电路板手工插件作业指导书
插件作业指导书
精心整理插件作业指导书一、生产用具、原材料生产线、元件切脚整形机、镊子、电子元件、线路板、自熄管二、准备工作1、将需整形的元件整形。
2、了解新产品插件注意事项,对特殊材料对人员的职能培训。
3、投料前检查品保检验合格单,产品批号,了解物料的完整性及可靠性。
三、操作步骤1、按PCB板标识图及样品整流器,把各元件插入PCB板中,达到样品或要求的规定的成型高度。
四、工艺要求1、元件的整形、排列位置严格按文件规定要求,不能损伤元器件。
234567123412345612、用夹子夹住插好件的线路板,铜泊面喷少许助焊剂,用刮刀刮去锡炉锡面上的氧化层,将喷好助焊剂的线路板铜泊面浸入锡炉,线路板板材约浸入0.5mm,浸锡时间为2-3秒。
3、浸好锡后,手斜向上轻提,并保持平稳,不得抖动,以防虚焊、不饱满。
4、5秒后基本凝固时,放入流水线流入下一道工序。
5、切脚机开始进行切脚操作,观察线路板是否有翘起或变形。
6、切脚高度为1-1.2mm,合格后流入自动波峰焊机7、操作设备使用完毕,关闭电源。
四、工艺要求1、助焊剂在线路板焊盘上要喷均匀。
2、上锡时线路板的铜板面刚好与锡面接触0.5mm即可,不得有锡尘粘附在线路板上。
3、不得时间过长、温度过高引起铜铂起泡现象,锡炉温度为255-265度(冬高夏低),上锡时间2-3秒。
4、焊点必须圆滑光亮,线路板必须全部焊盘上锡。
5、保证工作台面清洁,对设备定时进行记录。
五、注意事项1、焊接不良的线路必须重焊,二次重焊须在冷却后进行。
2、操作过程中,不要触碰锡炉,不要让水或油渍物掉入锡炉中,防止烫伤。
3、助焊剂、稀释剂均属易燃物品,储存和使用时应远离火源,发泡管应浸泡在助焊剂中,不能暴露在空气中。
4、若长期不使用,应回收助焊剂,密闭。
发泡管应浸在盛有助焊剂的密闭容器中。
5、焊接作业中应保证通风,防止空气污染,作业人员应穿好工作服,戴好口罩。
6、链爪清洁储液箱体应经常添加与定期更换,液面高度为槽高的1/2—2/3处,注意调整毛刷与链爪间隙。
PCB 电路板 插件 焊接 电子车间 作业指导书 PE IE SOP
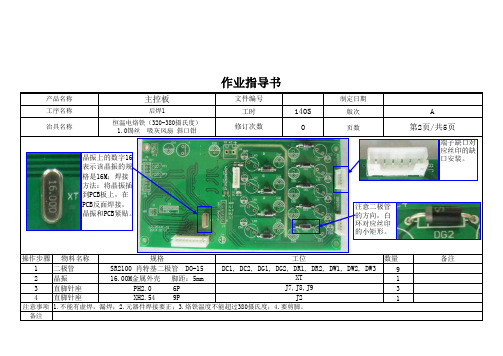
制定日期版次页数操作步骤物料名称数量备注1二极管92晶振13直脚针座34直脚针座1注意事项备注J2PH2.0 6P XH2.54 9P 第2页/共5页SR2100 肖特基二极管 DO-1516.00M金属外壳 脚距:5mm XT DC1, DC2, DG1, DG2, DR1, DR2, DW1, DW2, DW3J7,J8,J9工序名称后焊1工时1.不能有虚焊,漏焊;2.元器件焊接要正;3.烙铁温度不能超过380摄氏度;4.要剪脚。
恒温电烙铁(320-380摄氏度)1.0锡丝 吸灰风扇 斜口钳修订次数0治具名称140S A 规格工位作业指导书产品名称主控板文件编号晶振上的数字16表示该晶振的规格是16M ;焊接方法:将晶振插到PCB 板上,在PCB 反面焊接,晶振和PCB 紧贴。
端子缺口对应丝印的缺口安装。
注意二极管的方向,白环对应丝印制定日期版次页数操作步骤物料名称数量备注1电解电容102直脚针座13直脚针座24可恢复保险丝25电解电容16电感1注意事项备注作业指导书产品名称主控板文件编号A 治具名称恒温电烙铁(320-380摄氏度)1.0锡丝 吸灰风扇 斜口钳修订次数0第3页/共5页工序名称后焊2工时171S 2510 2P J12510 4P DMX IN,DMX OUT 规格工位1uF/50V 规格:5*12C6,CC3, CC6, CG3, CG6, CR3, CR6, CW3, CW6, CW9100UH 2A 11*15.5mmL11.不能有虚焊,漏焊;2.元器件焊接要正;3.烙铁温度不能超过380摄氏度;4.要剪脚。
GR265-120 脚距:5.1mm PF1,PF2220uF/25V 规格:8*12 C16电解电容的白色条对应丝印的白色阴影装配。
电解电容的白色条对应丝印的白色阴影装配。
按照丝印弯脚针座耳朵对应丝印的小矩形装配。
