数控机床状态监控系统设计
基于Web的开放式数控机床网络化远程监控系统开发

( col f c a i l n ier g J n s nvr t, h ni g2 2 1 ,C N) Sh o o hnc gn e n , i guU iesy Z ej n 10 3 H Me aE i a i a
4结语图3机床工作台控制系统原理图图4机床远程监视界面本文详细阐述了基于web的开放式数控机床网络化远程监控系统的功能模块和总体框架并讨论了系统实现的关键技术问题其中包括客户端三维可视化界面实现分布式对象之间的数据传输以及java调用本地方法实现数控机床的远程控制和操作
维普资讯
N ga enfCaib 奠奠机 一0亿■一 n mlC ceo Ma e0NMh I g n s T
基 于 We b的 开放 式 数 控 机床 网络 化 远 程 监 控系 统 开发
李黎辉 刘会 霞 王 霄 谢 赞
( 苏大 学机 械 工程 学院 , 江 江苏 镇江 22 1 ) 10 3
mo e i fCNC c i e to s dl ng o ma h n o l ,Ap e plt—Se ve —Daa s d st c o ls h aa c mmu c — rlt tba e mo e i o a c mp ih t e d t o nia
t nb tends b t bet o in, evr a dd t ae a dJv ai t f e(N )i ue i ew e i r ue ojc c e t sre , a b s , n an t ei e a J I s sd o t i d s l f n a a v n rc
mir co—txu n c ie n ti sse , a a3 c n lg su e oi lme t h i ai t n etr gma hn .I hs y tm J v t h oo yi sd t i D e mp e n e3 vs l ai t D u z o
ARTIS刀具监控系统在数控机床上的开发应用
—
F u n c t i 0 n U s 功 能部 件
AR T I S刀 具 监 控 系 统 在 数 控机 床 上 的 开发 应 用
邓 凌① 许翠芳① 乔永 忠②
( ① 北 京航 空制造 工 程研 究所 , 北京 1 0 0 0 2 4 ; ② 成 都 飞机 工 业 ( 集 团) 有 限责任公 司 , 四川 成 都 6 1 0 0 9 2 )
工 成本 , 加工 周期 长 , 加工难度大 , 如 果 在 加 工 过 程
主轴 , 最 高转速 达 6 0 0 0 r / m i n , 具有 主轴 功 率 大 、 扭 矩 大、 变 速范 围大 、 转速 高 等 特 点 , 适 用 于 由难 加 工 材 料 制 成 的结构 复杂 、 精 度要 求 高 的大 型 整 体 结构 件 的加 工 。机 床配 置 西 门 子 S I N U M E R I K 8 4 0 D P o w e r l i n e数 控 系统 , S I MO D R I V E 6 1 1 D全数 字 交 流伺 服 驱 动 及 伺 服 电动 机 。为保 证加工 质 量 , 提 高加 工效率 , 有 必要 应 用A R T I S监控 系 统 对 机 床 刀具 工 作 状 态 、 碰撞 、 主 轴
随着 制 造业技 术 的不 断 进 步 和发 展 , 国 内航 空 制 造领 域对 提 高难加 工材 料工 件加 工效 率 和加工 质量 的 要求 也越 来越 高 。数 控 加 工 中 , 因各种 原 因发 生 的刀 具 磨损 、 刀具 断裂 、 主轴 碰撞 等故 障都 会对 正在 加工 的 工件甚 至 机床 本身 造成 损坏 。由于难 加工 材料 工件 加
t e r t ha n b e f o r e d u in r g mi l l i n g p r o c e s s . Ke ywo r d s:ARTI S;To o l s Re a l -t i me Mo n i t o r i ng;CNC Ma c hi n e To o l s
《基于Flink的机床状态实时采集与监控系统的设计与实现》

《基于Flink的机床状态实时采集与监控系统的设计与实现》一、引言随着工业 4.0时代的到来,智能制造成为了工业发展的新趋势。
机床作为制造业的核心设备,其实时状态采集与监控对于提高生产效率、降低故障率具有重要意义。
本文将介绍一种基于Flink的机床状态实时采集与监控系统的设计与实现,以实现对机床状态的实时监测和数据分析。
二、系统需求分析本系统的主要目标是实现对机床状态的实时采集、监控和分析。
为此,我们需要分析系统所需的功能模块、性能需求和安全性需求。
功能模块包括:1. 数据采集模块:负责从机床传感器中实时采集数据。
