宝元接对刀仪说明
对刀仪用法

对刀仪用法内部编号:(YUUT-TBBY-MMUT-URRUY-UOOY-DBUYI-0128)最新款对刀仪安装及操作注意事项■线路接法:棕色:24V绿色:0V黄色:信号线(NO)白色/红色:过行程保护开关(常闭型)■检查对刀仪好坏方法:接好线路,检查无误后,压下对刀仪,左侧白色灯亮,同时测量黄色同绿色之间有24V电压,松开则没有,表明动作状态正常。
特别注意:此信号的输出为常开型!采用LNC系列控制器,加装对刀仪时,原点需要接到继电器板输入点■宝元系统更改如下参数:a:参数175=1 设定HOME DOG I 点(0 lobal,1 remote)b:参数176=1 设定G31信号源HS接口1/2c:参数177=1 设定G31信号接点类别(0 NC,1 NO)d:参数161=6 设定宏O9004呼叫M码e:参数166=36 设定宏O9010呼叫G码OFFSET页面系统变量里设定C401为对刀仪位置的X轴机械坐标OFFSET页面系统变量里设定C402为对刀仪位置的Y轴机械坐标■对刀仪保护写法范例:保护开关由常闭转变为常开状态时,PLC即刻接收到信号,并触发控制器内部警报:Z轴超过负向软件极限,对刀动作将会停止,起到保护作用。
用户只有通过手动将Z轴向正方向移动,即可解除报警。
保护信号请务必接好,以防止外力造成损伤!■对刀仪安装:对刀仪通过底部两个圆弧槽,安装于工作台面或者其它位置时,请特别注意对刀仪表面的水平精度,安装过程中请用千分表对其测量,以确保平面精度,进而得到精确的测量值!对刀思路:1一般的加工方式:X Y分好中心点后,校对Z轴坐标,如果是工件表面加工则直接把Z轴移到工件表面,然后将坐标设入控制器的坐标系中,完成对刀工作。
如果客人加工程序里有几把刀具,后处理出来的程序也是以平面为基准加工,而第一把刀加工就可能把整个平面切掉,所以大多数客户都采用的是取差值的方式,即:测量出工件表面和工作台面的数值,设入到偏移坐标里面等。
宝元系统 调机简易说明 铣床
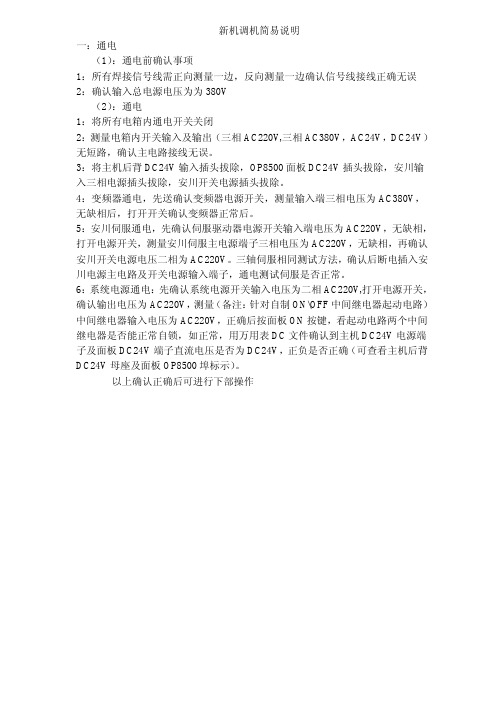
新机调机简易说明一:通电(1):通电前确认事项1:所有焊接信号线需正向测量一边,反向测量一边确认信号线接线正确无误2:确认输入总电源电压为为380V(2):通电1:将所有电箱内通电开关关闭2:测量电箱内开关输入及输出(三相AC220V,三相AC380V,AC24V,DC24V)无短路,确认主电路接线无误。
3:将主机后背DC24V输入插头拔除,OP8500面板DC24V插头拔除,安川输入三相电源插头拔除,安川开关电源插头拔除。
4:变频器通电,先送确认变频器电源开关,测量输入端三相电压为AC380V,无缺相后,打开开关确认变频器正常后。
5:安川伺服通电,先确认伺服驱动器电源开关输入端电压为AC220V,无缺相,打开电源开关,测量安川伺服主电源端子三相电压为AC220V,无缺相,再确认安川开关电源电压二相为AC220V。
三轴伺服相同测试方法,确认后断电插入安川电源主电路及开关电源输入端子,通电测试伺服是否正常。
6:系统电源通电:先确认系统电源开关输入电压为二相AC220V,打开电源开关,确认输出电压为AC220V,测量(备注:针对自制ON\OFF中间继电器起动电路)中间继电器输入电压为AC220V,正确后按面板ON按键,看起动电路两个中间继电器是否能正常自锁,如正常,用万用表DC文件确认到主机DC24V电源端子及面板DC24V端子直流电压是否为DC24V,正负是否正确(可查看主机后背DC24V母座及面板OP8500埠标示)。
