激光焊接机组成部分
激光焊接机技术要求
激光焊接机技术要求根据×××产品装配焊接加工的要求,激光焊接机应具备下列基本功能及技术指标,满足产品焊接要求。
一、激光焊接机技术要求1.激光焊接机包括激光器、冷却系统、加工机、光路系统、控制系统、视频监视系统、装夹工装、烟尘处理系统等全套系统,其中激光器采用额定输出功率不低于1500W的光纤激光器(IPG公司进口光纤激光器),根据焊接要求在输出功率(100W~1500W)范围内可进行精密调节(调节精度±10W)。
激光器具有功率反馈功能,能够保证设定的激光功率与实际的激光功率一致,保证焊接的可靠性。
激光器可靠性高,使用寿命15年以上;2.控制系统具有激光功率控制功能,能够通过编程设定激光功率随着时间或距离变化。
3.激光焊接机设一个焊接工位,传输光路按需要进行屏蔽以免造成对人的伤害,并配备CCD视频监视系统,方便调整激光位置和监视产品焊接过程中的焊接情况;4.激光焊接机具有利用指示光进行光路调整和工件对中的功能,并能够实现自动对中。
加工机工作台应能在X、Y、Z及旋转轴上的位置对齐时进行调节和微调(X、Y、Z行程200mm,X、Y轴重复定位精度0.02mm,Z轴重复定位精度0.01mm)。
旋转轴可以在垂直和水平两种状态间可靠转换,旋转轴可以连续旋转,旋转速度调节范围宽,足以焊接工艺焊接速度的调节;5.装夹工装夹持范围≤Φ160,待焊件采用人工装卸方式,装卸快捷可靠,工件夹具具有冷却功能,保证连续焊接时工件夹具温度基本稳定;产品未装卡或装卡不到位时,设备应具有防误焊功能;6.激光焊接机设备应符合适用的安全标准,设备对焊接过程中可能出现的飞溅具有足够的保护功能,在焊接可能出现的燃爆情况下对操作人员具有防护功能;设备必须具有优良的激光防护措施,避免激光反射对人员造成伤害;设备具备机械、电气安全保护装置,如紧急停止、过载保护、行程限位等,在有危险的区域设醒目的警示标志;7.焊接过程中不应造成被焊零部件受到任何损伤,由激光焊接设备(包括随设备一起的夹具工装)所致焊接废品率应低于0.1%;8.激光焊接控制系统应能为生产线的信息采集系统提供激光输出功率、焊接时间、工作台旋转速度等参数信息,便于根据这些参数进行焊接产品质量的追溯,并且,设备应具有焊接激光输出功率上、下限超限报警功能;9.设备能在下列环境中正常使用:9.1温度范围:5~40 ℃;9.2湿度:相对湿度不大于80%;9.3供电电源:380V,50kVA9.4 压缩气气源:0.6Mpa10.设备的平均无故障时间:2000小时,设备设计寿命≥15年;11.设备的占地面积尽可能小,设备造型美观,调试、维修、操作方便;二、激光焊接机的焊接要求1.参照产品设计图(图纸另附),焊接两处,其中盖板焊接,熔深不低于0.8mm,隔板焊接,熔深不低于1mm;2.焊接材料为不锈钢;3.焊接接缝密封效果满足产品要求;4.焊接应符合焊接规范,焊缝宽度适宜,焊缝表面均匀细腻,起弧、收弧处过渡平滑,5.焊接过程中以及焊接结束产品表面的温度能够满足产品要求(焊缝边缘2mm处不高于90℃);6.焊接工效要求:暂不做具体要求;7.其它要求:焦距200mm左右,并具有保护气输送装置。
机器人激光焊接机的组成原理和优势
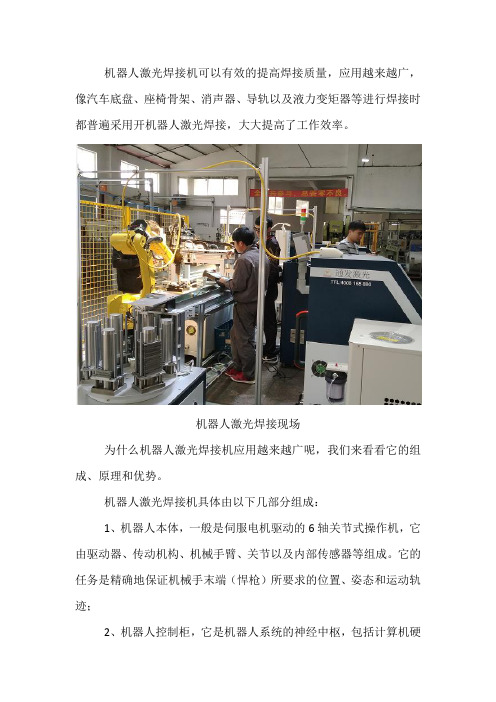
机器人激光焊接机可以有效的提高焊接质量,应用越来越广,像汽车底盘、座椅骨架、消声器、导轨以及液力变矩器等进行焊接时都普遍采用开机器人激光焊接,大大提高了工作效率。
机器人激光焊接现场
为什么机器人激光焊接机应用越来越广呢,我们来看看它的组成、原理和优势。
机器人激光焊接机具体由以下几部分组成:
1、机器人本体,一般是伺服电机驱动的6轴关节式操作机,它由驱动器、传动机构、机械手臂、关节以及内部传感器等组成。
它的任务是精确地保证机械手末端(悍枪)所要求的位置、姿态和运动轨迹;
2、机器人控制柜,它是机器人系统的神经中枢,包括计算机硬
件、软件和一些专用电路,负责处理机器人工作过程中的全部信息和控制其全部动作;
3、焊接电源系统,包括焊接电源、专用焊枪等;
4、焊接传感器及系统安全保护设施;
5、焊接工装夹具。
自动化夹具研发
焊接机器人的基本工作原理是:由用户导引机器人,一步步按实际任务操作一遍,机器人在导引过程中自动记忆示教的每个动作的位置、姿态、运动参数、焊接参数等,并自动生成一个连续执行全部操作的程序。
与普通的激光焊接机相比,机器人激光焊接机的优势在于:。
激光焊接机五大组成模块讲解讲解
激光焊接机五大组成模块讲解1、设备整体介绍:激光焊接是利用激光束优异的方向性和高功么密度等特点进行工作。
通过光学系统将激光束聚焦在很小的区域内,在极短的时间内使被焊处形成一个能量高度集中的热源区,从而使被焊物熔化并形成牢固的焊点和焊缝。
TY-LF-260型激光焊接实训机采用恒流脉冲式激光电源、灯泵浦Nd:YAG固体激光器、进口三菱PLC运控系统和高精度二维执行机构等核心模块组成。
产品整机一体化机身结构,有功能集成度高、操作人性化设计、传动系统稳定、焊接加工效率高等特点,可完成电子、机械器件焊接加工,广泛应用于航天、通讯、电子、汽车制造等加工制造类行业。
2、激光焊接机五大组成模块的作用及介绍:(1)光学系统是激光焊接设备的核心部分,由灯泵浦Nd:YAG固体激光器、谐振腔模块、激光指示定位系统、扩束系统和聚焦系统组成。
激光输出的好坏直接影响到激光焊接加工效果,因此激光器及整机激光光路的调试方法是学习阶段和实际应用当中必须掌握的技能。
通过对此模块的仿真实训,可以使学员全方位了解激光焊接设备中光学系统的组成及工作原理,各光学器件的结构与调试方法。
◆激光器:焊接设备激光器为灯泵浦Nd:YAG固体激光器,由激光金属腔、泵浦氙灯和Nd:YAG激光晶体组成。
其中激光金属腔为上下分体式全腔水冷式结构,全镀金面反射瓦块,光学反射率高,有助于激光反射集中,输出光束能量强;激光器泵浦源为强亮度高压氙灯,脉冲式出光激励激光晶体产生激光,使用寿命长;激光器工作物质为Nd:YAG 激光晶体。
◆谐振腔:激光设备中光学谐振腔指的是全反膜片镜架和半反膜片镜架之间的组成区域,当然其中包含激光腔体;谐振腔是产生激光不可或缺的重要部分,通常谐振腔的长度直接影响到激光输出的光束质量及功率能量的大小;对于激光设备而言,谐振腔的最佳长度一般在≥4倍的激光器腔长的距离(例:激光腔体有效腔长为130mm,则谐振腔的长度为≥520mm较为合适;具体效果以实际应用情况为准)。
激光焊接系统的组成

激光焊接系统的组成
激光焊接系统是一种高精度、高能效率、高稳定性的现代化焊接设备,其主要组成部分包括激光器、光路系统、焊接头、搬运系统、控制系统等多个部分。
1.激光器:激光器是激光焊接系统的核心部件,是产生、发射激光能量的装置。
激光器一般采用固体激光器、半导体激光器、气体激光器和光纤激光器等。
2.光路系统:光路系统主要指激光束传输系统和光学器件两部分。
激光束传输系统主要包括光束整形器、反射镜、透镜等部件,可以将激光束定向到焊接区域;光学器件包括成像透镜、CCD相机等,可以对焊缝进行实时监测与控制。
3.焊接头:焊接头是激光焊接系统的核心组件之一,包括激光头、光纤、反射镜、调焦系统、冷却系统等。
焊接头的主要作用是将激光束聚集到焊接区域并完成焊接任务。
在焊接头中,光纤起到输送激光能量的作用,反射镜可以对光路进行调整,冷却系统则负责维持焊接头的温度。
4.搬运系统:搬运系统主要作用是将焊接头移动到焊接区域并进行精确调整,该系统由X、Y、Z三个方向的伺服电机构成,可以根据焊接要求对焊接头进行精确定位,实现高精度的焊接任务。
5.控制系统:控制系统是激光焊接系统的指挥部,主要包括电脑控制器、光控器、速度传感器等部分,能够通过集成控制器对激光焊接系统进行实时监控、控制和管理。
控制系统可以对激光能量、焊接速度、功率等参数进行调整,实现各种焊接条件下的高质量焊接。
激光焊接机技术要求【必看版】

根据×××产品装配焊接加工的要求,激光焊接机应具备下列基本功能及技术指标,满足产品焊接要求。
一、激光焊接机技术要求1.激光焊接机包括激光器、冷却系统、加工机、光路系统、控制系统、视频监视系统、装夹工装、烟尘处理系统等全套系统,其中激光器采用额定输出功率不低于1500W的光纤激光器(IPG公司进口光纤激光器),根据焊接要求在输出功率(100W~1500W)范围内可进行精密调节(调节精度±10W)。
激光器具有功率反馈功能,能够保证设定的激光功率与实际的激光功率一致,保证焊接的可靠性。
激光器可靠性高,使用寿命15年以上;2.控制系统具有激光功率控制功能,能够通过编程设定激光功率随着时间或距离变化。
3.激光焊接机设一个焊接工位,传输光路按需要进行屏蔽以免造成对人的伤害,并配备CCD 视频监视系统,方便调整激光位置和监视产品焊接过程中的焊接情况;4.激光焊接机具有利用指示光进行光路调整和工件对中的功能,并能够实现自动对中。
加工机工作台应能在X、Y、Z及旋转轴上的位置对齐时进行调节和微调(X、Y、Z行程200mm,X、Y轴重复定位精度0.02mm,Z轴重复定位精度0.01mm)。
旋转轴可以在垂直和水平两种状态间可靠转换,旋转轴可以连续旋转,旋转速度调节范围宽,足以焊接工艺焊接速度的调节;5.装夹工装夹持范围≤Φ160,待焊件采用人工装卸方式,装卸快捷可靠,工件夹具具有冷却功能,保证连续焊接时工件夹具温度基本稳定;产品未装卡或装卡不到位时,设备应具有防误焊功能;6.激光焊接机设备应符合适用的安全标准,设备对焊接过程中可能出现的飞溅具有足够的保护功能,在焊接可能出现的燃爆情况下对操作人员具有防护功能;设备必须具有优良的激光防护措施,避免激光反射对人员造成伤害;设备具备机械、电气安全保护装置,如紧急停止、过载保护、行程限位等,在有危险的区域设醒目的警示标志;7.焊接过程中不应造成被焊零部件受到任何损伤,由激光焊接设备(包括随设备一起的夹具工装)所致焊接废品率应低于0.1%;8.激光焊接控制系统应能为生产线的信息采集系统提供激光输出功率、焊接时间、工作台旋转速度等参数信息,便于根据这些参数进行焊接产品质量的追溯,并且,设备应具有焊接激光输出功率上、下限超限报警功能;9.设备能在下列环境中正常使用:9.1温度范围:5~40 ℃; 9.2湿度:相对湿度不大于80%; 9.3供电电源:380V,50kVA 9.4 压缩气气源:0.6Mpa10.设备的平均无故障时间:2000小时,设备设计寿命≥15年;11.设备的占地面积尽可能小,设备造型美观,调试、维修、操作方便;二、激光焊接机的焊接要求1.参照产品设计图,焊接两处,其中盖板焊接,熔深不低于0.8mm,隔板焊接,熔深不低于1mm;2.焊接材料为不锈钢;3.焊接接缝密封效果满足产品要求;4.焊接应符合焊接规范,焊缝宽度适宜,焊缝表面均匀细腻,起弧、收弧处过渡平滑,5.焊接过程中以及焊接结束产品表面的温度能够满足产品要求(焊缝边缘2mm处不高于90℃);6.焊接工效要求:暂不做具体要求;7.其它要求:焦距200mm左右,并具有保护气输送装置。
振镜激光焊接机的结构及优点

振镜激光焊接机的结构及优点相对于传统方式,振镜式激光焊接机以高速移动的扫描镜片代替二维工作台,配合强大图形处理功能的专业软件,实现了程序控制的瞬时多点焊接,有效地提高了生产效率和灵活性。
