艾萨熔炼法的发展及评述
ISA炉反应及基本原理

解反应: 2CuO=Cu2O+1/2O2 在1105℃开始,产物Cu2O是较为稳定的化合物, 在冶炼温度下(1300—1500℃)是不分解的。 另一类热分解反应是碳酸盐的分解: CaCO3=CaO+CO2 在910℃开始 MgCO3=MgO+CO2 在640℃开始
二、硫化物的氧化反应 硫化物的氧化反应是熔炼过程中脱硫的重要反应。由于
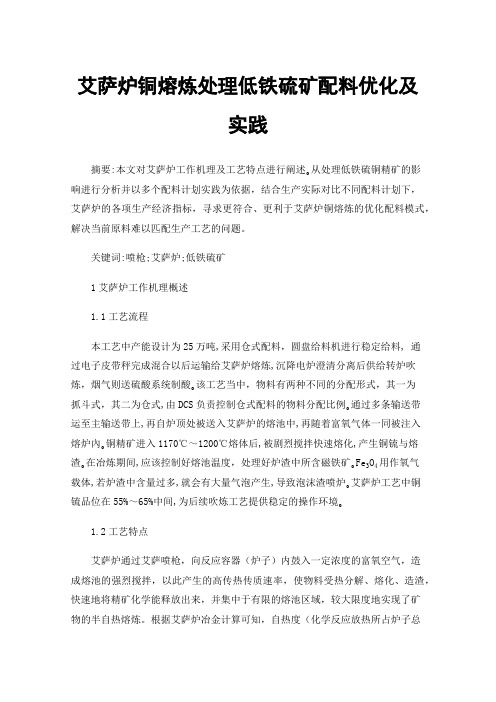
加料口
云铜艾萨炉简图
烟 气 喷枪口
烟气区
保温 烧嘴 阻溅板
电 炉
排放
炉身
炉底
3、铜火法熔炼原理
铜精矿 传统熔炼:反射炉、电炉、鼓风炉 强氧化熔炼:闪烁炉、诺兰达炉、三菱 法、瓦纽科夫法、白银法、澳斯麦特/ISA
烟气
弃渣
铜锍
铜锍
烟气
炉渣
吹炼:PS转炉、连续吹炼、闪烁吹炼 粗铜 火法精炼 浇铸阳极板 烟气 贵金属 阳极泥 电解精炼 阴极铜 硫酸铜 放空 弃去 贫化渣 贫化铜锍 炉渣 烟气 贫化 制酸
艾萨炉熔炼化学热平衡 A、各物质化学性质
a、燃煤要求固定炭含量≥65%,挥发分≤15
%,灰份≤22%,发热值≥6500kcal/kg。 b、燃油化学性质 发热值为40000 KJ/kg,密度0.8232Kg/L。 c、S+O2=SO2 (反应生成热11286.09 KJ/kg) d、FeS+O2=FeO+SO2 (5377.74KJ/kg) e、FeS2+O2=FeS+SO2 (1917.74KJ/kg)
加入熔炼炉内的燃煤由大多数可以燃烧的碳
以及不能燃烧灰份组成。通常情况下,燃煤 含有可以在熔炼炉内燃烧的固定碳。也就是 这类碳和磁铁矿发生化学反应并最终形成了 二氧化碳(CO2)。化学反应式如下:
艾萨炉粉煤喷吹强化熔炼实践

艾萨炉粉煤喷吹强化熔炼实践摘要:会泽冶炼厂艾萨炉采用克莱德粉煤喷吹技术,采取合理的渣型,优化入炉物料,稳定合理的操作等措施,生产指标不断优化,艾萨炉点火后连续稳产高产,实现了强化熔炼。
关键词:艾萨炉;克莱德喷吹;强化熔炼;0 前言艾萨炉的技术核心,是使用顶吹喷枪通过喷枪内独立的富氧空气管道和粉煤管道,将富氧空气和粉煤鼓入熔池。
气流通过旋流器的作用在熔池内形成旋流状搅拌环境。
艾萨炉能够处理高硫自热硫化铅精矿的能力。
同时由于具有强烈的搅拌环境和粉煤燃烧提供的热能,因此艾萨炉富氧顶吹熔炼具处理物料复杂多样性的特点。
1 克莱德粉煤喷吹喷煤系统安装在煤粉料仓下。
包括两个压力容器(锁气罐、发送罐)和一个定容积的给料器,可以连续并精确的将煤粉喷入熔炉中。
空气在给料器出口处进入以便于能沿着输送管线输送物料。
氮气用于在两个压力容器中流化物料。
在锁气罐和发送仓的进口和锁气罐的出口都安装有克莱德公司的气控圆顶阀。
这些阀门充气密封后可以防止压力泄漏。
发送仓可供应稳定的物料量到给料机中。
给料仓的流化是用通过孔板提供的氮气进入流化设备完成的。
氮气通过一个阀环路控制后提供给每一个流化点。
2 顶吹喷枪2.1 喷枪结构艾萨炉喷枪由同心煤管、工艺风管组成,喷枪上部设置有橡胶制波纹膨胀节。
该装置的能够保证喷枪端部在熔池内搅动时对顶部产生的力,通过膨胀节进行释放,防止喷枪受到应力剪切而折断。
喷枪内部设置有旋流器,旋流器的主要作用是将喷枪鼓入的垂向气流,通过旋流器后改变气流方向。
使之形成垂向与横向交叉的旋转气流。
旋流形成情况直接关系着炉内熔池的搅拌反应情况。
序号旋流器角度旋流器与喷枪口的距离煤管与喷枪口的距离使用效果145°700mm500mm喷枪摆动较好,但是喷枪喷溅太大265°900mm700mm喷枪喷溅较小,但是摆动较差355°900mm700mm喷枪使用效果较为理想,喷溅不是太大,摆动较好通过不断的试验摸索,从旋流器的角度、安装位置着手,找出了对喷枪损伤最小、搅动最优、喷溅最小的旋流器参数,并运用于生产中取得了较好的效果。
