印度博帕尔药厂异氰酸甲酯毒气泄漏事故分析
印度博帕尔农药厂异氰酸甲酯毒气泄漏事故案例
8
【案例:印度博帕尔事故】
事故经过(续) 一股股浓烈的毒气云团从安全阀处喷射出来,形成一个蘑菇状气团,
并迅速向四周扩散开来,开始笼罩厂区。当晚上夜班的120名工人,在毒 气的驱赶下纷纷逃命。大约1个小时后,厂区报警的铃声响了。博帕尔市 政府当局立即从巴哈拉特重型电器有限公司调来了大批技术人员。
3
致害物及事故后果(续)
【案例:印度博帕尔事故】
遇难的孩童
遇难者的尸骨
4
致害物及事故后果(续)
【案例:印度博帕尔事故】
事故后工厂现场
5
【案例:印度博帕尔事故】
事故经过 1984年12月2日,当事故企业用氮气将MIC(甲基异氰酸酯)从储罐
E610(储存了约40吨MIC)向反应罐压送物料时发现管道堵塞,部门负 责人命令工人对管道进行清洗。按操作规程要求,应在管道与储罐连接处 加盲板,但实际作业时并没有按要求加盲板,由于阀门内漏,致使清洗水 进入储罐E610。
是有史以来发生的最大的工业灾难之一。
1
【案例:印度博帕尔事故】
致害物及事故后果
甲基异氰酸酯(MIC)是制造农药“西维图”和“涕灭威”的原料,以 液化气形态储于罐内,外泄时化为气体,侵害人体呼吸道、消化器官、 眼部,引起心血管病变,重者毙命,轻者失明或精神失常。
事故发生后,地下储气罐中的剧毒气体甲基异氰酸酯由于压力过大 泄漏,阵阵毒气向市区扩散。熟睡中的市民被难忍的刺激气味呛醒,纷 纷下床夺门奔逃。当天早晨,已有269人中毒身亡,3000头牲畜倒毙, 几千人失去知觉送往医院抢救。毒气弥漫于城市上空,全市80万人口中 至少有60万人受到影响。
印度博帕尔泄漏事故分析
印度博帕尔农药厂异氰酸甲酯毒气泄漏事故分析一、事故概况及经过1984年12月4日美国联合碳化物公司在印度博帕尔(Bhopal,Indian)的农药厂发生异氰酸甲酯(CH3NCO,,简称MIC)毒气泄漏事故,造成12.5万人中毒,6495人死亡、20万人受伤,5万多人终身受害的让世界震惊的重大事故。
MIC是生产氨基甲酸酯类杀虫剂的中间体。
甲氨基甲酸萘酯是一种杀虫剂。
MIC极不稳定,需要在低温下贮存。
博帕尔的MIC贮存在两个地下冷冻贮槽中,第三个贮槽贮存不合格的MIC。
博帕尔的联合碳化物印度有限公司(UCIL)建设过程正处于城市的快速发展时期,80年代因为对杀虫剂的需求减少,UCIL装置关闭。
三个MIC贮槽的进料是用带氮气夹套的不锈钢管从精制塔送来,并用普通管道将其送到甲氨基甲酸萘酯反应器,在反应器上装有安全阀。
不合格的MIC循环至贮槽,含MIC的废物送至放空气体洗涤器(VGS)被中和。
每个MIC贮槽都有温度和压力显示仪表,以及液位指示和报警,如图7-1。
MIC 贮槽上装有固定的水监视器和致冷单元。
当VGS中有大量释放时可使用燃烧系统,VGS和燃烧系统的排放高度为15~20m。
1984年6月不再使用贮槽的致冷系统,而且把致冷剂放出。
1984年12月停止生产MIC,而且裁员50 9/5。
1984年12月2日,第二班负责人命令MIC装置的操作工用水清洗管道。
在操作前应该进行隔离,但被忽略了;而且几天前刚进行了检修,加上其他可能性,冲洗水进入了其中一个贮槽。
23时贮槽的压力在正常范围,23时30分操作工发现MIc 和污水从MIc贮槽的下游管道流出,O时15分贮槽的压力升至206.84kP孙(30 psi),几分钟后达到379·21kPa(55 psi),即最高极限;当操作工走近贮槽时,他听到了隆隆声并且感受到贮槽的热辐射;在控制室操作工试图启动vGS系统,并通知总指挥;当总指挥到来时命令将装置关闭;水喷淋系统已打开但只能达到15m的高度,MIC的排放高度为33m。
印度博帕尔事故教训
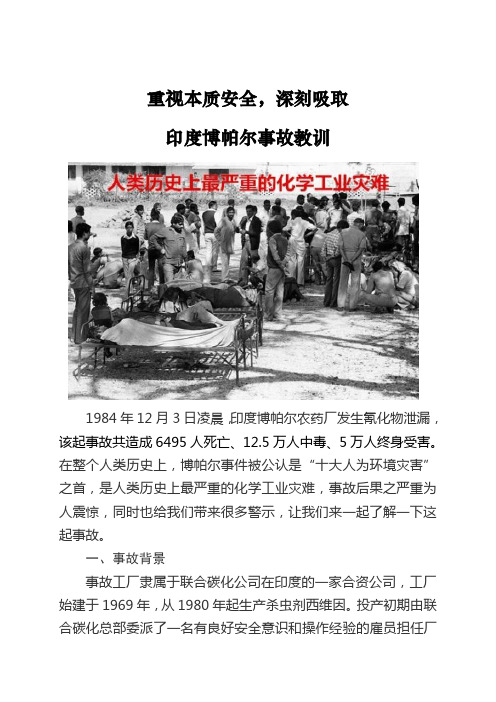
