C-17 CQI-17锡焊系统评审
CQI-15 特殊过程:焊接系统评估 检查表
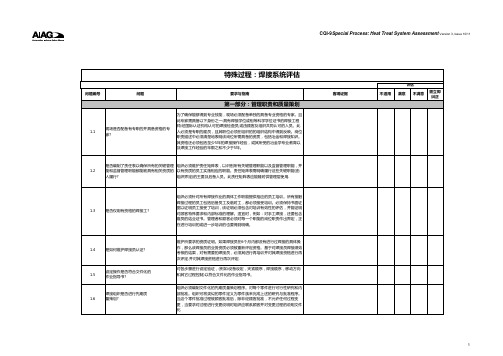
内部评估必须根据AIAG的WSA每年至少进行一次。出现的问题必须能及时 地得到解决。
质量管理体系必须包含一个过程对顾客或任何其他组织关注问题进行记录、 评审和处理,必须须使用一个严格的问题解决过程。
包括在焊接过程中的焊接人员必须得到程序或作业指导书。这些程序或作业 指导书必须包含对潜在紧急情况(例如停电)的处理方法、设备重启、设备关 闭、产品隔离(见2.8)、产品检验、产品安全性、清洁整理以及一般操作程序 。同时,这些程序或作业指导书必须使现场工作人员易于获取。
组织必须有一个文件化的,针对过程设备的预防性维护方案(过程设备由过 程表定义)。该方案必须为一个闭环过程,能对从提出请求到结束进行跟 踪,以评估有效性。设备操作员必须有机会报告问题,问题必须以闭环方式 得到解决。公司级数据,例如:故障停机时间、质量拒收、一次通过能力、 复发的维护工作指令以及操作人员报告的问题都必须被运用在改进预防性维 护方案。维护数据应被收集并分析,以作为预测性维护的一部分。
什么是顾客对过程偏离 的要求?
1.23
是否有一个系统去授权 再加工或返修?文件化 了吗?
特殊过程:焊接系统评估
要求与指南
焊接组织必须定义对每个确定在焊接系统评估(WSA)范围内的焊接过程实施 持续改进的过程。这个持续改进过程必须设计成能对质量及生产力得到改进 、必须明确各项措施的优先顺序、必须包含进度(预估完工日期)。组织应提 供证据证明实施项目的有效性. 质量经理或得到授权的人负责批准对被隔离材料的处理及记录。
组织必须编制文件化的先期质量策划程序。对每个零件进行可行性研究和内 部批准。组织可将类似的零件定义为零件族来完成上述的研究与批准程序。 当这个零件批准过程被顾客批准后,除非经顾客批准,不允许任何过程变 更,当要求对过程进行变更说明时组织应联系顾客并对变更过程的说明文件 化
第三部分CQI-17 教材-IPC 20130703 V2
验收条件
验收说明:
引用IPC-A-610或经由合同指定作为验收文件时, 则J-STD-001 ,即“焊接电气与电子装配组件的要 求”文件不适用,除非另有单独和具体的要求。 发生冲突时,按下列优先次序执行: 用户与制造商协定并成文的采购合同 反映用户具体要求的总图或总装配图 用户引用或合同协议引用IPC-A-610 当其他文件同时与IPC-A-610被引用时,应当在采 购文件中规定其优先顺序。
验收条件
缺陷条件
定义:组件在最终使用环境下不足以确保外形、装配和 功能(3F)的情况。 不能保证组件的3F的要求 由制造商根据设计、服务和客户的要求处置
o处置可以是返工、维修、报废或“照样使用” o维修或“照样使用”须取得用户的认可
1级缺陷自动成为2、3级缺陷;2级缺陷对3级同样是 缺陷。
元器件的安装
3、元器件固定—粘接
可接受-1,2,3级
对于水平安装的元器件,粘接长度至 少为元器件长度的50%;粘接高度为 元器件直径的25%。粘接胶堆集不超 过元器件直径的50%。安装表面存在 粘接胶,粘结胶大致位于元器件体中 部。 对于垂直安装的元器件,粘接高度至 少为元器件高度的50%,圆周粘接范 围达到25%。 安装表面存在粘接胶。
设计标准
成品文件
IPC-D-325
成品标准 可接受标准
返工/返修
IPC-J-STD-001 IPC-A-610
IPC-7711/7721