艾萨炉铜熔炼处理低铁硫矿配料优化及实践
艾萨炉铜熔炼处理低铁硫矿配料优化及实践摘要:本文对艾萨炉工作机理及工艺特点进行阐述。从处理低铁硫铜精矿的影响进行分析并以多个配料计划实践为依据,结合生产实际对比不同配料计划下,艾萨炉的各项生产经济指标,寻求更符合、更利于艾萨炉铜熔炼的优化配料模式,解决当前原料难以匹配生产工艺的问题。
关键词:喷枪;艾萨炉;低铁硫矿1艾萨炉工作机理概述1.1工艺流程本工艺中产能设计为25万吨,采用仓式配料,圆盘给料机进行稳定给料, 通过电子皮带秤完成混合以后运输给艾萨炉熔炼,沉降电炉澄清分离后供给转炉吹炼,烟气则送硫酸系统制酸。该工艺当中,物料有两种不同的分配形式,其一为抓斗式,其二为仓式,由DCS负责控制仓式配料的物料分配比例。通过多条输送带运至主输送带上,再自炉顶处被送入艾萨炉的熔池中,再随着富氧气体一同被注入熔炉內。铜精矿进入1170℃~1200℃熔体后,被剧烈搅拌快速熔化,产生铜锍与熔渣。在冶炼期间,应该控制好熔池温度,处理好炉渣中所含磁铁矿。Fe3O4用作氧气载体,若炉渣中含量过多,就会有大量气泡产生,导致泡沫渣喷炉。艾萨炉工艺中铜锍品位在55%~65%中间,为后续吹炼工艺提供稳定的操作环境。1.2工艺特点艾萨炉通过艾萨喷枪,向反应容器(炉子)内鼓入一定浓度的富氧空气,造成熔池的强烈搅拌,以此产生的高传热传质速率,使物料受热分解、熔化、造渣,快速地将精矿化学能释放出来,并集中于有限的熔池区域,较大限度地实现了矿物的半自热熔炼。
根据艾萨炉冶金计算可知,自热度(化学反应放热所占炉子总热负荷的比例)可达60%以上。
艾萨熔炼充分运用这部分热量,有效加热精矿本身并提供维持反应进行所需的大部分能量,不足的热量由燃煤和燃油提供。
要达到一定的自热度,艾萨炉的第一道工序,配料是关键。
配料的好坏关系着产品产量与质量、节能环保、降本增效等一系列关系火法冶炼企业长远发展的重大问题,也是今后铜冶炼发展的核心竞争力。
2.处理低铁硫铜精矿带来的影响在艾萨炉熔炼期间,低铁硫铜精矿中含有复杂的脉石成分,所含高熔点氧化物比较多。故而铜精矿处理中存在的问题有:在一定温度条件下,物料熔化的过慢,泡渣层变大,复杂成分可能导致单质硫产物,使接下来的硫酸工艺系统受到影响;炉渣由于粘性太大,难以排放;熔体的大量喷溅,会在加料口形成瘤状固结。而且因铁硫量比较低,发热量达不到要求,结果会使熔体温度下降,需要消耗更多的燃料与氧量,导致成本加大。对于沉降电炉,因低铁硫铜精矿无法在炉内充分反应,其炉顶表面难免存在一层由石灰石、铜精矿、燃煤、石英砂,还有脉石等组成的的漂浮物,严重时可达600mm厚,电极会变得传热不良,而且局部电流增大,出现严重打弧现象;电炉内的物料还会发生二次反应,致使炉顶温升急骤,最高能超过1200℃;渣层中含氧化物太多会影响铜渣的分离效果,炉渣无法排放,且含铜量较也大(>>0.85%目标值)。低铁硫铜精矿的处理虽然对火法冶炼带来了不少负面影响,不过,因其价格适宜,而且对艾萨炉炉墙挂渣有助宜,能适当延长炉寿。故而,在火法冶炼中,按物料平衡规则,对低铁硫铜精矿进行合理使用,不管是从经济角度还是从技术角度来看,都能体现出极大的实用价值。3.低铁硫铜精矿处理试验3.1试验工艺条件(1)仓式配料:以10T吊车进料。(2)料仓10个:1~3#仓采用圆盘变频式给料机,正常给料量是30~40t/h,给料范围:0~60t/h;4~10#仓都是定量给料机(4#给料范围是0~40t/h;5~7#给料范围为0~10t/h;8#给料范围为0~20t/h;9#10#给料范围为0~50t/h)。