重视本质安全,深刻吸取印度博帕尔事故教训1984年12月3日凌晨,印度博帕尔农药厂发生氰化物泄漏,该起事故共造成6495人死亡、12.5万人中毒、5万人终身受害。
在整个人类历史上,博帕尔事件被公认是“十大人为环境灾害”之首,是人类历史上最严重的化学工业灾难,事故后果之严重为人震惊,同时也给我们带来很多警示,让我们来一起了解一下这起事故。
一、事故背景事故工厂隶属于联合碳化公司在印度的一家合资公司,工厂始建于1969年,从1980年起生产杀虫剂西维因。
投产初期由联合碳化总部委派了一名有良好安全意识和操作经验的雇员担任厂长,并且实现了50万人工时无误工事故的优良安全纪录。
由于政治等各种原因,1980年公司决定由一名印度本地员工接替厂长职务。
新厂长有很好的财务背景,但是对于安全和生产知之甚少。
从1982年起,由于干旱等原因,印度国内市场对于该工厂的产品需求减少,1983年工厂的销售额下降了23%。
在本次事故发生之前,由于市场需求疲软,工厂停产了6个月。
期间,工厂管理层采取了一系列措施来节约成本,诸如:1、缩短员工的培训时间。
最初的人事政策,要求聘请受过高等教育并获得学位者担任操作员,并为他们提供长达6个月的脱产培训。
为了节约成本,工厂放弃了这一政策,将操作人员的培训时间由6个月减少至15天。
2、减少员工数量。
原本每个班组有1名班组主管、3名领班、12名操作工和2名维修工,后来减至1名领班和6名操作工,不再设班组主管。
3、尽量聘请廉价的承包商(尽管他们缺乏经验)和采用便宜的建造材料。
4、减少对工艺设备的维护与维修(包括对关键安全设施的维护)。
5、停用冷冻系统。
发生事故的MIC储罐本来有一套冷冻系统,其设计意图是使MIC的储存温度保持在0℃左右;为了节约成本,工厂停用了该冷冻系统。
二、事故经过在事故发生的当天下午,维修人员尝试清洗工艺管道上的过滤器。
在用水反向冲洗过滤器之前,正常的作业程序要求关闭工艺管道上的阀门,并在“隔离法兰”处安装盲板。
博帕事故事故分析

• 工厂主要生产羰基杀虫剂: 西维因(胺甲萘); • 最初非常成功 - 印度绿色革命 的一部分;
3
湖南海利
Hunan Haili
印度 Bhopal—事故过程
• 1984年12月4日0时56分,美国联合碳化物 公司在印度博帕尔(Bhopal,Indian)的农药厂 发生异氰酸甲酯(CH3NCO,,简称MIC)毒气泄 漏事故,造成12.5万人中毒,6495人死亡,20万 人受伤,5万多人终身受害的让世界震惊的重 大事故。
2015/8/12
15
湖南海利
Hunan Haili
急救处理
• 迅将中毒患者移离现场。脱去污染衣物,严 密观察。必要时供氧。 • 眼及皮肤污染应迅速用流水冲洗。
• 给予对症和支持疗法。如用弱碱液局部雾 化吸入,早期应用糖皮质激素,并可用支气管 扩张剂、抗生素等。
湖南海利
Hunan Haili
湖南海利
21
湖南海利
Hunan Haili
一座座房屋完好无损,满街遍野到处是人、畜和飞鸟的 尸体,像是刚刚经历了一场化学武器战争,场景惨不忍 睹。 事故发生后的短短几天之内就造成3000多人死亡, 5万多人双目失明,15万人受到伤害,20多万人受伤需 要治疗。孕妇流产、胎儿畸形、肺功能受损者不计其数。 根据 ILO 2004 年4 月28 日在其网站发布的报告——《28 April, World Day for Safety and Health at Work— —Two million work deaths a year: A preventable tragedy》,截至2004年,死亡人数已上升至2万人,成 为迄今为止世界上最严重的危险化学品事故灾难,当地 现在出生的婴儿畸形发病率非常高,事故的影响至今未 能完全消除。