2. 数据传输模块:负责将采集的数据传输至数据中心。
3. 数据处理模块:负责对数据进行实时处理和分析。
4. 监控展示模块:负责将处理后的数据以图表等形式展示给用户。
性能需求包括:1. 实时性:系统应能在短时间内对机床状态进行实时监测。
2. 准确性:系统应能准确采集和传输机床状态数据。
3. 可扩展性:系统应具有良好的可扩展性,以适应不同类型和规模的机床。
安全性需求包括:1. 数据加密:确保数据在传输过程中的安全性。
2. 权限控制:确保只有授权用户才能访问系统。
三、系统设计本系统采用Flink作为核心处理引擎,实现机床状态的实时采集、传输、处理和监控。
系统架构主要包括数据采集层、数据传输层、数据处理层和监控展示层。
数据采集层通过传感器实时采集机床状态数据,并将其传输至数据传输层。
数据传输层采用可靠的数据传输协议,将数据传输至数据中心。
数据处理层利用Flink对数据进行实时处理和分析,包括数据清洗、统计分析等。
监控展示层将处理后的数据以图表等形式展示给用户。
四、关键技术实现1. 数据采集:采用传感器技术,实时采集机床状态数据。
为保证数据的准确性和实时性,需选择合适的传感器和采样频率。
2. 数据传输:采用可靠的数据传输协议,如MQTT或Kafka 等,将数据从机床传输至数据中心。
为保证数据的安全性,需对数据进行加密处理。
数控车床主轴组件监控系统的设计

数控车床主轴组件监控系统的设计【摘要】机械工业的生产水平是一个国家现代化建设水平的主要标志之一,机械工业肩负着为国民经济各个部门提供技术装备和促进技术改造的重要任务,在现代化建设的进程中起着主导和决定性的的作用。
因此,近些年来,数控机床被广泛的应用于我国的制造业,在国内工业发达的地区已经得到普及,由此对社会生产力的提高起着巨大的推动作用。
数控车床是数控机床中基本设备之一,随着制造业高效率、高精度、高柔性发展的需要,人们对数控车床提出了越来越高的要求,而主轴是数控车床的重要组成部分,主轴的运转状态的好坏关系到加工质量,随着检测技术和计算机技术的发展,通过用传感器对数控车床主轴的主要参数的测量,从而了解数控机床的运转状态,现用加速度传感器和磁电式转速传感器对数控车床主轴的振动与转速进行测量,将信号通过放大,滤波,采集等中间电路传输给A/D转换器,通过转换器将模拟信号转换为数字信号,再将其通过单片机传输给计算机,观察计算机上的界面来了解数控车床主轴的运转状态。
【关键词】数控机床,数控车床,主轴,传感器,A/D转换器,单片机CNC lathe spindle component monitoring system designLiu Le(Grade02,Class5,Major : Mechanical design and manufacturing and automation, Mechanical engineering department, Shaanxi University of Technology,Hanzhong 723000,Shaanxi)Abstract: Mechanical industry production level is a national modernization level, the main mark of mechanical industry shouldering each department for national economy to provide technical equipment and promote technological transformation is an important task in the process of modernization, plays a decisive role in leading and. Therefore, in recent years, the CNC machine is widely applied in our manufacturing, industrial developed area in China, which has gained popularity of social productivity improvement plays a great role in promoting. CNC lathe is one of basic CNC equipment manufacturing, with high efficiency, high precision, high flexibility to the needs of the development of CNC lathe, people put forward higher request, and CNC lathe spindle is an important part of the operation state, good quality, with the relationship to processing and computer technology development, through the use of CNC lathe spindle sensor measurements of the main parameters, and understand the operation state, CNC using magnetoelectric sensor and the acceleration of CNC lathe spindle speed sensor measurements of vibration and rotational speed, the signal, filtering, acquisition by amplifying circuit transmission among such to the A/D converter, through the simulation signal converter will convert digital signal, the single-chip computer, transmission through observation on the computer interface to understand CNC lathe spindle operation condition.Key words:CNC machine, CNC lathe, spindle, sensor, A/D converter, SCM目录1.前言 (1)1.1数控机床的发展情况 (1)1.2问题的提出及解决方案 (2)2.数控车床 (3)2.1数控机床的工作原理、组成 (3)2.2数控车床的组成 (4)2.3数控车床的工作过程 (5)2.4数控车床的特点 (6)2.5数控车床的主轴部件的参数 (8)2.6测量量的选择 (9)3.传感器选择及信号处理 (11)3.1传感器的选择原则 (11)3.2传感器的选择 (13)3.2.1用加速度传感器测振动 (13)3.2.2用磁电式传感器测转速 (14)3.2.3用扭矩传感器测量扭矩 (15)3.2.4用电涡流位移传感器测量位移 (16)3.3信号的处理 (18)3.3.1信号的过滤 (18)3.3.2信号的放大 (18)3.4电路的设计 (19)3.4.1用加速度传感器测振动的电路 (19)3.4.2磁电式转速传感器测转速电路 (21)3.4.3用应变式扭矩传感器测扭矩电路 (21)4.接口电路的设计 (23)4.1A/D转换器 (23)4.1.1A/D转换器的工作原理 (23)4.1.2 A/D转换器的主要技术参数 (24)4.2 A/D转换器的选择 (25)4.2.1 ADC0809的内部结构 (26)4.2.2信号引脚 (27)4.3单片机的选择 (28)4.4 MCS-51单片机与ADC0809的接口的连接 (28)4.5通讯接口的选择 (29)5.实验测量 (30)5.1软件简介 (30)5.2测量实验 (30)5.2.1用加速度传感器测振动 (32)5.2.2用磁电式传感器测转速 (35)总结 ................................................................ .38 致谢. (39)参考文献 (40)1.前言1.1数控机床的发展情况工业技术的发展水平是衡量一个国家技术水平的重要标志之一,在一定程度上反映了该国的技术经济实力。
数控铣床主轴组件监控系统的设计
2013届本科毕业设计(论文)数控铣床主轴组件监控系统设计[摘要]:为了提高机床的加工精和减少对机床的损坏,我们对机床主轴组件进行监控。
如果机床在工作中发生了机械故障,我们必须尽可能早的发现故障发生在机床的那个部位,因此机床的监控系统是尤为重要的,他就可以很快的发现机床故障的地方,监控系统通常被用在机床的辅助系统中,这种系统能快速、准确的检测机床主要部分的运动参数以及一些必要的、有用的物理量。
我们对机床的检测主要检测机床振动检测、扭矩检测、温度检测等等,检测系统还可以检测被加工零件的表面粗糙度、表面温度、零件尺寸等几何和物理参数。
[关键词]:轴承数控铣床铣床主轴组件电动机机床振动传感器A/D转换器监控系统Title : design the monitored control system of the principal axis of the numerical control of machine【Abstract】: In modern industry, machinery must become increasingly flexible and automatic. In order to increase productivity, enhance quality and reduce cost, machine tools have to work free of any failure. When a failure occurs in a machine tool, it is necessary to identify the causes as early as possible. Machine tool condition monitoring is very important to achieve this goal. Condition monitoring is generally used on the critical subsystem of any machine tool. This paper endeavors to focus on the condition monitoring aspects on the machine tool element. In the present study, a critical subsystem has been identified based on the failure data analysis. Condition monitoring techniques like vibration monitoring, acoustic emission, Shock Pulse Method (SPM) and surface roughness have been successfully used for fault identification.【Key words】: bearing the numerical control of machine motor sensor Switch of A/D monitored control system数控机床是技术密集型产品, 它集现代制造技术、自动控制技术和计算机技术为一体。
基于OPC技术实现WINCC与FANUC数控机床的监控系统设计
CNC Technologyꎬ Changzhou 213164ꎬ CHN)
∗ 江苏省重点研发计划( BE2016064) ꎻ江苏省政策引导类计划( BY2016038)
������ 169 ������
而实现 WINCC 与 FANUC 系统的数据通讯连接ꎮ
1 系统通讯方案
1������ 1 OPC 标准 OPC 协 议 是 基 于 Microsoft Windows 技 术ꎬ 使 用
关键词:OPCꎻWINCCꎻFANUCꎻFOCAS 1 / 2 中图分类号:TH122 文献标识码:B DOI:10������ 19287 / j������ cnki������ 1005-2402������ 2019������ 01������ 036
Design of monitoring system for WINCC and FANUC NC machine tools based on OPC technology
WINCC 与 PLC 的通讯连接应用比较常见ꎬWINCC 可以通过 PROFIBUS、TCP / IP 等协议与西门子 PLC 建 立通讯ꎬ与不同品牌的 PLC 也可以通过 MODBUS 协议 或者 OPC 协议进行连接ꎮ 但是 WINCC 与不同品牌的 数控系统之间通讯ꎬ则由于厂商之间的协议不同ꎬ通常 无法直接建立通讯连接ꎮ
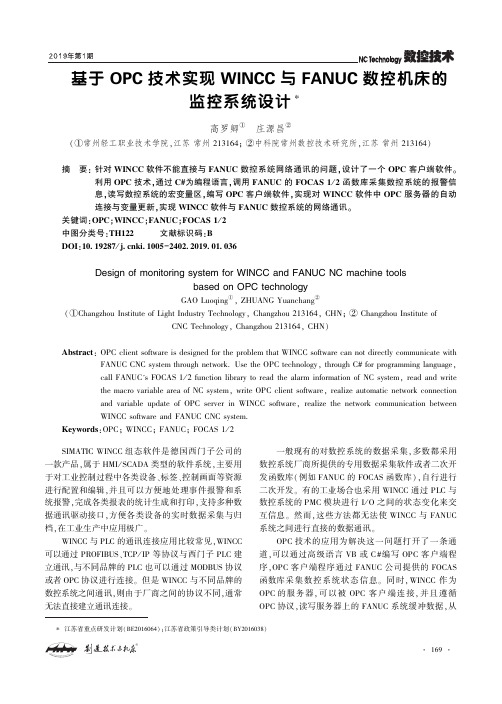
系统主要通过 WINCC 后台变量管理作为 OPC 的 服务器ꎬ建立内部变量及变量名称ꎬ通过本地网络与本 机上的 OPC 客户端软件通讯ꎬOPC 客户端软件应用 FOCAS 1 / 2 函 数 库 与 FANUC 机 床 通 过 以 太 网 建 立 TCP 连接ꎬ FANUC 数 控 系 统 通 过 FOCAS 接 口ꎬ 接 受 OPC 客户端的读写操作ꎮ 如图 1 所示ꎮ
西门子828D数控机床远程监控系统的研究与应用
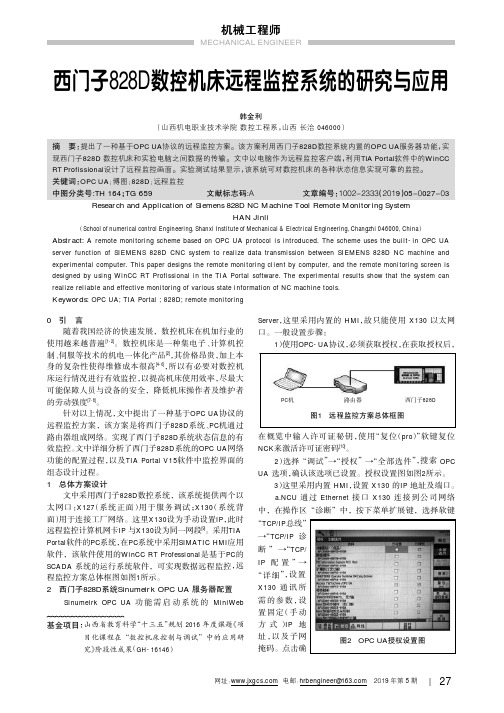
西门子828D数控机床远程监控系统的研究与应用韩金利(山西机电职业技术学院数控工程系,山西长治046000)摘要:提出了一种基于OPC UA协议的远程监控方案。
该方案利用西门子828D数控系统内置的OPC UA服务器功能,实现西门子828D数控机床和实验电脑之间数据的传输。
文中以电脑作为远程监控客户端,利用TIA Portal软件中的WinCC RT Profissional设计了远程监控画面。
实验测试结果显示,该系统可对数控机床的各种状态信息实现可靠的监控。
关键词:OPC UA;博图;828D;远程监控中图分类号:TH164;TG659文献标志码:A文章编号:1002-2333(2019)05-0027-03 Research and Application of Siemens828D NC Machine Tool Remote Monitoring SystemHAN Jinli(School of numerical control Engineering,Shanxi Institute of Mechanical&Electrical Engineering,Changzhi046000,China)Abstract:A remote monitoring scheme based on OPC UA protocol is introduced.The scheme uses the built-in OPC UA server function of SIEMENS828D CNC system to realize data transmission between SIEMENS828D NC machine and experimental computer.This paper designs the remote monitoring client by computer,and the remote monitoring screen is designed by using WinCC RT Profissional in the TIA Portal software.The experimental results show that the system can realize reliable and effective monitoring of various state information of NC machine tools.Keywords:OPC UA;TIA Portal;828D;remote monitoring0引言随着我国经济的快速发展,数控机床在机加行业的使用越来越普遍[1-2]。
基于s3c2410的数控机床监控管理系统设计
1 系统总体结构设计
本 系统 核 心部 分 采 用 目前 比较 流 行 的 嵌 入 式 AR M处 理 器 ( 3 2 1 )和L n x sc 4 0 iu 操作 系统 ,对 机
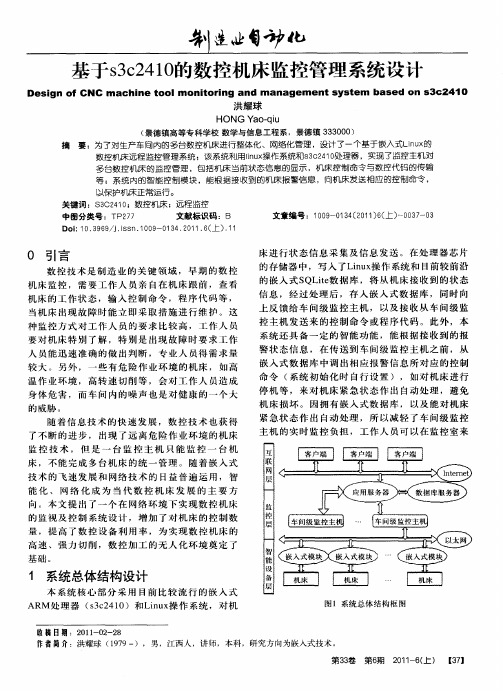
图 1 系统 总 体 结 构 框 图
收 稿 日期 :2 1- 2 2 01 0- 8 作者 简介 :洪耀球 ( 99一),男,江西人,讲 师,本科,研究方向为嵌入式技术 。 17
床 , 不能 完成 多 台机 床 的 统 一 管 理 。随 着 嵌 入 式 技 术 的 飞速 发 展 和 网络 技 术 的 日益 普 遍 运 用 ,智 能 化 、 网 络 化 成 为 当代 数 控 机 床 发 展 的 主 要 方
向 。 本文 提 出 了一 个 在 网络 环 境 下 实 现 数 控 机 床 的 监 视及 控 制 系统 设 计 ,增 加 了对 机 床 的 控 制 数 量 ,提 高 了数 控 设 备 利 用 率 ,为 实 现 数 控 机 床 的 高 速 、 强 力切 削 ,数 控 加 工 的 无 人 化 环 境 奠 定 了
第3 卷 3
第6 期
2 1— ( ) 【7 01 6上 3】
务l
监控 整个 车 间或 几 个车 间的 机 床 的工 作 状 态 , 以 及对 车 间级 的 各机 床 发 送 控 制 命令 ,从 而 实现 局 域 网 内的数 控机床远 程 监控 。如图 1 示 。 所
匐 化
信 息和 经 机床 外 置 传 感器 传 来 的信 息 ,经 过处 理 发送 给 前 端工 控 机 , 同时 将状 态 信 息实 时 写入 嵌 入式数据 库S i ; QLt e 2 )智能 控制 模块 主要 对接 受的机 床状 态信 息
、 訇 l 造
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
毕业设计(论文)题系目别数控机床状态监控系统设计机械工程系专业班级机械工程及其自动化07K3 班学生姓名指导教师二○一一年六月数控机床状态监控系统设计摘要为了使数控机床加工过程安全、可靠、高效、高质量地进行,对加工设备进行状态监测就变得非常重要。
本文分析了数控机床状态监测的主要内容,介绍了应用AT89C51 单片机测量数控车床切削力和切削温度的方法,论述了设备状态监测系统的基本组成和状态监测系统实现的关键技术,并针对数控机床的加工过程,给出了数控机床状态监测系统实现的具体结构和系统的工作流程。
重点阐述了单片机实现连续自动采样、A/D 转换的方法。
给出了单片机测控系统的原理、结构及进行数据采集的部分程序。
系统的结构主要包括单片机、传感器、滤波装置、放大电路、程序存储器、静态数据存储器、A/D 转换芯片、I/O 接口的扩展以及键盘和LED 显示器接口。
系统工作的流程图主要包括总体流程图、A/D 转换流程图以及LED 显示器流程图。
关键词:AT89C51 单片机;数控机床;状态监控;传感器ICNC MACHINE TOOL CONDITIONMONITORING SYSTEM DESIGNAbstractCNC machining process in order to make safe, reliable, efficient and quality manner, the processing equipment condition monitoring becomes very important. This article describes the application of CNC lathes AT89C51 microcontroller measuring cutting forces and cutting temperature method, analysis of CNC machine tool condition monitoring of main content, discusses the basic equipment condition monitoring systems and condition monitoring system composed of key technologies, and for CNC machine tools process, gives CNC machine condition monitoring systems to achieve the specific structure and system workflow. SCM focuses on the continuous automatic sampling, A / D conversion method. Shows the principle of single-chip control system, structure and data collection part of the program.Structure of the system including the microcontroller, sensors, filtering device, amplifier, program memory, static memory, A / D conversion chip, I / O interface expansion and keyboard and LED display interface.Work flow system include the overall flow, A / D converter and LED displays flow chart flow chart.Keywords: AT89C51 microcontroller ;CNC machine; condition monitoring ;sensorsII华北电力大学科技学院本科毕业设计(论文)目录摘要 (I)Abstract (II)1 绪论 (1)1.1 数控机床状态监控系统研究背景 (1)1.2 国内外数控机床状态监控系统的研究现状 (2)1.3 本课题所做的主要工作 (4)2.总体设计 (5)2.1 系统的工作原理 (5)2.2 系统的主要结构 (5)2.3 切削力的计算 (6)3.硬件设计 (10)3.1 系统硬件选型 (10)3.1.1 单片机选型 (10)3.1.2 单片机内存扩展选型 (13)3.1.3A/D 转换器选型 (16)3.1.4 显示器选型 (18)3.1.5 传感器选型 (19)3.1.6 通讯模块选型 (20)3.2.7 放大器电路设计 (24)3.1.7 其他元器件的选型 (25)4.软件设计 (29)4.1 系统的主流程图设计 (29)4.2 A/D 转换流程图设计 (29)4.3 LED 显示器流程图设计 (31)5.总结 (33)参考文献 (34)附录A 数控机床状态监控系统总电路原理图 (35)致谢 (36)华北电力大学科技学院本科毕业设计(论文)1.绪论1.1 数控机床状态监控系统研究背景机床产业为国民经济发展的基础,同时也是装备制造业的重要部分。
《国家中长期科学和技术发展规划纲要(2006-2020 年)》将“高档数控机床与基础制造装备”定为十六个科技重大专项之一。
由于国家相关计划的一些支持,在数控机床关键技术研究方面,我国有了比较大的突破,创造了一批具有自主知识产权的研究成果以及相关的核心技术。
主要为以下几个方面:1)中高档数控机床的开发取得了较大进展,其中,五轴联动、数字化设计和复合加工以及高速加工等一大批关键技术上取得了突破,自主研发了精密及超精密数控机床,大型、五轴联动数控加工机床等一大批高质量专业化机床,逐渐形成了一批批中档数控机床产业化基地。
2)机床产业中关键功能部件的技术水平以及其制造质量每年都稳步提高,逐步完善其功能,其中部分性能指标已经能够接近国际先进水平,形成了一批具有自主知识产权的功能部件。
分别开发出了高速主轴单元、高速导轨防护装置、直线电机、高速滚珠丝杠、重载直线导轨、数控转台、刀库与机械手、高速工具系统和数字化量仪等高性能功能部件样机,其中有一部分已经实现了小批量生产。
3)中高档数控系统开发研究与应用目前已取得一定成果。
我们通过自主研发和与国外开展技术层次的合作,在中档数控系统的开发和生产方面取得显著的进步。
初步解决了远程数据传输、多坐标联动等技术困难;相继开发出交流伺服驱动系统和主轴交流伺服控制系统以适应数控系统的配套要求,从而形成了一系列规模化的产品。
随着现代工业加工生产系统的规模日益壮大,各生产环节之间的联系也越来越密切,随之而来的是形成了具有整体关联的一系列生产链,渐渐的走向高效率、高速率、系统化以及自动化方向发展。
相对应的是数控机床故障问题的检测,状态监视和维护的费用有较大的上升。
因此,若想大幅且高效的提高设备运行的安全性、可靠性,提高设备利用率,我们需要科学的设备状态监测系统。
现在数控机床正朝着高速化、规模化、精密化的方向发展。
当机床在高速度、高加速度、大位移、大载荷等非正常状况下工作的时候,振动、冲击、变形、高温、高压等因素将严重的影响到机床的进给系统,从而会引发丝杠、轴承、导轨、齿轮、涡轮蜗杆等相关的部件产生不同的故障,这将引起数控机床的运动误差、零部件的磨损,严重的还会引起意外停机的问题。
所以对于机械设备状态监控和故障的诊断中,正确分析数控机床当前工作运行状态,并准确的预测出机床运行状态的相关发展趋势,为机床的整体维护以及工作目标提供指导依据是我们目前一个急需解决的问题。
现在数控机床已经发展到较高的水平,尤其体现在在高速、高效、复合加工等方面,在批量生产中得到的应用也越来越频繁。
那么相对应的,数控机床的工作性、可靠性的标准和要求也日益增高。
究其原因是如果机床发生了故障而停产,那么其造成的损失是非常巨大的。
举个简单明显的例子,大众汽车厂的发动机生产线,其工作运转非常精密,如果发生故障,停一日,那么大众汽车厂的损失将达到惊人的1000 万元。
可以看出,对数控机床的工作状态进行实时监控,是非常非常必要的。
在这方面,很多的数控机床制造厂商在机床工作状态的监控方面,有大型的研究和开发,同时也取得了一些不错的成果。
11.2国内外数控机床状态监控系统的研究现状目前,国内很多机床监控系统本质为专用系统,开放性非常低,已不能满足当今制造业对发展的需求,是非常典型的属于工厂内部的“自动化孤岛”。
随着计算机软件技术的发展以及工业控制网络技术的普及,工厂自动化设备的互联这一目标得以逐渐实现。
如今,很多科技工作者高度重视机床信息采集与监测技术研究等相关方面。
1997 年大连机车厂引进了当时美国ENTEKIRD 公司的状态维修系统,并探索了数控机床等关键性生产设备的状态维修,该厂为其机动处配备了故障诊断方面的专职工程师,同时建立了分为班组、车间、工厂的三级设备故障诊断网络,状态监控和故障诊断应用震动分析的方法,以进口数控机床为先导,因此设备维修完成了定期预防维修向状态维修这一转变。
状态维修,其含义为在对设备进行状态监控的基础上,同时进行故障扫描,分析设备具体的运行状态,从而经过处理采取适当措的施来进行维修。
相比于传统的定期维护,状态维修集科学性、合理性于一体,能给企业带来良好的的经济效益。
与国外的差距:1)高端数控机床目前国内供应能力弱。
近年来,我国机床行业取得了长足的发展,同时稳步提高数控化率,但目前凸显出的仍然是机床消费和生产的结构性矛盾。
目前国内的情况是,中高档机床的需求量逐渐赶上甚至是超过低档机床。
遗憾的是,国产数控机床大部分以低档为主,而高档数控机床绝大部分通过进口达到需要。
2)自主创新能力不足。
很长一段时间,我国机床制造业的基础技术研究工作大部分是在行业性的研究院内进行。
这带来了以下缺点:技术创新投入不足,能力薄弱,低水平生产能力过剩,低下的自主创新能力,优秀人才的匮乏。
国产数控机床制造商现阶段通过技术引进,国外采购等方式获得了一些先进数控技术,但从根本上说缺乏基础共性技术方面的研究,进而忽略了自主开发能力的培育,无法快速应对市场的响应。
3)产品品质、可靠性以及服务能力不强。
在质量、交货期和服务等方面,国产机床与国外著名品牌相比还有很大的差距。
首先质量方面,数控系统的可靠性指标MTBF,国产与国际先进数控系统相差较大。
国产数控车床、加工中心的MTBF 与国际上先进水平也有较大差距。
在交货期问题上,很大一部分企业由于任务重,工期紧而拖期交货。