雷尼绍对刀仪使用培训教程 ppt课件
雷尼绍HPMA高精度自动对刀臂说明书

2
EC 符合性声明
Renishaw plc 公司声明以下产品: -
名称: 说明: 订货号:
HPMA 电动回转对刀臂 A-2181-XXXX 系列
按照以下标准进行制造: -
BS EN 61326-1:2006
测量、控制及实验室使用的电子设备 - EMC 要求 第一部分: 一般要求 抗扰: 表 2 - 工业场所 发射:A 类 - 工业场所
保修 属于保修范围的设备如需维修,必须返回供应商处进行处理。 如果错误使用设备、或经非公司授权人员维修调试后,Renishaw将不接受任何退换货要 求。
专利声明 以下专利涉及到本用户手册中提及的产品和其他类似产品(其他已申请的专利)的功能 特点:
CNw 03821790.2 EP 1092890 JPw 2002-531,839 JP 3847842 US 5,647,137 USw 7281336 B2
18
安装TSI3
安装TSI3
TSI3接口单元应该安装在CNC控制柜中。本单元放置的位置应尽可能远离变 压器和电机控制器等潜在干扰源。
4 mm
35 mm
R
130 mm
高度 98 mm
其他安装方式
M4
M4
TSI3 接口
19
TSI3接口
1 VIF 2 X-O
3 X+O
4 Z-O
5 Z+O
6 ARO
7 MRO
8 VIF 9 VIF 10 VM 10 0 VM 12 NC
13 0 VIF
接口24 V电源 18 V - 30 V X-输出 X+输出 Z-输出 Z+输出
5针M12面板安装电缆接头
33 30 67.5
雷尼绍测头培训PPT课件

所以》 M98不能在调用时指定变量的值,而G65可以
那么G65后面跟的一大堆字母表示的是什么意思呢?
Slide 17
.
G65和M98的差别(一)
变量表
异或
#i=#j XOR #k
与
#i= #j AND #k
蓝色字体为不常用运算符 Slide 9 所有运算格式要正确
备注
运算按照二进制一位一 位的进行
.
测试一
可以把G55的坐标值写入全局变量吗?局部变量呢? • 怎么写? • 两个有什么差异?
我可以给G55的坐标赋值吗? • 怎么写? • 有什么用处?
备注
#k不为0 角度以度指定 90.5表示90度30分
.
算数和逻辑运算(二)
功能
平方根 绝对值
格式
#i=SQRT[#j] #i=ABS[#j]
舍入 上取整 下取整 自然对数 指数对数
#i=ROUND[#j] #i=FIX[#j] #i=FUP[#j] #i=LN[#j] #i=EXP[#j]
或
#i=#j OR #k
#120 #121 #122 #123 #124 #125 #126 #127 #128 #129
用户#1可30 用变量 #140
#131
#141
#132
#142
#133
#143
#134
#144
#135
#145
#136
#146
#137
#147
#138
#148
#139
雷尼绍探头设定及使用
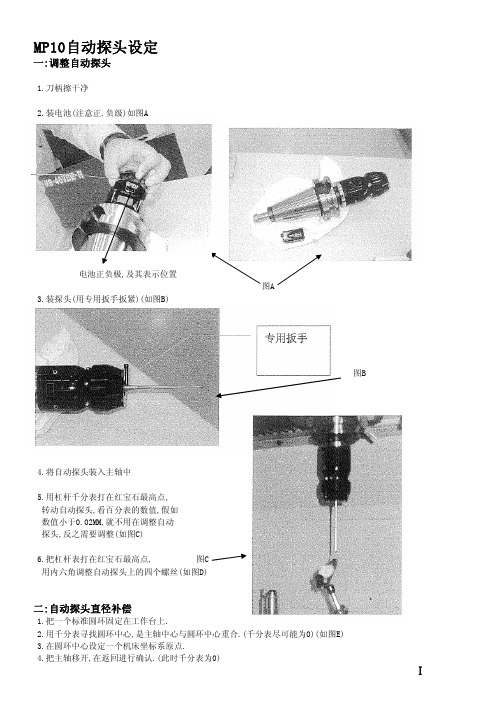
MP10自动探头设定一:调整自动探头1.刀柄擦干净2.装电池(注意正.负级)如图A电池正负极,及其表示位置图A3.装探头(用专用扳手扳紧)(如图B)图B4.将自动探头装入主轴中5.用杠杆千分表打在红宝石最高点,转动自动探头,看百分表的数值,假如数值小于0.02MM,就不用在调整自动探头,反之需要调整(如图C)6.把杠杆表打在红宝石最高点, 图C用内六角调整自动探头上的四个螺丝(如图D)二:自动探头直径补偿1.把一个标准圆环固定在工作台上.2.用千分表寻找圆环中心,是主轴中心与圆环中心重合.(千分表尽可能为0)(如图E)3.在圆环中心设定一个机床坐标系原点.4.把主轴移开,在返回进行确认.(此时千分表为0)Ⅰ调整螺丝位置图D 图E (FM MP3的调整螺丝在圆锥盖得里面)5.