低压注塑工艺介绍 ppt课件
12节-低压注塑成型
第十二节低压注塑工艺(包胶成型)一、低压注塑工艺的定义:低压注塑是介于灌封注塑工艺和高压注塑工艺之间的一种创新工艺,低压是指使用1.5~40bar的注塑压力将熔体注射进入模具型腔并快速固化成型的注塑成型技术,与传统注塑工艺的40-1350bar的压力相比,低压注射要求更高的流动畅通性和更高的材料流动性。
以热熔材料卓越的密封性和优秀的物理化学性能来达到绝缘、耐温、抗冲击、减振防潮、防水、防尘、耐化学腐蚀等功效,对电子组件起到良好的保护作用。
与传统的灌装工艺(如双组份环氧树脂或者硅酮灌装)相比,低压注塑工艺不仅具有环保性,同时大幅度提高的生产效率可以帮助降低生产的总成本。
二、低压注塑工艺的原理:常规的成型条件下,注射初始时熔体因过度受压而产生巨大的不稳定效应。
由此引起粘度急剧增高,同时熔体由于受到压缩而储存了弹性能量。
而低压注射成型工艺与此相反,熔体流过喷嘴和流道。
由于熔体粘度伴随压力增加而增大,而低压注射成型熔体的粘度较低,从而可更好地控制熔体的粘流特性。
另外,料筒内熔体的压力增大速度越快,将更呈现出类似固态的空体响应。
粘弹性塑料熔体从纯液态到纯固态过程中,都具有宽频的响应特性。
熔体的响应或松弛时间等具体特性是由聚合物主链上的化学成分所决定。
避免流动条件的突然改变或瞬间大幅度变动,更有利于形成所需的类似液态特性。
事实上,低压注射成型只是控制或调节塑料粘弹特性的一种加工方法。
树脂生产厂商一般把高流动性树脂的分子量降低,以求降低其粘弹性,从而适合于生产薄壁制品等的需要。
大多数设计项目已着重于将低压注射与再注射塑料成型结合一起使用。
如汽车门内饰板的成型,就是将纺织物或非纺织物放置入模具内,再直接向模具注射熔料。
受控低压注塑是指使用控制范围内的低注塑压力来控制高速注射速度进行填充过程的一种注塑工艺。
与传统注塑工艺不同,由于采用了低压力,保障足够的注射速度成为难点,因此在使用这种工艺时需要经过充分的压力分析和材料分析再进行注塑工艺的设计和调整。
注塑工艺与模具设计PPT课件
不良样品
现场问题
气泡
缺料
开口
批锋
流纹
压伤零件
不良样品
现场问题
杂色
缩水
冲胶
压线
外露
变形
现场问题
缩水、缩痕 是指产品外表产生凹陷的现象,由塑胶体积收缩产生,常见于局部肉厚
区域; 解决缩水缩痕问题首先要降低模具温度,使模具温度保持恒温状态,调
整射出与冷却时间,加大保压压力。
现场问题
缩孔、气泡 • 产品局部肉厚处在冷却过程中由于体积收缩所产生
现场问题
银丝、银条 产品外表附近,沿塑料流动方向呈现的银白色条纹。银丝的产生一般是
塑胶中的水份或挥发物或附着模具外表的水份等气化所致,注塑机螺 杆卷入空气有时也会产生银条。需要缩短松退时间,适当加大背压排 出螺杆内多余空气。
现场问题
破裂,龟裂,翘曲变形,尺寸偏差 产品外表裂痕严重而明显者为破裂;产品外表呈毛发状裂纹,产品锋利
角处常呈现此现象谓之龟裂。决绝方法有减缓流动速度,加大浇口, 防止外应力。 变形可分成翘曲与扭曲两种现象,平行边变形称为翘曲,对角线方向的 变形称为扭曲。 产品尺寸取决于塑料型号,包括添加成份,模具收缩指数,成型条件。
现场问题
外表光泽不良、喷嘴流料、喷嘴堵塞 产品外表失去材料本来的光泽,形成乳白色层膜
操作与保养 费用40% 初期费用20%
模具使用费用
注塑模具经济学
模具设计
定模、动模尺寸 模具尺寸根据机台大小与产品大小来决定的。且要防止因
高压力而导致损坏,防止将模具做的过大带来不必要的 浪费; 利用材料力学的计算公式,进行理论计算后求的该厚度的 推荐值。 定模尺寸: h:定模侧厚壁〔mm〕 p:定模内压强〔kgf/cm2〕I:定模 内侧长度〔mm) a:定模内压强p承受部位侧壁的高度〔 mm〕 b:定模高度〔mm〕 E:纵向弹性模量〔杨氏模 量〕〔 kgf/cm2〕 σmax:最大容许绕度〔mm〕
