所有宏程序编程代码
宏程序编程
#3001,#3002
宏语句读入缓冲后读写入数据
读
#3011,#3012
宏语句读入缓冲后读入数据
自动运行控制
伺服位置误差
第1位代表轴号(1~3);
变量#5081~#5083存储的刀具长度补偿值是当前的执行值,不是后面程序的处理值;
在G31(跳转功能)程序段中跳转信号接通时的刀具位置储存在变量#5061到#5064中。当G31程序段中的跳转信号未接通时,这些变量中储存指定程序段的终点值。
移动期间不能读是指由于缓冲(预读)功能的原因,不能读取期望值。
FANUC宏程序编程
2017-03-28
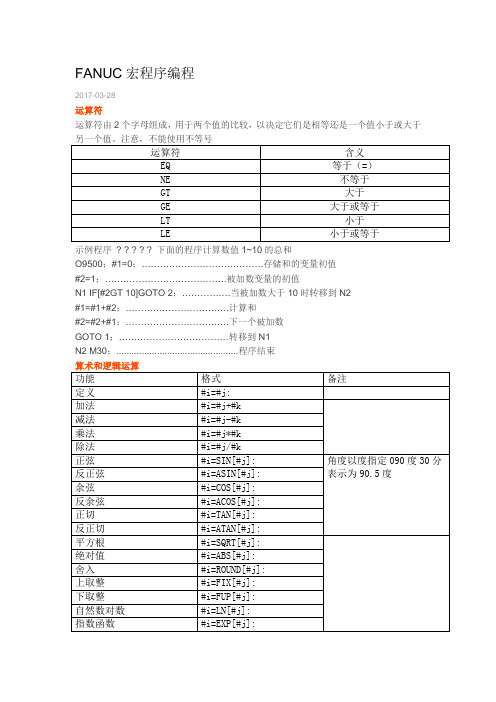
运算符
运算符由2个字母组成,用于两个值的比较,以决定它们是相等还是一个值小于或大于另一个值。注意,不能使用不等号
E
不等于
GT
大于
GE
大于或等于
LT
小于
LE
小于或等于
示例程序? ? ? ? ?下面的程序计算数值1~10的总和
O9500;#1=0;………………………………….存储和的变量初值
●常数可替代变量#j。
上取整下取整:
CNC处理数值运算时,若操作后产生整数绝对值大于原数的绝对值时为上取整;小于为下取整。例如:
假设#1=1.2,#2=-1.2。当执行#3=FUP[#1]时,2.0赋给#3;当执行#3=FIX[#1]时1.0赋给#3;当执行#3=FUP[#2]时,-2.0赋给#3;当执行#3=FIX[#2]时,-1.0赋给#3。
#9
R
#18
Y
#25
H
#11
S
#19
Z
#26
地址G,L,N,O和P不能在自变量中使用
不需要指定的地址可以省,对于省的地址的局部变量为空
cnc宏程序代码大全(加工中心指令代码大全)

cnc宏程序代码大全(加工中心指令代码大全)UG编程粥2018-9-111.字母在数控程序中的意义o:程序号,设置程序号n:节目段号,设置节目序号。
g:准备功能X/Y/Z:尺寸字符,轴移动指令视听:附加轴移动指令r:圆弧半径I/J/K:圆弧中心坐标(矢量)外宾:喂,设定喂量。
s:主轴速度,设定主轴速度。
t:刀具功能,设置刀具号。
m:辅助功能,开/关控制功能H/D:刀具偏置号,设置刀具偏置号。
P/X:延迟,设置延迟时间。
p:程序号指令,设置子程序号(如子程序调用:M98P1000)L:重复,设置子程序或固定循环的重复次数(如M98 P1000 L2,L1省略L)P/W/R/Q:参数,固定周期使用的参数(如敲击G98/(G99)G84 X_ Y_ R_ Z_ P_ F_)2.通用g代码解释G00:定位或快速移动G01:线性插值G02:圆弧插补/螺旋插补CWG03:圆弧插补/螺旋插补G04:停留时间或延迟时间例如:G04 X1000(或G04 X1.0)G04 P1000表示停留1秒。
G09:准确停止检查或准确停止检查(检查是否在目标范围内)G10:可编程数据输入G17:选择XPYP平面XP: x轴或其平行轴。
G18:选择ZPXP平面的YP: Y轴或其平行轴。
G19:选择YPZP平面ZP: Z轴或其平行轴。
G20:英寸输入G21:毫米输入G28:返回参考点检测格式:G91/(G90) G28 X__ Y__ Z__通过中间点X _ _ _ _ _ Y _ _ _ _ _ Z _ _(绝对值/增量值指令)返回参考点G29:从参考点返回G91/(G90) G29 X__ Y__ Z__通过参考点从起点到目标点X__ Y__ Z__的指令(绝对值/增量值指令)。
G30返回第二、第三和第四参考点G91/(G90)G30 P2 X _ _ Y _ _ Z _ _;回到第二个参考点(P2可以省略。
)G91/(G90)G30 P3 X _ _ Y _ _ Z _ _;回到第三个参考点G91/(G90)G30 P4 X _ _ Y _ _ Z _ _;回到第四个参考点。
