印度博帕尔事故教训
帕博尔事故反思

帕博尔事故反思第一篇:帕博尔事故反思博帕尔事故观后感安全生产是化工企业的天字号大事,安全生产与人的生产与人的生命息息相关。
公司组织观看了博帕尔事故警示视频,对我的触动很大,很深。
我们常常听到这样一句话:“安全生产,人人有责”,说明了安全生产对我们的重要性,分析目前所有安全事故,绝大多数是有违章造成的,也就是一切事故的根源出现在我们的思想上。
安全意识不强,现场管理不严,凡事掉以轻心,这些问题依旧是引发各类安全事故的主要原因。
从这个意义上讲,抓安全生产,其实就是抓人的思想工作,以增强人的安全意识。
增强安全意识,促进安全生产。
增强人的安全意识,我认为首先要通过各种培训和学习来提高。
现在我们每个车间、班组、科室按照安全计划培训学习,这种方法其实都是在意示着我们要时刻增强安全意识,保持高度警觉;要居安思危,防范于未然。
我不知道你们是否注意过蚂蚁窝,只要是在平地的蚂蚁窝,都会在洞口边发现一圈高高的土,你知道它是用来干什么的,它们就是怕下雨的时候雨水流进洞里。
一只小小的蚂蚁都能做到居安思危,防范于未然,对于我们来说,更应该如此。
其次我们还要通过身边的典型和事例来警醒。
现在调度室班前会都会讲2014年科创股份公司各个单位发生的事故事件,但是我们不能只是听听而已,当时心痛一下,更多要从中反思,总结教训,不断的警示自己,告诫自己该怎样做,从哪里做起。
增强安全意识,实际上就是要我们明白放缓于未然的价值,要远远大于发生事故后的吸取教训;事前努力的意义要远远大于事后的追悔莫及和追究责任,要在安全时抓安全,不要在事故后去埋怨。
因此,我们的安全意识和对员工的安全教育,一定要抓到点上,落到实处,不能盲目无序,要把“安全第一”当作首要的价值取向,只有真正让员工摆正安全与生产,安全于效益的关系,才能使安全生产深入人心,才能确保我们的企业兴旺发达。
长盛不衰。
提高综合素质,实现安全生产。
安全生产的实现,除了有极强的安全意识,更重要的是要有一支综合素质高、技术本领强的队伍,包括管理队伍和生产队伍。
印度博帕尔事故教训
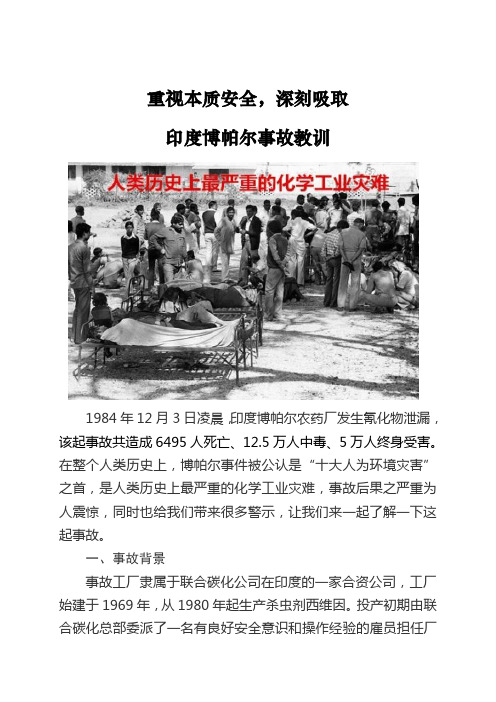
重视本质安全,深刻吸取印度博帕尔事故教训1984年12月3日凌晨,印度博帕尔农药厂发生氰化物泄漏,该起事故共造成6495人死亡、12.5万人中毒、5万人终身受害。
在整个人类历史上,博帕尔事件被公认是“十大人为环境灾害”之首,是人类历史上最严重的化学工业灾难,事故后果之严重为人震惊,同时也给我们带来很多警示,让我们来一起了解一下这起事故。
一、事故背景事故工厂隶属于联合碳化公司在印度的一家合资公司,工厂始建于1969年,从1980年起生产杀虫剂西维因。
投产初期由联合碳化总部委派了一名有良好安全意识和操作经验的雇员担任厂长,并且实现了50万人工时无误工事故的优良安全纪录。
由于政治等各种原因,1980年公司决定由一名印度本地员工接替厂长职务。
新厂长有很好的财务背景,但是对于安全和生产知之甚少。
从1982年起,由于干旱等原因,印度国内市场对于该工厂的产品需求减少,1983年工厂的销售额下降了23%。
在本次事故发生之前,由于市场需求疲软,工厂停产了6个月。
期间,工厂管理层采取了一系列措施来节约成本,诸如:1、缩短员工的培训时间。