详细的注塑成型工艺介绍PPT课件可修改全文

◆ 垂直型
Ⅱ. 注塑成型机
<形体(锁模)方式分类> ◆ 直压式的构造
形体(锁模)Cylinder
稼动 Die-platen
形体(锁模)油压Hose
油压 推杆
Ⅱ. 注塑成型机
◆ 曲臂式(Toggle)的构造
移动Die Plate
Ejector Cylinder Tail Stock
型后调整装置
Toggle Link
■ 形体(锁模)装置(Clamping Unit)
在注塑时用强力来维持模具,防止模具发生推动的装置
<形体装置的构成>
① 固定板,可动板(型板, Die Platen) - 固定板, 可动板所构成 - 固定板固定在Frame上, 可动板随着Tie-bar开闭模具
② Tie-bar - 支持型板,在模具开闭动作时,发挥Guide功能 - 在Toggle式,通过Tie-bar的伸张引起的弹性恢复力而发生形体(锁模)力。
最
成型区间
大
射
出
压
力
注塑机 最大注塑压力
( Mpa )
最佳注塑速度区间 Fill time( sec )
Ⅲ. 注塑成型条件
■ 流动 理论
4 -1. 最佳注塑速度
最佳的注塑速度是,在给出的条件下使注塑压力最小化. 根据型腔的厚度注塑速度也应不同.薄的比厚的有效流动 断面较小,所以要增加注塑速度 提高全段变形率,增加摩擦变形力,才能使流动温度稳定,使注塑压力减小.
Ⅱ. 注塑成型机
③ 形体(锁模) Cylinder - 模具在开闭时,发生形体力的油压Cylinder 直压式 : Piston直接结合到可动板 Toggle式 : 通过Toggle Link的构造,可增加力量
注塑工艺培训 ppt课件
9、换模台车系统
换模台车系统是通过工业工程的方法,将 模具的产品换模时间、生产启动时间或调 整时间等尽可能减少的一种过程改进方法。 可提供单机单模,单机双模,多机共享等 多种换模方式,能在短时间内完成模具移 入、定位、锁模和移出,提升换模工作效 率。 1. 減少換模待機時間。 2. 台車移動自動對機台尋位。 3. 模具移入自動檢知開模行程、 到位及定位裝置。 4. 模具滑落防呆保護裝置。
6、热流道控制器
热流道是通过加热的办法来保证流道 和浇口的塑料保持熔融状态。热流道系统 一般由热喷嘴、分流板、温控箱和附件等 几部分组成。热喷嘴一般包括两种:开放 式热喷嘴和针阀式热喷嘴。由于热喷嘴形 式直接决定热流道系统选用和模具的制造, 因而常相应的将热流道系统分成开放式热 流道系统和针阀式热流道系统。
传送带输送
机器人引取
脱模
冷却
上件
人工擦拭
火焰处理
除静电
底漆喷涂
底漆流平
色漆喷涂
下件
手修
面品检查
烘干处理
低压注塑成型工艺介绍
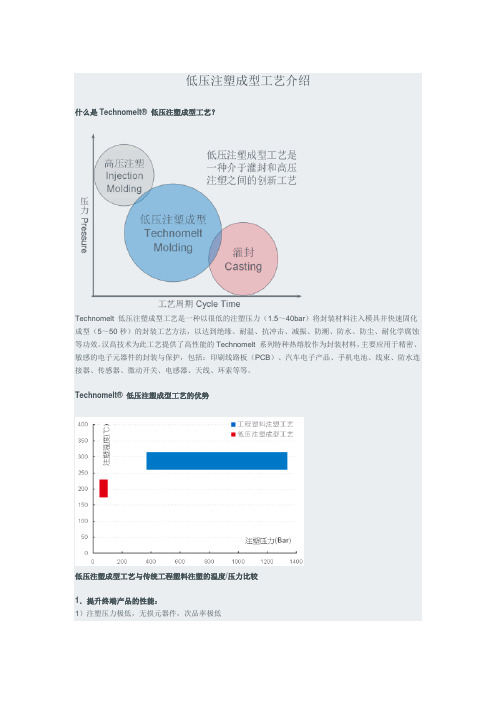
低压注塑成型工艺介绍什么是Technomelt® 低压注塑成型工艺?Technomelt 低压注塑成型工艺是一种以很低的注塑压力(1.5~40bar)将封装材料注入模具并快速固化成型(5~50秒)的封装工艺方法,以达到绝缘、耐温、抗冲击、减振、防潮、防水、防尘、耐化学腐蚀等功效。
汉高技术为此工艺提供了高性能的Technomelt 系列特种热熔胶作为封装材料,主要应用于精密、敏感的电子元器件的封装与保护,包括:印刷线路板(PCB)、汽车电子产品、手机电池、线束、防水连接器、传感器、微动开关、电感器、天线、环索等等。
Technomelt® 低压注塑成型工艺的优势低压注塑成型工艺与传统工程塑料注塑的温度/压力比较1.提升终端产品的性能:1)注塑压力极低,无损元器件,次品率极低针对传统注塑工艺压力过高的缺陷,Technomelt 系列特殊胶料在熔融后只需要很小的压力就可以使其流淌到很小的模具空间中,因而不会损坏需要封装的脆弱元器件,极大程度地降低了废品率。