把自动探头放入主轴中,走到设定的原点(如图F)6.在MDI方式下,输入CALL OO18,启动.(自动探头加电,会有几秒的延时) (FMMP3输入 : CALL OO16)7.把自动探头下降到基准圆环平面以下10MM左右.8.在MDI方式下,输入CALL OO21,启动.(将设定的原点读入MSB原点)9.画面放在"测量结果显示",按"MSB原点"(MSB原点坐标,No.3号坐标系).10.输入VNCOM[1]=8,启动.11.将画面放在"测量结果显示"按"传感器",用手轻碰探头,看到传感器画面有黄色的指示灯会亮,进行信号确认,表示探头有信号.12.在MDI方式下,输入:CALL OO10 PMOD=9 PDI=50 POVT=3 启动.PMOD=9 表示自动探头半径补偿 PDI=50 表示基准环的准确直径 POVT=3表示超行程距离13.测量结果在"测量表示画面",按"MSB刀具ON/OFF"键.半径补偿的1-4号半径补偿值为探头4个方向的补偿值.14.在MDI方式下,输入:CALL OO19 启动(表示断电)(FMMP3输入:CALL OO17)三:自动探头长度方向补偿1.换基准棒.(记下标准棒的长度,假如为199.9MM)2.将基准棒的端面与量块轻微接触到(如图G).3.在此位置设定Z方向的原点.a.绝对长刀具补偿:运算199.9b.相对刀具补偿:运算04.抬起基准刀具,主轴换上自动探头.5.在MDI方式下输入:CALL OO18 启动 <VNCOM[1]=8检测信号>6.在手动方式下,将自动探头放在量块的上方,大约10MM左右(如图F).* 相对补偿,PLI=自动探头长度-基准棒长度(大概距离)9.CALL OO19 (自动探头断电)四:复制补偿数值图F1.将"MSB刀具ON/OFF"中的,半径补偿1-4号复制到5-20号,长度补偿的5号复制的1-4号.2.在MDI方式下,输入:CALL OO22 Ⅱ间距10MM左右 图G 图H使用自动探头一:内径测量1.探头放在孔的中心位置(大概),把探头的顶端移到孔内.2.MDI方式下:输入 CALL OO18 启动(FMMP3输入CALL OO16)3.测量: CALL OO10 PMOD=7 PDI=50 启动 .(PMOD=7表示测量孔德半径.PDI=50表示孔直径的预想值) 4:测量结果在"测量结果显示"中.5.设定孔中心为原点: CALL OO20 PHN=3 PX=0 PY=0 启动.(PHN=3表示为3号坐标系,PX,PY表示X与Y偏移量) 6:在MDI方式下,输入: CALL OO19 启动(FMMP3输入:CALL OO17)二:外径测量1.探头放在孔的中卫,并且在零件的上方.2.CALL OO18启动.3.测量: CALL OO10 PMOD=6 PDI=100 PIN=25 启动 (PMOD=6表示测量外径 PDI=100表示外径的预想值 PIN=25表示从探头顶端下降25mm.)4.以下操作同测内径操作.三:X向的端面测量 1.探头放在离被测平面不远的地方.2.在MDI方式下,输入: CALL OO10 PMOD=1 PEI=-255 启动 .(PEI=-255表示X向的预想值,预想值=当前位置+到被测面得距离) 3.设原点同上,设好原点后,再次确认,输入:CALL OO10 PMOD=1 PEI=0启动 PEI=0表示确认面与测量面差值为0.四:Y向端面测量1.测量:CALL OO10 PMOD=2 PEI=800 启动2.设原点和再次确认操作步骤同上.五:Z向测量.1.探头方在被测零件平面的上方.2.在MDI方式下,输入: G56H5 启动,HS=5表示MSB刀具长度补偿为五号.3.测量:CALL OO10 PMOD=3 PEI=-111 启动4.设原点和再次确认同上.六:测量两点间的距离探头放在被测量两点的大约中间位置.*X向测量:CALL OO10 PMOD=11 PELI=60 启动 *Y向测量:CALL OO10 PMOD=12 PELI=85 启动七:测量两端面的距离探头放还在被测两端面的中间,并放在零件的上面.* X向测量:CALL OO10 PMOD=11 PELI=130 PIN=30 启动* Y向测量:CALL OO10 PMOD=12 PELI=130 PIN=30 启动END Ⅲ。