vba编程代码大全
vba编程代码大全VBA编程代码大全。
VBA是Visual Basic for Applications的缩写,是一种用于Microsoft Office应用程序的编程语言。
通过VBA,用户可以编写自定义的宏和程序,以实现自动化操作和定制功能。
VBA编程在Excel、Word、PowerPoint等Office应用中都有广泛的应用,可以大大提高工作效率和数据处理的灵活性。
本文将为大家详细介绍VBA 编程中常用的代码,帮助大家更好地掌握VBA编程技能。
一、基本操作。
1. 打开VBA编辑器。
在Office应用程序中,按下Alt + F11快捷键即可打开VBA编辑器。
在VBA 编辑器中,可以编写和管理VBA代码。
2. 编写子程序。
使用Sub关键字定义一个子程序,然后在其中编写具体的VBA代码。
例如:Sub HelloWorld()。
MsgBox "Hello, World!"End Sub。
3. 运行宏。
在VBA编辑器中,可以直接运行编写好的宏程序。
也可以在Office应用程序中,通过快捷键或菜单来运行宏。
二、常用代码。
1. 操作单元格。
在Excel中,可以使用VBA来操作单元格,例如:Range("A1").Value = 100。
Range("A1").Interior.Color = RGB(255, 0, 0)。
2. 循环结构。
使用VBA可以编写各种类型的循环结构,例如For循环、Do While循环等,来实现对数据的遍历和处理。
3. 条件判断。
VBA中的If语句可以用来进行条件判断,根据不同的条件执行不同的操作,例如:If Range("A1").Value > 0 Then。
Range("B1").Value = "Positive"Else。
Range("B1").Value = "Negative"End If。
数控车床宏程序【范本模板】

数控车床宏程序FANUC数控车第一章编程代码---——-————--——-—-————--——--—--—--——-—-———-——-----—--——-———11.准备功能G-———-——————---—--——-—————-—-————-———--—-----—-—--—-—-—————--12.辅助功能M—--—--—----—-———-—-————-—-----———---——---—-——-----—-————-——6第二章用户宏程序————---—-—-—————-——---—---——-—--—————--—————--—-——--—--71。
运算符号—-——-—-—-—--——-------——————-———--—--—-—-—-—-——————-——--—-————-—72.转移和循环-——-——————-—--—-—--——————-———-—--———--—-—-———-——-———--———-—7 3.运算指令——-—--——-———---——---—-------——--———----——————--——-—-—--—--———-8第三章宏程序编程—---———-—-——---—-———---—--—-—--—---—--——--—--——-——-—--111.车V型圆锥—--—-———--—-———-——----—--—-—--——--—-—-——--—--—————-——————112.车U圆弧———-———-———-———--—---—-—--———--——-———-—-——————----—-—--———-——12 3.方程曲线车削加工-—--—-----————-—-—-——--——--———-—----———---—-—--——135.车梯形螺纹36×6--—-—-——---—--——-----——--——--———--—-——-—-———-—-—-—146.