2)优异的保护效果密封性好:Technomelt 系列特种胶料熔化后具有良好的的粘接性能,可有效地对所封装元器件起到密封、防潮、防水、防尘、耐化学腐蚀的作用。
耐高低温:耐环境温度范围为-40℃到150℃,可以适用于各种恶劣的生产环境和使用环境。
抗冲击性:成型后可达硬度Shore A 60~90 或Shore D 40,具有良好的韧性,可减缓来自外界的冲击力。
电绝缘性:体积电阻在1011~1014之间,可做绝缘材料。
阻燃性:Technomelt 系列热熔胶还具有优良的阻燃性能,符合UL94V0标准。
3)环保型产品汉高Technomelt系列热熔胶符合欧盟RoHS指令,不含任何溶剂,是无毒无害单组份环保材料。
2.缩短产品开发周期,大幅度提升生产效率成型模具可采用铸铝模,而不是钢材,所以非常易于模具的设计、开发和加工制造,可缩短开发周期。
注塑工艺相关资料PPT(58张)

调机指南概述
2.3 模具温度: 指模腔表面温度。根据模具型腔各部分的形状不同 而设定温度不同。一般是难走胶的部位模温要求高一点, 前模的温度略高于后模温度。当各部位设定温度后,要 求其温度波动要小,所以往往需使用恒温机、冷水机等 辅助设备来调节模温。 三、位置参数: 3.1 螺杆位置(S): 螺杆的射胶速度、压力的分段转换位置,称之为螺 杆位置。具体分段如下:S0 S1 S2 S3 SS。其中, S0 SS等于一啤所需用的熔胶量,SS不能小于1mm(一般 在1.5-4.0mm之间); S0、S1、S2、S3 、SS为螺杆位置分段, 根据熔胶流经模腔的位置而具体设定, S0 S1 S2 S3 SS为射胶段。
调机指南概述
5.2螺杆转速(R):
螺杆向炮筒计量室供料时旋转的速度称之为螺杆转速。 它影响螺杆的后退速度;当背压设定后,螺杆转速越高,后 退速度越大。调节螺杆转速则可以调节胶料的塑化效果,改 善制品的色调不均、混色等缺陷,但螺杆转速过高会导致胶 料过度剪切而产生分解,同时还会造成空气混入料筒,使制 品产生气泡。PC、PE、PVC、POM、PMMA等粘度较大的 热敏性塑料,都不宜用高螺杆转速。螺杆转速用R1、R2表示, 一般R1用中速,R2用低速,这样对塑机有保护作用。 5.2.1螺杆的构造 螺杆由供给部和压缩部及计量部三部分组成。所谓压缩 比TF(供给部螺纹深)/TM(计量部螺纹深)一般为1.5~3压 缩比越大,剪切作用就越大。
4.
模具:
提高背压
5 . 减少松退行程 1. 增大浇口及流道的截面积 2. 提高模腔表面温度
缺陷: 皱纹
Defect: record grooves effect
皱纹
皱纹改善对策
工艺
低压注塑工艺介绍
注塑机台是注塑机主要控制部分:包括参数设置、模具调整、工作台面模具Leabharlann 一、设备构成注塑机台
左模工作区
异常急停按键
左模工作区
双键启动
感应光栅,安全防护
一、设备构成
1、注塑机台 生产的注塑工序在这里完成,一机双模4模腔单人操作,单模完成最快可在5秒内完成,主要参数: 注塑时间、保压时间、冷却时间、注塑压力
一、设备构成
注塑模具
一、设备构成
注塑模具
设计关键技术指标: 统一模架 短路防护 注胶口及注胶道 工件定位
二、生产应用
Thanks for your attention
单击此处添加副标题
单/击/此/处/添/加/正/文
CLICK HERE TO ADD A TITLE
一、设备构成
溶解生产所用材料: 聚酰胺热熔胶 181/5035s, 功能:通过齿轮泵、胶管为注塑机台供应胶料, 工作温度: 常温--MAX230℃
溶胶缸
一、设备构成
2、溶胶缸 因升温需要时间,生产前需要提前30-60分钟预热,完全溶解塑胶材料,
一、设备构成
2、溶胶缸 为了保证注塑质量,材料投入前,须在烤箱进行干燥(80度左右)。具体按工艺要求。
低压注塑工艺介绍
单击此处添加副标题
主讲人:JASON LEE