雷尼绍刀长对刀仪安全操作及保养规程
雷尼绍刀长对刀仪安全操作及保养规程1. 前言雷尼绍刀长对刀仪是一款高精度的检测仪器,经常被用于金属制品、电子制品、汽车及纺织品的质量检验和加工过程中的精度控制。
为了确保设备的正常使用和延长其使用寿命,使用者需要遵循一定的安全操作和保养规程。
2. 安全操作规程2.1. 仪器操作前准备在使用雷尼绍刀长对刀仪前,使用者需要做好以下准备工作:•仔细阅读说明书,确保对仪器的操作和使用方法有清晰的了解。
•检查设备是否完好无损,如有损坏或故障应立即停止使用,并及时联系售后服务人员进行维修。
•检查所有接口和电气连接是否稳固可靠,如有异常应及时报告和处理。
•加载和安装标准工件,并确保工件与刀头接触平面光洁无损,不得有凹槽和划痕等表面缺陷。
2.2. 设备操作步骤使用雷尼绍刀长对刀仪时,需要按照以下步骤进行操作:1.打开电源并将仪器预热10-20分钟。
2.通过调整刀头高度,使其与标准工件接触,调整至最佳接触状态。
3.启动设备进行测量,并记录相关数据。
4.停止测量,关闭设备并拆卸工件。
2.3. 注意事项使用过程中需要注意以下事项:•仪器不得受到撞击、振动和震动,应尽可能避免将仪器置于潮湿、高温或有腐蚀性的环境中。
•使用中应保持工作环境清洁整洁,避免异物和尘土进入设备内部。
•禁止手动干预刀头与标准工件的接触状态,避免刮伤刀头表面。
•禁止拆卸、改装和私自修理仪器,请咨询专业售后服务人员进行处理。
•使用过程中如发现异常声响或其他问题应立即停机,并检查问题原因。
3. 设备保养规程3.1. 日常保养日常保养主要包括以下方面:•定期对设备进行清洗和除尘,保持设备清洁。
•定期检查设备电源线,电气接口等是否松动或磨损,及时更换或维修。
•定期检查仪器标准工件表面的凹槽、磨损和氧化情况,如有异常应及时更换。
3.2. 定期维护定期维护主要是针对设备所使用的零部件和润滑油进行更换和维护,频率和方法如下:•定期更换在使用过程中磨损的零部件,例如测量刀头,滑动轨道等,具体更换频率视使用情况而定。
雷尼绍对刀仪(Renishaw)
摘要英国雷尼绍公司的对刀仪在数控车床上应用有三种,插拔式手臂(HPRA)、下拉式手臂(HPPA)、全自动对刀臂式。
可以快速、高效、精确地在士X、土Z及Y五个轴方向上,对加工过程中的刀具磨损或破损自动监测、报警和补偿;对机床丝杠热变形引起的刀偏值变动量进行补偿。
关键词数控车床对刀仪刀具补偿中图分类号TP216 文献标识码B在工件的加工过程中,工件装卸、刀具调整等辅助时间,占加工周期中相当大的比例,其中刀具的调整既费时费力,又不易准确,最后还需要试切。
统计资料表明,一个工件的加工,纯机动时间大约只占总时间的55%,装夹和对刀等辅助时间占45%。
因此,对刀仪便显示出极大的优越性。
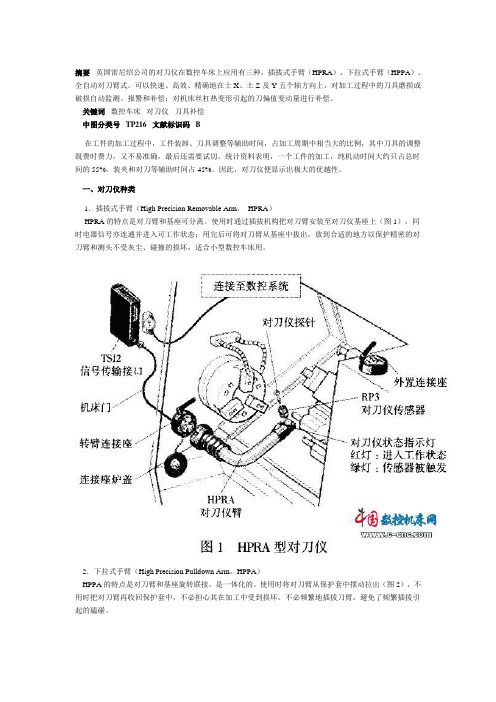
一、对刀仪种类1.插拔式手臂(High Precision Removable Arm,HPRA)HPRA的特点是对刀臂和基座可分离。
使用时通过插拔机构把对刀臂安装至对刀仪基座上(图1),同时电器信号亦连通并进入可工作状态;用完后可将对刀臂从基座中拔出,放到合适的地方以保护精密的对刀臂和测头不受灰尘、碰撞的损坏,适合小型数控车床用。
2.下拉式手臂(High Precision Pulldown Arm,HPPA)HPPA的特点是对刀臂和基座旋转联接,是一体化的。
使用时将对刀臂从保护套中摆动拉出(图2),不用时把对刀臂再收回保护套中,不必担心其在加工中受到损坏。