最初的人事政策,要求聘请受过高等教育并获得学位者担任操作员,并为他们提供长达6个月的脱产培训。
为了节约成本,工厂放弃了这一政策,将操作人员的培训时间由6个月减少至15天。
2、减少员工数量。
原本每个班组有1名班组主管、3名领班、12名操作工和2名维修工,后来减至1名领班和6名操作工,不再设班组主管。
3、尽量聘请廉价的承包商(尽管他们缺乏经验)和采用便宜的建造材料。
4、减少对工艺设备的维护与维修(包括对关键安全设施的维护)。
5、停用冷冻系统。
发生事故的MIC储罐本来有一套冷冻系统,其设计意图是使MIC的储存温度保持在0℃左右;为了节约成本,工厂停用了该冷冻系统。
二、事故经过在事故发生的当天下午,维修人员尝试清洗工艺管道上的过滤器。
在用水反向冲洗过滤器之前,正常的作业程序要求关闭工艺管道上的阀门,并在“隔离法兰”处安装盲板。
印度博帕尔农药厂毒气泄漏事故启示

印度博帕尔农药厂毒气泄漏事故启示印度博帕尔农药厂毒气泄漏事故的启示根据公司要求,合成氨厂于6月10日组织我们观看了博帕尔农药厂毒气泄漏事故影碟。
1984年12月4日美国联合碳化物公司在印度博帕尔的农药厂发生异氰酸甲酯(CH3NCO,,简称MIC)毒气泄漏事故,造成12.5万人中毒,6495人死亡、20万人受伤,5万多人终身受害的让世界震惊的重大事故。
MIC极不稳定,需要在低温下贮存。
博帕尔的MIC贮存在两个地下冷冻贮槽中,第三个贮槽贮存不合格的MIC。
每个MIC贮槽都有温度和压力显示仪表,以及液位指示和报警,MIC贮槽上装有固定的水监视器和致冷单元。
当气体洗涤器中有大量释放时可使用燃烧系统。
1984年6月不再使用贮槽的致冷系统,而且把致冷剂放出。
1984年12月2日,第二班负责人命令MIC装置的操作工用水清洗管道。
在操作前未加盲板隔离;加上其他可能性,冲洗水进入了其中一个贮槽。
23时贮槽的压力在正常范围,23时30分操作工发现MIc和污水从贮槽的下游管道流出,O时15分贮槽的压力上升,几分钟后达到最高极限;当操作工走近贮槽时,他听到了隆隆声并且感受到贮槽的热辐射;在控制室操作工试图启动气体洗涤器系统,并通知总指挥;当总指挥到来时命令将装置关闭;水喷淋系统已打开但只能达到15m的高度,MIC的排放高度为33m。
他们还试图启动致冷系统,但是因为没有致冷剂而告失败。
安全阀一直开启了两个小时,毒气释放到空气中。
调查表明,该事故是由于水进入异氰酸甲脂(MIC)贮罐引起(聚合)放热反应,致使压力升高,防爆膜破裂而造成的。
氯离子使贮罐发生腐蚀,而产生游离铁离子,在铁离子催化作用下又加速了反应的进行。
温度急剧升高,致使压力急剧上升,防爆膜破裂,安全阀打开,漏出大量MIC。
漏出的MIC喷向氢氧化钠洗涤器,因该洗涤器能力太小,不可能将MIC全部中和。
最后的安全防线是燃烧塔,但结果燃烧塔也未发挥作用。
冷却系统(使贮罐内MIC始终保持在O.5℃左右)从1984年6月起就已停止运转。
印度博帕尔事故视频观后感
印度博帕尔事故视频观后感机电动力科最近,公司组织观看了印度博帕尔农药厂事故视频。
事故发生在1984年12月3日凌晨,印度博帕尔农药厂发生异氰酸甲酯毒气泄漏事故,这起事故是世界上最大的一次化工毒气泄漏事故,造成12.5万人中毒,6495人死亡、20万人受伤,5万多人终身受害,观看后令人怵目惊心,也让我对化工安全工作有了新的认识,我们应从以下几个方面吸取事故教训。
