高炉炼铁配料计算应用系统的设计与应用
铁合金电炉自动化配料控制系统的设计与应用
收 稿 日期 :0 l一1 2 21 1— 9
混 合料 输送 过程 : 上料 系统 采用 斜桥 式上料 , 主
要 有 斜桥 、 车 、 扬 机 三部 分 。当配 料 结束 , 足 料 卷 满 运 料条 件后 , 开称重 斗下 端 的落料 门 , 合物 料从 打 混 称 重斗 中落 入运 料 小 车 , 过卷 扬 机 将 小 车送 人 炉 通 顶 的分料 仓 , 打开 分料 仓底 端 的卸料 闸 门 , 终将 混 最 合物 料送 至矿 热炉 内。
点探 讨 了控 制 系统 的设 计 思想和 监控 界 面 的设 计过 程 。运行 结 果表 明 , 系统运行 稳 定可 靠 , 配料 精
确, 取得 满意 的使 用效 果 , 实现 了节 能增 效 。 关 键词 : 配料 ; 送 ; 编程控 制 器 ; 输 可 变频调 速 ; 监控
中图分 类号 :P 7 T 23
A bsr c : ro lo u na e i g e i n s i h y tm o d tr n r d c u l y a h a i o t a t Fe r al y f r c n r d e t n t e s se t e e mi e p o u tq ai s t e b ss f r t
在 铁合 金 电炉 生产 项 目中 , 用 的主要 原 料 有 采 木屑 ( 1号物 料 仓 ) 硅 石 ( 、 2号 物料 仓 ) 精 煤 ( 、 3号 物料 仓 ) 和石 油焦 ( 物料 仓 ) , 配料 过程整 体 4号 等 其 上可 以分 为 4种 物料 的定 量 给定 、 重 、 料 、 称 落 混合
功能 , 保证 了变频 振动 给料 的精 度 和速度 。
自动配料系统在炼钢系统上的运用
数据采集自动配料系统在冶炼中的运用杨利峰翟强(江苏沙钢集团有限公司张家港215625)摘要:本文详细介绍了通过OPC方式,实现访问底层功能的西门子PLC合金自动配料系统。
关键字:OPC, DCOM, S7-300, Visual Basic, ORACLE, 合金自动配料系统1. 前言在炼钢厂,合金消耗占整个产品制造成本很大的比重,因此准确反映合金消耗数据,对于测算生产成本显得极为必要。
而目前永新炼钢厂在合金加料控制系统中,采用人工记录的方式,统计数据的及时性、真实性、完整性不能得到很好的保证,这种条件下测算出的成本不能如实反映实际消耗,自然无法对降本降耗的攻关方向产生指导性作用。
近年来,随着PLC和自动控制技术的飞速发展,沙钢集团陆续对许多工厂进行了自动化系统改造,以实现底层数据采集和二级控制系统。
其中,在永新炼钢建设了一个数据采集自动配料监控系统,不仅能如实反映炼钢车间的合金消耗情况,而且能实现按炉进行自动数据采集,自动记录下炉批号、料仓号、合金名称、加料时间、加料重量等信息。
本文将对系统的构成,从以下几个方面进行详述。
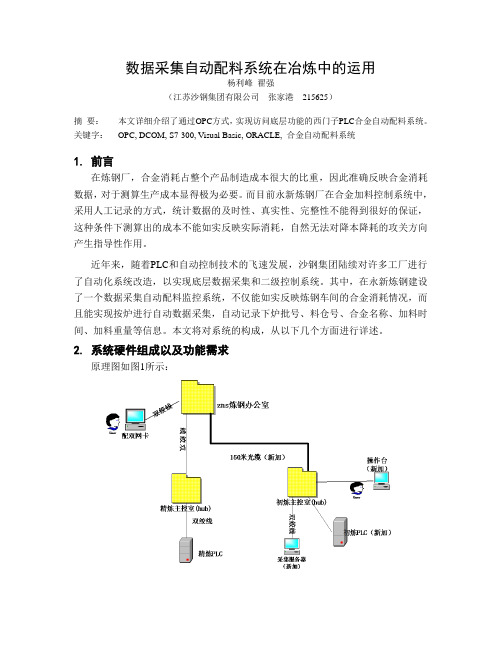
2. 系统硬件组成以及功能需求原理图如图1所示:2.1 硬件组成简介本控制系统采用的PLC是西门子S7-300,配有类似于一个小型的DCS系统,包括数字量输出/数字量输入各俩块,模拟量俩块,以太网模块和电源模块和CPU 315模块等。
上位机是一台工控机,可实现监视管理,并能把采集到的数据自动传递给服务器,下层通过PLC完成自动配料计算,并可实现报警控制。
S7-300 PLC功能强大,运行稳定,可以满足大规模控制系统的要求。
系统由一套S7-300 PLC、一台工控机(画面监视)和一台数据采集服务器组成。
其中,工控机(监视机画面)与PLC之间采用以太网进行连结,并通过以太网总线把数据发送到车间的服务器上。