不必频繁地插拔刀臂,避免了频繁插拔引起的磕碰。
3.全自动对刀臂(High Precision Motorised Arm,HPMA)HPMA的特点是,对刀臂和基座通过力矩电机实现刀臂的摆出和摆回与HPPA的区别是加了力矩电机(见图2内括号中内容),提高了自动化程度。
更重要的是可把刀臂的摆出、摆回通过M代码编到加工程序中,在加工循环过程中,即可方便地实现刀具磨损值的自动测量、补偿和刀具破损的监测,再配合自动上下料机构,可实现无人化加工。
三、对刀仪的工作原理对刀仪的核心部件是由一个高精度的开关(测头),一个高硬度、高耐磨的硬质合金四面体(对刀探针)和一个信号传输接口器组成(其他件略)。
雷尼绍探针编程PPT课件
#130 #131 #132 #133 #134 #135 #136 #137 #138 #139
#140 #141 #142 #143 #144 #145 #146 #147 #148 #149
#107
#117
#127
#108
#118
#128
#109
#119
#129
Slide 8
#130
#140 0
#131
#141 0
#132
#142 1.000
#133
#143 1.000
#134
#144
#135 0 #145
#136 0 #146 -1.000
#137 10.00 #147
#138
#148
Slide 5
#110 #111 #112 #113 #114 #115 #116 #117 #118 #119
#120 #121 #122 #123 #124 #125 #126 #127 #128 #129
#130 #131 #132 #133 #134 #135 #136 #137 #138 #139
#139
#149 0
全局变量的应用
#100
#110
#101
#111
#102
#112
测量#1结03 果和旗#11帜3 的
数值#1在04 每次测#11量4 后
被覆盖
#105
#115
#106
#116
#107
#117
#108
#118
#109
#119
Slide 9
#120 #121 #122 #123 #124 #125 #126 #127 #128 #129
雷尼绍对刀仪使用培训教程
手动刀长测量(O9856)
以手动方式将刀具移到探头上方约 10mm 位置,执行此程式
G65 P9856 T2 ; G65 P9856 T2 D12 ;
未传入D参数,刀具不旋转
D:刀径的概略值(若刀径大于#110 ,会偏移半径值再测量)
自动刀长与刀径测量(O9857)
B:指定测量项目“ 1” -刀长测量;“ 2”-刀径测量;“ 3”-刀长和刀 径测量
O9858 可对刀具进行破损检测,参数H以设定破损量公差值(双向公差 )
G65 P9858 D10. T6. H0.05;
D:刀具直径 H:损量公差值(预设值0.5mm)
G65 P9855 D12.7 R8. T100;
基准刀的刀号
探头盘面直径 基准刀直径
探头坐标位置校正(O9855)
完成校正后,相关数值会储存在以下变量
变量号 #520 #521 #522 #523 #524 #525 #526
描述 探头Z轴机械坐标位置: 探头+X轴机械坐标位置 探头-X轴机械坐标位置 探头+Y轴机械坐标位置 探头-Y轴机械坐标位置 探头Z轴机械坐标位置 Z轴长度误差值
D:刀具直径值
G65 P9857 Bb [Dd Tt Qq Hh Zz M1 ] [ ]可选参数
自动刀长与刀径测量(O9857)
例:指定B1执行自动刀长测量,已将粗略刀长值输入目标刀具号
G65 P9857 B1 T3 D10. Q6.;
T:更新目标刀具号 D:刀径的粗略值 Q:过行程距离
刀具破损检测 (O9858)
雷尼绍对刀仪TS27R使用培训
对刀仪探头坐标位置校正(O9855) 手动刀长测量(O9856) 自动刀长与刀径测量(O9857) 刀具破损检测 (O9858)