1、牢固树立“隐患就是事故”的安全理念,及时排查和消除隐患。
1982年,美国总公司对博帕尔工厂的安全问题就指出“此工厂具有发生严重事故的隐患,如一旦发生问题,后果将不堪设想”,并劝告厂方为防止泄漏应安装1台强力喷水装置以代替现在的装置,可这一建议未被采纳;另一安全装置气体洗涤塔(中和塔),其最大设计处理能力仅为这次泄漏量的四分之一,根本不足以处理这次事故;第三个安全装置点火塔(用以燃烧泄漏的气体),即使没有压力存在,也只能处理这次泄漏气体量的四分之一,点火塔在事故发生时,根本没有起作用;仪器仪表失灵不及时处理。
如果这些设备隐患能够在发现时及时进行改造,在事故来临时发挥作用,这起事故就不会发生。
化工企业需要对危害较大的工艺系统进行系统的工艺危害分析,辨别工艺系统可能出现的偏离正常工况的情形,找出相关的原因与后果,并提出消除或控制危害的改进措施,从而提高系统的安全性能。
所以,全体员工要树立“隐患就是事故”的安全理念,高度重视排查隐患工作,及时完成隐患治理,将事故消灭在萌芽状态。
2、严格遵守操作规程,树立“违反操作规程就是违章”的观念,做遵章守纪员工。
事故前几个月,由于工厂电源紧张,为了解决这一矛盾,总管和美国联碳总部商议后,违反操作规程关闭了设计用来冷却异氰酸甲酯以防止化学反应的冷却装置,其中冷却剂氟里昂被抽出,用到工厂其它地方;一位受过训练,但不了解工厂操作规程的工人,奉一新工头命令,冲洗一根和贮罐连接、但没有完全和罐内密封的管道,这是规章所禁止的;对罐中MIC是应有限制,泄漏的贮罐中MIC的量严重超标。
印度博帕尔事故学习总结

印度博帕尔毒气泄漏事故学习总结最近,单位组织观看了印度博帕尔农药厂事故视频。
事故发生在1984年12月3日凌晨,印度博帕尔农药厂发生异氰酸甲酯毒气泄漏事故,这起事故是世界上最大的一次化工毒气泄漏事故,造成12.5万人中毒,6495人死亡、20万人受伤,5万多人终身受害,观看后令人怵目惊心,也让我对安全生产工作有了新的认识。
盲目压减安全投入,压减材料投资,减少设备维修和维护,擅自更改生产工艺和设备。
工艺管理混乱,未按本质安全操作等等。
这就是该起事故发生的令人惨痛的教训,需要我们认真反思,深刻吸取该起事故的教训。
安全生产工作是为了保证生产正常进行的一项重要工作,处于企业生产、质量、效益的第一位,没有安全生产工作的加强和保障,企业是无法正常进行生产的,企业的效益和职工的收入增长是无法保障的。
通过对博帕尔事故的分析,我们可以从下三个方面来保障安全生产:一、牢固树立“隐患就是事故”的安全理念,及时排查和消除隐患。
二、严格遵守操作规程,树立“违反操作规程就是违章”的观念,做遵章守纪员工。
三、3、加强全员培训,提高员工技能,增强安全意识,防范事故发生。
印度博帕尔事故虽然已过去三十多年,但是那惨重的事故后果还呈现在我们面前,博帕尔化学污染还在继续影响当地的居民,他们每日仍面对各种各样的致命化学混合物,饮用附近各种有毒物质的食用水,承受事故遗留下来的恶果。
学习印度博帕尔事故教训,把别人的事故当作自己的事故来看待,提高对安全生产工作重要性的认识,摆正安全的位置,时刻绷紧安全生产这根弦,做到时时处处想安全,时时处处保安全所以,每当我们对安全生产工作的摆位,安全生产工作重要性出现含糊的时候,每当安全与效益,安全与质量发生矛盾的时候,想采取削减安全培训,削减安全投入时,擅自变更工艺管理,放松安全管理要求时,我们应该把印度博帕尔事故案例当作我们安全生产的一面镜子,时刻警示自己,把安全生产工作抓紧抓好。