蜗杆——-——-—---———-——-—-——--—————--——--—-——-—--—--—-—--————-----—-—--———157.加工多件—-——--—---—--—-—---—-—-—-—————--——-———--—-———-———---—-——--——-—17第四章自动编程---——————--—-—----—------—----—--—————--——---——--—-----—-—-—--—211.UG建模——-----——---————--————-—-----—-——--—-—--—---——--—-—--———-————-—----—212.创建几何体-——-—-————-—-——------—--—-———--—-------——---——————-—--—---—-——--24附录—-——-—---———--———-—-——-——--—-——------——-—————-—————-—-—-——--—-———-—-———--—29第一章编程代码1.准备功能G00快速定位 G01直线插补 G02顺弧插补G03逆弧插补 G04暂停G9,G60,G64准确/连续停G20英制输入 G21米制输入 G40取消刀具补偿G41建立左刀具补偿 G42建立右刀具补偿G50坐标设定/主轴最高速设定G70精车循环格式: G70 P(ns) Q(nf)ns: 精加工形状程序的第一个段号。
FANUC数控系统宏程序编程

数控系统宏程序编程2009-09-16 21:112009-05-15 04:25统宏程序编程一变量普通加工程序直接用数值指定G代码和移动距离;例如,GO1和。
使用用户宏程序时,数值可以直接指定或用变量指定。
当用变量时,变量值可用程序或用MDI面板上的操作改变。
#1=#2+100G01 X#1 F300说明:变量的表示计算机允许使用变量名,用户宏程序不行。
变量用变量符号(#)和后面的变量号指定。
例如:#1表达式可以用于指定变量号。
此时,表达式必须封闭在括号中。
例如:#[#1+#2-12]变量的类型变量根据变量号可以分成四种类型变量号变量类型功能#0空变量该变量总是空,没有值能赋给该变量.#1-#33局部变量局部变量只能用在宏程序中存储数据,例如,运算结果.当断电时,局部变量被初始化为空.调用宏程序时,自变量对局部变量赋值,#100-#199#500-#999公共变量公共变量在不同的宏程序中的意义相同.当断电时,变量#100-#199初始化为空.变量#500-#999的数据保存,即使断电也不丢失.#1000系统变量系统变量用于读和写CNC运行时各种数据的变化,例如,刀具的当前位置和补偿值.变量值的范围局部变量和公共变量可以有0值或下面范围中的值:-1047到-10-29或-10-2到-1047如果计算结果超出有效范围,则发出P/S报警.小数点的省略当在程序中定义变量值时,小数点可以省略。
例:当定义#1=123;变量#1的实际值是。
变量的引用为在程序中使用变量值,指定后跟变量号的地址。
当用表达式指定变量时,要把表达式放在括号中。
例如:G01X[#1+#2]F#3;被引用变量的值根据地址的最小设定单位自动地舍入。
例如:当G00X#/;以1/1000mm的单位执行时,CNC把123456赋值给变量#1,实际指令值为G00X12346.改变引用变量的值的符号,要把负号(-)放在#的前面。
例如:G00X-#1当引用未定义的变量时,变量及地址都被忽略。
所有宏程序编程代码
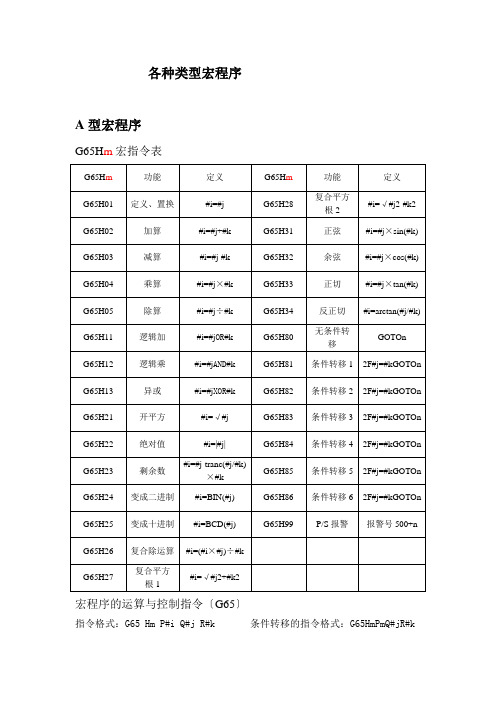