以上确认正确后可进行下部操作二:参数汇入功能1:DOS下参数导入功能备注说明:插拔CF卡时请在关机壮态,不然会损坏CF卡或系统。
(1):开机时按显示器下方从左边数起第四个按键,不停的重复按下松开至到进入DOS,显示器显示C:\(510以下系列系统需要进入系统画面后,按相对标后输入$Q回车后进入DOS)(2):进入DOS画面后输入D:按回车(3):输入MP按回车,系统自动会上传备份文件到指定目录。
对刀仪使用办法范文
对刀仪使用办法范文刀仪,是指使用刀具进行各种操作时,为保证操作安全和效果,所使用的仪器设备。
刀仪的使用方法有一定的规范和注意事项,下面将对刀仪的使用进行详细介绍。
一、刀仪的基本知识1.刀具种类:常见的刀具有切割刀具、削减刀具、机加工刀具、打磨刀具等。
根据不同的刀具种类,使用的刀具也各不相同。
2.刃口的性质:刀具的刃口有软刃和硬刃两种。
软刃适合于切割软材料,硬刃适合于切割硬材料。
3.刃口的保护:刃口是刀具最重要的部分,使用前需要检查刃口的完整性。
同时,在存放和携带过程中,要注意保护刃口,避免受到损坏。
二、使用刀仪的操作规范1.熟悉刀具:在使用刀具前,要对刀具进行仔细观察和熟悉。
了解刀具的结构、特点和使用方法,对操作过程中的危险因素有所准备。
2.正确使用刀具:使用刀具时,应保证刃口与工件的接触在一个正确的角度上,并对切割过程进行适度的压力控制。
3.注意力集中:在使用刀具时,要始终保持注意力集中,避免分心或受到外界干扰,以免发生意外事故。
4.防止刹飞:使用刀具切割时,要确保切割物平稳,避免切割时遇到障碍物而导致刀具刹飞,造成伤害。
5.防护措施:使用刀具时,要根据具体工作环境和刀具的特点,选择合适的防护措施。
如戴上手套、护目镜、工作服等,以减少操作过程中对身体的损害。
三、刀仪的维护保养1.清洁刀具:使用完刀具后,要及时清洁,去除刀具表面的油污和杂质。
使用清洁剂、刷子等工具进行清洗,然后用抹布擦干。
2.刀具的保养:在使用刀具之前,可以利用磨刀石对刀具进行磨刃,保持刀具的锋利度。
同时,在使用过程中要避免过度磨削,以免降低刀具的寿命。
3.刃口的保护:在存放和携带刀具时,要注意对刃口的保护,避免刀具与其他硬物碰撞或刮擦,造成刃口的损坏。
四、刀仪的安全使用1.防止伤人:在使用刀具时,要避免刀具与人体接触,切勿将手指或其他身体部位放在刀具的刃口或工件的切割区域。
2.储存注意:刀具在不使用时,应妥善保存。
可以使用专用的刀具盒或套袋等进行包装,避免刀具暴露在外,造成意外伤害。
对刀仪操作规范
对刀仪操作规范
对刀仪操作规范
一、对刀仪的日常保养
1.每日检查润滑系统是否正常
2.主轴务必清洁干净、并涂抹干净的防锈油
3.使用后请保持或增加干净的防锈油,并及时清除杂物灰尘、铁屑等
4.测试棒务必擦拭干净,并涂抹干净防锈油
5.每日清洁对刀仪外罩
6.务必使用清洁防锈油,不可使用汽油、玻璃水类
7.不用时用防护罩包裹
二、对刀仪操作注意事项
1.使用X、Y轴移动时勿大力摇动,在接近刀具时,应减缓速度
2.不可随便拆装,拧紧或松开对刀仪上的螺丝
3.每次对刀前务必用测试棒校正数据,直径跳动允许0.02MM
4.用完后关闭电源
三、操作说明
1. X轴归“0”
①擦拭、清洁主轴及测试棒
②将Y轴百分表架移向刀具外侧,以免X轴归零时撞及测试棒
③将X轴量表测头调至接触测试棒,使量表指针向顺时针方向接触第一个
0的位置
④旋转主轴,检查测试棒跳动