(3)由DCS对上料系统在线控制,各料仓的给料皮带均设有专用的皮带电子称,操作工按配料单向各料仓下料,铜精矿和辅料经皮带传入中间料仓,将设有皮带电子称的双层皮带设置在中间料仓的下方,CRO按中间料仓的具体料位设定下料量,对料量稳定性进行严格控制。由炉顶加料皮带将混合物料送到加料口内。(4)熔剂用的是石灰石和石英砂;燃煤用的是粒度5~10mm的颗粒煤,为将艾萨余热锅炉的实际蒸发量有效把控在规定范围内,燃煤用量以3.0t/h为上限,如果热量不够,以柴油提温。(5)采用纯度约85%的氧气,供氧量为24000Nm³/h,氧压则控制在180kPa~190kPa。(6)喷枪风来自KKK离心鼓风机,供风量最大可达21480Nm³/h;二次燃烧风来自离心高压鼓风机,供风量最大是6440Nm³/h。3.2工艺参数目标冰铜品位在62±1%;熔池热电偶操作温度为1160~1175℃;渣型要求硅铁比(SiO2∕Fe)在0.85~0.88之间,硅钙比(SiO2∕CaO)在5.5~6.5之间,氧气载体四Fe3O4为8%~9%。3.3试验方法及步骤3.3.1配料按配料单组织料量,且添加三种不同的低铁硫矿做配料,得到配比1、配比2、配比3,三种不同的配料。3.3.2数模工艺参数控制表1 数模工艺参数控制表时间配料风量Nm³/h富氧浓度%氧料比Nm³/h数模品味%补石英砂t/h补石灰石t/h低铁硫铜矿占比 %4 .26配比1145006150.4713.3.24.805 .24配比2140006140.2693.52.527.507 .1配比3135006136.5673.3.28.693.3.3物料配比不同时的工艺参数实时控制3.3.4分析冰铜与炉渣成分(1)冰铜样:冰铜成分主要是FeS-Cu2S,含少量SiO2。表2给出了冰铜中化学成分的分析结果。表2 冰铜化学成分分析表样号冰铜化学成分,%Cu Fe S配比162.2413.4622.13配比263.4312.1221.65配比363.1512.5121.54(2)炉渣样:液态炉渣成分以FeO和SiO2为主,另外含有少量CaO、Al2O3、MgO等离子,固态炉渣成分主要是2FeO·SiO2跟2CaO·SiO2[4]。表3给出了炉渣化学成分的分析结果。表3炉渣化学成分分析表样号炉渣化学成分,%硅铁比硅钙比碱度Fe SSiO2CaOMgOAl2O3配比134.893.9230.895.561.585.660.875.561.16配比236.913.8132.664.42.874.530.877.361.13配比335.034.1231.965.571.065.410.915.721.123.4生产试验结果表4 2022年前7个月生产试验结果统计月份总料量t低铁硫矿t占比%耗煤量kg/t柴油耗L/t石灰石耗kg/t石灰石耗kg/t85%氧单耗Nm³/h标注169695136451905717.31.4626.566.36153.33试验2641861189718.5517.43.7025.1423.59157.413574661099619.1411.061.0124.8942.01144.924813751821222.3710.64.4426.9630.42159.25正常5800371841623.0216.46.5124.1228.14159.466667081141317.1223.74.7223.3722.58148.81物料调整7752141792323.8417.45.5921.9322.12169.12正常由上表4来看,生产试验三个月后,自4月起,处理的低铁硫铜精矿量变大,每月处理量在18000吨左右保持稳定(6月份由于物料调整可忽略)。5月份处理量最大,达到18415吨;处理料量中低铁硫矿占比最大的是七月份,达到23.83%,可实现生产供销之间的物料平衡。3.5试验结果(1)在1160~1175℃条件下,所得结果与目标大致吻合,将冰铜品味控制在62.22~63.44%,燃煤上限控制在2.5t/h,硅铁比控制在0.88~0.91,硅钙比控制在5.57~7.37,生产需求均可被满足。
