点相连的触点用LD/LDI指
M1
X3
M2
X4
M3
X2
M4
X0
M6
X1
M5
M7
M8
C0
M8
C0
M8
SET M0 SET M1 RST M0 SET M2 RST M1 SET M3 RST M2
SET M4 SET M6 RST M3 SET M5 RST M4 SET M7 RST M6 SET M8 RST M5 RST M7 SET M1 RST M8
西门子顺序功能图语言S7 Graph的应用

5.6 顺序功能图语言S7 Graph 的应用5.6.1 S7 Graph 语言概述S7 Graph 语言是S7-300/400的顺序功能图语言,遵从IEC 61131-3标准的规定。
1.顺序控制程序的结构一个顺序控制项目至少需要一个调用S7 Graph FB 的块,一个S7 Graph FB 和它的背景数据块。
CALL FB1, DB1SQ_INIT :=OB/FB/FCFB1DB1永久性指令永久性指令S7 Graph 功能块FB1的背景数据块图5-45 顺序控制系统中的块图5-46 S7 Graph 编辑器步与转换跳步分支中止选择序列的分支选择序列的合并并行序列的分支并行序列的合并选择对象预选/直接插入监视时间T 插入监视时间U 插入永久条件插入动作插入永久性FB ,FC 调用插入顺序控制器“Drag and Drop ”模式时与鼠标一起移动的图形图5-49 顺序控制器工具条与移动的图形3.S7 Graph 的显示模式在View 菜单中选择显示顺序控制器(Sequencer )、单步和永久性指令。
(1)在顺序控制器显示方式,执行菜单命令“View>Display with ”,可以选择:Symbols :显示符号表中的符号地址; Comments :显示块和步的注释;Conditions and Actions:显示转换条件和动作;Symbol List:在输入地址时显示下拉式符号地址表。
(2)单步显示模式只显示一个步和转换的组合,还可以显示Supervision:监控被显示的步的条件;Interlock:对被显示的步互锁的条件;执行命令“View>Display with> comments”显示和编辑步的注释。
用“↑”键或“↓”键可以显示上一个或下一个步与转换的组合。
(3)在“permanent instructions”(永久性指令)显示方式,可以对顺序控制器之前或之后的永久性指令编程。
1、物料搬运机械手系统plc设计

物料搬运机械手系统PLC 编程设计课程名称:可编程控制器原理及应用 任课教师:冯治国老师 班级:机制102班 学号: 姓名:一、设计题目及概述(一) 设计题目如图1所示为一简易物料搬运机械手的工艺流程图。
该机械手是一个水平/垂直位移的机械设备,其操作是将工件从左工作台搬运到右工作台,由光耦合器VLC 来检测工作台上有没有工件。
机械手通常位于原点,它的动作全部由气缸驱动,而气缸则由相应的电磁阀控制。
其中,上升/下降和左移/右移分别由双线圈二位电磁阀控制,放松/夹紧由一个单线圈二位电磁阀(称为夹紧电磁阀>控制。
成绩图1 简易物料搬运机械手(二)设计概述PLC控制系统的设计包括3个重要的环节,其一是通过控制任务的分析,确定控制系统的总体设计方案;其二是根据控制要求确定硬件构成方案;其三是设计出满足控制要求的应用程序。
二、对设计任务的深入调查研究(一)机械手的工作方式此系统需要具备多种工作方式,如既能自动的循环运行一个过程,也能进行手动操作运行一个工作步等。
常见的工作方式有联系、单周期、单步和手动。
1.单周期方式机械手在原位压左限位开关和上限位开关。
按一次操作按钮机械手开始下降,下降到左工位压动下限位开关后自停;接着机械手夹紧工件后开始上升,上升到原位压动上限位开关后自停;接着机械手开始右行直至压动右限位开关开关后自停;接着机械手下降,下降到右工位压动下限位开关<两个工位用一个下限位开关)后自停;接着机械手放松工件后开始上升直至压动上限位开关后自停<两个工位用一个上限位开关);接着机械手开始左行直至压动左限位开关后自停。
至此一个周期的动作结束,再按一次操作按钮则开始下一个周期的运行。
2.连续方式启动后机械手反复运行上述每个周期的动作过程,即周期性连续运行。
3.单步方式每按一次操作按钮,机械手完成一个工作步。
例如,按一次操作按钮机械手开始下降,下降到左限位压动下限位开关自停,欲使之运行下一个工作步,必须再按一次操作按钮等。
运动控制器“原点返回”的14种模式及参数说明
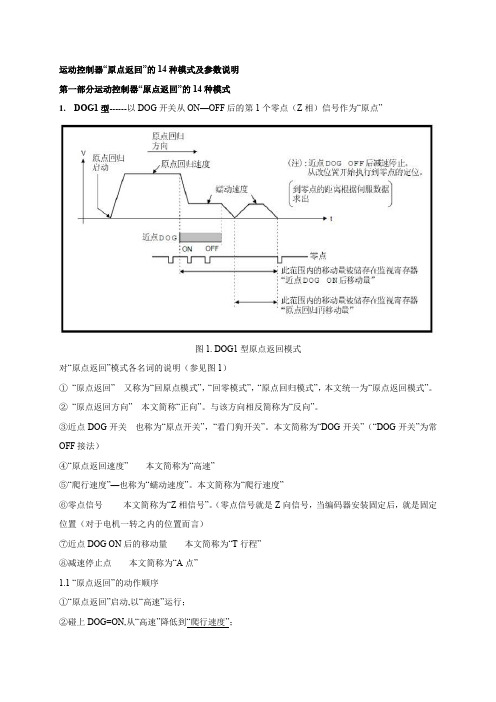
运动控制器“原点返回”的14种模式及参数说明第一部分运动控制器“原点返回”的14种模式1.DOG1型------以DOG开关从ON—OFF 后的第1个零点(Z相)信号作为“原点”图1. DOG1型原点返回模式对“原点返回”模式各名词的说明(参见图1)①“原点返回”---又称为“回原点模式”,“回零模式”,“原点回归模式”,本文统一为“原点返回模式”。
②“原点返回方向”---本文简称“正向”。
与该方向相反简称为“反向”。
③近点DOG开关---也称为“原点开关”,“看门狗开关”。
本文简称为“DOG开关”(“DOG开关”为常OFF接法)④“原点返回速度”------本文简称为“高速”⑤“爬行速度”—也称为“蠕动速度”。
本文简称为“爬行速度”⑥零点信号-------本文简称为“Z相信号”。
(零点信号就是Z向信号,当编码器安装固定后,就是固定位置(对于电机一转之内的位置而言)⑦近点DOG ON后的移动量------本文简称为“T行程”⑧减速停止点------本文简称为“A点”1.1 “原点返回”的动作顺序①“原点返回”启动,以“高速”运行;②碰上DOG=ON,从“高速”降低到“爬行速度”;③当DOG从ON---OFF,从“爬行速度”减速停止,速度降为零。
又从“零速”上升到“爬行速度”,当检测到第1个“Z相信号”时,该“Z相信号”位置就是“原点”。
同时该轴停止在原点位置上。
(从“减速停止点A”到“Z相)信号”点是定位过程,所以能够精确定位)1.2 “原点返回”不能正常执行的原因(1)从“原点返回启动位置”到“减速停止点A”这一区间内如果没有经过“Z相信号”点一次,(Z相通过信号M2406+20N),系统会产生报警(ZCT)并减速停止。
(ZCT)(错误代码120). “原点返回”不能正常执行。
(这种情况是“原点返回启动位置”到“DOG”距离很短。
走完DOG的行程还没经过“Z相信号”,系统无法识别“Z相信号”位置。
PLC步进指令及顺控程序设计

4、分支、汇合的组合流程 有些状态转移图是若干个或若干类分支、汇合流程的组合。有的分支、汇合的组合流程不能直接编程,需要转换后才能进行编程,如图,应将左图转换为可直接编程的右图形式。如图所示。
5、虚设状态 有一些分支、汇合组合的状态转图如图所示,它们连续地直接从汇合线转移到下一个分支线,而没有中间状态。这样的流程组合既不能直接编程,又不能采用上述办法先转换后编程。这时需在汇合线到分支线之间插入一个状态,以使状态转移图与前边所提到的标准图形结构相同。如图所示。
操作步骤
