激光打孔机的基本结构示意图25页PPT
合集下载
激光加工技术PPT课件

第25页/共35页
1 2
3
4
1—激 光 ; 2—被 焊 接 零 件 ; 3—被 熔 化 金 属 ; 4—已 冷 却 的 熔 池
图7-12 激光焊接过程示意图
第26页/共35页
(四)激光表面处理 当激光的功率密度约为103~105 W/cm2时,便可实现对铸铁、 中碳钢,甚至低碳钢等材料进行激光表面淬火。淬火层深度一般为0.7~1.1 mm,淬火层硬度比常规淬火约高20%。激光淬火变形小,还能解决低碳钢 的表面淬火强化问题。图7-13为激光表面淬火处理应用实例。
第7页/共35页
被激发到高能级的原子一般是很不稳定的,它总是力图回到能量较 低的能级去,原子从高能级回落到低能级的过程,称为“跃迁”。
在基态时,原子可以长时间的存在,而在激发状态的各种高能级的 原子停留的时间一般都较短。但有些原子或离子的高能级或次高能级却有着 较长的寿命,这种寿命较长的较高能级,称为亚稳定能级。
内的200 多种疾病。
第33页/共35页
谢谢大家
第34页/共35页
谢谢您的观看!
第35页/共35页
第14页/共35页
固体激光器的基本结构示意图
第15页/共35页
封离式CO2激光器结构示意图
第16页/共35页
(二)导光聚焦系统 根据被加工工件的性能要求,光束经放大、整形、聚焦后作用于加工部 位,这种从激光器输出窗口到被加工工件之间的装置称为导光聚焦系统。 (三)激光加工系统 激光加工系统主要包括床身、能够在三维坐标范围内移动的工作台及机 电控制系统等。随着电子技术的发展,许多激光加工系统已采用计算机来控制 工作台的移动,实现激光加工的连续工作。
激光技术是20世纪60年代初发展起来的一门新兴科学,在材料加工 方面,已逐步形成一种崭新的加工方法——激光加工(简称LBM lasser beam machining)。激光加工可以用于打孔、切割、焊接、热处理等各 个领域。
1 2
3
4
1—激 光 ; 2—被 焊 接 零 件 ; 3—被 熔 化 金 属 ; 4—已 冷 却 的 熔 池
图7-12 激光焊接过程示意图
第26页/共35页
(四)激光表面处理 当激光的功率密度约为103~105 W/cm2时,便可实现对铸铁、 中碳钢,甚至低碳钢等材料进行激光表面淬火。淬火层深度一般为0.7~1.1 mm,淬火层硬度比常规淬火约高20%。激光淬火变形小,还能解决低碳钢 的表面淬火强化问题。图7-13为激光表面淬火处理应用实例。
第7页/共35页
被激发到高能级的原子一般是很不稳定的,它总是力图回到能量较 低的能级去,原子从高能级回落到低能级的过程,称为“跃迁”。
在基态时,原子可以长时间的存在,而在激发状态的各种高能级的 原子停留的时间一般都较短。但有些原子或离子的高能级或次高能级却有着 较长的寿命,这种寿命较长的较高能级,称为亚稳定能级。
内的200 多种疾病。
第33页/共35页
谢谢大家
第34页/共35页
谢谢您的观看!
第35页/共35页
第14页/共35页
固体激光器的基本结构示意图
第15页/共35页
封离式CO2激光器结构示意图
第16页/共35页
(二)导光聚焦系统 根据被加工工件的性能要求,光束经放大、整形、聚焦后作用于加工部 位,这种从激光器输出窗口到被加工工件之间的装置称为导光聚焦系统。 (三)激光加工系统 激光加工系统主要包括床身、能够在三维坐标范围内移动的工作台及机 电控制系统等。随着电子技术的发展,许多激光加工系统已采用计算机来控制 工作台的移动,实现激光加工的连续工作。
激光技术是20世纪60年代初发展起来的一门新兴科学,在材料加工 方面,已逐步形成一种崭新的加工方法——激光加工(简称LBM lasser beam machining)。激光加工可以用于打孔、切割、焊接、热处理等各 个领域。
先进制造技术-9激光加工技术ppt课件

2020/1/1
11
二、激光加工的合理工作参数 (2)
(3)提高激光加工孔的圆度 激光器模式采用基模加 工,聚焦透镜用消球差物镜,且透镜光轴与激光束光 轴重合,工件适当偏离聚焦点以及选择适当的激光能 量等可提高加工圆度。 (4)降低打孔的锥度 通常孔的锥度随其孔深孔径比 增大而增加,采用适当的激光输出能量或小能量多次 照射,较短的焦距,小的透镜折射率及减少入射光线 与光轴间的夹角等措施可减小孔的锥度。
2020/1/1
12
二、激光加工的合理工作参数 (3)
(5)硬脆材料激光打孔的实用参数 用YAG激光加 工机对红宝石和金刚石打孔,当孔径为0.05mm时, 所用的单个脉冲的激光能量分别为0.05~1J,每秒的 脉冲数约为20个;加工Si3N4、SiC和Al2O3等陶瓷, 当孔径为0.25~1.5mm时,所用单个脉冲激光能量在 5~8J,每秒的脉冲数为5~10个,脉冲宽度0.63ms, 辅助气体用空气或N2。
一、激光加工系统的组成(1)
激光加工机床如激光打孔机和激光切割机除具有一般机 床所需有的支承构件、运动部件以及相应的运动控制装 置外,主要应备有激光加工系统,它是由激光器、聚焦 系统和电气系统三部分组成的。
1.激光器 激光器由激光光源、光泵、聚光器和谐振腔组成,应 用于加工的激光器主要有: (1)固体激光器 具有稳定性好的特点,但能量效率低, 一般<3%。由于输出能量小,主要用于打孔和点焊及薄 板的切割。
2020/1/1
22
三、激光焊接技术(7)
可以预料,大功率YAG激光焊接技术在今后一段时间内将 获得迅速发展,成为CO2激光焊接强有力的竞争对手。
(2) 导光和聚焦系统 导光聚焦系统由圆偏振镜、扩束镜、反射镜或光纤、聚 焦镜等组成,实现改变光束偏振状态、方向、传输光束和聚 焦的功能。这些光学零件的状况对激光焊接质量有极其重要 的影响。在大功率激光作用下,光学部件,尤其是透镜性能 会劣化使透过率下降;会产生热透镜效应(透镜受热膨胀焦 距缩短);表面污染也会增加传输损耗。所以光学部件的质 量、维护和工作状态监测对保证焊接质量至关重要。
激光打孔
去
除 材 料
※ 氧助熔化切割: 金属被激光迅速加热至燃点以上,与氧发生剧烈的氧化反应(即燃 烧),放出大量的热,又加热下一层金属,金属被继续氧化,并借助气体压力将氧
技 化物从切缝中吹掉。
术
上一页 回首页 下一页 回末页 回目录
7.3.2 激光切割
第
4. 激光切割的工艺参数及其规律
七 章
※ 激光功率: 激光切割时所需功率的大小,是由材料性质和切割机理决定的。
激 结构钢和合金工具钢都能够用激光切割方法得到良好的切边质量 ;铝及铝合金
光 不能用氧助熔化切割而要熔化切割机制 ;飞机制造业常用的钛及钛合金采用空
加 工 技
气作为辅助气体比较稳妥,可以确保切割质量;大多数镍基合金也可实施氧助熔 化切割;铜及铜合金反射率太高,基本上不能用10.6μ的二氧化碳激光进行切割。
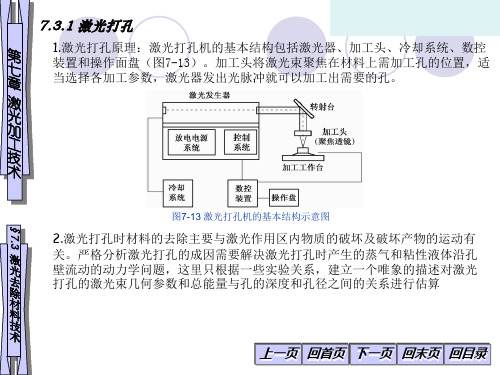
7.3.1 激光打孔
第
1.激光打孔原理:激光打孔机的基本结构包括激光器、加工头、冷却系统、数控
七
装置和操作面盘(图7-13)。加工头将激光束聚焦在材料上需加工孔的位置,适
章
当选择各加工参数,激光器发出光脉冲就可以加工出需要的孔。
激 光 加 工 技 术
§7.3
图7-13 激光打孔机的基本结构示意图
2.激光打孔时材料的去除主要与激光作用区内物质的破坏及破坏产物的运动有
第 七 章 激 光 加 工 技 术
去 嘴到工件表面的距离对切割质量也有较大影响,为了保证切割过程稳定,这个距
除 材
离必须保持不变。
料
技
术
上一页 回首页 下一页 回末页 回目录
7.3.2 激光切割
第
5.工业材料的激光切割
七 章
※ 金属材料的激光切割:二氧化碳激光器成功的用于许多金属的切割实践;利用 氧助熔化切割方法切割碳钢板的切缝可控制在满意的宽度范围内 ;大多数合金
激光切割与打孔PPT演示课件
103W/cm2 104W/cm2 105W/cm2 106W/cm2
5
材料成型加工的主要方式:
(1)材料的去除过程! (2)材料的添加过程!