⑤在显示器上设定测试棒,直径尺寸,此时完成X轴预设
2. Y轴归“0”
①移动Y轴,将量表测头调至需定位的高度基准面,使量表指针指向顺时
针方向第一个0的位置
②在显示器上设定Y轴值为0或任何预设值,此时完成Y轴高度预设。
对刀仪的使用方法
对刀仪的使用方法对刀仪是一种用于刀具刃口检测和磨削的仪器,广泛应用于机械加工、金属加工等领域。
正确的使用对刀仪可以确保刀具刃口的精准度和稳定性,提高加工效率和产品质量。
下面将介绍对刀仪的使用方法。
首先,准备工作。
在使用对刀仪之前,需要对仪器进行检查和准备。
首先要检查对刀仪的电源和连接线是否正常,确保仪器的正常工作。
然后需要准备好待测刀具和工件,确保刀具和工件的表面清洁,无损伤和污渍。
接下来,进行对刀仪的校准。
对刀仪在使用之前需要进行校准,以确保测量结果的准确性。
首先要将对刀仪放置在平稳的工作台上,并调整仪器的位置,使其与待测刀具和工件保持垂直。
然后按照对刀仪的说明书进行操作,进行校准和调整,确保仪器的测量精度和稳定性。
接着,进行对刀仪的测量。
在进行测量之前,需要根据待测刀具的尺寸和形状,选择合适的测量模式和参数。
然后将待测刀具安装在对刀仪上,并调整仪器的位置和角度,使其与刀具的刃口保持垂直。
然后按照对刀仪的操作步骤进行测量,获取刀具刃口的尺寸和形状数据。
最后,进行对刀仪的分析和处理。
在测量完成之后,需要对测量结果进行分析和处理。
首先要对测量数据进行合理的整理和记录,以备后续的参考和分析。
然后根据测量结果,进行刀具的磨削和修整,以确保刀具的刃口符合要求。
总之,正确的使用对刀仪可以确保刀具刃口的精准度和稳定性,提高加工效率和产品质量。
在使用对刀仪时,需要进行准备工作、校准、测量和分析处理,以确保仪器的正常工作和测量结果的准确性。
希望本文介绍的对刀仪使用方法能够对您有所帮助。
对刀仪使用说明M70

对刀仪的使用(M70/M700)立式加工中心机采用美德龙系列(T24E/F)对刀仪,对刀重复精度0.003mm 以内。
数控系统接收对刀仪脉冲信号,再由PLC执行刀具长度设定、刀具磨耗检测及补偿、刀具破损折断检测。
一、对刀仪的使用注意事项1.对刀刀具直径请控制在ф0.7mm以上,ф20mm以下;2.对刀速度请控制在200mm/min以下;3.使用环境温度范围0℃~40℃;4.刀具与对刀仪接触面必须垂直,并且垂直向下与接触面接触;5.接触时不能超过对刀仪行程,否则将损坏对刀仪或刀具;6.对刀时的速度与机械的电气响应速度有关系,所以请设定指定内速度,为了确保对刀精确,我们推荐对刀速度为50~200mm/min;7.当一用手接触对刀仪接触面时请不要立即放开,以免损坏对刀仪内部构造;8.当刀具和对刀仪接触对刀结束后,必须垂直提刀离开接触面,不可以横向移动,如果横向移动会损坏对刀仪;9.接触面上吹气吹不到地方或除不掉的铁屑及切削油等,请经常扫一下;10.对刀吹气的气压请控制在2 - 3Kgf/cm2。
二、对刀仪参数及设定2.1.宏程序输入:(注2)将对刀仪程序输入到NC内存中,对刀仪程序中包括#31,#32,O9899,O9020,O9951,O9954等程序,其中程序O9899,O9020,O9951,O9954不可以随意修改,以防设定错误而撞坏对刀仪。
2.2.参数#6409.7->1 :对刀仪总开关三、对刀仪的基准位置设定3.1.在主轴上装夹一支刀具,用手轮模式将X、Y轴移动到对刀仪接触面上方10mm 内,并且在接触面中央位置,记录此时X、Y之机械坐标。