印度博帕尔事故告诉我们:安全生产工作一刻也不能放松!。
印度博帕尔事件观后感

印度博帕尔事件观后感《印度博帕尔事件观后感》当我了解印度博帕尔事件的时候,真的是被深深地震撼到了。
一开篇看到关于事件的简单介绍,说这是一起发生在印度博帕尔市的化工灾难。
当时我就想到,化工这种东西,虽然平时感觉离我们有些遥远,但却有着巨大的力量,可以带来巨大的利益,可一旦出事,那就是极为可怕的。
特别印象深刻的是,看到那些毒气泄漏后的画面。
整个城市就像是被恶魔笼罩了一样,街道上满是惊慌失措的人们。
人们在毒气中无助地挣扎着,眼睛看不见了,捂着喉咙拼命咳嗽,呼吸急促,很多人就那么突然倒下了。
看到这里我感觉,那一瞬间他们一定充满了恐惧和绝望,原本平静的家园突然就变成了人间炼狱。
那些画面里,夫妻在寻找彼此,父母在找孩子,到处是哭喊声。
这让我深切地意识到,在灾难面前人的生命是多么脆弱。
一个巨大的工厂事故,就像打开了潘多拉魔盒,释放出无尽的痛苦。
还有那些执着求生的人们,他们努力向着没有毒气的地方奔跑。
很多人由于吸入毒气身体机能急剧下降,跑着跑着就没了力气,但依然在求生本能的驱使下艰难爬行。
这个场景让我想到,我以前在生活中遇到一点小事就闹情绪,说放弃,可那些灾民们在那样绝境下都没有放弃希望。
这让我十分惭愧,也感到人类在绝境中展现出的顽强生命力是不可小觑的。
同时,这件事也让我思考起企业的责任。
那么大一个化工厂,在安全管理上怎么就能出现如此巨大的漏洞呢?这种化工企业的存在原本是要为经济发展做贡献,但因为管理疏忽造成了这么不可挽回的局面。
在我的生活周边也有一些工厂,我暗暗祈福它们不要发生类似的悲剧。
看完后我明白了,无论是企业还是社会在发展的过程中,一定要把安全放在首位。
任何一点小的疏忽都可能引起巨大的灾难,这不仅仅是对一地人民生命财产的损害,更是会给社会带来难以愈合的创伤。
这次事件给印度、给世界都是一个血的教训,应该警钟长鸣。
印度博帕尔农药厂毒气泄漏事故观后感

印度博帕尔农药厂毒气泄漏事故观后感「」印度博帕尔农药厂毒气泄漏事故观后感「精选」印度博帕尔农药厂毒气泄漏事故观后感【1】近日,我有幸参加了大连化物所安全月的安全培训会议,会上学习了关于博帕尔事故的资料片,颇有感触。
片中事故发生后受害民众无助和绝望的表情以及满街尸体的惨状历历在目,不禁引起我对安全生产的深思。
博帕尔事故是1984年12月2日发生在印度中部博帕尔市的美国联合碳化物(印度)有限公司的一所农药厂毒气泄漏事故,造成2.5万人直接死亡,55万人间接死亡,20万人终身残疾。
事故的起因是异氰酸甲酯贮罐中被注入了约500kg 水,水与异氰酸甲酯剧烈反应,温度压力骤升导致43吨异氰酸甲酯泄漏。
资料片中讲到,在各方展开详细调查后发现,由于公司管理以及员工操作诸多安全环节的疏忽造成了这一人间惨剧。
首先是安全设备缺乏维护,诸如安装在冲水管与贮罐间的盲板在事发时不知所踪、用于防止漏水的压力装置由于存在严重泄漏而未起作用、用于焚烧处理废气的装置也在事发时无法启动等等。
其次是员工安全生产意识淡薄,员工将一段关键部位的旧管拆下后未能及时更换新管,究其原因竟然是因为“安装一根新管需要花费近两个小时的时间”而未能安装;第三是管理方面的不负责任,公司一味地缩减成本,缩短员工培训期,大面积裁撤员工,重要岗位如安全岗位在裁撤后未能及时补缺,缩减工艺设备的维护和维修,包括关键安全设备导致多个安全设备无法正常运转。
“每一起严重事故的背后,必然有29次轻微事故和300起未遂先兆以及1000起事故隐患”——这是著名的海恩法则。
博帕尔事故的调查结果也印证了这一法则,从管理层的疏忽和不负责任,到员工的麻痹大意、无责任心,每一环节都可能造成严重的后果,发生事故只是时间问题,归根到底是公司安全生产管理不力,从上到下安全意识淡薄,漠视生命。
作为大型化工厂尤其要重视生产安全,发生事故不仅仅是公司财产受损那么简单,更重要的是将危害员工以及周围居民的生命全安,以及对环境将造成严重破坏。
印度博帕尔事故教训

重视本质安全,深刻吸取印度博帕尔事故教训1984年12月3日凌晨,印度博帕尔农药厂发生氰化物泄漏,该起事故共造成6495人死亡、12.5万人中毒、5万人终身受害。
在整个人类历史上,博帕尔事件被公认是“十大人为环境灾害”之首,是人类历史上最严重的化学工业灾难,事故后果之严重为人震惊,同时也给我们带来很多警示,让我们来一起了解一下这起事故。
一、事故背景事故工厂隶属于联合碳化公司在印度的一家合资公司,工厂始建于1969年,从1980年起生产杀虫剂西维因。
投产初期由联合碳化总部委派了一名有良好安全意识和操作经验的雇员担任厂长,并且实现了50万人工时无误工事故的优良安全纪录。
由于政治等各种原因,1980年公司决定由一名印度本地员工接替厂长职务。
新厂长有很好的财务背景,但是对于安全和生产知之甚少。
从1982年起,由于干旱等原因,印度国内市场对于该工厂的产品需求减少,1983年工厂的销售额下降了23%。
在本次事故发生之前,由于市场需求疲软,工厂停产了6个月。
期间,工厂管理层采取了一系列措施来节约成本,诸如:1、缩短员工的培训时间。
最初的人事政策,要求聘请受过高等教育并获得学位者担任操作员,并为他们提供长达6个月的脱产培训。
为了节约成本,工厂放弃了这一政策,将操作人员的培训时间由6个月减少至15天。
2、减少员工数量。
原本每个班组有1名班组主管、3名领班、12名操作工和2名维修工,后来减至1名领班和6名操作工,不再设班组主管。
3、尽量聘请廉价的承包商(尽管他们缺乏经验)和采用便宜的建造材料。
4、减少对工艺设备的维护与维修(包括对关键安全设施的维护)。
5、停用冷冻系统。
发生事故的MIC储罐本来有一套冷冻系统,其设计意图是使MIC的储存温度保持在0℃左右;为了节约成本,工厂停用了该冷冻系统。
二、事故经过在事故发生的当天下午,维修人员尝试清洗工艺管道上的过滤器。
在用水反向冲洗过滤器之前,正常的作业程序要求关闭工艺管道上的阀门,并在“隔离法兰”处安装盲板。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
重视本质安全,深刻吸取
印度博帕尔事故教训
1984年12月3日凌晨,印度博帕尔农药厂发生氰化物泄漏,该起事故共造成6495人死亡、12.5万人中毒、5万人终身受害。
在整个人类历史上,博帕尔事件被公认是“十大人为环境灾害”之首,是人类历史上最严重的化学工业灾难,事故后果之严重为人震惊,同时也给我们带来很多警示,让我们来一起了解一下这起事故。