CLICK HERE TO ADD A TITLE
CONTENTS
低压注塑工艺介绍
前言
单击添加标题
02
单击添加标题
一、设备构成
注塑机台
溶胶缸
胶管
一、设备构成
STEP4
STEP3
STEP2
STEP1
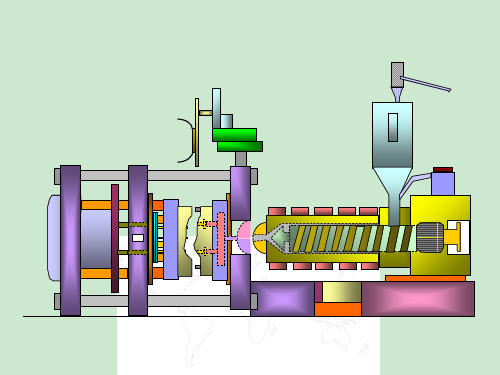
我司将要使用的低压注塑成型机器结构主要由以下几部分组成:
注塑成型工艺介绍PPT课件

It'S An Honor To Walk With You All The Way
演讲人:XXXXXX 时 间:XX年XX月XX日
注塑机
却系统
电控 系统
是注塑机的”中枢神经” 系统,它控制着注塑机的 各种程序及其动作
润滑 系统
液压 系统
液压系统是为注塑机的 各种工作油缸提供压力 和速度的回路
是为注塑机的动模板、 调模装置、连杆铰链等 处有运动的部位提供润 滑条件的回路
Part1 注塑机介绍 Part2 注塑成型原理介绍 Part3 注塑成型的主要步骤
Part3 注塑成型的主要步骤 3.1 流程图
开始
烘料
架模具
连接水路
清洗料管
调机
结束
Part3 注塑成型的主要步骤
3.2 各个程序中的注意事项
A 烘料 烘料时需按照材料的物性表来进行,时间不可以太长也不可以太短.烘料太长会
导致产品发黄,变脆;烘料时间太短会让料未完全烘干,产品会有料花.
B 架模具 在将模具放入时,需要确认顶棍的位置是否正确? 调整模具的开以及闭,确认是
Part4 注塑机的主要界面介绍
在进行射出成型时,通常会使用到成型机台的以下几个界面:
料管温度设定界面 锁模顶针界面 射出设定界面 溶胶松退界面
Part4 注塑机的主要界面介绍
下图为料管温度的设定表.在这个界面中,设定温度栏根据原料的物性表选择设 定料管温度,具体可以参考下页表格中的值.
下表为各种常用原料的料管温度设定参考值.
烘料桶温度 烘料时
(℃) /
间(H) /
/
/
/
/
/
/
60-90 2 - 4
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2020/10/28
9
低压注塑工艺介
绍
2、溶胶缸
为了保证注塑质量,材 料投入前,须在烤箱进 行干燥(80度左右)。 具体按工艺要求。
2020/10/28
10
低压注塑工艺介 绍
3、注塑模具
2020/10/28
11
低压注塑工艺介
绍
3、注塑模具
设计关键技术指标: 1、统一模架 2、短路防护 3、注胶口及注胶道 4、工件定位
注塑时间、保压时间、冷却时间、注塑压力
2020/10/28
7
低压注塑工艺介
绍
2、溶胶缸
溶解生产所用材料: 聚酰胺热熔胶 181/5035s, 功能:通过齿轮泵、胶管为注塑 机台供应胶料, 工作温度: 常温--MAX230℃
2020/10/28
8
低压注塑工艺介
绍
2、溶胶缸
因升温需要时间,生产 前需要提前30-60 分钟预热,完全溶解塑 胶材料,
2020/10/28
12
二、生产应用
2020/10/28
13
低压注塑工艺介绍
主讲人:JASON LEE
2020/10/28
1
低压注塑工艺介绍
低压注塑工艺介绍
2020/10/28
2
精品资料
低压注塑工艺介绍
我司将要使用的低压注塑成型机器结构主要由以下几 部分组成:
注塑机台
胶管 溶胶缸
2020/10/28
4
低压注塑工艺介
绍
我司将要使用的低压注塑成型机器结构主要由 以下几部分组成:
1、注塑机台
注塑机台是注塑机主 要控制部分:包括参 数设置、模具调整、 工作台面
模具
2020/10/28
5
低压注塑工艺介
绍
1、注塑机台
感应光栅,安全防护
左模工作区 双键启动
2020/10/28
异常急 停按键
左模工作区
6
低压注塑工艺介
绍
1模4模腔单人操作, 单模完成最快可在5秒内完成,主要参数: