车缝产品检验标准书
车缝检验规范
●
6.裁切刀横切错位及刀模变形切出的产品不符要求;
●
●
7.布料没放平,切出产品大小不一致。
●
●
核 准
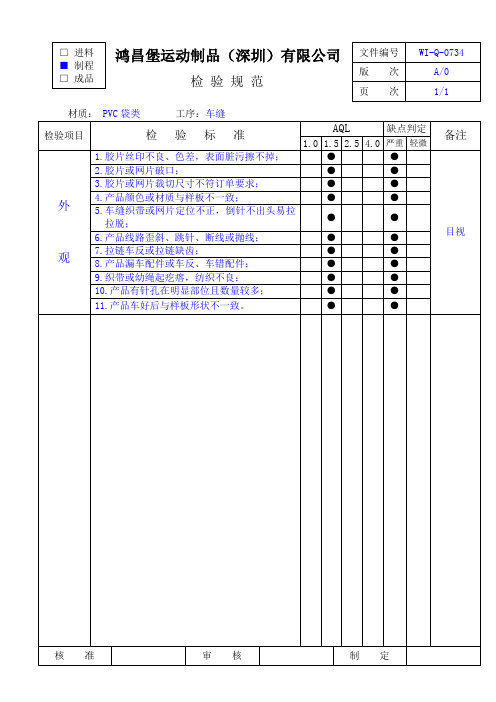
检 验 规 范
材质:泳帽工序:车缝
检验项目
检 验 标 准
缺点判定
备注
1.0
1.5
2.5
4.0
严重
轻微
外
观
1.橡筋条订位不对称,上反,接头订在印花面;
●
●
目视
●
●
目视
2.产品材质或颜色不对样板;
●
●
3.产品裁切尺寸不符合订单要求;
●
●
4.切口位不平、斜度大或烫伤;
●
●
5.印唛字体缺油、重影、飞油、错位;
●
●
6.印唛字体颜色、位置与样板不符。
●
●
核 准
审 核
制 定
鸿昌堡运动制品(深圳)有限公司
检 验 规 范
材质:织带类/手机绳工序:车缝
检验项目
检 验 标 准
检 验 标 准
缺点判定
备注
1.0
1.5
2.5
4.0
严重
轻微
外
观
1.产品漏车配件或漏车工序;
●
●
目视
直尺
2.车缝位破口或车缝不到位;
●
●
3.车缝线路不直、断线、抛线、跳线、倒针不到位;
●
●
4.提带长短不一致但不明显,长短相差0.5㎝;
●
●
5.袋口黑色布宽度不一致;
●
●
6.网片有色差不明显;
●
●
7.产品车反、车错;
鸿昌堡运动制品(深圳)有限公司
车缝检验标准

1.目的规范车间巡查QC检验流程,建立检验标准和抽检标准,控制不使不良品流入下道工序,确保大货质量满足客户的要求。
2.范围适用于本公司自车间收到裁片到出成品整个过程的质量检验和控制。
3.定义首件:车间开大货前生产的产前样(车间判断款式的复杂程度)首扎:生产大货时第一扎半成品。
4.内容:4.1流程图:4.2作业前准备:准备生产制造单或联系单、产前记录、物料卡,大货生产办等﹔4.3检验方法及内容:4.3.1首件检查:每款开大货前,板房需每色先裁一件首件裁片给车间主任(每色一件),由车间主任分配车间组长先做首件,以了解大货的车缝特点及生产工艺要求,车间组长完成首件以后交由车间巡查QC检查;车缝QC收到首件按制单和产前记录要求以后对手工、尺寸、物料、款式等进行检验,并完成“首件检验报告”和“尺寸检验报告”,需洗水的单检验完以后送洗水厂试洗水并跟进洗后尺寸及洗水效果等质量。
首件检验发现严重不合格情况就立即向QC组长上报以便大货生产时针对的改善;4.3.2首扎检验:车间开货以后,巡查QC需对各工序的第一扎货进行100%检验,确认首扎质量OK后方可进行批量性生产,首扎记录可在“QC巡查记录”上注明“首扎”字样;4.3.3巡检:车缝QC完成首件检验和首扎检验以后,每天对各组中查100%查过的半成品和车位生产时的半成品按时间段进行巡查:需保证每2小时巡查一次,每次巡查保证每个车位和中查位都能查到,每次抽查数量不少于5片。
巡查时及时完成“QC巡查记录”。
4.3.4中期检验:车间出成品约10%和80%时对成品按AQL2.5标准进行抽查,并完成“中期检验报告”和“尺寸检验报告”,报告上注意生产进度。
如抽查发现批量不良品时,应酌情加大抽查力度。
每批大货要通过巡查QC抽查合格后方可落货。
4.4允收标准:4.4.1查首扎、巡查车位及中查位半成品的质量标准参考各中查工序指导书文件的允收标准;4.4.2查首件及成品的质量标准参考100%查衫作业指导书文件的允收标准或《疵点分类标准》。
WI-QC-21车缝搪胶件检验标准

文件编号
WI-QC-21
版本/修订次数
A/0
文件名称
搪胶件检验标准
分页数/总页数
1/2
生效日期
2013-01-08
项目
品质标准
方法/
工具
引用
标准
CR
MAJ
MIN
胶件外观
1、搪胶件颜色不对版
目视、
直尺
(目视12″时,可见的不良现象为MIN;目视距离24″时,可见的不良现象为MAJ)
以客户提供的样板为标准
5, 新旧产品开拉时,抽取6PCS交QA做相关测试
备注:以上为本厂产品的通用标准,具体产品的检查要求可参照客户标准或客户签板为准.