一、事故背景
事故工厂隶属于联合碳化公司在印度的一家合资公司,工厂始建于1969年,从1980年起生产杀虫剂西维因。
投产初期由联合碳化总部委派了一名有良好安全意识和操作经验的雇员担任厂
长,并且实现了50万人工时无误工事故的优良安全纪录。
由于政治等各种原因,1980年公司决定由一名印度本地员工接替厂长职务。
新厂长有很好的财务背景,但是对于安全和生产知之甚少。
从1982年起,由于干旱等原因,印度国内市场对于该工厂的产品需求减少,1983年工厂的销售额下降了23%。
在本次事故发生之前,由于市场需求疲软,工厂停产了6个月。
期间,工厂管理层采取了一系列措施来节约成本,诸如:
1、缩短员工的培训时间。
最初的人事政策,要求聘请受过高等教育并获得学位者担任操作员,并为他们提供长达6个月的脱产培训。
为了节约成本,工厂放弃了这一政策,将操作人员的培训时间由6个月减少至15天。
2、减少员工数量。
原本每个班组有1名班组主管、3名领班、12名操作工和2名维修工,后来减至1名领班和6名操作工,不再设班组主管。
3、尽量聘请廉价的承包商(尽管他们缺乏经验)和采用便宜的建造材料。
4、减少对工艺设备的维护与维修(包括对关键安全设施的维护)。
5、停用冷冻系统。
发生事故的MIC储罐本来有一套冷冻系统,其设计意图是使MIC的储存温度保持在0℃左右;为了节约成本,工厂停用了该冷冻系统。
二、事故经过
在事故发生的当天下午,维修人员尝试清洗工艺管道上的过滤器。
在用水反向冲洗过滤器之前,正常的作业程序要求关闭工
艺管道上的阀门,并在“隔离法兰”处安装盲板。
在开始这些工作之前,维修人员需要申请并获得作业许可证。
然后,一系列问题出现了:
1、作业前,维修人员没有申请作业许可证。
2、没有安装盲板以实现隔离。
3、由于腐蚀,储罐进料管上的阀门发生内部泄漏。
4、作业过程中,冲洗水经过该阀门进入了MIC储罐。
5、放热反应,储罐内的温度和压力升高。
6、相关的温度和压力仪表未正常工作,控制室内的操作人员没有及时觉察到储罐工况的异常变化。
7、事故前,储罐内MIC的实际温度约为15~20℃(环境温度)。
8、蒸气量超过洗涤器洗涤能力200倍。
9、火炬系统正处于维修当中,没有燃烧。
10、12月3日凌晨00时15分,储罐内压力迅速升高,有人在工艺区内发现了泄漏出的MIC。
于是,一名操作人员前往现场查看,他听到储罐内发出隆隆声,并感受到来自储罐的辐射热,他立即尝试启动洗涤器,但没有成功。
11、凌晨00时45分,储罐超压、安全阀起跳,随即大量MIC泄漏到周围环境中。
在2h内,约25tMIC进入大气中,工厂下风向8km内的区域都暴露在泄漏的化学品中,短时间内造成周围居民大量伤亡。
事故发生后,应急反应系统没有有效运转,当地医院不知道泄漏的是什么气体,对泄漏气体可能造成的后果及急救措施也毫不了解。
三、事故原因分析
1、工厂位置不合适。
工厂建造在城市近郊,离火车站只有1km,距工厂3km范围内有两家医院。
2、未按本质安全的原则进行工厂设计。
根据“本质安全”的原则,宜尽量采用无毒或毒性小的化学品替代毒性大的化学品,MIC是该工厂生产工艺过程中的中间产物,在工厂设计阶段,可以考虑其他工艺路线以避免产生如此毒性的中间产物;当时,已有两家类似的工厂采用了其他替代的工艺路线,从而成功地避免了在工艺生产过程中产生MIC。