制定日期版次页数操作步骤物料名称数量备注1电解电容102电感93电解电容14接线座(大)1注意事项备注第4页/共5页工序名称后焊3工时210S 作业指导书产品名称主控板文件编号规格工位100uF/50V 规格:8*12CC1, CC4, CG1, CG4, CR1, CR4, CW1, CW4, CW7,C12A 治具名称恒温电烙铁(320-380摄氏度)1.0锡丝 吸灰风扇 斜口钳修订次数04.96 2PJ61.不能有虚焊,漏焊;2.元器件焊接要正;3.烙铁温度不能超过380摄氏度;4.要剪脚。
手工插件作业指导书

改定日期*作1.确2.3.4.*作1、2、3、4、 后再56、7、8、9、1011*与位号数量物料12345作业前后请对比圈点处为作业内容820Ω电阻820Ω13V二极管13V工程名手 插 1操作顺序、方法及注意事项使 用 资 材 名使用工具NO 资材名材料描述规格制定日期2010.05.174作业指导书PCB规格CD-YSL-13制品名文件编号1决制作审核确认裁21/4W31改定日期*作1.确2.3.4.*作1、2、3、4、 后再5、6、7、8、9.*与位号数量物料12341/4W14.7K电阻 4.7K 1/4W 作业前后请对比圈点处为作业内容5.6K电阻 5.6K 1K以下电阻JX NO 资材名材料描述规格120K电阻20K 1/4W 1工程名手 插 2操作顺序、方法及注意事项使 用 资 材 名使用工具CD-YSL-13制定日期2010.05.174作业指导书确认制品名2PCB规格文件编号1决裁审核制作11/4W 1K5改定日期*作1.确2.3.4.*作1、2、3、4、 后再5、6、7、8、9、10*与位号数量物料123作业前后请对比圈点处为作业内容110K电阻10K 1/4w34148二极管4148使 用 资 材 名使用工具NO 资材名材料描述规格裁工程名手 插 3操作顺序、方法及注意事项PCB规格CD-YSL-13制定日期2010.05.174作业指导书确认制品名2文件编号1决制作审核10K45改定日期*作1.确2.3.4.*作1、2、3、4、 后再5、6、7、8、9.*与位号数量物料128.2K电阻8.2K 1/4W NO 资材名材料描述规格1330Ω电阻3301/4w2工程名手 插 4操作顺序、方法及注意事项使 用 资 材 名使用工具CD-YSL-13制品名裁制定日期2010.05.174作业指导书PCB规格2文件编号1决制作审核确认作业前后请对比圈点处为作业内容345改定日期*作1.确2.3.4.*作1、2、3、4、 后再5、6、7、8、9、10*与位号数量物料1NO 资材名材料描述规格发光二极管有方向元亮红2工程名手 插 5操作顺序、方法及注意事项使 用 资 材 名使用工具CD-YSL-13制品名裁制定日期2010.05.174作业指导书PCB规格2文件编号1决制作确认1审核作业前后请对比圈点处为作业内容43K电阻43K 1/4W2345改定日期*作1.确2.3.4.*作1、2、3、4、 后再5、6、7、8、9.*与位号数量物料使 用 资 材 名使用工具NO 资材名材料描述规格裁工程名手 插 6操作顺序、方法及注意事项CD-YSL-13制定日期2010.05.174作业指导书确认制品名2PCB规格1文件编号1决制作审核作业前后请对比圈点处为作业内容C104电容4.7K电位器 4.7KC104112345改定日期*作1.确2.3.4.*作1、2、3、4、 后再5、6、7、8、9、10*与使 用 资 材 名使用工具裁工程名手 插 7操作顺序、方法及注意事项制定日期2010.05.174作业指导书PCB规格CD-YSL-13审核确认制品名2文件编号1决制作作业前后请对比圈点处为作业内容5发光二极管有正负极亮红橙红黑位号数量物料12345改定日期*作1.确2.3.4.*作1、2、3、4、 后再5、6、7、8、9.10及时11*与工程名手 插 8操作顺序、方法及注意事项CD-YSL-13制品名裁制定日期2010.05.174作业指导书PCB规格2文件编号1决制作审核确认作业前后请对比圈点处为作业内容1线束3P1339N集成块339N 有方向元NO 资材名材料描述规格黑位号数量物料1P C2345更多免费资料下载请进:http://www.55t 全部元件作业前后请对比圈点处为作业内容NO资材名材料描述规格27使用资材名使用工具。