振镜扫描激光点焊机是引进国外先进技术,在关键部件采用优质进口部件生产而成的,焊机使用了扫描镜组的动态焊接工艺,并采用扫描镜片的移动代替工件移动或焊接镜组移动的方式,使振镜镜片在扫描镜头内将激光光束快速在焊点之间切换,焊点之间的距离越大,工件上的焊点数量越多,优势越明显。
采用这种技术,焊接时间可以降低60%。
因此,一个扫描镜组工作站可以代替几个传统的焊接工作站。
激光焊接机系统组成图1 激光焊接机外形该激光焊接机(如图1所示)主要由激光器系统、电源系统、振镜扫描系统、计算机控制系统及冷却系统五部分组成。
1. 激光器系统激光器系统主要由激光工作物质、泵浦氙灯、聚光腔及谐振腔组成。
振镜式激光焊接机激光工作物质为YAG棒。
主要参数如表1所示。
表1 激光器系统主要参数2. 电源系统电源系统主要由主电源、触发电路、控制电路和保护电路等组成,具有过压、过流保护装置,其电源、脉宽和频率均可调,可以根据需要设置输出波形,以便于焊接不同材料。
该电源操作面板具有电流、脉宽频率。
具体技术指标如表2所示。
表2 电源系统技术指标3. 光路及振镜扫描系统(1)光学系统:选用1064nm基于振镜的高精度反射、聚光系统。
(2)扩束镜:选用光束反射前多倍扩束组合透镜。
(3)激光校正:选用0.6328um的He-Ne激光准直系统指示光轴位置,指示光与激光同轴,在加工时可达到寻迹指示的功能,并及时进行精确对位。
(4)高速扫描振镜:是使激光按照预定轨迹运行的执行机构,它主要由高精度电机、电机驱动板、反射镜、F-θ透镜及直流供给电源组成。
其中F-θ透镜为进口配件,焦距f=100 mm (或160mm),工作幅面70mm×70mm(标准)或110mm×110mm(可选配)。
激光焊接设备的构造和原理

激光焊接设备的构造和原理激光焊接设备是一种高精度、高效率的焊接装备,主要由激光器、光束传输系统、光束控制系统和工作台组成。
下面将详细介绍激光焊接设备的构造和原理。
一、激光器:激光器是激光焊接设备的核心部件,它能够产生高能量、高光束质量的激光束。
常见的激光器包括固体激光器、气体激光器和半导体激光器。
固体激光器通常采用钕(Nd)离子晶体作为活性介质,通过泵浦源(如二极管激光器)获得激光输出。
气体激光器使用带电气体(如二氧化碳)作为工作介质,通过高频交流电源激发气体分子的激发态,产生激光输出。
半导体激光器则利用半导体材料的PN结特性,通过电流注入使半导体处于激发态,从而产生激光输出。
二、光束传输系统:光束传输系统将激光器发出的激光束传输到焊接点。
它由光束传输光纤、光束扩束器和光束导向器等组成。
光束传输光纤用于将激光束传输到焊接点,保证光束的稳定性与一致性。
光束扩束器用于调整激光束的直径和焦距,以满足不同焊接工艺的要求。
光束导向器则用于将激光束引导到工作台上指定的焊接位置。
三、光束控制系统:光束控制系统用于控制激光焊接过程中光束的参数,以实现焊接效果的控制和优化。
常见的参数包括功率、焦点位置、焦斑形状等。
光束控制系统包括功率控制器、扫描/转向镜组和自动跟踪系统等。
功率控制器用于控制激光器的输出功率,以满足不同焊接工况的需要。
扫描/转向镜组用于改变光束的传输方向和焦点位置,实现焊接路径的控制。
自动跟踪系统则用于实时跟踪焊接位置和距离,以保持焊接过程的稳定性和准确性。
四、工作台:工作台是激光焊接设备的工作平台,用于固定和定位焊接件。
工作台通常具有多轴运动系统,可以实现焊接件在三维空间内的精确定位和调整。
工作台还配备焊接头和焊接辅助设备,如焊接夹具、气体保护装置等,以提供焊接过程中所需的支撑和保护。
激光焊接的原理是利用高能量密度的激光束,使焊接材料迅速加热,并局部熔化或熔合,从而实现焊接接合。
激光焊接的特点是能够实现高精度焊接、热影响区小、变形小、焊接速度快等。