3、未按本质安全的原则进行工厂操作。
按照“本质安全”的原则,在满足工艺基本要求的前提下,应该尽量减少工艺系统内危险化学品的存储量。
事故工厂有三个MIC储罐,每个储罐的储存量约为57m3,有专家质疑储存如此大量危险物料的必要性。
按照操作要求,事故储罐中MIC液位不得超过60%(在美国西弗吉尼亚类似的工厂要求不超过50%),在事故发生时,实际液位是87%。
此外,工艺要求对储罐内的MIC进行冷冻储存,联合碳化的操作手册也规定,当温度超过11℃时,就应该报警;而在博帕尔工厂,停掉了冷冻系统之后,报警温度被设定在20℃,实际的操作温度基本上在15℃左右。
4、安全设施失效。
按照原来的设计意图,当发生较小泄漏时,泄漏的气体先经过洗涤器吸收,少量未被洗涤吸收的气体进入火炬,在进入大气之前被焚烧掉。
洗涤器能够处理温度为35℃、流量为90kg/h的MIC蒸气,在事故发生时,MIC的排放量大约是设计处理流量的200倍;而且火炬正处于维修状况,与工艺系统分
开了。
另一项安全设施是喷淋水系统,在3日凌晨1时,操作人员启动了喷淋水,但是最高只能喷到离地面15m处,而泄漏的MIC蒸气达到了离地面50m的高度。
5、应急反应低效率。
在该工厂,少量的泄漏早已司空见惯,而且储罐上的压力计早先已经出现故障,操作人员不再相信它们的结果。
事故发生之初,工厂操作人员忽视了所发生的泄漏,在发现泄漏2h后才拉响警报。
MIC的泄漏持续了约45~60min,在这期间,居住在工厂周围的许多人,因为眼睛和喉咙受到刺激从睡梦中惊醒,并很快丧失了生命。
6、管理层缺乏安全意识。
工厂的管理层为了节约成本,不惜以牺牲安全为代价,这是导致一系列不安全条件和不安全行为的重要原因。
四、事故启示
1、企业需要对危害较大的工艺系统等重大的危险源,需要进行系统的工艺危害分析,辨别工艺系统可能出现的偏离正常工况的情形,找出相关的原因与后果,并提出消除或控制危害的改进措施,加强日常监控,提高系统的安全性能。
2、工艺系统、流程等的改变,要严格执行“三同时”的要求,落实职业健康安全设施,必须与主体工程同时设计、同时施工、同时投产使用。
工艺系统的重要安全设施(如本案例中的冷冻系统和火炬)不能随意取消或绕过;如果确实需要这样做,应事先按照变更管理程序的要求,对新的做法进行必要的危害分析,并依据分析结果落实必要的安全措施。
本案例中的工厂一味的追求降低成本,忽视工艺设备安全设施等的及时维护,发生泄漏时未
能及时采取措施,最终发生这次惨痛的事故。
3、加强对操作人员和维修人员(包括承包商)的培训和管理。
帮助员工和承包商全面了解工艺系统中存在的危害、相关的控制措施以及工厂的各项安全管理制度(如作业许可证制度)。
4、工艺安全需要高度重视。
工艺安全事故的后果通常不仅仅是伤害几个人,有可能严重损坏工艺系统本身、造成大量人员伤亡、使整个公司倒闭、甚至给周围公众或环境带来灾难性的后果,博帕尔事故就是一个典型的例子。
5、加强对事故和未遂事故的根源分析。
在本次灾难性事故发生之前,博帕尔工厂就发生过多次小规模的MIC泄漏事故。
但是,这些前兆并没有引起工厂管理层的足够重视。
经验表明,轻微事故和未遂事故是重大事故的前兆,我们需要重视工厂所发生的各类事故隐患,仔细分析和消除它们的根源,只有从细微之处着手,全面排查整改,实现本质安全化,才能确保企业生产经营的长久稳定发展。