焊接的电气和电子组件的要求 电子组件的可接受性 提供进行敷形涂覆层和元器件的拆除及 更换,阻焊膜维修,层压板材料,导线 和镀覆孔的修改与维修的操作程序文件
锡焊系统审核 (SSA )----参考文件(IPC-A-610E)
CQI-17_锡焊过程表

过程表 S - 焊接返工
职位:
电话:
邮箱:
审核员/评估员: 姓名: 赵翼冉
"不满意"项目数: “需要立即纠正”的项目数: 作业审核中“不合格”的项目数:
公司: CATL
电话:
邮箱:
1
是 否 3-Nov-2022
工厂的焊接类型:
过程表 A - 焊膏印刷
X
过程表 B - 检查
X
过程表 C - 表面贴装设施布局
X
过程表 D - 回流焊接过程
X
过程表 E - 胶水点胶
X
过程表 F - 波峰焊过程助焊剂应用
X
过程表 G - 焊接过程预热
NA
过程表 H - 波峰焊接过程
X
过程表 I - 喷泉焊接过程
NA
过程表 J - 浸渍焊接过程
NA
过程表K - 选择焊接过程
NA
过程表 L - 自动烙铁焊接过程
NALeabharlann 过程表 M - 手工烙铁焊接过程
NA
过程表 N - 激光软束焊接过程
NA
过程表 H - 波峰焊接过程
X
过程表 O - 感应
NA
过程表 P - 保形涂敷
NA
过程表 Q - PCB分割
NA
过程表 R - 在线测试
CQI-17 Special Process: Soldering System Assessment
Version 1, 3/2010
封面表
特殊过程: 锡焊系统评审
工厂名称:
电话: 传真: 工厂的焊接员工人数: 非商业焊接组织(是/否): 商业焊接组织(是/否): 评估日期: 以往评估日期:
CQI-17 锡焊系统评估
CQI-17锡焊系统评审参训对象:锡焊工厂特种工艺审核员;锡焊产品与工艺设计师;现场质量控制工程师;生产管理人员;负责锡焊零件采购和供应商管理的人员(SQE)。
课程收益:全面理解CQI-17锡焊系统的要求, 识别和满足顾客特殊要求;获得有效实施CQI-17的方法和思路;学习锡焊过程控制的有效方法;识别锡焊过程失效模式并采取预防行动;降低锡焊产品的风险;借助于AIAG推荐的方法和工具策划和改进锡焊系统,从锡焊质量策划、现场管理和物料处理以及锡焊设备控制等角度推进组织的整体提升。
课程定位:锡焊作为一个特殊的工艺过程,由于其材料特性的差异性、工艺参数的复杂性和过程控制的不确定性,长期以来一直视为汽车零部件制造业的薄弱环节,并将很大程度上直接导致整车产品质量的下降和召回风险的上升。
美国汽车工业行动集团AIAG的特别工作小组(焊接工作组)2010年3月发布了锡焊系统评估CQI-17标准,CQI-17标准作为客户和产品标准补充要求。
该标准定义了锡焊管理系统的基本要求,提供了锡焊制造过程审核的共同方法, 以达成持续改进、缺陷预防和降低供应链的变差和浪费。
SSA用以评估一家企业达到评估标准的能力,达到客户的要求、行业规定和企业自定的标准。
SSA也可以在企业与其供应商之间使用。
预备知识:有关锡焊基础知识和生产过程的知识;ISO9001:2015或IATF16949:2016质量管理体系知识;汽车行业的核心工具(APQP/FMEA/MSA/SPC/PPAP)讲师简介:仇老师❖金相、力学二级--上海材料研究所❖ASNT-MT, PT Level 2--ASNT/无损协会❖六西格玛黑带---中国质量协会❖中级质量工程师---中国社会保障部主要经历:1.1993-1997:机械制造,工学学士(淮海工学院);2.1998-2008:某中外合资集团质量工程师,工艺:加工、焊接、涂装、钣金、装配;3.2008-2011:某丹麦液压公司、某太台湾橡胶金属公司质量经理,工艺:加工、热处理、橡胶、焊接、装配、涂装、风电、压力容器;4.2012-2016:某美资机械制造公司质量总监,工艺:铸造、热处理、加工、焊接、涂装,95%产品出口;5.2012年至今:兼职顾问师。