制订
审核
核准
*
14,胶件重量比标准重量在100克以下少于1克
*
15,胶件重量比标准重量在100克以下多于1克
*
16,胶件重量比标准重量在100克以上少于1克
*
17,胶件重量比标准重量在100克以上多于1克
*
18,硬度比标准硬度多2度
*
19,硬度பைடு நூலகம்标准硬度少2度
*
20,胶件薄胶
视情况而定
*
制订
审核
核准
XXX有限公司
文件编号
WI-QC-21
版本/修订次数
A/0
文件名称
搪胶件检验标准
分页数/总页数
2/2
生效日期
2013-01-08
项目
品质标准
方法/
工具
引用
标准
CR
MAJ
MIN
测试
1,试生熟度:
毛笔、亚司通
生熟度测试作业指导书
组装检验作业指导书
目测
﹡
良,或规格错误,
E 3.EPS看得见的部位划伤长度超过不3MM、宽度超过1MM;EPS无烧焦,无用错原料,EPS孔位不能被材料堵塞.
目测/直尺
检验员需及时告知
﹡
生产车间主管,通
P 4.EPS无断裂、凹陷、严重变形. 6S
主 5.EPS分大、小号的按订单要求选用,不能用错. 体 6.打胶位置正确.
1.在检验过程中, 检验员发现批量不
良,或规格错误,
﹡ 检验员需及时告知
生产车间主管,通
﹡ 知生产车间改善,
并及时发出制程品
﹡ 质异常通知单,报
告单位主管
﹡
2.不合格品需标识 好,及时与良品分
开摆放,能返修处
﹡
理的及时返修处
理,无法返修的产
﹡
品生产开出报废
单,品质部确认好
﹡ 后报废处理;
4
螺 1.压紧(装牢)无装歪,安装需到位,无松动、无变形. 母 2.螺母边缘所打的热熔胶不能脱落,黏贴均匀.
6.镜片上无披锋.
7.镜片关闭后,气密性要好,间隙不可太大
标 1.不可漏贴标签、贴纸,标签、贴纸内容需符合订单规格要求 签 2.标签不可有破损、打皱、脱落、或印刷不清楚等不良; 11 / 吊 3.贴放位置、方向正确,标贴不可太歪. 牌 4.尺码标与内衬上尺码一致(镜片上要贴则也要一致).
缺点等级 检验工具
目测/手感
﹡
核准:
审核:
制定:
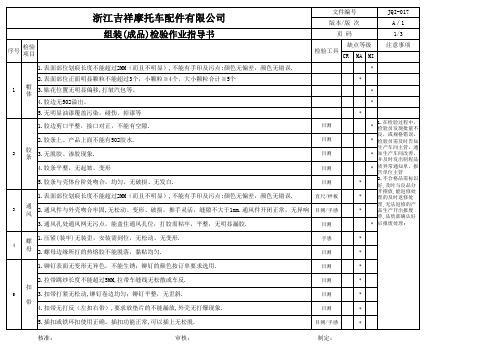
浙江吉祥摩托车配件有限公司
组装(成品)检验作业指导书
文件编号 版本/版 次
页码
JQI-017 A∕1 2/3
序号
检验 项目
标准要求
检验工具 缺点等级 CR MA MI
服装质量检验标准范本
服装检验内容及标准一、检验内容1、面料、里料。
2、尺码。
3、做工。
4、辅料。
5、标识。
二、各项检验内容的具体要求。
1、面〔皮〕、里料。
1〕、各类服装的面、里、辅料洗涤后均不可褪色:质地〔成分、手感、光泽、织物组织等〕、图案及绣花〔位置、面积〕应与要求相符。
2〕、各类服装成品的面料不能有纬斜的现象。
3〕、各类服装成品的面、里、辅料不能有扒丝、破损、破洞或影响穿着效果的严峻织残〔粗纱、缺纱、线结等〕和布边针孔。
4〕、皮类面料的外表不能有影响外观的坑、洞和划痕。
5〕、凡针织类服装不能有外表织纹凹凸不平的现象,且衣物外表不能有纱线接头。
6〕、各类服装的面、里、辅料不能有油渍、笔渍、锈渍、色渍、水印、胶印、划粉印等各类污渍。
7〕、色差。
A、同一件衣服的不同衣片之间不能存在同种颜色不同深浅的现象。
B、同一件衣服的同一衣片上不能存在严峻染色不均匀的现象〔款式面料设计要求除外〕。
C、同款服装的同种验色之间不能有明显的色差。