印度博帕尔农药厂异氰酸甲酯毒气泄漏事故案例
严重中毒者都是农药厂周围贫民窟的居民,他们四处逃亡,有的一直 跑到30千米外的市郊。一些人跑到半路扑地而死,行动迟缓的全家死于屋 内。离厂1千米的火车站,从站长以下50名站员全部身亡。全城一片混乱, 逃难的人群塞满通往郊外的公路。
事故发生后的短短几天之内就造成3000多人死亡,5万多人双目失明, 15万人受到伤害,20多万人受伤需要治疗。孕妇流产、胎儿畸形、肺功 能受损者不计其数。截至2004年,死亡人数已上升至2万人。当地现在出 生的婴儿畸形发病率非常高,事故的影响至今未能完全消除。
7
【案例:印度博帕尔事故】
事故经过(续)
储罐温度继续上升;使MIC蒸发和反应加剧,储罐E610中的压力越 来越高。情急之下,维修工急忙向农药厂有关负责人报告。
农药厂负责人迅速指派了2个人用水管用对储罐E610进行喷淋,希 望借此对储罐E610进行冷却。但储罐E610内的压力继续上升……
12月3日午夜零时56分,储罐E610的安全阀起跳,有毒气体大量进 入排放吸收塔。排放吸收塔原本可通过碱溶液对有毒气体进行中和,破 坏毒性。但当时排放吸收塔正在检修。
3
致害物及事故后果(续)
【案例:印度博帕尔事故】
遇难的孩童
遇难者的尸骨
4
致害物及事故后果(续)
【案例:印度博帕尔事故】
事故后工厂现场
5
【案例:印度博帕尔事故】
事故经过 1984年12月2日,当事故企业用氮气将MIC(甲基异氰酸酯)从储罐
E610(储存了约40吨MIC)向反应罐压送物料时发现管道堵塞,部门负 责人命令工人对管道进行清洗。按操作规程要求,应在管道与储罐连接处 加盲板,但实际作业时并没有按要求加盲板,由于阀门内漏,致使清洗水 进入储罐E610。
印度博帕尔泄漏事故分析

2.制订公害病人的诊断标准和公害病流行区的判定标准 4、发展生态农业, 少用杀虫剂
加强卫生保健和卫生宣教 其根本的原因是从国外引进危险的化学品和危 ,告诉有害作业工厂附近的居民防护知识, 一旦发生事故能自我保护。卫生部门应常备不懈 , 遇到事故应能立刻作 险的生产过程去进行农药生产。如果把农业的发 出反应, 组织抢救。 展只建立在农药和化肥的基础上, 那将使农业走上 一个破坏生态平衡的恶性循环。
对环境的影响:废弃的化学工厂仍 然是危害环境的“毒瘤”。2004年 工厂内仍遗留有高达8000吨的有毒 物质,向地下渗透着毒液,地下水 受到严重污染,水源取样化验,超 出国际标准4880倍。尽管几十年过 去了,储存罐、生锈管道和容器的 厂区内仍散发强烈的刺激性气味, 剧毒水银遍地都是。
结果
对生产的影响:事件发生后, 印 度政府下令关闭了这家工广, 并 派警察接管。同时下令全国以甲 基异氰酸酯为原料的农药停止生 产,美国联合碳化物公司也命令 设在世界各地以甲基异氰酸酯为 原料的工厂停止生产
结果
对周围居民的影响:在这种宁 静之下,危险依然存在,农药 厂遗弃的大量废料向地下渗透 着毒液,地下水受到严重污染, 周围10个村庄的2万名居民,目 前只能靠政府用罐装车或高架 水槽来获取饮用水。印度中央 邦政府投资9500万卢比的根治 污染工程,知道2007年,居民 的饮用水问题才能得到解决。
结果
结果
法院判决:美国联合碳化物公司在 1989年向印度政府支付了4.7亿美元 的赔偿金。因为毒气泄漏失去工作 能力或者患上慢性病的受害者当年 获得了1000到2000美元不等的赔偿, 但是还有很多受害者一分钱都没有 拿到。2010年6月7日,印度中央邦 博帕尔地方法院判定8名“毒气泄漏 事故直接负责人”有罪,判处其中7 人(其中一人已去世)两年有期徒 刑。
博帕尔农药厂泄漏事故分析工程伦理

博帕尔农药厂旧址
4
01 背景介绍
1984年12月:
事故经过
2日白天
2日23时30分
3日0时15分
3日0时56分