IATF16949:2016标准新版改版条文解析

整理课件
19
IATF16949:2016条文解析
1 .范围
本标准为下列需求的组织规定了质量管理体系要求: a)需要证实其具有能力稳定地提供满足顾客要求和适用法律法规要求的
产品和服务; b)通过体系的有效应用,包括体系持续改进的过程,以及保证符合顾客
要求与适用的法律法规要求,旨在增强顾客满意。 本标准规定的所有要求是通用的,旨在适用于各种类型、不同规模及提
6 策划 6.1 应对风险和机遇的措施 6.2 质量目标及其实现的策划 6.3 变更的策划
7 支持 7.1 资源 7.2 能力 7.3 意识 7.4 沟通 7.5 形成文件的信息
8 运行 8.1 运行策划和控制 8.2 产品和服务的要求 8.3 产品和服务的设计与开发
8.4 外部提供过程、产品和
服务的控制 8.5 生产和服务提供 8.6 产品和服务的放行 8.7 不合格输出的控制 9 绩效评价 9.1 监视、测量、分析和评价 9.2 内部审核 9.3 管理评审 10 持续改进 10.1总则 10.2不合格和纠正措施 10.3持续改进
‧ CQI-24 基于失效模式的设计评审(DRBFM参考指南) ‧ FMEA VDA发布: ‧ VDA4 产品和过程FMEA ‧ VDA-RGA 新产品成熟度保证 ‧稳健生产过程 ‧特殊特性
整理课件
14
附录B:参考文献 – 汽车行业补充
生产控制:
AIAG发布: ‧MMOG/LE SMMT发布: ‧实施标准化作业
整理课件
13
附录B:参考文献 – 汽车行业补充
测量系统分析:
AIAG发布: ‧ MSA VDA发布: ‧ VDA5 测量系统能力
产品批准:
AIAG发布: ‧ PPAP VDA发布 : ‧ VDA2 生产过程和产品批准(PPA)
最齐全CQI系列表格,限时分享~
最齐全CQI系列表格,限时分享~CQI是什么?不需要向老司机们介绍了吧!当然如果是刚接触汽车行业的朋友,可以简单了解一下:CQIContinuous Quality ImprovementCQI就是我们经常说的持续质量改进。
它是AIAG(美国汽车工业行动集团特别工作小组)开发的,目的是在供应链中建立持续改进,强调缺陷预防,减少变差和浪费的管理系统。
CQI是一个系列,细化且专业地规定了不同的工艺过程,对于汽车供应商过程系统监控和寻找持续改进机会来说很有必要。
下面我们简单介绍几个常见的CQI。
CQI-8 分层过程审核Layered Process Audits Guideline(LPA)实施分层审核主要目的是培养操作人员按照既定的标准开展工作。
操同时,也是验证作业方法,控制要求是否有效、合理的一种方法。
实施分层审核还提供了一个让管理层接触现场、和操CQI-9 热处理系统评估Heat Treat System Assessment(HTSA)热处理作为一个特殊的工艺过程,由于其材料特性的差异性、工艺参数的复杂性和过程控制的不确定性,长期以来一直视为汽车零部件制造业的薄弱环节,并将很大程度上直接导致整车产品质量的下降和召回风险的上升。
HTSA的目标是在供应链中建立持续改进,强调缺陷预防,减少变差和浪费的热处理管理系统。
HTSA与国际认可的质量管理体系以及适用的顾客特殊要求相结合,规定了热处理管理系统的基本要求。