各种类型宏程序A型宏程序G65H m宏指令表宏程序的运算与控制指令〔G65〕指令格式:G65 Hm P#i Q#j R#k 条件转移的指令格式:G65HmPmQ#jR#k#i :储存运算结果的变量号 Hm:条件转移指令#j :进行运算的变量号1,可以是常数 Pm:转移的地址#k :进行运算的变量号2,也可是常数 Q#j R#k:转移的条件B型宏程序(FANUC 0i Mate-MC系统)运算指令1、定义和转换#i=#j2、加法运算#i=#j+#k 和#i=#j-#k 差#i=#jOR#k 或〔对32位的每一位〕#i=#jXOR#k 异或〔对32位的每一位〕3、乘法运算#i=#j×#k 积#i=#j÷#k 商#i=#jAND#k 与〔对32位的每一位〕4、函数#i=SIN[#j] 正弦〔度〕#i=COS[#j] 余弦〔度〕#i=TAN[#j] 正切〔度〕#i=ATAN[#j]/[#k] 反正切〔度〕#i=SQRT[#j] 平方根#i=ABS[#j] 绝对值#i=BIN[#j] 十一二进制转换#i=BCD[#j] 二一十进制转换#i=ROUND[#j] 四舍五入圆整#i=FIX[#j] 舍去小数部分#i=FUP[#j] 小数部分进位到整数5、控制指令〔1〕无条件转移格式:GOTOn〔2〕条件转移格式:IF[〔条件表达式〕]GOTOn〔条件表达式〕有如下几种#jEQ#k 即#j=#k#jNE#k #j≠#k`#jGT#k #j>#k#jLT#k #j<#k#jGE#k #j≥#k#jLE#k #j≤#k例:IF[#4EQ#0]GOTO1N10G90```````````` WHILE[<条件表达式>]DOm`` ```` ```` ``IF[#ⅹEQ#ⅹ]GOTO1 ENDm (m=1、2、3…)〔上、下对应,条件满足执行〕编程中的一些辅助功能坐标旋转〔G68、G69〕指令G68 :旋转功能的建立G69 :旋转功能的取消指令的格式G17G18 G68X Y R [X、Y、Z〔I、J、K〕以G54定旋转中心的坐标,R为旋转角度]G19G17〔G18或G19〕平面的选择,在其上包括旋转的形状X Y :与G17、G18、G19相应的X、Y和Z中的两个轴的绝对指令,在G68后面指定旋转中心,当不指令时,则G68程序段的刀具位置被认为旋转中心。
excel宏程序编程100例
excel宏程序编程100例Excel宏程序是一种自动化工具,可以帮助我们在Excel中完成繁琐重复的操作。
通过编写宏程序,我们可以将一系列的操作步骤录制下来,并通过简单的点击按钮或快捷键就能够实现这些操作。
下面,我将为大家介绍100个关于Excel宏程序编程的例子,希望能够帮助大家更好地理解和应用宏程序。
1. 创建一个新的宏:在Excel中点击“开发工具”->“宏”->“录制新宏”,然后按照提示进行操作。
2. 修改宏的名称和快捷键:在宏录制窗口中,点击“选项”按钮,可以修改宏的名称和设置快捷键。
3. 执行宏:在Excel中,点击“开发工具”->“宏”->“宏”,选择要执行的宏,点击“运行”。
4. 删除宏:在Excel中,点击“开发工具”->“宏”->“宏”,选择要删除的宏,点击“删除”。
5. 定义宏的起始位置:在宏录制窗口中,点击“选项”按钮,可以选择宏的起始位置,可以是当前工作簿或者是个人工作簿。
6. 使用相对引用:在宏录制窗口中,点击“选项”按钮,选择“使用相对引用”,可以让录制的宏适用于不同的单元格。
7. 使用绝对引用:在宏录制窗口中,点击“选项”按钮,取消“使用相对引用”,可以让录制的宏始终适用于固定的单元格。
8. 停止录制宏:在Excel中,点击“开发工具”->“宏”->“停止录制”,或者使用快捷键“Ctrl + Shift + S”。
9. 设置宏的安全性:在Excel中,点击“文件”->“选项”->“信任中心”->“宏设置”,可以设置宏的安全性级别。
10. 使用MsgBox函数:在宏中使用MsgBox函数可以显示一个消息框,比如提示用户输入信息或者显示某个结果。
11. 使用InputBox函数:在宏中使用InputBox函数可以显示一个输入框,用于接收用户输入的信息。
12. 使用Cells函数:在宏中使用Cells函数可以实现对单元格的操作,比如赋值、格式设置等。
第6章 宏程序指令编程
6.3 数控铣床(加工中心)宏程序指令编程 数控铣床(加工中心)
例6-3 加工如图6-3所示的椭圆形的半球曲面,刀具为R8的球铣刀。 利用椭圆的参数方程来编写宏程序: 椭圆的参数方程为:X=A*COSα; Z=B*SINα; 其中,A 为椭圆的长轴,B为椭圆的短轴。
O9800; G90 G54 G00 G17 G40; G43 Z50. H01 ; M03 S1000; X60. Y-20.; Z5. M08; G01 Z-20. F800 ; G42 X50. Y0. D01 F100; #1=0; #2=20.0 #3=30.; #4=1.0; #5=90.0; WHILE #5 GE #1 DO 1; #6=#3*COS[#5*PI/180]+4 ;
但当一个变量的值未被定义时,那么这个变量 则被当作“空变量”。变量#0始终是空变量,它是 不能被赋予任何值的。
3、变量的类型和功能 、 变量号 #0 #1-#33 #100~#149(#199) #500~#531(#999) #1000 变量类 型 空 局部变 量 公共变 量 系统变 量 功能 该变量值总为 空 只能在一个宏 程序中使用 在各宏程序中 可以公用的 固定用途的变 量
6.1.1 变量
1、变量的表示
——(变量号i=0,1,2,3,4……) 例:#8、#110、#1100 #i 例:#[#1+#2-12] #[表达 ——表达式必须用括号括起来 表达 式] 2、变量的引用 例:F#10——当#10=20时,F20被指令。 <地址 地址>#1 X- #20——当#20=100.时,X-100.被指令。 地址 <地址 - #1 地址> G#130——当#130=2时,G2被指令。 地址
CNC数字编程宏程式代码大全
G代码 分组 功能*G00 01 定位(快速移动)*G01 01 直线插补 (进给速度) G02 01 顺时针 圆弧插补G03 01 逆时针圆弧 插补G04 00 暂停,精确停止G09 00 精确停止*G17 02 选择X Y平面G18 02 选择Z X平面G19 02 选择Y Z平面G27 00 返回并检查参考点G28 00 返回参考点G29 00 从参考点返回G30 00 返回第二参考点*G40 07 取消 刀具半径补偿G41 07 左侧 刀具 半径补偿G42 07 右侧刀具半径补偿G43 08 刀具长度补偿 +G44 08 刀具长度补偿-*G49 08 取消刀具长度补偿G52 00 设置局部 坐标系G53 00 选择 机床坐标系*G54 14 选用1号 工件坐标系G55 14 选用2号工件坐标系G56 14 选用3号工件坐标系G57 14 选用4号工件坐标系G58 14 选用5号工件坐标系G59 14 选用6号工件坐标系G60 00 单一方向定位G61 15 精确停止方式*G64 15 切削方式G65 00 宏程序 调用G66 12 模态宏程序调用*G67 12 模态宏程序调用取消G73 09 深孔钻 削固定循环G74 09 反螺纹 攻丝 固定循环 G76 09 精镗固定循环*G80 09 取消固定循环G81 09 钻削固定循环G82 09 钻削固定循环G83 09 深孔钻削固定循环G84 09 攻丝固定循环G85 09 镗削 固定循环G86 09 镗削固定循环G87 09 反镗固定循环G88 09 镗削固定循环G89 09 镗削固定循环*G90 03 绝对值 指令方式*G91 03 增量值指令方式G92 00 工件零点设定*G98 10 固定循环返回初始点G99 10 固定循环返回R点G代码被分为了不同的组,这是由于大多数的G代码是模态的,所谓模态G代码,是指这些G代码不只在当前的程序段中起作用,而且在以后的程序段中一直起作用,直到程序中出现另一个同组的G代码为止,同组的模态G代码控制同一个目标但起不同的作用,它们之间是不相容的。
宏程序编程实例与技巧方法
宏程序编程实例与技巧方法编写宏程序是一种自动化编程技术,它可以帮助程序员简化复杂的任务,提高编程效率。
下面是一些宏程序编程的实例和技巧方法,以帮助您更好地理解和应用宏程序。
1.宏定义和调用:宏定义使用#define关键字,可以将一组代码片段命名为宏,并在程序中多次调用。
例如,我们可以定义一个计算平方的宏,并在程序中反复调用该宏,而不是编写重复的代码。
示例代码如下:```c++#define SQUARE(x) ((x) * (x))int result = SQUARE(5); // result = 25```2.参数传递:宏可以接受参数,以实现更加通用的功能。
例如,我们可以定义一个计算两个数之和的宏,并在程序中传递不同的参数进行计算。
示例代码如下:```c++#define ADD(x, y) ((x) + (y))int result = ADD(10, 20); // result = 30```3.条件编译:宏可以用于条件编译,以根据不同的条件选择性地包含或排除代码片段。
例如,我们可以使用条件编译来定义不同的宏,在不同的操作系统上使用不同的代码逻辑。
示例代码如下:```c++#ifdef WINDOWS// Windows specific code#else// Linux specific code#endif```4.循环展开:宏可以用于循环展开,以避免编写冗长重复的代码。
例如,我们可以使用宏来展开一系列重复的操作,以提高代码的可读性和可维护性。
示例代码如下:```c++#define DO_TEN_TIMES(action) \action; action; action; action; action; action; action; action; action; action;DO_TEN_TIMES(printf("Hello, world!\n"));```5.字符串拼接:宏可以用于字符串的拼接,以生成动态的字符串。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
各种类型宏程序A型宏程序G65H m宏指令表宏程序的运算与控制指令(G65)指令格式:G65 Hm P#i Q#j R#k 条件转移的指令格式:G65HmPmQ#jR#k#i :储存运算结果的变量号 Hm:条件转移指令#j :进行运算的变量号1,可以是常数 Pm:转移的地址#k :进行运算的变量号2,也可是常数 Q#j R#k:转移的条件B型宏程序(FANUC 0i Mate-MC系统)运算指令1、定义和转换#i=#j2、加法运算#i=#j+#k 和#i=#j-#k 差#i=#jOR#k 或(对32位的每一位)#i=#jXOR#k 异或(对32位的每一位)3、乘法运算#i=#j×#k 积#i=#j÷#k 商#i=#jAND#k 与(对32位的每一位)4、函数#i=SIN[#j] 正弦(度)#i=COS[#j] 余弦(度)#i=TAN[#j] 正切(度)#i=ATAN[#j]/[#k] 反正切(度)#i=SQRT[#j] 平方根#i=ABS[#j] 绝对值#i=BIN[#j] 十一二进制转换#i=BCD[#j] 二一十进制转换#i=ROUND[#j] 四舍五入圆整#i=FIX[#j] 舍去小数部分#i=FUP[#j] 小数部分进位到整数5、控制指令(1)无条件转移格式:GOTOn(2)条件转移格式:IF[(条件表达式)]GOTOn(条件表达式)有如下几种#jEQ#k 即#j=#k#jNE#k #j≠#k`#jGT#k #j>#k#jLT#k #j<#k#jGE#k #j≥#k#jLE#k #j≤#k例:IF[#4EQ#0]GOTO1N10G90```````````` WHILE[<条件表达式>]DOm`` ```` ```` ``IF[#ⅹEQ#ⅹ]GOTO1 ENDm (m=1、2、3…)(上、下对应,条件满足执行)编程中的一些辅助功能坐标旋转(G68、G69)指令G68 :旋转功能的建立G69 :旋转功能的取消指令的格式G17G18 G68X Y R [X、Y、Z(I、J、K)以G54定旋转中心的坐标,R为旋转角度]G19G17(G18或G19)平面的选择,在其上包括旋转的形状X Y :与G17、G18、G19相应的X、Y和Z中的两个轴的绝对指令,在G68后面指定旋转中心,当不指令时,则G68程序段的刀具位置被认为旋转中心。
R :角度位移正值表示逆时针旋转,回转角度根据指定的G代码(G90或G91)确定绝对值还是增量值。
刀具补偿:要坐标旋转之后,才执行所有的补偿操作上受参考点有关的G27、G28、G29、G30等,与坐标有关的G52到G59、G92等限制,不能指定,如果需要,先取消旋转方式以后才能指令比例缩放(G50、G51)指令(G50取消G51)指令格式:(1)沿所有轴以相同的比例放大或缩小格式:指令意义:G51X Y Z P :缩放开始X Y Z :比例缩放中心坐标值的绝对值`` 缩放有效`` (缩放方式)P :缩放比例G50 缩放取消(2)沿各轴以不同的比例放大或缩小格式:指令意义:G51X Y Z I J K(缩放开始,其后相同)X Y Z :同上I J K :X、Y和Z各轴对应的缩放比例注:须在单独的程序段内指定G51,在完成放大或缩放之后,指定G50以取消缩放方式另:[G5.1Q1(G51刀路优化的建立)Q0(取消G5.1)注:它可以以开始程序段或其后单独程序段建立A、(螺旋加工孔)OxxxxG65H01P#100Q0.;(Z轴的初始值)G65H01P#101Q20.;(孔的半径)G65H01P#102Q10.;(加工孔的高度)G65H01P#103Q1.;(Z轴每次的增量)G90G54G00G40X20.Y20.Z100.;(以绝对坐标值定位到孔的中心)M03S2000;Z0;G91G41G01X#101Y0D01F1000;(以增量值建立刀补)N10G65H02P#100Q#100R#103;G90G03Z-#100I-#101F1200;G65H84P10Q#100R#102;G03I-#101F600;G00Z20;G40;M05;M30;B、(螺旋加工孔)Oxxxx#1=0;#2=20;#3=10;#4=1;G90G54G00X20Y20Z100;M03S2000;Z0;G91G41G01X#2Y0D01F1000;WHILE[#1LT#3]DO1;#1=#1+#4;G90G03Z-#1I-#2F1000;END1;G03I-#2F800;G00Z100;G40;M05;M30;(意义与上相同)B、[孔加工(绝对值)]Oxxxx#1=20;(孔的半径)#2=8;(圆弧进刀半径)#3=#1-#2;(圆弧进刀的起点值)#4=10;(加工孔的高度)#5=2;(每次高度的增量)#6=0;(Z轴的初始值)G90G54G40G00X0Y0Z100;(定位到孔的中心)M03S2000;WHILE[#6LT#4]DO1;#6=#6+#5;Z-#6;G01G41X#3Y-#2D01F1000;G03X#1Y0R#2;I-#1;X#3Y#2R#2;G40G01X0Y0;END1;G00Z100;M05;M30;(以上适合孔在工件坐标中心位置的孔加工)B、[孔加工(增量值)]G90G54G40G00X0Y0Z100;(可定位到任何坐标位置的孔中心)G01G41X#3Y-#2D01F1000;换成:G91G01G41X#3Y-#2D01F1000;G03X#1Y0R#2;换成:G03X#2Y#2R#2;```````` (与上相同)````X#3Y#2R#2;换成:X-#2Y#2R#2;G40G01X0Y0;换成:用绝