秤的量程范围为0~3000公斤,输出信号为4~20MA,由于现场环境恶劣,所以采用了信号隔离器,以确保输入到PLC信号的稳定。
高炉炉型计算机辅助设计系统的研究和开发

第28卷 第3期2006年6月四川冶金Sichuan M etallurg yVol.28 No.3June,2006高炉炉型计算机辅助设计系统的研究和开发蒲 亮1 姚 进1 廖洪富2 唐 洪1(1.四川大学制造科学与工程学院 成都 610065;2.攀枝花攀钢集团设计研究院有限公司 攀枝花 617023)摘 要 介绍了针对高炉炉型设计而开发的计算机辅助设计系统。
本系统通过结合计算机技术和智能技术,在高炉炉型的整个设计周期中实现了集成化的资料管理、便利快捷的辅助设计、智能化的计算和决策以及集成化的设计说明书管理等功能,克服了传统人工设计的弊端,在提高设计效率和质量、减少设计工作量和成本、缩短设计周期等方面起到了有效和积极的作用。
关键词 高炉 炉型设计 CADDEVELOPMENT OF CAD SYSTEM IN BLAST FURNACEPROFILE DESIGNPu Liang1 Yao Jin1 Liao Hongfu2 Tang Hong1(1.College of M anufacture and Engi neering,Sichuan University,Chengdu 610065)(2.Panzhihua PG Group Design and Research Institute Co.Ltd.,Panzhihua 617023)[Abstract] T he development of CAD system,which aims at blast furnace profile desig n,is introduced in this paper.By combining w ith computer technology and intelligent technology,this system realizes some functions during the whole cycle of desig n,such as integrated data manag ement,convenient and quick aided desig n,intellig entized calculation and decision making,and also integrated design specifica tion management etc.It overcomes the shortcoming of traditional manual operation,and takes efficient and active effect on improving the efficiency and quality,reducing the workload and cost,shortening the cycle and so on.[Key words] blast furnace,blast furnace profile desig n,CAD1 引言随着技术的不断发展,对以高炉为中心的炼铁设施设计的合理性、高效性和完善性提出了更高的要求,高炉炉型设计则是其重要前提和基础,对炼铁生产技术经济指标有着极其重要的影响[1]。
毕业论文:高炉炼铁系统设计-精品【范本模板】
莱芜职业技术学院毕业论文论文标题:高炉炼铁系统设计作者:凌宗峰学校名称:莱芜职业技术学院专业:冶金技术年级:07冶金技术指导教师:冯博楷日期:2010。
4。