雷尼绍测头培训PPT学习课件
保护移动程序-O9810
Slide 36
保护移动程序-O9810
注意
1.目标位置指定
可以单独指定X/Y/Z中的任何一个值;也
可以同时指定其中任意2个或3个全部指定
举例:
G65 P9810 Y-1. F3000
功能:在测头移动时,如果有障碍 G65 P9810 X0 Z-5. F3000
物阻挡,机床停止并报警
常用系统变量-工件坐标系
外部坐标系偏置 G54(1-3轴) G55(1-3轴) G56(1-3轴)
#5201-#5203 #5221-#5223 #5241-#5243 #5261-#5263
G57(1-3轴) G58(1-3轴) G59(1-3轴) G54.1P1(1-3轴) ……
#5281-#5283 #5301-#5303 #5321-#5323 #7001-#7003
#543
#534
#544
#535
#545
#536
#546
#537
#547
#538
#548
#539
#549
测头校正程序
Slide 28
为什么要校正
测头安装后,测头中心与主轴的偏心量 测针球的直径误差 测头的触发距离 机床的重复性 所以,每次更换测头,或者更换测针后,必须 校正!! 如何校正?软件部分再讲
Slide 27
#510 #511 #512 #513 #514 #515 #516 #517 #518 #519
#520 #521 #522 #523 #524 #525 #526 #527 #528 #529
#530 标准校正#5数40 值
#531 回退系#5数41
雷尼绍对刀仪使用培训教程 ppt课件
G65 P9855 D12.7 R8. T100;
基准刀的刀号
探头盘面直径 基准刀直径
雷尼绍对刀仪使用培训教程
探头坐标位置校正(O9855)
• 完成校正后,相关数值会储存在以下变量
变量号 #520 #521 #522 #523 #524 #525 #526
描述 探头Z轴机械坐标位置: 探头+X轴机械坐标位置 探头-X轴机械坐标位置 探头+Y轴机械坐标位置 探头-Y轴机械坐标位置 探头Z轴机械坐标位置 Z轴长度误差值
G65 P9857 B1 T3 D10. Q6.;
T:更新目标刀具号 D:刀径的粗略值 Q:过行程距离
雷尼绍对刀仪使用培训教程
• B:指定测量项目“ 1” -刀长测量;“ 2”-刀径测量;“ 3”-刀长和刀径 测量
• D:刀具直径值
G65 P9857 Bb [Dd Tt Qq Hh Zz M1 ] [ ]可选参数
雷尼绍对刀仪使用培训教程
自动刀长与刀径测量(O9857)
例:指定B1执行自动刀长测量,已将粗略刀长值输入目标刀具号
雷尼绍对刀仪TS27R使用培训
• 对刀仪探头坐标位置校正(O9855) • 手动刀长测量(O9856) • 自动刀长与刀径测量(O9857) • 刀具破损检测 (O9858)
校正
测量
手动刀长测量
自动刀长与刀径 测量
刀具破损检测
雷尼绍对刀仪使用培训教程
对刀仪探头坐标位置校正(O9855)
• 以手动方式将一已知长度的基准刀移到探头上方约 10mm 位置,并尽 量使刀具中心与探头中心成一直线
雷尼绍对刀仪使用培训教程?对刀仪探头坐标位置校正o9855?手动刀长测量o9856?自动刀长与刀径测量o9857?刀具破损检测o9858雷尼绍对刀仪ts27r使用培训校正测量手动刀长测量自动刀长与刀径测量刀具破损检测雷尼绍对刀仪使用培训教程?以手动方式将一已知长度的基准刀移到探头上方约10mm位置并尽量使刀具中心与探头中心成一直线对刀仪探头坐标位置校正o9855g65p9855d127r8
雷尼绍数控车床对刀仪的用途及设置.1
英国“雷尼绍”(RENISHAW)车床对刀仪的用途及原理济南一机床集团有限公司李军摘要:文中着重介绍了英国“雷尼绍”公司数控车床用对刀仪的种类、用途以及简要的工作原理,同时也简要介绍了在数控车床上采用对刀仪对提高加工精度及加工效率的意义。