D、上下装分开的套装,上装和与之配套的下装之间不能有明显的色差。
8〕、凡水洗、磨洗及喷砂的面料应手感柔软、色泽正确、图案对称,且对面料没有损坏〔特别设计除外〕。
9〕、凡有涂层的面料均需涂层均匀、牢固,外表不能有残痕。
成品洗涤后不能有涂层起泡、脱落现象。
2、尺寸1〕、成品各部位尺寸与要求的规格尺寸相符,误差不能超出公差范围。
2〕、各部位的测量方法严格按要求。
3、做工1〕、粘衬A、凡用衬部位均需选择与面、里料的材质、颜色、缩率相适应的衬。
B、各粘衬部位要粘合牢固、平坦,不能有渗胶、起泡现象,不能引起面料皱缩。
2〕、车缝工艺A、缝纫线的种类和验色应与面、里料的颜色和质地相衬,钉扣线应与扣子的色泽相适应。
〔特别要求的除外。
B、各缝合〔包含包缝〕部位不能有跳针、断线、缝边脱丝或连续开线的现象。
C、各缝合〔包含包缝〕部位及明线处要平坦,线迹的松紧要适宜,不能有浮线、线套、拉伸或吃紧等影响外观的现象。
D、各明线处不能有面、底线互透的现象,特别是面底线颜色不同时。
车缝检验标准书

包边要平顺,饱含针孔不 能有杂物,接头要吻合且 收尾要烤熔
19
打结
有色饰线打结针距要密、均匀 、间距适中,一般牢固性打结 根据织带及部位而定,但要重 叠车线,不能歪斜。 规格长短要一致,不能歪斜, 两头拉尾要对称,方向要正确 。 固定时假线不能太宽,不能起 皱、凸凹不平及棉大布小或布 大棉小,内棉要塞平整。
从袋子底部起针,接口参照样 办,要吻合且打回针,中间不 可有接头,不可有大小边或漏 包、包边不吻合现象,包边要 盖住埋袋假线,针距参照样 办,里布不能有打折现象。
目视、布尺
分清双边及正反面,绢织 带,平织包边头尾一定要 烤熔,注意有拉链部位绝 不可有拉齿凸出包边现象
30
外包边
包边不能有漏包、不饱合,大 小边,烧口不能有毛边或发黑 刮手感觉,接口为参照样办, 外表要平顺,有拉链织带处不 可有凸凹不平等现象。
17
贴袋盖
位置要正确,压线要直,反折 压线布边不能外露,边距要均 匀,起针、收尾要回针车牢。 布尺、目视
参样办
嘉善贝格尔皮具有限公司
车缝检验标准书
序 号 检验项目 检验标准 检验方法 工具 备注
EVA 18 外包边
根据压模将牙位延伸加长的画 粉颜色要正确,前后片成型尺 寸要一致,以勉歪包。
布尺、目视
目视
一般空隙为1cm
27
所有织带两头要回针烤熔,认 车织带(扣 清材质,区分单边或双边,不 耳、手把肩 可有表面起毛,织带贴好布料 垫) 不可起皱。 对准牙位、切刀口、布料要平 顺,不能打折,针距参照样 办,有管条的管条要饱合,受 力处一定要打回针,不能歪包 错位。
目视、布尺
28
埋袋
布尺、目视
29
内包边
07平车缝纫标准作业指导书
检验原材料→裁床→车缝→质检→装伞→入仓
标
题
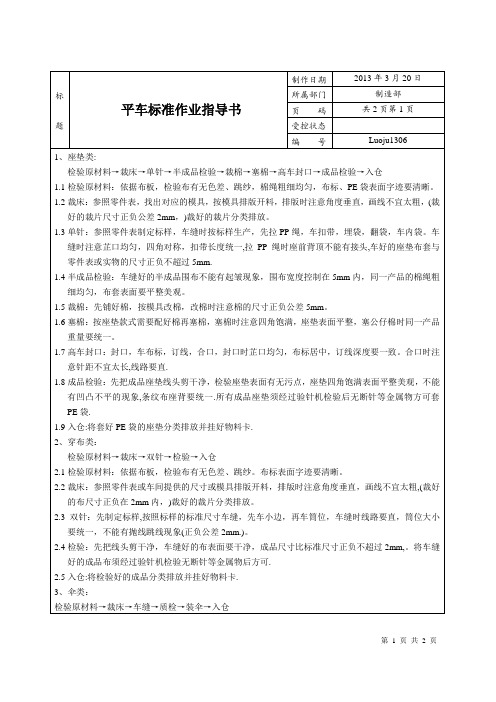
平车标准作业指导书
制作日期
2013年3月20日
所属部门
制造部
页 码
共2页第2页
受控状态
编 号
Luoju1306
3.1检验原材料:依据布板,检验布有无色差、跳纱,伞骨表面有无刮伤、掉漆。
3.2裁床:参照零件表,按模具排版开料,排版时注意角度垂直,画线不宜太粗(裁好的裁片尺寸正负2mm)裁好的裁片分类排放
3.5装伞:进料、装伞、卷伞。装伞时注意撑开的伞不能有下垂的现象,伞布撑开时不能太松。卷伞时不能太松,以免进不了箱。
3.6入仓:将装好的伞套入PE袋,并挂好物料卡分类排放.