插件工序作业指导书

插件工序作业指导书插件工序作业指导书目的:正确指导员工操作,提高工作效率,加强产品品质控制,规范生产管理。
一、准备工作1、清理工作台面、地面,保持工作场所的清洁;2、根据生产计划或车间管理的安排,到仓库领取电路板和电子元器件;3、核对所领原材料的名称和数量是否与该型号电路板的元器件清单要求相符,发现不符合时应立即要反映并求仓管员更换;(工作目的:做好互检工作,防止发错料)4、若仓库所发的元器件为散件或已拆包装的元器件(如:电解电容、IN4007、FR107、三极管、电阻等),应检查是否混有其它元器件,如有,应及时分开放置、做好标识并要求仓管员更换相应元器件,(工作目的:做好互检、自检工作,防止误用料)二、操作方法1、插件前:A、根据电路板的型号,遵循先小件后大件、先低件后高件、同一人不可插形状相同,颜色相同的元件的插件原则;B、根据插件工序人员所插元器件的难度,插件人员自行合理分配元器件,(注意分配元器件时不是根据元器件数量的多少给工序人员进行等量分配)。
插件人员按规定的位置将元器件整齐摆放好。
2、用刀片把装元器件薄膜袋剖开,把元器件倒入元件盒,做好标识,并把装元器件的不用的包装盒、薄膜袋、放入指定胶箱内(处理之前要仔细检查里面是否还有元器件,如有,应及时拿起)。
3、插件应遵循先小后大、先低后高、由里向外的原则,发现有缺陷的电子元件应挑出来,放入次品盒,有缺陷的PCB电路板也要挑出来,不可进行插件,以免浸锡后电路板不合格而造成直接经济损失和浪费!(元器件次品以七天为周期定期退回仓库,交回仓库统一放置。
)4、做好首检工作;刚开始插的4-10块电路板,需由检测人员进行试板:检测它的技术参数(如工作电流,放电频率)是否符合公司的产品标准要求;另外,电路板每更换一种型号,变压器每更换一袋都要进行试板。
发现问题及时采取措施。
做好自检、互检工作:插件时,元器件要插到位、插件要平整、不能漏插,插错,插反等,发现问题应及时反馈和纠正。
【参考文档】dip插件作业指导书-word范文模板 (13页)
本文部分内容来自网络整理,本司不为其真实性负责,如有异议或侵权请及时联系,本司将立即删除!== 本文为word格式,下载后可方便编辑和修改! ==dip插件作业指导书篇一:DIP车间手工插件培训教材文件核准文件更改记录1. 目的使新员工尽快掌握手工插件工作。
2. 适用范围适用于DIP车间手工插件线的新员工。
3. 参考文件无 4. 工具和仪器无5. 术语和定义作业指导书:是由公司相关部门根据生产过程中总结的实际经验,并运用规范化的语言制定的一种公司内部的作业标准。
电容器:一种贮存电能的元件。
6. 部门职责6.1制造部协助培训和结果考核确认7. 流程图:无 8. 教材内容:8.1 作业指导书的使用8.1.1 实施作业指导书的目的作业指导书将使我们明白在生产过程中应该按照什么样的方法或步骤执行我们的工作任务,提高我们的工作质量,确保我们的产品质量,对我们整个生产体系起一个支撑的作用,也就是说作业指导书是我们工作中的指南针。
8.1.2 举例说明(举DIP车间的作业指导书实例)作为一个作业指导书首先应明确其目的,适用范围,版本类型(标准或试用),作业指导书当中用到的术语定义,其次是应讲述其详细的操作流程,这一流程将指导我们如何进行合理化的操作。
在开始上线之前,按照作业指导书将产品所需物料分到各个工位,各工位将根据作业指导书核对物料本体及物料标签是否一致。
在保证物料无误的情况下,查看本工位的注意事项及使用工具,作业员将根据提供的生产信息进行作业。
8.1.3作业指导书的分类试用文件:一般是在新品试做时临时发行的作业指导书,它确认制程工艺参数的可行性,是标准文件发行前的过渡文件。
标准文件:它是在试用文件通过的情况下,受控发行的,工艺参数已经确定,任何人员不可以随意更改。
8.2 元件的认识8.2.1 电容器说明电容器是一种能贮存电能的元件。
一般用“C”表示,电路图形表示如下固定电容器电解电容器可变电容器半可变电容器 8.2.2 电容器的分类从结构形式分:固定电容器(包括无极性固定电容器和有极性电解电容器);半可变(微调)电容器和可变电容器从绝缘介质分:纸介电容器;油浸纸介电容器;金属化纸介电容器;云母电容器;陶瓷电容器;薄膜电容器;玻璃釉电容器;铝电解电容器和钽、铌电解电容等8.2.3 电容器的外形电解电容聚酯膜电容瓷片电容排容CBB电容阻容模块CBB电容聚丙烯电容8.2.4 电容器的极性8.2.4.1电容器中只有电解电容才有极性,脚长的一脚为正极,或者在外壳上有“-”符号的一脚为负极。
手工插件作业指导书
手工插件作业指导书手工插件作业指导书篇一:电路板手工插件作业指导书作业指导书1,插件组。
一、插件前,应清理作业桌面。
不准存放与作业无关东西。
二、插件前准备工作1、投料前检查品保检验合格单,产品批号,了解物料的完整性及可靠性。
2、了解新产品插件注意事项,对特殊材料对人员的职能培训。
3、组长安排好相应的坐次,安排好人员所插的电子元件。
4, 将需整形的元件整形(如,二极管等),并摆放后,做好准备。
三、操作步骤1、按PCB板标识图及样品整流器,把各元件插入PCB板中,达到样品或要求的规定的成型高度。
四、工艺要求1、元件的整形、排列位置严格按文件规定要求,不能损伤元器件。
2、二极管、三极管、电解电容、电感是有方向性,必须按PCB板上的方向进行插件。
3、无极性元件的在插件的过程中,必须保持一致性。
4、元器件不得有错插、漏插现象。
5、不同包装的三极管不得混用,发现异常元件及异常外型材料及时反馈组长,由技术部、品保部、物控部决定处理。
6、每天下班前清理工作台面,并及时把多余元器件上交组长处理。
7、完工后清理设备及岗位。
五、注意事项1、后工序员工或检验员发现漏插元器件不能擅自将元器件插入线路板,必须经组长鉴别后,再通知前工序工把相关的元器件补齐。
2、每批次组长负责与技术部一起制作首板,以后批量制作严格按首板插件标准执行,每批制作前必须经过首检合格后方可批量投入生产。
3、杜绝元件插件不到位,漏插、插反,插错,碰脚流入下一道工序。
4、注意操作员工双手及操作工具、设备卫生,确保产品清洁。
篇二:DIP车间手工插件培训教材文件核准文件更改记录1. 目的使新员工尽快掌握手工插件工作。
2. 适用范围适用于DIP车间手工插件线的新员工。
3. 参考文件无 4. 工具和仪器无5. 术语和定义作业指导书:是由公司相关部门根据生产过程中总结的实际经验,并运用规范化的语言制定的一种公司内部的作业标准。
电容器:一种贮存电能的元件。
6. 部门职责6.1制造部协助培训和结果考核确认7. 流程图:无 8. 教材内容:8.1 作业指导书的使用8.1.1 实施作业指导书的目的作业指导书将使我们明白在生产过程中应该按照什么样的方法或步骤执行我们的工作任务,提高我们的工作质量,确保我们的产品质量,对我们整个生产体系起一个支撑的作用,也就是说作业指导书是我们工作中的指南针。
【精编范文】手工插件作业指导书-范文模板 (13页)
3、组长安排好相应的坐次,安排好人员所插的电子元件。
4, 将需整形的元件整形(如,二极管等),并摆放后,做好准备。
三、操作步骤
1、按PCB板标识图及样品整流器,把各元件插入PCB板中,达到样品或要求的规定的成型高度。
四、工艺要求
1、元件的整形、排列位置严格按文件规定要求,不能损伤元器件。
如果被测电容器的容量在0.01UF以上,用万用表置于R×10KΩ高阻量程,而表头指针并不摆动,则说明该电容器的内部已断路。如果是电解电容器,则说明该电解电容器的电解液已干涸,不能使用。
8.2.6 电容器单位
8.2.6.1单位一般有:pF皮法、nF纳法、μF微法、mF毫法。
8.2.6.2电容量单位的换算:1法拉(F)=106微法(uF)=1012微微法(pF)
8.1.2 举例说明(举DIP车间的作业指导书实例)
作为一个作业指导书首先应明确其目的,适用范围,版本类型(标准或试用),作业指导书当
中用到的术语定义,其次是应讲述其详细的操作流程,这一流程将指导我们如何进行合理化的操作。在开始上线之前,按照作业指导书将产品所需物料分到各个工位,各工位将根据作业指导书核对物料本体及物料标签是否一致。在保证物料无误的情况下,查看本工位的注意事项及使用工具,作业员将根据提供的生产信息进行作业。 8.1.3作业指导书的分类
8.2.3 电容器的外形
电解电容 聚酯膜电容
瓷片电容 排 容
CBB电容
阻容模块
CBB电容
聚丙烯电容
8.2.4 电容器的极性
8.2.4.1电容器中只有电解电容才有极性,脚长的一脚为正极,或者在外壳上有“-”符
号的一脚为负极。
插件作业指导书
插件作业指导书插件作业指导书一、生产用具、原材料生产线、元件切脚整形机、镊子、电子元件、线路板、自熄管二、准备工作1、将需整形的元件整形。
2、了解新产品插件注意事项,对特殊材料对人员的职能培训。
3、投料前检查品保检验合格单,产品批号,了解物料的完整性及可靠性。
三、操作步骤1、按PCB板标识图及样品整流器,把各元件插入PCB板中,达到样品或要求的规定的成型高度。
四、工艺要求1、元件的整形、排列位置严格按文件规定要求,不能损伤元器件。
2、二极管、三极管、电解电容、电感是有方向性,必须按PCB板上的方向进行插件。
3、无极性元件的在插件的过程中,必须保持一致性。
4、元器件不得有错插、漏插现象。
5、不同包装的三极管不得混用,发现异常元件及异常外型材料及时反馈组长,由技术部、品保部、物控部决定处理。
6、每天下班前清理工作台面,并及时把多余元器件上交组长处理。
7、完工后清理设备及岗位。
五、注意事项1、后工序员工或检验员发现漏插元器件不能擅自将元器件插入线路板,必须经组长鉴别。
2、每批次组长负责与技术部一起制作首板,以后批量制作严格按首板插件标准执行,每批制作前必须经过首检合格后方可批量投入生产。
3、杜绝元件插件不到位,漏插、插反,插错,碰脚流入下一道工序。
4、注意操作员工双手及操作工具、设备卫生,确保产品清洁浸焊、切脚、波峰焊作业指导书一、生产用具、原材料焊锡炉、排风机、空压机、夹子、刮刀、插好元器件的线路板、助焊剂、锡条、稀释剂、切脚机、斜口钳、波峰焊机。
二、准备工作1、按要求打开焊锡炉、波峰焊机的电源开关,将温度设定为255-265度(冬高夏低),加入适当锡条。
2、将助焊剂和稀释剂按工艺卡的比例要求调配好,并开起发泡机。
3、将切脚机的高度、宽度调节到相应位置,输送带的宽度及平整度与线路板相符,切脚高度为1-1.2mm,将切脚机输送带和切刀电源开关置于ON位置。
4、调整好上、下道流水线速度,打开排风设备。
5、检查待加工材料批号及相关技术要求,发现问题提前上报组长进行处理。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
作业指导书
1,插件组
一、插件前,应清理作业桌面。
不准存放与作业无关东西。
二、插件前准备工作
1、投料前检查品保检验合格单,产品批号,了解物料的完整性及可靠性。
2、了解新产品插件注意事项,对特殊材料对人员的职能培训。
3、组长安排好相应的坐次,安排好人员所插的电子元件。
4、将需整形的元件整形(如,二极管等),并摆放后,做好准备。
三、操作步骤
1、按PCB板标识图及样品整流器,把各元件插入PCB板中,
达到样品或要求的规定的成型高度。
四、工艺要求
1、元件的整形、排列位置严格按文件规定要求,不能损伤元器件。
2、二极管、三极管、电解电容、电感是有方向性,必须按PCB 板上的方向进行插件。
3、无极性元件的在插件的过程中,必须保持一致性。
4、元器件不得有错插、漏插现象。
5、不同包装的三极管不得混用,发现异常元件及异常外型材料及时反馈组长,由技术部、品保部、物控部决定处理。
6、每天下班前清理工作台面,并及时把多余元器件上交组长处理。
7、完工后清理设备及岗位。
五、注意事项
1、后工序员工或检验员发现漏插元器件不能擅自将元器件插入线路板,必须经组长鉴别后,再通知前工序工把相关的元器件补齐。
2、每批次组长负责与技术部一起制作首板,以后批量制作严格按首板插件标准执行,每批制作前必须经过首检合格后方可批量投入生产。
3、杜绝元件插件不到位,漏插、插反,插错,碰脚流入下一道工序。
4、注意操作员工双手及操作工具、设备卫生,确保产品清洁。