(3)材料的连接过程 (4)材料的变形过程! (5)材料的相变过程!
6
激光材料加工技术的主要方式:
(1)激光去除材料工艺:激光切割、刻蚀、三维 铣削(雕刻)、打孔等;
57
激光切割尖角和圆角时如何确保质量
采用相对较低的脉冲激光输出,调节占空 比;
在尖角出喷射一定的冷却水,这不会影响 切割过程(因为热作用和氧气的作用), 而由于表面张力的作用会冷却周围的环境。
58
激光切割厚板时的焦点位置
一般应该在工件 表面之下的一定 位置(1mm);
对于厚板,焦点 位置应该安放在 哪里?
xx大学研究生课程 激光先进制造技术 第4章 激光切割与打孔技术
1
激光束与材料的交互作用
R+α-T=1, R为反射系数,
α吸收系数, T为透射系数。
吸收率与波长的关系
2
吸收率与温度的关系
吸收率随材料温度升高而变化
3
吸收与表面膜层的关系
添加膜层可以提高金属对激光束的吸收率
4
激光功率密度对物质作用规律的影响
如果通入氧气,则反应提供的能量将用于 切割。
碳钢:60%能量(化学能) 不锈钢:60%能量(化学能) 钛合金:90%能量(化学能) 因此可以提高切割速度。 一般而言,切割速度越快,透过的能量越少,
热穿透越少,切割质量越好!
20
反应熔化切割时的液滴输运过程 无氧切割时,
ŋP=wtVρ[CpΔT+Lf+m’Lv] 有氧切割时,
27
5
材料成型加工的主要方式:
(1)材料的去除过程! (2)材料的添加过程!
(3)材料的连接过程 (4)材料的变形过程! (5)材料的相变过程!
6
激光材料加工技术的主要方式:
(1)激光去除材料工艺:激光切割、刻蚀、三维 铣削(雕刻)、打孔等;
57
激光切割尖角和圆角时如何确保质量
采用相对较低的脉冲激光输出,调节占空 比;
在尖角出喷射一定的冷却水,这不会影响 切割过程(因为热作用和氧气的作用), 而由于表面张力的作用会冷却周围的环境。
58
激光切割厚板时的焦点位置
一般应该在工件 表面之下的一定 位置(1mm);
对于厚板,焦点 位置应该安放在 哪里?
xx大学研究生课程 激光先进制造技术 第4章 激光切割与打孔技术
1
激光束与材料的交互作用
R+α-T=1, R为反射系数,
α吸收系数, T为透射系数。
吸收率与波长的关系
2
吸收率与温度的关系
吸收率随材料温度升高而变化
3
吸收与表面膜层的关系
添加膜层可以提高金属对激光束的吸收率
4
激光功率密度对物质作用规律的影响
如果通入氧气,则反应提供的能量将用于 切割。
碳钢:60%能量(化学能) 不锈钢:60%能量(化学能) 钛合金:90%能量(化学能) 因此可以提高切割速度。 一般而言,切割速度越快,透过的能量越少,
热穿透越少,切割质量越好!