3日1时56分
无法控制
装置刚进行检修,可操阀作门工还发是现失MI灵C和污储水槽从压MI力C储达罐到37M9I.C2储1k槽pa压,力即上最升高超过地极方限当,局M从毒IC巴雾哈首拉先特经重过型毗电邻器工有厂墙外的两
博帕尔农药厂泄漏事故分析
目录
CONTENT
01 背景介绍 02 事故后果 03 伦理分析 04 小结
2
01
背景介绍
3
01 背景介绍
博帕尔农药厂
博帕尔农药厂是美国联合碳化物公司 于1969年在印度博帕尔市建起来的,用于 生产西维因、滴灭威等农药。制造这些农 药的原料是一种叫做异氰酸甲酯(MIC) 的剧毒液体。这种液体很容易挥发,沸点 为39.6℃,只要有极少量短时间停留在空 气中,就会使人感到眼睛疼痛,若浓度稍 大,就会使人窒息。在博帕尔农药厂,这 种令人毛骨悚然的剧毒化合物被冷却贮存 在一个地下不锈钢储藏罐里,达45吨之多。
有毒物质长期遗留
8
03
伦理分析
9
03 伦理分析
原则
未按本质安全的原则进行设计
安全 原则
操作,有毒中间品替代,储量
培训 方面
过大。
缩短员工培训由6个月减至 6个月减至15天
冷却系统不足,出事时一套处
冷却 系统
于检修状态,而另一套不够用
于冷却。
厂址 处于人口密集区,距火车站 设计 近,周边有两家医院。
方法不恰当,未空奏形效成。了一个巨大的氰蘑酸菇酯状已气泄毒柱漏气,殆通尽过。庙宇、商店、街道和湖
案例分析 印度博帕尔化学品泄漏事故讲解

1.事故背景 事故工厂隶属于联合碳化公司( Union Carbide Corporation )在 印度的一家合资公司,即联合碳化印度有限公司,联合碳化占 该公司50.9% 的股份。
事故工厂始建于 1969年,从1980年起生产杀虫剂西维因 (SEVIN )。
投产初期由联合碳化总部委派了一名有良好安全意识和操作经 验的雇员担任厂长,并且实现了 50万人工时无误工事故的优良 安全纪录。
9
12月3日凌晨00时15分,储罐内压力迅速升高,有 人在工艺区内发现了泄漏出的 MIC 。于是,一名操 作人员前往现场查看,他听到储罐内发出隆隆声, 并感受到来自储罐的辐射热,他立即尝试启动洗涤 器,但没有成功。
凌晨00时45分,储罐超压、安全阀起跳,随即大量 MIC 泄漏到周围环境中。在 2h内,约25t MIC 进入 大气中,工厂下风向 8km 内的区域都暴露在泄漏的 化学品中,短时间内造成周围居民大量伤亡。事故 发生后,应急反应系统没有有效运转,当地医院不 知道泄漏的是什么气体,对泄漏气体可能造成的后 果及急救措施也毫不了解。
3
甲基异氰酸酯性质简介:
名 称:甲基异氰酸酯,又称为异氰酸甲酯,简称 MIC (methyl isocyanate )。 分子式:CH 3NCO ,分子量 57.06。 物理性质 :沸点39.1℃,蒸气密度 1.42,蒸气压 46.39kPa (348mmHg 20 ℃)。 化学性质 :容易与包含有活泼氢原子的化合物,如胺、水、醇、 酸发生反应。与水反应生成 甲胺、二氧化碳 ;在过量水存在时 , 甲胺再与 MIC 反应生成 1,3-二甲基脲 ,在过量MIC 时则形成 1,3,5三甲基缩二脲。这二个反应均为 放热反应 。遇碱分解。 燃爆特性 :闪点< -15℃(闭杯),爆炸极限 5.3% ~26% ,自燃点 534℃。 毒理学性质 :本品属剧毒化学品。美国职业安全健康局 (OSHA )规定的 8h允许暴露极限浓度是 0.047mg/m 3。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
印度博帕尔农药厂异氰酸甲酯毒气泄漏事故分析一、事故概况及经过1984年12月4日美国联合碳化物公司在印度博帕尔(Bhopal,Indian)的农药厂发生异氰酸甲酯(CH3NCO,,简称MIC)毒气泄漏事故,造成12.5万人中毒,6495人死亡、20万人受伤,5万多人终身受害的让世界震惊的重大事故。