旨在为汽车生产件和相关服务件组织建立热处理管理体系提供一个通用的方法。
美国戴姆勒克莱斯勒、福特、通用三大汽车公司在其顾客特殊要求中均对热处理系统评审提出要求,凡是热处理供应商都必须按CQI-9做过程审核。
CQI-10|CQI-20/CQI-21有效问题解决从业者/领导者指南Effective Problem Solving(EPS)CQI-10从影响问题解决的“有效”的因素,特别是企业的文化和价值观、以及五类管理(者)的行为来评估到底是如何影响问题解决有效或无效,而不仅仅是介绍问题解决的工具。
CQI标准系列目录-(2014)

CQI-23 特殊过程:模具系统评估 V1 2014 标准 V1 2014 V4 2014 V3
CQI-24 Design Review Based CQI-24 基于失效模式的设计 CQI-24 on Failure Modes (DRBFM 审查指南(DRBFM 参考指南) Reference M-7 M-7 MMOG/LE M-7 物料管理与物流评估指南
TS标准系 列
特殊工艺 列 Cancel
V1 2007/V2 特殊工艺 2012 系列 特殊工艺 V2 2012 系列 CSA
V1 2008/V2 保障手册 2010 特殊工艺 CQI-15 焊接系统评估标准 V1 2010 系列 CQI-16 ISO/TS 16949:2009版指导 TS标准系 V1 2009 手册替代CQI-7 列 特殊工艺 CQI-17 钎焊系统评估标准 V1 2010 系列 SSA CQI-18 有效防错指南 V1 2011 CQI-19 次级供应商管理过程指导 V1 2012 方针 CQI-20 有效问题解决实践者指 参CQI-10 南 取消 参CQI-10 CQI-21 有效问题解决领导者指南 取消 CQI-22 质量不良控制成本指南 V1 2012 特殊工艺 系列 MSA
全球物料 管理
B-4 Automotive Industry Action B-4 Group B-4 零件识别与追溯的运用标准 Componment Marking Standard
AIAG List 2014 (CQI List 2014)
ID No.
CQI-4 CQI-5 CQI-6 CQI-7 CQI-8 CQI-9 CQI-10 CQI-11 CQI-12 CQI-13 CQI-14 CQI-15 CQI-16 CQI-17 CQI-18 CQI-19 CQI-20 CQI-21 CQI-22 CQI-23
CQI-17特殊过程-锡焊过程评估作业审核过程表中文(含全套23个工作表)
4.3
3.9 ESD 控制
按 ANSI S20.20
持续
4.4
具有程序以确保分割方法符合客户要求
按客户要求
持续
4.5
分割过程中恰当操作
按客户要求
持续
4.6
恰当的指定的工具
1.4
5.0
2.11 异常条件反应
2.12
5.1
2.8 电源故障反应计划
按客户要求
持续
控制计划
持续
5.2
2.8 紧急停机反应计划
控制计划
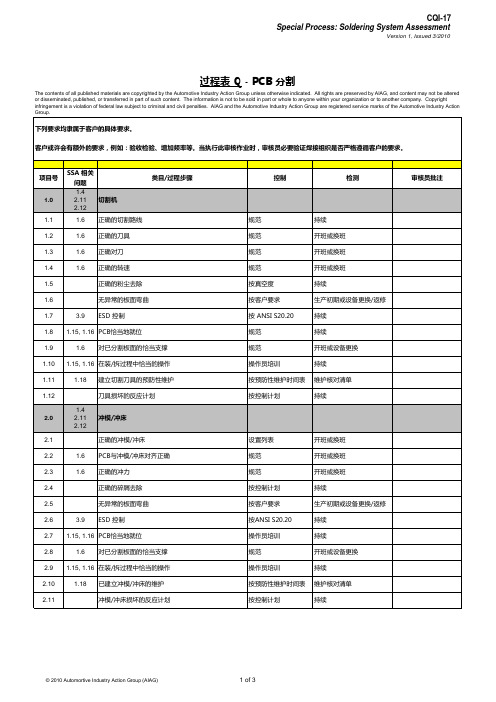
下列要求均隶属于客户的具体要求。
客户或许会有额外的要求,例如:验收检验、增加频率等。当执行此审核作业时,审核员必要验证焊接组织是否严格遵循客户的要求。
项目号 1.0 1.1
SSA 相关 问题 1.4 2.11 切割机 2.12
1.6 正确的切割路线
类目/过程步骤
1.2
1.6 正确的刀具
1.3
1.6 正确对刀