提高铅艾萨炉连续熔炼水平的探索和实践

( 云南 驰宏 锌锗股 份有 限公 司艾 萨 ) 500
要 :回顾了铅艾 萨炉在我厂的发展过程和生产现状 ,分析 了提高铅艾萨炉连续熔炼水平 的必要性 ,并就
影响铅艾 萨炉连续熔炼水平 的原因 、改进措施和实施效果做了总结和分析 ,还探讨了铅艾萨炉在提 高连 续熔 炼水
平方 面还存在的问题及其攻关方向。 关键词 :艾萨炉 ;连续 ;熔炼 ;作业率
中图分类号 :T I 文献标识码 :A 文章编号 :10 —38(O7 103 — 4 F 06 00 2O )0 —06 0
Ex o a i n a d Pr cie o mpr vn h nt u u metn plr t n a tc fI o o i g t e Co i o sS li g n Ab lt fI A r a e f r Le d S et g i y o S Fu n c o a m li i n
能水平 高低 的核 心指 标 。 前 已述 及 ,艾 萨 炉 作 业 率 ,远 低 于 8 % 的设 5
JAN Ro g h n I G n -se g
( ui A FmaeBa c at yo Y n a h ogZn G ra i Q j sI u c r hFc r f unnC i n i n S n o h c& em nu m C .L . uig unn6 50 ,C i ) o t ,Q j ,Y na 5 00 h a d n n
的典 型 问题 持 续 地 进 行 技 术 攻 关 ,至 20 05年 1 2 月 ,取 得 了以下进 展 :
工艺问题 、 设备故障 , 艾萨炉生产隋况趋向稳定。 尽 管艾 萨 炉生产 取得 了这些 进展 ,但 在艾 萨炉 的关键指标——作业率上 ,却是远低于设计要求的 8%,平均作业率在 6 %以下。 5 0
用艾萨熔炼技术改造云铜熔炼系统

长, 投资庞大, 烟尘率高, 操作温度高, 并且现有设施 利用率不高, 不适合云铜改造。
2 最佳熔炼方案的确定 . 2
富氧顶吹熔池熔炼法,由澳大利亚芒特・ 艾萨 控股有限公司( I 和澳斯麦特公司(um l 开 M M) A se) t 发。富氧顶吹熔池熔炼法具有以下优点: . 炉体结构简单, 占地较小, 便于配置, 改造不 影响现行生产, 保住效益的同时可开展技术改造, 能够有效利用现有设施, 电炉可改造作为贫化电 2 " 炉, 现有的备料、 制粒设施稍加改造可沿用 , 最大限 度地节省工程投资; . 一般只有相同规模闪速炉的6% 投资较省, 0
工业氧喷人炉膛, ot 炉采用旋涡熔炼。它们 而Cn p o
都是熔炼强度很高的熔炼设备, 适合处理高含铜精 矿, 因此产出烟气量小 ,0 浓度高. 8: 渣量小, 渣含铜 较高。由于渣率小, 精矿品位高, 对铜的回收率影响 较小, 渣都作弃渣处理。我国铜精矿品位不高, 渣率 较高, 炉渣不可能不贫化而作弃渣处理。 结合云铜实 际, 这两种方法也很难利用现有设施 , 大部分都要 新建 , 因此不适合云铜改造。 ()诺兰达法是工业上应用最早的熔池熔炼 7 法, 2 多年的生产实践, 已有 0 技术成熟。加拿大霍 恩冶炼厂、 澳大利亚南方炼铜厂等均成功地采用该 技术改造原传统工艺流程。我国大冶冶炼厂也采用 该技术改造原有流程。该法对原料适应性好, 备料 简单, 可以烧煤。但诺兰达炉风眼砖磨损严重, 需另 建炉渣处理系统 , 在现有厂房难于安置, 所以未被