对坐标值(G90)回到开始定位点(改后可用在工件坐标中的任何位置孔的加工)A、(外形加工)OxxxxG65H01P#100Q24;G65H01P#101Q6;G65H01P#102Q0;G90G54G40G00X70Y-60Z100;M03S2000;N10G65H02P#102Q#102R#101;Z-#102;G41G01X60Y-40D01F1000;X-60;Y40;X60;Y-45;G40X70Y-60;G65H84P10Q#102R#100;G00Z100;M05;M30;B、(外形加工)Oxxxx#1=24;#2=6;#3=0;G90G40G54G00X70Y-60Z100;M03S2000;WHILE[#3LT#1]DO1;#3=#3+#2;Z-#3;G41G01X60Y-40D01F1000;X-60;Y40;X60;Y-45;G40X70Y-60;END1;G00Z100;M05;M30;B、平面加工Oxxxx#1=5;(高度)#2=1;(增量高度)#3=0;(初始值)#4=60;(平面长度的一半)G90G54G00X70Y-50Z100;M03S2000;WHILE[#3LT#1]DO1;#3=#3+#2;Z-#3;#5=70;(平面长度的一半)WHILE[#5GT-#4]DO2;#5=#5-13;G01X#5F1000;Y50;#5=#5-13;X#5;Y-50;END2;G00Z20;(加工完一层提刀)X70Y-50;(回到初始点)END1;Z100;M05;M30;以上均为用平刀编程的程序,而在曲面加工里面,会用到球刀,球刀与平刀的编程有所不同,在手工编程里面,用球刀来编程,只能是以球心来计算,而平刀却是用刀尖。
所以在用球刀编程加工曲面时,可以加上其R半径去计算,而平刀是以刀尖来计算,在编程时可以利用平移轨迹法,即将每一个刀位点平移出一个刀的半径。
(上为一些规则球面,椭圆面,倒圆角等)而在用球刀加工一些斜面时,刀具的起点与终点必须要经过计算,原因下图:B、椭圆半球(平刀)Oxxxx#1=30;(椭圆的长半轴)#2=20;(椭圆的短半轴)#3=5;(平刀半径)#4=90;(起始角度)#5=2;(增量角度)G90G54G00G5.1Q1X0Y0Z100;M03S2000;Z0;WHILE[#4GT0]DO1;#4=#4-#5;#6=#1*COS[#4]+#3;(将轨迹平移)#7=#2*SIN[#4]-#2;[Z轴从最高点(零点)向下变化]#8=#2*COS[#4]+#3;(将轨迹平移)#9=0;WHILE[#9LT360]DO2;#9=#9+2;#10=#6*COS[#9];#11=#8*SIN[#9];G01X#10Y#11F1200;END2;END1;G00Z100;Q0M05;M30;B、球面(平刀)赋值时,把椭圆的长,短轴换成圆的半径如:#1=20 前面如上WHILE[#4GT0]DO1;#4=#4-#5;#6=#1*COS[#4]+#3;(将轨迹平移)#7=#1*SIN[#4]-#1;[Z轴从最高点(零点)向下变化]G90G01X#6F1000;Z#7;I-#6;下面END2删掉B、椭圆面(球刀)Oxxxx#1=30+5;(椭圆长半轴+刀半径R)#2=20+5;(椭圆短半轴+刀半径R)#3=90;#4=2;G90G54G5.1Q1G00X0Y0Z100;M03S2000;Z0;WHILE[#3GT0]DO1;#3=#3-#4;#5=#1*COS[#3];#6=#2*COS[#3];#7=#2*SIN[#3]-#2;G90G01X#5F1000;Z#7;#8=0;WHILE[#8LT360]DO2;#8=#8+2;#9=#6*SIN[#8];#10=#5*COS[#8];G01X#10Y#9F1200;END2;END1;G00Z100;Q0;M05;M30;球面与上平刀一样B、圆锥面(球刀)Oxxxx。