签核
初审
复核
校编
刘武林
3.3车缝:参照零件表制定标样,车缝时按标样车缝,先锁边、卷边、订伞角、订伞顶,锁边时上下两片布要对齐,不能有起皱的现象,卷边芷口要均匀线路要直,伞角、伞顶规格要统一大小,订位高低要一致。
3.4质检:车好的成品伞剪线要彻底,伞边要直不能有凹凸不平的现象,伞顶、伞脚订位要牢固。将车好的伞套要经过验针机检验无断针等金属物后方可.
标
题
平车标准作业指导书
制作日期
2013年3月20日
所属部门
制造部
页 码
共2页第1页
受控状态
编 号
Luoju1306
1、座垫类:
检验原材料→裁床→单针→半成品检验→裁棉→塞棉→高车封口→成品检验→入仓
1.1检验原材料:依据布板,检验布有无色差、跳纱,棉绳粗细均匀,布标、PE袋表面字迹要清晰。
1.2裁床:参照零件表,找出对应的模具,按模具排版开料,排版时注意角度垂直,画线不宜太粗,(裁好的裁片尺寸正负公差2mm,)裁好的裁片分类排放。
产品检验作业指导书
XXXXX公司作业文件检验作业指导书1 主题内容与适用范围本指导书规定了服装生产用面料、里料和辅料的进货质量检验、生产过程中的工序质量检验、产品完工质量检验和成衣出厂质量检验、外协产品的质量检验的内容和方法以及外检的项目。
本规定适用于服装生产过程中的所有质量检验工作。
2 目的对产品的特性进行监视和测量,以验证产品的质量要求已得到满足。
3 规范性引用文件3. 1 GB / T2660—1999 衬衫3. 2 GB / T2666—2001 男、女西裤3. 3 GB / T13661—1992 一般防护服3. 4 GB/12014---2009 防静电工作服3. 5 GB/8965---2009 阻燃工作服3. 6 FZ / T80004—1998 服装成品出厂检验规则3. 7 FZ / T81008—2004 茄克衫4 职责4. 1 技术质量部负责本检验规程的制定。
4. 2 技术质量部负责组织服装生产全过程的质量检验工作,负责本检验规程的贯彻实施。
4. 3 质量检验员负责按本检验作业指导书的规定实施产品的质量检验工作。
5 检验的方法和内容5.1 进货质量检验5.1.1 采购物资按对服装产品质量影响程度的分类A类:指构成服装产品的主要部分和关键部分,直接影响服装的外观质量和使用性能,有可能导致顾客严重投诉的采购产品。
如面料、特殊服装的里料、有纺粘合衬、缝纫线、拉链、绣花、印花等。
B类:指构成服装产品的其它部分,一般不会影响服装的使用效果,即使略有影响,也可以采取补救措施的采购产品。
如一般里料、钮扣、四合扣、无纺粘合衬、口袋布、垫肩、松紧、商标等。
C类:指不直接用于服装产品本身,但又起到服装保护作用的采购产品。
如包装纸箱、塑料包装袋、胶带、纸衬板等。
5.1.2 检验的方法和比例a) 坯布和印染布以捆、卷、件为单位进行抽查性检验,检验的比例为10%. b) 检验员对服装辅料的品种、规格、数量、外包装和标识进行检验,合格后入库,并在“入库单”上签字确认;“辅料检验记录”、“布料检验记录(布料包括面料、里料和衬料)”。