20
反应熔化切割时的液滴输运过程 无氧切割时,
ŋP=wtVρ[CpΔT+Lf+m’Lv] 有氧切割时,
27
激光钻孔培训教材
2.主要物料
主要设备
型号及规格 供应商(生产商)
备注
尺寸:
校准片
100×100mm
[Acrylic有机玻璃片] 尺寸:130×70mm
70×70mm
东利企业公司 东利企业公司
1#、2#机用,校准片 为矩形,公差±1mm。
3# 、4#机用,校准片 为矩形,公差±1mm。
Fθ透镜保护膜
\
信昌(HITACHI) 能量透过率在93%以上
激光钻孔后需要经过Dar除胶过程中 如果Desmear咬噬量过大会对激光钻盲孔孔形有影响。 HDI盲孔的孔径主要由激光钻孔烧蚀大小决定,但HDI盲孔孔径的最终形成要 到Desmear除胶后, Desmear咬噬量对激光钻盲孔孔径也有一定的影响。 如图所示,6625028图形电镀后切片图,单边咬蚀25,玻璃纤维突出孔形较差
/
LC1F21WE/1C 100~ 200μm
/
LC2G212E/2C 100~ 200μm 100~ 150μm
LC2G212E/2C 100~ 200μm 100~ 150μm
可钻板厚
0.1~3mm
最大钻板尺寸
21″×27″
定位精度
钻孔精度
Positioning speedmax
±20μm 700point/sec
Cu—Direct工艺加工
即直接钻铜法,在铜厚减到相应厚度再进行表面处理的铜面上直接 加工出相应孔径的盲孔。(目前此工艺在我司研发中)
9
工艺能力
设备性能
机号
1#[1180]
2#[1181]
3#[1179]
4#[1197]
备注
型号 一般钻孔孔径 Cu Direct Drill
7.3 激光打孔分类讲解

图6
金相显微镜下观察到的激光微打孔图
激光打孔分类
小结: 本次课介绍了激光打孔分类,激光打孔分 为激光热打孔和激光冷打孔两类。热打孔主 要通过高功率密度激光热源将材料熔化或气 化;冷打孔主要通过紫外短波长或准分子激 光将材料分子键打断。
激光打孔分类
思考题: 1、激光打孔可分为哪两类? 2、打孔中采用的二氧化碳激光器波长是 ( )? A、10.6umB、1064nmC、1060nm
激光打孔分类
课程名称:激光加工技术 主讲人:钟正根 浙江工贸职业技术学院
激光打孔分类
本次课教学目标: 了解激光打孔分类
激光打孔分类
激光打孔分为: 1、激光热打孔 2、激光冷打孔
图1
激光打孔分类
激光热打孔:激光热打孔指激光经聚焦后作 为高强度热源对材料进行加热,使激光作用 区内材料融化或气化继而蒸发,而形成孔洞ห้องสมุดไป่ตู้的激光加工过程。
钼板打孔
图2
激光打孔分类
激光热打孔光源主要采用固体Nd:YAG激光 器输出的1064nm波长光和气体二氧化碳激 光器输出的10.6um波长光。
图3 网筛打孔
图4 钢板上打孔
图5
零件打孔
激光打孔分类
激光冷打孔:激光冷打孔指采用紫外短波长 激光或准分子激光直接将材料的分子键打断, 使分子脱离物体的加工方式,这种方式不会 产生高的热量,因此称为激光冷打孔。
机械钻孔和镭射钻孔ppt课件

0.4~0.8mm
13
主要型号
机械钻孔制程-设备
HITACHI
POSALUX
ADVANCED CONTROL
制造区域
日本制造
瑞士制造
基本信息
型号6L180、E210E, 型号分别有M22、
有6个钻头,钻头钻 M23两种, 有5个钻
速最高160/125rpm, 头,分别最高是
空气轴承钻头。
80Krpm-160Krpm,
水洗 去胶渣 化学镀铜 曝光 外层显影
电镀 外层蚀刻
内层蚀刻后 AOI 棕化 压合
X-Ray钻靶
成型裁边 双面打薄 镭射mask曝光 镭射mask蚀刻 镭射mask AOI
钻孔
成型裁边 水洗
镭射钻孔 去胶渣 化学镀铜 外层曝光 外层显影
电镀 去膜蚀刻
阻抗测试 前灌孔 液型抗焊 双面文字印刷 阻抗测试 铣床成型 外层电气测试 成品测试 化学银 成型后盖章