艾萨炉采用间断排放, 排放时熔体流量大, 流速
云铜采用先进的炼铜 皿 艺进行技术改造, 其宗 旨是尽可能减少对现有生产的影响, 在最小的投资 条件下尽可能扩大生产能力, 技术要先进 , 节能降 耗, 改善环境, 改造风险小 , 易于与公司现有熔炼设 施嫁接。在选择先进炼铜工艺时, 考虑云南地区有 煤缺油的特殊条件。通过长期的方案调研、 论证、 对 比, 公司最终选择采用富氧顶吹熔池熔炼法改造现
艾萨熔炼法的发展及评述

黄铜矿精矿 转炉渣精矿 外购精矿 ; 外购精矿 D 外购精矿 3
表 / 艾萨炉处理的精矿组成质量分数
2
34
56
7
789* 0:9 ;<*9(
*-%E$ *F%G$ ()%-$ F%FH $%FF $%H(
-$%&$ *H%)$ )-%E$ E%-* I
$%H)
*)%-$ )$%*$ G%G$ **%*$ *%&E *%H-
理 !所 以 处 理 含 磁 铁 的 物 料 受 到 一 定 的 限 制 # -%* 燃料
艾萨熔炼炉的主要燃料是混合炉料中配入的
煤!但通常也经 喷 枪 喷 入 一 些 燃 料 短 时 间 的 调 整 炉 温 # 由 于 喷 枪 结 构 的 特 点 !喷 入 的 燃 料 可 以 是 油 !也 可 以 是煤 粉"焦 粉"天 然 气 或 液 化 气!所 以 燃 料 类 型 象 闪 速 炉 "诺 兰 达 炉 等 一 样 灵 活 # .%K 富氧的使用
# 前言
芒特艾 萨 矿 业 有 限 公 司 !*+*’和 澳 大 利 亚 联 邦科学工业研究机构!,-+./’在 6$世纪 &$年代联 合 开 发 了 艾 萨 熔 炼 法"*+* 于 #8&:年 在 铜 冶 炼 厂 建 起 了 一 座 示 范 工 厂(#)"#886年 用 此 工 艺 改 造 了 铜 冶 炼 厂 原有的反 射 炉 熔 炼"改 造 后 的 铜 熔 炼 系 统 生 产 能力为 !铜’#&万 ;<="#88:年 经 两 次 提 高 给 料 率 和 高 氧 浓 度 试 验"现 熔 炼 能 力 已 扩 建 到 !铜 ’6> 万 ;<=(6)0
谈谈艾萨熔炼炉制作与安装中的疑难问题

谈谈艾萨熔炼炉制作与安装中的疑难问题摘要通过一个工程实例,对艾萨炉制作与安装过程中出现的部分难点问题进行了阐述,为其它企业进行类似施工提供借鉴。
关键词:艾萨熔炼炉制作与安装、疑难问题、焊接一、概述艾萨熔炼炉是我省近几年来有色金属冶炼企业引入的一项新金属冶炼技术,采用此技术可以降低废渣中的含铜量,提高铜的回收率,同时大大降低烟尘的排放,改善了工作环境,SO2的排放量减少50%,总排放量减少90%,产能提高50%。
此技术由澳大利亚MIM HOLDINGS LIMITEP设计,我省某企业引进了该技术。
该企业采用艾萨炉炉壳体积最大,炉体总高约16m,下部为Φ5580的封头和筒体,顶部为卵形开口大小头,壳体材料采用16MnR,从下部到顶部厚度分别为δ=40mm、δ=32mm、δ=25mm,如图1所示:艾萨熔炼炉是由顶部吹入富氧到炉内熔池中进行冶炼,炉壳的制作精度会直接影响到整个艾萨熔炼炉系统的安装,以及将来熔炼炉的工作状况。
因此设计上对艾萨熔炼炉炉壳的制作质量要求特别高,首先它的直径允差为±6mm;中心线(垂直轴线)垂直度<0.05度;顶部法兰表面不平度<0.05度;顶部法兰表面标高要求-7mm;出铜口位置允差<±5mm;砌砖门位置允差<±10mm;其它孔洞位置允差<±5mm。
在制作的过程中焊接的收缩与变形控制不好将影响到这些指标。
其次,炉壳封头以上5m范围焊缝要进行100%的射线探伤,其它焊缝进行10%的射线探伤,Ⅱ级合格。