规范
开班或设备更换
3.9 1.15, 1.16 在装/拆过程中恰当的操作
操作员培训
持续
3.10
1.18 已建立刀片的维护
按预防性维护时间表 维护核对清单
3.11
刀片损坏的反应计划
1.4
4.0
2.11 手工分割
2.12
4.1
正确的碎屑去除
按控制计划
持续
按控制计划
持续
4.2
无异常的板面弯曲
按客户要求
生产初期或设备更换/返修
工厂焊接类型 进程表 A - 锡膏印刷 进程表 K - 选择焊接过程
进程表 B - 检验
进程表 L - 自动烙铁焊接过程
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
CQI-17特殊过程:锡焊系统评审
培训课程大纲
一、培训背景:
锡焊作为一个特殊的工艺过程,由于其材料特性的差异性、工艺参数的复
杂性和过程控制的不确定性,长期以来一直视为汽车零部件制造业的薄弱环节,并将很大程度上直接导致整车产品质量的下降和召回风险的上升。
美国汽车工业行动集团AIAG的特别工作小组(焊接工作组)2010年3月
发布了锡焊系统评估(Soldering System Assessment:SSA)CQI-17标准,
CQI-17标准作为客户和产品标准补充要求。
该标准定义了锡焊管理系统的基本要求,提供了锡焊制造过程审核的共同
方法, 以达成持续改进、缺陷预防和降低供应链的变差和浪费。
SSA用以评估一家企业达到评估标准的能力,达到客户的要求、行业规定
和企业自定的标准。
WSA也可以在企业与其供应商之间使用。
CQI-17特殊过程:锡焊接系统评审(Soldering System Assessment)由AIAG(美国汽车工业行动集团)焊接工作组2010年3月发布,作为对锡焊工艺供应商的过程能力的评估要求。
二、培训目标:
——全面了解CQI-17锡焊系统审核(SSA)要求和相关技术标准的要求;
——获得有效建立焊接管理体系的思路和方法;
——掌握运用过程方法有效实施焊接这一特殊过程审核的审核技巧;
——提高对焊接产品和过程的风险意识。
三、培训对象:
焊接工厂特种工艺审核员、焊接产品与工艺设计师、现场质量控制工程师、生
产管理人员、负责焊接零件采购和供应商管理的人员(SQE)。
四、课程大纲:
第一章:AIAG有关特殊过程的特殊要求
——CQI-17是顾客特殊要求
——CQI-17框架及结构
——范围
——锡焊系统评估程序
——评估表和过程表
——CQI-17与TS16949
第二章、典型锡焊工艺介绍
——锡焊过程材料的基础知识(焊料、焊剂、清洗剂…)——典型锡焊工艺技术与应用
——典型锡焊工艺常见缺陷及原因分析
——锡焊原理
——SMD技术概要
——试验及检验
——手工焊接
第三章:典型锡焊失效模式分析及过程控制
——锡焊过程识别
——锡焊过程失效影响分析
——锡焊过程失效原因分析
——锡焊过程失效控制分析
——锡焊过程控制策略
——锡焊过程统计过程控制及案例分析
第四章:CQI-17(SSA)审核标准
——CQI-17标准的结构与内容
——适用范围、概述及应用
——锡焊系统审核程序
——锡焊系统审核(系统审核表、作业审核)——过程表(A-S)
A–焊膏印刷
B–检验
C–表面贴装设施布局
D–回流焊接过程
E–胶水点胶
F–波峰焊接过程助焊剂应用
G–焊接过程预热
H–波峰焊接过程
I–喷泉焊接过程
J–浸渍焊接过程
K–选择焊接过程
L–自动烙铁焊接过程
M–手动烙铁焊接过程
N–软激光束焊接过程
O–感应
P–保形涂覆
Q–PCB 分割
R–在线测试(ICT)
S–焊接返工。