关键词:对刀仪种类及用途工作原理作为机械加工业中用量最大的数控车床,近些年来随国内经济的高速发展已迅速得到普及。
今天,一个企业内拥有几十台甚至上百台数控车床早已不是什么稀罕事了。
但众所周知,使用数控车床的目地是提高工件的加工质量和效率。
可是使用过数控车床的人都知道,在一个工件的加工过程中,工件的装卸、刀具的调整等辅助时间占用了加工周期中相当大的比例,其中的刀具调整更是既麻烦、又费力。
统计资料证明,实现一个工件的加工,纯机动时间大约要占总时间的55%,装、夹和对刀等辅助时间却占到45%,这实在不是一个小数。
老话讲磨刀不误砍柴工,但在现代社会中,时间就是金钱,效率就是生命。
要多砍柴就必须向磨刀要效益,对时间进行分秒必争。
那么,在提高对刀效率方面我们还有什么好办法吗?实践证明,通过在数控车床上增设对刀仪装置即是一种向“磨刀”要时间的好方法。
以下,结合英国雷尼绍公司的对刀仪装置,谈谈它在构成、用途及简要工作原理等方面的知识:1、雷尼绍公司有哪几种对刀仪装置?目前在雷尼绍车床对刀仪系列产品中共有三种型号,其对刀的原理是一样的,只是按结构的复杂程度和操作的自动化水平分为低、中、高三档型号。
第一种,HPRA (H igh P recision R emovable A rm) 型:这是一种结构较简单、价位低的型号,其特点是对刀仪的臂和基座之间是可分离的,使用时通过插拔机构把对刀仪臂安装至对刀仪基座上(图1)图1:HPRA型对刀仪的系统构成同时电器信号亦连通并进入可工作状态;用完后可将对刀臂从基座中拔出,放到合适的地方以保护精密的对刀臂和对刀传感器部分不受灰尘、碰撞的损坏。
第二种,HPPA (H igh P recision P ulldown A rm) 型:这是一种较实用、中等价位的型号。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
G65 P9855 D12.7 R8. T100;
基准刀的刀号
探头盘面直径 基准刀直径
雷尼绍对刀仪使用培训教程
探头坐标位置校正(O9855)
• 完成校正后,相关数值会储存在以下变量
变量号 #520 #521 #522 #523 #524 #525 #526
描述 探头Z轴机械坐标位置: 探头+X轴机械坐标位置 探头-X轴机械坐标位置 探头+Y轴机械坐标位置 探头-Y轴机械坐标位置 探头Z轴机械坐标位置 Z轴长度误差值
G65 P9857 B1 T3 D10. Q6.;
T:更新目标刀具号 D:刀径的粗略值 Q:过行程距离
雷尼绍对刀仪使用培训教程
• B:指定测量项目“ 1” -刀长测量;“ 2”-刀径测量;“ 3”-刀长和刀径 测量
• D:刀具直径值
G65 P9857 Bb [Dd Tt Qq Hh Zz M1 ] [ ]可选参数
雷尼绍对刀仪使用培训教程
自动刀长与刀径测量(O9857)
例:指定B1执行自动刀长测量,已将粗略刀长值输入目标刀具号
雷尼绍对刀仪TS27R使用培训
• 对刀仪探头坐标位置校正(O9855) • 手动刀长测量(O9856) • 自动刀长与刀径测量(O9857) • 刀具破损检测 (O9858)
校正
测量
手动刀长测量
自动刀长与刀径 测量
刀具破损检测
雷尼绍对刀仪使用培训教程
对刀仪探头坐标位置校正(O9855)
• 以手动方式将一已知长度的基准刀移到探头上方约 10mm 位置,并尽 量使刀具中心与探头中心成一直线
雷尼绍对刀仪使用培训教程
手动刀长测量(O9856)
• 以手动方式将刀具移到探头上方约 10mm 位置,执行此程式
G65 P9856 T2 ; G65 P9856 T2 D12 ;
未传入D参数,刀具不旋转
D:刀径的概略值(若刀径大于 #110,会偏ቤተ መጻሕፍቲ ባይዱ半径值再测量)
雷尼绍对刀仪使用培训教程
自动刀长与刀径测量(O9857)