3.2.修改宏程序O9954,使变量#523和#524分别赋予X、Y轴在对刀仪位置上的机械坐标。
(注1)3.3.当对刀仪有移动位置或者X、Y、Z任何一轴有变动过,则要重新进行基准位置设定。
4.1.寻找工件X、Y轴坐标工件分中,将X、Y轴的相对坐标抄入工件坐标系统内,Z轴坐标由对刀程序自动测量(通常,初始设0)。
宝元说明接510I线

z CAD/CAM z 網路功能
1.2 LNC-M510i 控制器
LNC-M510i 控制器採用標準的工業電腦為基礎,適用於一般工具機、產業機器與自動化機具,此構裝具有良好 的維護性,高性能的運動控制功能與多點數 I/O 點支援,可廣泛應用於各種工業應用,加上 PC 的開放式系統, 模組化的設計,使系統性能升級容易,維護更方便。 主要規格如下: 1. 傳輸介面支援 Ethernet、DNC 2. 提供 3 軸同動 Pulse / Vcmd 位置迴路控制(Vcmd 為選配) 3. 提供主軸介面 Pulse / Vcmd 介面 4. 提供一組編碼器輸入可給 MPG 使用 5. I/O 介面支援到 128 Input / 128 Output 點
1.1 一般規格及選配規格.......................................................................................................................1 1.2 LNC-M510i 控制器 ........................................................................................................................1 1.3 硬體規格.........................................................................................................................................2 1.4 LNC-M510i 電源需求 .....................................................................................................................2 1.5 軟體規格.........................................................................................................................................3
对刀仪使用方法

对刀仪使用方法(总6页) -CAL-FENGHAI.-(YICAI)-Company One1-CAL-本页仅作为文档封面,使用请直接删除对刀仪使用方法随着加工中心的广泛使用,许多用户也开始使用刀具测量装置。
它不仅可以检测刀具的磨损情况,而且可实现自动补偿(通过修改刀补值实现),极大的提高了加工效率和精度。
另外,同时使用其刀具破损检测功能与刀具寿命管理功能,还可以实现自动寻找同组刀具的功能,节约了刀具检查和更换的时间。
但由于用户对测量原理不是很了解,使用时容易产生误区,有时补偿后的精度反而不如补偿前,这就使用户产生了迷惑,限制了测量装置的广泛使用。
本文以英国RENISH AW.html" target="_blank" class="keylink">雷尼绍(RENISHAW)公司TS27 R测头的安装调试为例,就如何更好的使用刀具测量装置做一详细介绍,供读者参考借鉴。
刀具测量的基本原理是利用系统的跳步功能(G31):在程序中指令“G31 Zx x x Fx x x”(与GO1的动作相同)。
但此时如果SKIP信号由“0”变为“1”时,Z轴将停止运动,再用宏程序控制坐标轴后退,然后再次碰触量块,反复测量并运算后得出刀具的实际长度和直径,最后修改系统宏变量从而达到修改刀补值的目的。
刀具测量装置的使用主要包括三个步骤:安装和接线;标定;测量。
1 安装和接线刀具侧量装置通常包括测头和信号转换装置(硬件)及相关的测量程序(软件包)。
测头(TS27R)安装在工作台上,并尽量远离加工区域,外部应加防护装置,使用前先将防护装置打开并将刀具用风吹干净(用M代码控制气动元件可实现自动),确保刀具表面无杂物,测量完成后关闭防护。
测头安装完成后,首先要调整测头接触面的平行度和直线度。
将一只百分表(或千分表DTI)吸在主轴头上,表头打在量块(圆形或方形)的上表面;用手轮控制X轴沿量块表面来回移动,观察表针变化,同时调整测头上的调节螺钉,使X向的直线度保证在0.010mm,调整好后紧固螺钉。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
宝元接对刀仪
根据用户的反馈,特别编辑了对刀仪接宝元系统的说明
一:硬件准备与识别
1:对刀仪一个。
(通常用常闭的,不过宝元系统改常开常闭比较方便,如果实在没常闭的常开也一样使用。
)
2:弄清楚对刀仪每根线的定义。
(一般由这几个定义组成:对刀信号,过行程保护信号,对刀信号输入端,过行程保护信号输入端,24V,0V)
3:找到宝元系统对刀信号输入端口,宝元系统对于对刀仪端口是专用的端口。
这点比新代系统做的好一点。
一般在显示屏背面,一个标有SH1或(L-IN1)的接线端口。
如下图:
4:找到上图报警接口OT1和OT2,把上面的跳线卸掉。
然后这两个接口分别接对刀仪过行程保护的两条线即可。
(这是在机床没有写对刀过行程保护PLC接口时的最简单有效的接法。
)
5:以上四点都完成了,开始对刀仪信号线与宝元系统连接。
如下图:
二:以上硬件准备就绪后接下来是参数设置和对刀程序的设置了。
1:对刀命令的设置如下图:
上图是设定对刀变数的G码和M码。
一般G码为36,M码为06.
2:设定对刀信号的常开或常闭极性,如下图:
上图是对刀信号点的常开和常闭设定,NC表示常闭,NO表示常开。
3:设定对刀信号输入点的接口,是1口还是2口。
如下图:
上图是接口设定窗口。
宝元对刀信号口提供了两个,可以任意选择1或者2接口。
4:对刀宏程序的导入和编辑。
上图为对刀宏程序显示窗口,宝元一般为O9004和O9010两个。
一个设定落差用,一个对刀用。
在宏程序里面可以修改对刀速度,对刀次数,对刀吹气的时间。
一般更换对刀仪不需要宏程序,如果是新装对刀仪就需要宏程序。
如果需要可以加我个人微信号(szzww314)获取下载地址。
5:开启是否使用对刀仪功能,如下图:
上图是开启对刀仪是否使用的功能和对刀报警功能。
三:以上为宝元系统安装对刀仪到参数设定的全部图文内容,如果感觉还是不是很详细。
可以关注我们的微信公众号:qq28336389(国雕数控维修)。
里面有更多详细的内容可分享朋友圈。