由于炉壳采用16MnR钢板,100%射线探伤部位板厚为δ=40mm和δ=32mm钢板对接需焊约十多道,稍不小心焊缝极易形成夹渣、气孔,影响焊缝内部质量,返修后易引起筒体变形。
根据上述情况,壳体制作及安装编制了详细的焊接工艺方案,提交建设方、设计和监理等讨论批准后,才能实施。
下面就对炉壳焊接制作过程中的几个难点进行论述:二.封头的焊接封头的内径为Φ5500,为避免封头成型减薄,材料采用δ=44的16MnR钢板。
艾萨炉高砷铜烟尘中有价金属综合回收生产实践

目录0引言 (2)1生产工艺特点 (3)1.1生产工艺(见图1) (3)1.2开路除砷技术特点 (4)1.3电积脱铜技术特点 (4)2高砷烟尘开路除砷、电积法富集铜生产实践 (4)2.1烟尘的调浆浸出 (5)2.2电积法富集铜 (6)2.3浸出液脱锌 (6)2.4开路除砷 (7)3鼓风炉熔炼富集铅的生产实践 (7)3.1主要反应的热力学及主金属反应关系 (7)3.1.1热力学反应式 (7)3.1.2主金属反应关系 (8)3.2渣型选择 (9)3.3浸出渣的配料制砖 (10)3.4鼓风炉富集熔炼 (10)3.5反应过程元素走向 (11)4铅铋合金精炼 (13)4.1铅铋合金的火法精炼 (13)4.1.1熔析除铜 (13)4.1.2氧化除锡、砷、锑 (13)4.2铅铋合金长周期电解精炼 (13)5结论 (14)6主要参考文献 (16)7结束语 ................................................................ 错误!未定义书签。
0 引言随着矿产资源的不断开采利用,矿产资源的不断缩减,矿产资源品位不断下降,市场竞争日益激励,各个冶炼企业对有价金属的综合回收越来越重视,形成了对矿产资源的综合回收利用的多少,成为了各个公司利润的增长点所在,从而有价金属的综合回收利用,成为了近年来各大公司的重点攻关项目。
2002年5月云铜股份有限公司艾萨熔炼改造工程顺利完成并投产,当年底实现达产达标。
艾萨炉熔炼工艺,脱杂能力非常强,随铜精矿带入流程的各种杂质元素在熔炼过程中绝大部分进入烟尘或渣相。
艾萨熔炼过程中所产出的烟尘含有铜、铅、锌、铋、砷、镉、银、锑等多种有价金属,有效的对其中的有价金属进行回收,成为了企业利润的新增长点。
由于该烟尘中的砷含量较高,不仅有害生产,还污染环境,为解决这一难题,西科工贸有限公司自主研发西科-B法新工艺,西科-B法工艺主要是经过两段浸出,使烟尘中90%的As、Cd、Zn、C u等元素进入溶液予以回收,得到主要以P b、Bi、Sn、A u、Ag等留在浸出渣中,浸出渣运送至富民薪冶工贸有限公司进行有价金属的综合回收。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
炉龄大约 400 d, 特尼恩特改良转炉炉寿 270 d, 白银 炉炉寿 180~ 240 d, 瓦纽可夫炉炉寿 115~ 2 a, 可随 时更换铜水套, 为半永久性炉型。艾萨熔炼炉的耐火 材料炉衬在无水冷条件下正常可维持 12~ 18 个月。 512 漏风情况
艾萨熔炼炉系直立的圆筒形固定冶金炉, 除了 炉顶上的喷枪口和加料口外, 其余全部密封, 炉子在 正常操作条件下处于微负压状态, 喷枪口和加料口 不会有外逸现象, 并且漏风不超过 3 m 3 s。 如果对 喷枪口和加料口采取一些密封措施, 可以进一步降 低漏风。
铜的损失与工艺流程复杂程度、收尘效率、渣含 铜及渣量有关。 在诸多因素中渣铜损失居首位, 占
© 1995-2005 Tsinghua Tongfang Optical Disc Co., Ltd. All rights reserved.
·26·
有色冶炼
□重金属
50% 以上, 因而降低渣铜损失受到人们的重视。国外 含铜小于 018% 的渣直接弃掉。
4 冶炼特点
411 原料 芒特艾萨铜冶炼厂处理的原料范围非常广, 包
括M IM 公司自产的黄铜精矿、转炉渣精矿和其它 外购的各种铜精矿。 表 1 为艾萨炉成功处理的一些 精矿的成分。
黄铜矿精矿 转炉渣精矿 外购精矿 A 外购精矿 B 外购精矿 C
表 1 艾萨炉处理的精矿组成质量分数
Cu 24170 40150 21140 24170 15150
于 1 年的炉子都可满足要求。 闪速炉及三菱法的炉
10 m 的艾萨熔炼炉热损失数据与其它熔炼炉的热 损失列于表 6。 由表 6 可见, 不同种类的炉子, 每吨 精矿的热损失变化很大, 预热空气的闪速炉最大, 而 艾萨熔炼炉最小。
子炉龄都很长, 顶吹旋转转炉炉龄 8 星期, 诺兰达炉
表 6 单位精矿热损失
芒特艾萨矿业有限公司铜冶炼厂熔炼系统生产 工艺流程见图 1。
图 1 芒特艾萨铜冶炼厂熔炼系统生产工艺流程图
[ 作者简介 ] 邵剑辉 (1957- ) , 男, 安徽芜湖人, 教授级高级工程师, 从事重有色冶金设计工作。 [ 收稿日期 ] 2001208211
芒特艾萨的精矿与来自其他矿山的精矿在混料 厂相混合, 混合后的精矿再与熔剂、返料及块煤混 合, 在圆盘制料机上制粒, 制粒后含水约 9% 的物料
© 1995-2005 Tsinghua Tongfang Optical Disc Co., Ltd. All rights reserved.
2002 年 6 月第 3 期
艾萨熔炼法的发展及评述 —— 邵剑辉
·27·
5 炉子状况
511 炉龄 冶炼厂年生产时间一般不少于 330 d, 炉龄不小
闪速熔炼法熔炼时产生大量 Fe3O 4, 这说明炉 内氧势大, 炉渣氧化程度高, 所以渣含铜必然较高, 一般为 1%~ 3%。
诺兰达法炉内炉渣和铜锍顺流接触, 不利于降 低渣含铜。 同时炉内氧势大, 炉渣氧化程度高, 因而 炉渣含 Fe3O 4 高 (15%~ 25% ) , 致使渣含铜升高。诺 兰达炉渣含铜一般为 3%~ 7%。
在艾萨熔炼法炼铜过程中, 物料中的金 99% 以 上存留在艾萨炉的铜锍中; 钴在正常操作条件下, 至 少有 67% 以上保留在铜锍中; 银至少 95% 以上留于 铜锍中, 随同烟气散失的银被收尘后回收, 此值可以 提高到 99%。 415 杂质脱除率
艾萨熔炼法同诺兰达法一样, 在熔炼过程能够 有效地通过挥发而排除铜中的杂质。 表 4 为熔炼时 杂质脱除情况[5 ]。
As
Co
0132 0119 0112
0120 0123 0116
-
0182 01004
-
01015 01022
- < 01010 01007
%
Pb 0110 0150 1167 0106 0101
Zn
Bi
01095 01007
0132
-
3192 0109
< 0101 0137
0101 0101
Fe3O 4 -
艾萨熔炼法在熔炼过程中, 铜锍品位可以在较 大范围内变化 (39%~ 70% ) , 而渣含铜的变化不显 著且仍然很低。 这主要是因为艾萨熔炼炉渣成分一 般 控 制 在 w SiO 2 w Fe = 0185~ 0195, w SiO 2 w Ca 约 为 415, 这种炉渣接近于石英饱和状态。 炉渣中氧分压 通常为 918×10- 6~ 918×10- 5 Pa, 氧势较低。
15100 -
由于艾萨熔炼炉内熔体强烈搅动, 不会出现磁 铁的聚积, 因而可熔炼高品位的铜锍或处理含磁铁 较高的物料。而闪速炉因反应塔生成较多的 Fe3O 4, 在静止的沉淀池里一部分沉积在炉底需要定期处 理, 所以处理含磁铁的物料受到一定的限制。 412 燃料
艾萨熔炼炉的主要燃料是混合炉料中配入的 煤, 但通常也经喷枪喷入一些燃料短时间的调整炉 温。 由于喷枪结构的特点, 喷入的燃料可以是油, 也 可以是煤粉、焦粉、天然气或液化气, 所以燃料类型 象闪速炉、诺兰达炉等一样灵活。 413 富氧的使用
艾萨熔炼法同闪速熔炼法、诺兰达法等冶炼方 法一样, 很适于使用富氧。艾萨熔炼法的能耗随着富 氧的增加而减少, 床能力则随着富氧的增加而提高。
表 2 为富氧熔炼与空气熔炼的比较情况。 由表 2 可以看出, 当富氧浓度为 30% , 综合能耗 (包括煤、 油、空气) 降低 46% , 而床能力则提高 40%。
5216
5162
2417
0137
6112
5316
5114
2513
0112
8519
5614
6185
2110 0117
9310 7511 7512
5813
2110
01006 9
9517
5910
4175
2519 0136 0111 0116
0141 9510 6817 7818
7915
由表 4 可以看出, 在艾萨熔炼法炼铜过程中, 砷 脱除率在 90% 以上, 铅在 50%~ 75% , 锌在 70%~ 80% , 铋在 80%~ 90% , 锑在 60%~ 80%。 416 烟尘率
况, 论述了此方法的技术特点。
[ 关键词 ] 艾萨熔炼; 技术特点; 铜熔炼
[ 中图分类号 ] T F 811103111
[文献标识码 ] B
[ 文章编号 ] 100228943 (2002) 0320024204
1 前言
芒特艾萨矿业有限公司 (M IM ) 和澳大利亚联 邦科学工业研究机构 (CS IRO ) 在 20 世纪 80 年代联 合开发了艾萨熔炼法,M IM 于 1987 年在铜冶炼厂 建起了一座示范工厂[1], 1992 年用此工艺改造了铜 冶炼厂原有的反射炉熔炼, 改造后的铜熔炼系统生 产能力为 (铜) 18 万 t a, 1997 年经两次提高给料率 和 高 氧 浓 度 试 验, 现 熔 炼 能 力 已 扩 建 到 ( 铜) 25 万 t a [2 ]。
·24·
有色冶炼
□重金属
艾萨熔炼法的发展及评述
邵剑辉
(中国有色工程设计研究总院, 北京 100038)
[ 摘 要 ] 艾萨熔炼法是芒特艾萨矿业有限公司 (M IM ) 和澳大利亚联邦科学工业研究机构 (CS IRO ) 联
合开发的浸没式喷枪顶吹熔炼技术, 是一种高强度有色金属冶炼方法。 本文根据艾萨熔炼法的炼铜情
m3
0
455
吨铜耗煤
t
0163
0133
吨铜耗油
kg
67
2
吨铜综合能耗 (标煤)
kg
81515
44012
富氧熔炼的共同特征[3]。使用富氧时, 产生较少的烟 气量及足够高的 SO 2 浓度, 可大大节省烟气处理系 统及制酸的基建费用和生产费用。
目前艾萨熔炼法可以在含 O 2 62% 的富氧空气 状况下运行。 414 金属回收率及渣含铜
艾萨熔炼法在熔炼过程中, 只要控制好熔剂量 和炉渣, 并且所产出的铜锍和炉渣混合物在保温炉 中有足够的澄清时间, 炉渣含铜小于 016%。表 3 为 2 个炉渣实例。
表 3 炉渣主要成分质量分数
%
Cu Fe SiO 2 CaO A l2O 3 M gO S Fe3O 4
渣 1 0146 3816 3417 512 411 -
-
213
渣 2 015 3716 3215 714 413 119 110 516
影响渣含铜的因素有铜锍品位、炉渣氧势、炉渣 组分及炉温, 其中最主要的因素是炉渣氧势。在硅酸 盐 铁 质 炉 渣 组 成 中, 高 氧 势 必 然 带 来 含 固 态 的 F e3O 4 和 S iO 2 的非均相渣, 当炉渣 F e3O 4 饱和并有 析出, 渣含铜必然高。在炉气—炉渣—铜锍平衡系统 中, 炉渣氧势随铜锍品位升高而增加, 随炉温的降低 而减少, 但温度过低, 渣的流动性差, 夹杂铜的损失 加大。生产实践证实, 强化熔炼渣中铜的形态主要是 氧化态溶解损失。在 FeO —CaO —SiO 2 炉渣体系中, SiO 2 含量一定, 渣含铜随 CaO 含量增大而减少[4]。
艾萨熔炼法的开发引起了冶金界的广泛重视, 前景看好。 目前世界上已采用该方法建成投产的铜 冶炼厂除芒特艾萨外, 还有美国的迈阿密、印度的 Sterlite 和比利时的 U n ion M in iere。 中国的云铜用 此方法改造矿热电炉熔炼系统的工程正在建设中, 预计 2002 年初投产。
2 生产工艺过程
0111
7916
4912
4176
2511
01089
8411
4914
5138
2318 0169 0129 0171