Copper Direct
以Laser Beam大小决定孔径。
IAC Confidential
20 20
镭射钻孔制程-规范
标准盲孔
残胶
能量过大、过蚀
孔径不足
底铜受损,分层
IAC Confidential
穿铜
雷射偏移
21 21
差异
成本
精密度 (孔径大小)
可否钻盲孔 (build-up)
机械钻孔
少 100um以上
11
机械钻孔制程-钻头
钻头 作用:通过钻机在高转速和一定落速带动下钻穿线路板。 要求:钻刀直径、钻尖面;材质有一定韧性、硬度及耐磨性能 钻头的主要类型有:ST型、UC型
ST型- 基本上再研磨次数比UC型多
激光打印机的结构组成和工作原理PPT课件
激光打印机的结构组成和工作原理
激光打印机的整机结构
1、激光打印机的外部结构
通过观察会发现,激光打印机的外部结构主要包括外壳、控制面板、接口、托纸架、 卡纸导轨、送纸器、出纸器扩展板或出纸盒等几部分。
外壳
控制面板
接口
托纸架
纸盒
出纸器扩展板
卡纸导轨
送纸器
手动送纸器
控制面板 接口
纸盒
激光打印机的整机结构
SUCCESS
THANK YOU
2019/7/30
激光打印机的整机结构
4、激光打印机的电源电路
激光打印机电源电路的主要作用是为打印机提供工作电压。激光打印机的电源 大多数采用开关电源。打印机的直流输出电压主要有两组。一组是+5V,主要供给 逻辑电路和操作面板指示灯;另一组为字车、输纸电机等提供直流驱动电压源。不 同机型的直流驱动电压是不相同的,一般为24V~42V。
激光打印机的工作原理
在图像从感光鼓转印到打印纸上之后,要通过定影器的加热辊和定影下辊,此时加 热辊的热量将墨粉熔化,两个轧辊之间的压力又迫使溶化后的墨粉进入纸的纤维中, 使图像固定,然后将加热后的打印纸输出到打印机的出纸托盘,最后再将感光鼓上残 留的墨粉“清除”,使感光鼓表面的电位回复到初始状态,这时整个打印过程宣告结 束.
SUCCESS
THANK YOU
2019/7/30
激光打印机的整机结构
3、激光打印机的控制电路
激光打印机控制电路板的作用是与计算机通过接口或网络进行通信,接收计算机 发送的控制和打印信息,同时驱动控制主电机、激光扫描电机及控制操作面板完成打 印工作。
激光打印机的控制电路主要包括主控制电路系统、接口电路系统、扫描驱动电路、 主电机驱动电路和高压转印电路等。
激光打印机的整机结构
1、激光打印机的外部结构
通过观察会发现,激光打印机的外部结构主要包括外壳、控制面板、接口、托纸架、 卡纸导轨、送纸器、出纸器扩展板或出纸盒等几部分。
外壳
控制面板
接口
托纸架
纸盒
出纸器扩展板
卡纸导轨
送纸器
手动送纸器
控制面板 接口
纸盒
激光打印机的整机结构
SUCCESS
THANK YOU
2019/7/30
激光打印机的整机结构
4、激光打印机的电源电路
激光打印机电源电路的主要作用是为打印机提供工作电压。激光打印机的电源 大多数采用开关电源。打印机的直流输出电压主要有两组。一组是+5V,主要供给 逻辑电路和操作面板指示灯;另一组为字车、输纸电机等提供直流驱动电压源。不 同机型的直流驱动电压是不相同的,一般为24V~42V。
激光打印机的工作原理
在图像从感光鼓转印到打印纸上之后,要通过定影器的加热辊和定影下辊,此时加 热辊的热量将墨粉熔化,两个轧辊之间的压力又迫使溶化后的墨粉进入纸的纤维中, 使图像固定,然后将加热后的打印纸输出到打印机的出纸托盘,最后再将感光鼓上残 留的墨粉“清除”,使感光鼓表面的电位回复到初始状态,这时整个打印过程宣告结 束.
SUCCESS
THANK YOU
2019/7/30
激光打印机的整机结构
3、激光打印机的控制电路
激光打印机控制电路板的作用是与计算机通过接口或网络进行通信,接收计算机 发送的控制和打印信息,同时驱动控制主电机、激光扫描电机及控制操作面板完成打 印工作。
激光打印机的控制电路主要包括主控制电路系统、接口电路系统、扫描驱动电路、 主电机驱动电路和高压转印电路等。