1目录内容提要与关键词¨¨¨¨¨¨¨¨¨¨¨3手抄在论文本上,最后再根据内容补填目录,要求手写!正文¨¨¨¨¨¨¨¨¨¨¨¨¨¨¨¨¨4参考文献¨¨¨¨¨¨¨¨¨¨¨¨¨¨¨¨58摘要本设计要求建年产量为200万吨生铁的高炉系统。
高炉车间的七大系统:即高炉本体系统、上料系统、渣铁处理系统、喷吹系统、送风系统、除尘系统和冷却系统都做了较为详细的叙述。
高炉炼铁是获得生铁的主要手段,是钢铁冶金过程中最重要的环节之一,在国民经济建设中起着举足轻重的作用。
高炉是炼铁的主要设备,本着优质、高产、低耗和对环境污染小的方针,在预设计建造一座年产生铁200万吨的高炉炼铁系统,本设计说明书详细的对其进行了高炉设计,其中包括绪论、工艺计算(包括配料计算、物料平衡和热平衡)、高炉炉型设计、高炉各部位炉衬的选择、炉体冷却设备的选择、风口及出铁场的设计、原料系统、送风系统、煤气处理系统、渣铁处理系统、高炉喷吹系统等。
设计的同时还结合国内外相同炉容高炉的一些先进的生产操作经验和相关的数据,力争使该设计的高炉做到高度机械化、自动化和大型化,以期达到最佳的生产效益. 关键词:高炉;炼铁;设计;煤气处理;渣鉄处理;1绪论1。
1概述钢铁是重要的金属材料之一,被广泛应用于各个领域,钢铁生产水平是一个国家发展程度的标志。
高炉自动上料(配料)控制系统的设计与制作

课题:高炉自动上料(配料)控制系统的设计与制作系部:机电工程学院专业:电气自动化技术班级:姓名:李瑞学号:指导老师:2019.3.15目录摘要 (31)第一章序言 (31)1.1课题意义 (32)1.2课题来源 (33)1.3国内外高炉自动控制系统的研究现状和趋势 (33)1.3.1高炉计算机控制发展 (33)1.3.2炼铁自动化技术的现状 (34)1.3.3高炉自动化系统的发展趋势 (34)1.4毕业设计主要任务 (35)1.5本章小结 (35)第2章高炉上料生产工艺 (35)2.1高炉上料系统的组成与工作原理 (36)2.1.1高炉上料系统自动控制概述 (37)2.1.2高炉上料控制系统流程 (37)2.2高炉炼铁生产工艺简介 (39)第三章可编程控制器及PID控制 (39)3.1可编程控制器 (40)3.2PID控制 (41)第四章高炉上料系统的软件设计 (42)4.1PLC程序设计 (42)4.2槽下设备运转控制 (45)4.3主卷上料小车的连锁控制 (45)结束语 (47)谢辞 (47)参考文献 (48)在冶金企业中,高炉给料系统是一个非常重要的复杂的设备系统。
为了保证高炉进料的稳定、安全、高效工作,高炉进料计算机自动控制的设计与实现显得尤为重要。
在提高控制系统控制精度的基础上,进一步提高了高炉进给操作的可靠性、安全性和稳定性,为高炉的生产提供了可靠的保证。
本文结合实际科研项目——高炉进料系统自动改造,开发设计了一套高炉进料生产线自动控制系统。
本项目跟踪国内外先进技术,采用目前先进的无钟炉具设备,提高设备可靠性,降低备件消耗,节约成本。
在国内外生产过程控制技术发展的基础上,开发设计了可编程控制器控制系统。
在本系统中,PLC作为核心部件,对整个生产线起到监控作用,各种电磁阀等机械部件发出控制指令,并结合组态软件完成论文的要求。
根据PLC的输入和输出点进行硬件配置;根据PLC编程的特点,采用与工厂电路图最接近的方法——梯形图编制软件,并将软件划分为几个模块。
高炉入炉料计量信息远程自动采集系统设计与应用
山东大学硕士学位论文图3.I炼铁1750m'高炉数据采集网络图图3.2炼铁350m3高炉数据采集网络图山东大学硕士学位论文机制是原始数据通过存储介质的存储(写入)和转发(读出)。
物理隔离网闸在网络的第七层将数据还原为原始数据文件,然后以“摆渡文件”的形式来传递原始数据。
任何形式的数据包、信息传输命令和TCP/IP协议都不可能穿透物理隔离网闸。
下面以内网与专网之间的物理隔离网闸为例,说明通过物理隔离网闸的信息交换过程。
当内网与专网之间无信息交换时,物理隔离网闸与内网,物理隔离网闸与专网,内网与专网之间是完全断开的,即三者之间不存在物理连接和逻辑连接,如下图4.1所示。
图4.1无信息交换时内网、外网与物理隔离网闸的状态当内网数据需要传输到专网时,物理隔离网闸主动向内网服务器数据交换代理发起非TCP/IP协议的数据连接请求,并发出“写”命令,将写入开关合上,并把所有的协议剥离,将原始数据写入存储介质。
在写入之前,根据不同的应用,还要对数据进行必要的完整性、安全性检查,如病毒和恶意代码检查等。
在此过程中,专网服务器与物理隔离网闸始终处于断开状态,见图2所示。
图4.2内网数据写入物理隔离网闸时的信息交换关系17山东大学硕士学位论文图5.1槽下数据采集系统功能框图5.4软件开发基于对整个数据采集系统能够实现有效运行软件环境的分析,该软件系统主要包括槽下PLC称量数据的处理程序,数据采集组态软件,高炉变料管理程序、存贮过程及数据上传程序等软件部分,本文作者主要负责完成了经PLC数据处理之后的数据采集系统的软件开发工作,主要开发了数据采集组态软件、高炉变料管理程序等软件程序,为高炉数据采集系统的成功实施及稳定运行,提供了可靠的软件支持。
5.4.1PLC数据处理软件PLC数据处理软件主要用于实现从槽下秤采集的基础数据的存贮、计算及处理等,为上一级的采集服务器提供准确、有效的槽下称量数据,该软件主要由炼铁专业技术人员负责完成。
铁合金配料自动控制系统的设计与应用
配料 自动控制系统上位机软件主要包括 以下功能 。
( 1 ) 监 视 :实 时 监视 系 统 的运 行状 态 。
( 2 ) 参数设置 :设置 、管理配 比和设备启/ 停延 时。 ( 3 ) 启停控 制功能 :控制设备顺 序启停 ,设置和控 制 设备单独调试 。
变频技 术
铁 合 金 配 料 自动 控 制 系统 的设 计 与应 用 公 司 ,长沙 4 1 0 0 0 3 )
n g Vi e w组态软件 、S 7 — 2 0 0 P L C和 变频 调速 技 术的铁 合金 配料 自动 控制 系统 ,综述 配料 工 艺流 [ 摘要] 设计基 于 Ki
电工 技术 { 2 0 1 4f 2 期 f 3 1
噩弱 _ 堪岛 圈夏 厦
变频技 术
过 冀 设 警 置 时 停 , 变 频 器 将 停 止 输 出 升 。 和 下 降 所 需 时 间 极 限 ’ 超’ 4 软 千 人 件 I T 的 刚 1 5 凸 / . , 计 I
( 2 ) 在 上料 小 车 斜 桥 上 安 装 6 个 行 程 开 关 。上 料 小 车 上 升 与下 降过 程 中需要 8 个 点 ,即上 加 速 、上 减 速 、上 到
位 、上极限位 、下加速 、下减速、下 到位 、下极 限位 ,相
当于 2 个 变 速点 ( 上 加 速 和 下 减 速 合 并 、 上 减 速 与下 加 速
3 . 1 配料 控 制系统设 计
配 料 控制 系 统采 用料 斗 秤 称 量 。料 斗 秤 间歇 称 量 ,可
发平台。K i n g V i e w组态提供 了适 用于工业 控制 的应用程 序管理 、图形界面组 态、数据库管理 、i / o驱动等标准功
能 模板 ,用户 通 过 K i n g V i e w 可 方 便 地 对 工 业 自动 化 系统 进 行组 态 编程 。
高炉冶炼过程模型与计算机应用
中的广泛应用 , 将起 着推动冶金工业生产技术不断进步的重要作用 。 关键词 : 模型 ; 计算机 ; 重要性
中图 分 类 号 :F 4 T64
高炉是 一个复杂 的气 固相 流反应 器。为 了理
型、 配料优化模型以及延伸 到生产过程的管理 与成 本分 析 模型 等 。 只有切 合 实际综 合应 用不 同类 型 的
数 学方 法 , 才能 逐层 建 立起 符合 生产 实 际 的过 程 优
化控 制 。
与转炉煤气 L G混合 的煤气 B G 和焦炉煤气以 D FM
及助 然空气 的三 孔燃 烧 器 的 热 风 炉 。模 型 思 想是 ; 通过 过程 计 算 机 对 热 风 炉 进 行 燃 烧 管 理 和设 备 管
高 炉炉况 监控 于预 报 系 统 、 热检 测 和 控 制 专家 系 炉
当前 炉热 水平 判断所 采取 的指 数 一般是 铁水 温 度, 但应 该 注意 , 水 的温度 实测 值受 到许 多 因素 的 铁
12 过程模 型在 高炉 冶炼 中的功 能 .
数 学模 型 、 目标 系统 优化 模 型 、 频统计 与样 本空 多 变 间模 型 、 合 优 选 模 型 、 元 系 统 模 型 时 间 序 列 模 集 多 型、 回归 模 型 滤 波 模 型 、 平 衡 与 物 料 平 衡 计 算 模 热
热风 炉数 学 模 型是 针 对 热 用 高 炉 煤 气 或 B G F
过程同时进行 的, 从控制论的角度看 , 高炉过程是一
种 时 问常 数大 的非线 性 系统 。这 就决 定 了高炉过 程 计 算 机 系统必 须 具 有 长 期 , 中期 和短 期 3个水 平 的
高炉炼铁配料计算系统的设计和实现
高炉炼铁配料计算系统的设计和实现高炉配料计算就是在给定原料和环境的条件下得出单位生铁所冶炼出的各种产品与副产品。
目前国内大型高炉已经是高炉生产发展的趋势。
炼铁的各种原燃料的用量遵循一定的规律,不同的需求与条件可以催生出不同的工艺设计方案。
配料计算则是在矿石燃料用量确定的情况下,计算所需的铁渣比、综合焦比、综合负荷、S负荷、入炉品位等。
标签:高炉炼铁;高炉炼铁配料计算系统的设计;应用1 高炉炼铁炼铁的原料是矿石,由于矿石种类繁多,品位、成分参差不齐,很难控制计算精度,如何提高配料精度成为各厂家需要解决的难题。
虽然通过PID可实现配料以及混均,但其通用性低,难以用于其他厂家。
由于各厂的实际情况不同,便出现了以总成本为主和以铁水、炉渣成份精度为主等一系列的配料计算。
目前大部分国内的高炉配料计算方式不仅耗时、耗力、效率底,准确性还得不到保证。
因此亟需一个安全可靠的系统来克服这些困难。
自动配料系统能很好地解决这个问题,而且系统能实时地监控每个生产过程,使得高炉配料调整更加简单。
2 高炉炼铁配料计算系统的设计2.1 高炉炼铁配料计算系统的组成系统主要由操作参数、风口情况、出铁情况、成份输入、上料管理、配料计算等模块构成。
操作参数画面用于显示高炉操作中的重要工艺参数及下料数据,允许用户查询历史数据,为操作人员制订操作方案提供依据。
风口情况画面用于显示当前风口状态及风口更换历史记录。
系统的开发主要以配料计算中的联合计算法为依据。
即在给定的原燃料条件和冶炼参数下,应用物料平衡法求解出单位生铁的焦炭、矿石、熔剂等的消耗量。
根据所得消耗量计算吨铁的耗风量和煤气量2.2 高炉炼铁配料计算系统的具体设计根据高炉物料的平衡理论,对高炉炼铁配料计算应用系统进行设计,其计算基础参数主要包括生产高炉生铁的预定铁水成分、原始操作条件、燃料成分和原料成分等,对高炉炼铁过程中的重要生产数据进行计算,例如炉渣成分、出铁铁水成分、煤气成分、铁水生产最佳原燃料配比用量等。
1000立方米高炉炼铁物料平衡计算课程设计论文
攀枝花学院课程设计(论文)1000 m3高炉炼铁物料平衡计算摘要通过高炉物料计算确定单位生铁所需要的矿石、焦炭、石灰石和喷吹物等数量,这是制定高炉操作制度和生产经营所不可缺少的参数。
而在此基础上进行的高炉物料平衡计算,则要确定单位生铁的全部物质收入与支出,即计算单位生铁鼓风数量与全部产品数量,试物料收入与支出平衡。
这种计算为工厂的总体设计、设备容量与运输力的确定及制定生产管理与经营制度提供科学依据,是高炉余各种附属设备的设计及高炉正常运转的各种工作所不可缺少的参数。
高炉物料平衡的计算有两种方法:一般物料平衡计算法与现场物料平衡计算法。
两种物料平衡均为热平衡的基础,以物质不灭定律为依据。
物料平衡计算是炼铁工艺计算中的重要组成部分,它是在配料计算的基础上进行的。
物料平衡计算包括鼓风量、煤气量以及物料收支总量等项内容的计算。
物料平衡有助于检验设计的合理性,深入了解冶炼过程的物理化学反应,检查配料计算的正确性。
校验高炉冷风流量,核定煤气成分和煤气数量,并能检查现场炉料称量的准确性,为热平衡及燃料消耗计算的下基础。
关键词现场物料平衡,鼓风量,煤气量,物料收支总量,1 前言(引言)1.1物料平衡计算的准备进行物料衡算应具备以下资料:各种物料的全分析成分,各种物料的实际用量;生铁成分、炉渣成分和数量;鼓风含氧量及鼓风湿度等。
1.2高炉物料平衡计算的内容1.2.1高炉物料平衡的计算有两种方法与依据一般由一般物料平衡计算法与现场物料平衡计算法组成。
两种物料平衡均为热平衡的基础,以物质不灭定律为依据。
1.2.2物料平衡计算组成部分物料平衡计算是炼铁工艺计算中的重要组成部分,它是在配料计算的基础上进行的。
物料平衡计算包括鼓风量、煤气量以及物料收支总量等项内容的计算。
1.2.3一般物料平衡计算该法用于高炉配料什算和设计阶段的工艺什算,是在假定铁的直接还原度和氢利用率等前提下,用来检查煤气成分及风量和煤气量的计算是否正确。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第28卷 第3期河北理工学院学报Vol128 No13 2006年8月Journa l of Hebe i I n stitute of Technology Aug.2006文章编号:100722829(2006)0320021204高炉炼铁配料计算应用系统的设计与应用王宝祥1,陈伟2,韩宏亮2,孙雅平3(11唐山中厚板材有限公司,河北唐山063000;21河北理工大学,河北唐山063009;31唐山科技职业技术学院,河北唐山063000)关键词:高炉;配料计算;软件系统;设计与应用摘 要:高炉物料是高炉冶炼的基础,高炉配料是影响高炉生产的至关重要因素。
以高炉物料平衡计算为理论基础,以建立高炉配料计算应用软件为切入点,建立了应用可行的高炉炼铁配料计算应用系统,从而保证了高炉配料和变料计算的准确性,实现了高炉配料计算的自动化。
中图分类号:TF32516 文献标识码:A0 引言高炉配料计算是为满足炼铁生产工艺和炼钢对铁水质量的要求,保证炼铁产品的物理性能和化学成分的稳定,同时获得较高的生产率和较低的成本,把具有不同物理性能和化学成分的原料按一定过程和质量要求进行精确组合配料的过程,也既是根据已知的原料条件和冶炼条件,确定矿石和熔剂的消耗量,为冶炼规定成份的生铁,获得最合适的炉渣成分的过程[1,2]。
配料计算模型恰当,配料方案合理,不仅关系到产品的产量和质量,而且直接影响到最终的配矿成本和经济效益[3,4]。
高炉配料或变料计算不准很容易导致产品质量波动,生产成本上升,生产效益下降,甚至出现生产事故都屡见不鲜。
一段时间内,国内中小型高炉广泛兴起,但计算机控制能力普遍较差,且技术操作人员素质偏低,高炉配料过程计算一般采用传统的手工计算或根据经验估算,因手工配料计算过程繁琐,耗时耗力,可算数据结果单一,且计算准确性很差,因此准确的高炉配料计算是一件很让操作人员头痛的事情。
据笔者所知,国内尚无高炉配料计算系统专利技术,绝大多数中小型高炉尚未实现高炉配料计算自动化,因此建立应用可行的高炉配料计算系统使用前景广阔,具有突出的研究价值和应用价值。
在对国内高炉具体生产操作做了大量调研的基础上,组织了既包括冶金科技上作者和冶金生产工作者在内的专家队伍,形成了该高炉炼铁配料计算应用系统,以望对高炉操作起到切实可行的指导作用。
1 系统设计高炉炼铁配料计算应用系统以高炉物料平衡理论为理论基础,以生产高炉生铁的原料成分、燃料成分、原始条件及预定铁水成分等150多组参数为计算基础,结合生产实际,计算生产铁水所需最佳原燃料配比用量、出铁铁水成分、炉渣成分等生产所需数据。
该应用系统包括三个子系统:(1)原料成分输入子系统;(2)配料计算子系统;(3)系统管理子系统。
每个子系统均有若干模块组成,如图1所示。
系统设计过程中始终以现场高炉操作为出发点,并结合工程心理学,在保证系统计算精确性的同时,又注重界面的友好性,使系统既实用又方便。
基于此,系统采用了W indows环境下使用统一的Access数据库系统和V isual Basic语言进行编程和设计。
收稿日期:2006201218基金项目:河北理工大学科学研究基金项目图1 高炉炼铁配料计算软件系统结构图2 系统应用211 系统登陆高炉炼铁配料和变料是一项非常严肃的工作,为保证操作的安全性,进入系统前,先要进行用户登陆,即用户输入用户名和口令,待系统验证后才可进入系统的主页面,如图2所示。
212 原料成分输入子系统图2 系统登陆页面原料成分输入子系统包括矿石成分、矿石粒度组成、焦炭工业分析、焦炭灰份分析、焦炭粒度筛分、煤粉工业分析、煤粉灰份分析、矿石名称和矿石种类等9个模块。
为了实现数据的动态存储,每个模块均有相应的数据库。
如图3所示,每一个模块都包括数据的添加、删除、修改和保存功能,用户可以通过操作把数据添加到相应的数据库中,也可以对数据库中的任何一组数据进行删除和修改。
此外每一个输入的数据都具有检验功能,即输入的数据超出数值的取值范围,则必须修改更正后才能进行下一步操作。
图3 成分输入模块界面213 配料计算子系统配料计算子系统是该应用系统的主体部分,它包括配料计算和计算结果查询两个模块。
22 河 北 理 工 学 院 学 报 第28卷 配料计算模块是本系统的核心部分,以生产生铁的原料成分、燃料成分、原始条件及预定铁水成分为计算基础,计算生产铁水所需最佳的原料燃料用量、矿石品位、S 负荷、出铁量、出铁铁水成分、炉渣量、炉渣成分、炉渣碱度等生产所需数据(图4)。
每种原燃料的输入都有五种形式,即添加数据库中此种物料的数据、添加数据库中所选择的此种物料数据的平均值、添加数据库中此种物料最后一组数据、添加数据库中此种物料最后N 组数据的平均值和直接输入数据。
原料、燃料数据输入完成后,即可点击界面上的“计算”按钮进行配料和变料计算,计算结果也随即显示在界面上。
名称可根据需要随时进行调换或更改,之后,添加数据的数据库也会随着原燃料名称的改变而进行变化。
本模块除了具有计算功能外,还能对计算后的结果进行保存、查询和打印,并且还具有连续计算的功能,从而能够通过微调原料、燃料的用量来得到最佳的配料计算结果,以便更好地降低成本,提高生产效益。
计算结果查询模块可用来查询所保存的配料计算结果,配料计算结果的每一个值都会保存在此数据库中(图5)。
此模块具有删除某一配料计算结果和清空整个数据库中所有配料计算结果的功能。
图4 配料计算模块界面 图5 计算结果查询模块界面114 系统管理子系统系统管理子系统包括修改用户口令和系统用户管理两个模块。
修改用户口令模块是系统用户用于修改登陆系统时所输人的口令,如图6所示。
用户修改时只需输入两次新口令,然后点击保存,系统就会自动对原数据库中的口令进行更改,下次登陆就只能用新口令进行系统登陆。
系统用户管理模块用于系统用户的添加、修改和删除,如图7所示。
只有系统管理员才能对此模块进行操作,普通用户不能进入此模块。
管理员能够添加、删除用户,也可以对原有的用户进行用户名、口令和身份的修改。
身份包括管理员和普通用户两种;管理员可以对用户身份进行更换。
图6 修改用户口令模块界面 图7 系统用户管理模块界面3 结束语在对应用系统进行了大量生产数据验证的基础上,系统在现场进行了应用,期间系统表现了优越的数据准确性、实时跟踪性、运行稳定性和操作方便性,能够很好地满足炼铁具体生产操作的要求。
总之,高炉炼铁配料计算应用系统以建立配料计算应用软件为切入点,以高炉物料平衡计算为理论基32 第3期 王宝祥,等:高炉炼铁配料计算应用系统的设计与应用42 河 北 理 工 学 院 学 报 第28卷 础,以建立切实可行的高炉炼铁配料和变料计算为目标,真正实现了高炉配料计算的自动化,切实减少了手工配料计算带来的误差,减轻了操炉人员的负担,对高炉生产具有切实可行的指导作用。
参考文献:[1] 邓守强1高炉炼铁技术[M]1北京:冶金工业出版社,19911[2] H.J.Bachhofen,D1Heyer,W.Koealski and K.H.Peter,The App licati on of Modern Pr ocess Contr ol Technol ogy in HotMetal Pr oducti on,Ir onmak2ing Conference.1991,70327081[3] 解广安1炼铁工艺[M]119951[4] 刘祥官,刘芳1高炉炼铁过程优化与智能控制系统[M]1北京:冶金工业出版社,20031D esi gn and Appli ca ti on of Com puter Software Systemfor Bl a st Furnace Com positi on M a ter i a l Ca lcul a ti onWANG Bao2xiang1,CHEN2wei2,HAN Hong2liang2,S UN Ya2p ing3(1.Tangshan Plate Steel Gr oup,Tangshan Hebei063600,China;21Hebei Polytechnic University,Tangshan Hebei063009,China;3.Tangshan Vocati onal College of Science and Technol ogy,Tangshan Hebei063000,China)Key words:blast furnace;compositi on material o calculati on;s oft w are syste m;design and app licati on Abstract:B last furnace material is the basis of ir on making.The material rati o calculati on is an i m portant fact or on blast furnace p r oducti on.On the theory basis of material balancing calculati on,combining with computer app licati on s oft w are,a feasible s oft w are syste m f or calculati on blast furnace material rati o is established in this paper.The aut o2 mati on of material rati o calculati on f or ir on making would come int o reality by this syste m.。