简述激光焊接的原理及其激光焊接设备的基本组成。
简述激光焊接的原理及其激光焊接设备的基本组成。
激光焊接是一种高能量密度热源下焊接的一种技术,通过将激光束集中在工件接触处,如金属材料或塑料材料,以达到局部熔化,并在凝固时形成一种牢固的连接。
激光焊接的原理:激光焊接是在激光束的作用下,在材料表面或内部形成高温区域,使其熔化和凝固,以实现焊接。
具体地说,激光束通过光学系统,可以聚焦在一点上,将激光束的能量集中在这个焦点,形成高能流密度。
在金属表面,激光能与金属原子发生反应,原子吸收激光能,电子在激光束的作用下被激发,形成高能量电子云,产生高温区域。
这种高温区域可以使金属熔化,在凝固后形成焊缝。
激光焊接的焊接深度和焊缝形状通过调节激光束的聚焦位置、功率和时间来控制。
激光焊接设备主要包括激光器、光学系统、电子控制系统、工件定位系统和安全设施等组成,下面对每部分进行详细说明。
1.激光器:激光焊接的核心设备,激光器产生可靠的激光束,激光器种类有气体激光器、半导体激光器和固体激光器等,根据物料的特性和焊接需求进行选择。
2.光学系统:激光器产生的激光束需要通过光学系统进行聚焦和调节,达到所需的焊接效果。
光学系统主要由激光头、透镜、激光束控制系统和轴向运动系统组成。
激光头主要进行激光束的调节和聚焦处理,透镜主要用于进行激光束的聚焦和调节。
3.电子控制系统:包括工控机、PLC电气控制箱等,控制激光器和光学系统的运行和焊接参数的设置和控制。
4.工件定位系统:焊接时需要对工件进行精确定位,以确保焊接质量。
定位系统主要包括夹具装置、传动机构和运动控制系统。
5.安全设施:激光焊接涉及到高能量激光束,必须采取相应的安全措施。
如进行防护墙、视窗、激光报警、喷水等安全设施。
在激光焊接过程中,需要根据工件材料、形状和焊接要求调整激光束的输出功率、聚焦位置、聚焦半径、焊接速度等参数,以达到最佳的焊接效果。
激光焊接具有高效率、高质量和高精度的特点,在汽车、航空、电子、医疗等领域被广泛应用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
激光焊接机组成部分
激光焊接机被广泛应用于电子工业、汽车制造业、粉末冶金等多个领域中,种类有很多,包括光纤激光焊接机、自动激光焊接机、不锈钢激光焊接机等。但无论是哪种激光焊接机,结构组成部分都是不同的,激光焊接机都有哪些组成部分?
第一部分:激光焊接主机激光焊接主机主要Байду номын сангаас生用来焊接的激光束,由电源、激光发生器、光路部分、控制系统等主要部分组成。
第二部分:冷却系统冷却系统为激光发生器提供冷却功能,一般配1-5匹功率的水循环冷水机。
第三部分:激光焊接自动工作台或叫运动系统该系统用来实现激光焊接中,激光光束按特定的要求按焊接轨迹移动,实现激光的自动焊接功能,一般有工件运动。激光头固定,激光头运动,工件固定,或激光头和工件都移动。三种运动控制形式,整个系统通过CNC编程的方式编写运动控制程序来控制工作台按要求运动,并且经过简化的编程系统,具有操作简单,无需专业的技术或无学历基础也可快速的撑握,博特激光的工作台系统中如:机械手运动系统,二维、三维工作台、四轴联动工作台、龙门式焊接工作台、悬臂式工作台等等、都可实现精密的焊接运动控制。
第四部分:工装夹具一般在激光焊接加工过程中,激光焊接工装夹具主要用来固定焊接的工件,并使之可以重复装卸,重复定位,以利于激光的自动焊接。因而工装夹具是激光焊接生产中必不可少的设备之一,尤其是在批量的生产中,工装夹具是否设计到位,将直接影响到生产的效率和成品率,博特激光拥有大批专业的配套设计人员,专为客户设计激光焊接装夹解决方案,并且提供3D的演示,让客户一目了然的体会整个焊接方案。