(1)连接3台电动机顺序启动控制电路。 (2)将编好的步进指令程序写入PLC。 (3)使PLC处于运行状态,并进入程序监控状态。 (4)PLC上输入继电器X0指示灯应点亮,表示热继电器和停止按钮连接正常。 (5)按下启动按钮SB2,第1台电动机启动;运行5s后,第2台电动机启动;M2运行15s后,第3台电动机启动。 (6)按下停止按钮SB1,3台电动机全部停机。
6、分支数的限定 FX2N系列 PLC中一条并行分支或选择性分支的电路数限定为8条以下;有多条并行分支与选择性分支时,每个初始状态的电路总数应小于等于16条,如图所示。
例:实现运料小车控制
任务引入
在多分支结构中,根据不同的转移条件来选择其中的某一个分支,就是选择流程模式。运料小车在左边装料处(X2限位)从a、b两种原料中选择一种装入,然后右行,自动将原料对应卸在A(X3限位)、B(X4限位)处,然后返回装料处,卸料时间20s。用开关X0的状态选择在何处卸料,当X0=1时,选择卸在A处;当X0=0时,选择卸在B处。
相关知识
将固定电压和频率的交流电变换为可变电压和频率的交流电的装置称为“变频器”。变频器首先将交流电变换为直流电,然后再将直流电变换为电压和频率可变的三相交流电去驱动三相异步电动机,由于异步电动机的转速与电源频率成正比,所以电动机可以平滑调速。 在变频器上通常都有主电路接线端和控制电路接线端。控制电路的功能可分为正反转方向控制以及低速、中速、高速控制等。例如,三菱FR-E540通用变频器的低速、中速、高速频率出厂设定值分别为10 Hz、30 Hz、50Hz。
PLC课程设计配料车控制系统程序设计
0.前言可编程序控制器(Programmable Logic Controller)是以微处理器为核心,综合了微电子技术、自动化技术、网络通讯技术于一体的通用工业控制器。
英文缩写为PC 或PLC。
它采用一类可编程的存储器,用于其内部存储程序,执行逻辑运算、顺序控制、定时、计数与算术操作等面向用户的指令,并通过数字或模拟式输入/输出控制各种类型的机械或生产过程。
1968年,美国通用汽车公司(GM)为适应生产工艺不断更新的需要,提出一种设想:把计算机的功能完善、通用、灵活等优点和继电器控制系统的简单易懂、操作方便、价格便宜等优点结合起来,制成一种通用控制装置。
这种通用控制装置把计算机的编程方法和程序输入方式加以简化,采用面向控制过程、面向对象的语言编程,使不熟悉计算机的方便使用。
美国数字设备公司(DEC)根据这一设想,于1969年研制成功了第一台可编程序控制器PDP-14,在汽车自动装配线上试用并获得成功。
该设备用计算机作为核心设备。
其控制功能是通过存储在计算机中的程序来实现的,这就是人们常说的存储程序控制。
由于当时主要用于顺序控制,只能进行逻辑运算,故称为可编程序逻辑控制器(Programmable Logic Controller,简称PLC)。
进入20世纪80年代,随着微电子技术和计算机技术的迅猛发展,也使得可编程序控制器逐步形成具有特色的多种系列产品。
系统中不仅有大量的开关量,而且使用了模拟量,其功能已经远远超出逻辑控制、顺序控制的应用范围。
故称为可编程序控制器(Programmable Logic Controller,简称PC)。
但由于PC容易和个人计算机(Personal Computer)混淆,所以人们还沿用PLC作为可编程控制器的英文缩写。
本课程设计是PLC课程课堂教学的延伸和发展,是理论知识与工程实践之间的衔接。
课程设计的主要目的是通过设计实践,了解一般电气控制系统设计过程、设计要求、应完成的工作内容和具体设计方法。