MIC是生产氨基甲酸酯类杀虫剂的中间体。
甲氨基甲酸萘酯是一种杀虫剂。
MIC极不稳定,需要在低温下贮存。
博帕尔的MIC贮存在两个地下冷冻贮槽中,第三个贮槽贮存不合格的MIC。
博帕尔的联合碳化物印度有限公司(UCIL)建设过程正处于城市的快速发展时期,80年代因为对杀虫剂的需求减少,UCIL装置关闭。
三个MIC贮槽的进料是用带氮气夹套的不锈钢管从精制塔送来,并用普通管道将其送到甲氨基甲酸萘酯反应器,在反应器上装有安全阀。
不合格的MIC循环至贮槽,含MIC的废物送至放空气体洗涤器(VGS)被中和。
每个MIC贮槽都有温度和压力显示仪表,以及液位指示和报警,如图7-1。
MIC贮槽上装有固定的水监视器和致冷单元。
当VGS中有大量释放时可使用燃烧系统,VGS和燃烧系统的排放高度为15~20m。
1984年6月不再使用贮槽的致冷系统,而且把致冷剂放出。
1984年12月停止生产MIC,而且裁员50 9/5。
1984年12月2日,第二班负责人命令MIC装置的操作工用水清洗管道。
在操作前应该进行隔离,但被忽略了;而且几天前刚进行了检修,加上其他可能性,冲洗水进入了其中一个贮槽。
23时贮槽的压力在正常范围,23时30分操作工发现MIc和污水从MIc贮槽的下游管道流出,O时15分贮槽的压力升至206.84kP孙(30 psi),几分钟后达到379·21kPa(55 psi),即最高极限;当操作工走近贮槽时,他听到了隆隆声并且感受到贮槽的热辐射;在控制室操作工试图启动vGS系统,并通知总指挥;当总指挥到来时命令将装置关闭;水喷淋系统已打开但只能达到15m的高度,MIC的排放高度为33m。
他们还试图启动致冷系统,但是因为没有致冷剂而告失败。
至此,开始向社区发出了毒气报警,但几分钟后报警声停止,只能用汽笛向UCIL 的工人发出警报。
据称开始时汽笛引起误会,人们以为是装置发生了火灾而且准备参加灭火;而UCIL的工人则错误地顺着毒气云的方向逃生。
安全阀一直开了两个小时,气、液、固三相以超过200lC的温度、1241.06kPa(180 psi)的压力释放到空气中。
因为博帕尔城市发展很快,人口多,短时间内无法完全疏散;加上贫民区已建到UCIL的围墙下面,简陋的屋子一点也起不到保护作用;城市的基础设施(如医院等)已无法应付这么巨大的灾难,仅有的两所医院其设施只能容纳千余人,而中毒人数是其10倍。
二、事故原因1.美国联碳公司发表了印度博帕尔农药厂毒气泄漏(MIC)事故原因的调查报告。
调查表明,该事故是由于120~240加仑水进入异氰酸甲脂(MIC)贮罐引起放热反应,致使压力升高,防爆膜破裂而造成的。
另外还查明,由于贮罐内含有大量氯仿(氯仿是MIC制造初期作为反应抑制剂加入的),氯仿分解产生氯离子,使贮罐(材质为304不锈钢)发生腐蚀,而产生游离铁离子,在铁离子催化作用下又加速了反应的进行。
由于放热反应持续进行,贮罐内温度急剧升高,致使压力很快达40磅/平方英寸以上,防爆膜破裂,安全阀打开,漏出大量MIC。
漏出的MIC喷向氢氧化钠洗涤器,因该洗涤器能力太小,不可能将MIC全部中和。
最后的安全防线是燃烧塔,但结果燃烧塔也未发挥作用。
还有一点也是非常重要的,该MIC贮罐现有一套冷却系统,以便贮罐内MIC 始终保持在O.5℃左右,但调查表明,该冷却系统从1984年6月起就已停止运转。
这样,没有有效的冷却系统,不可能控制急剧产生的大量MIC气体。
关于水的进入问题还未彻底查清,可能是由于操作人员为了用氮气使贮罐压力保持正常,而在开启氮气时误开了水管而造成的。
2.印度对博帕尔事故进行了调查,调查结果认为联碳公司在预防有害气体泄漏的措施上存在严重问题:(1)1984年12月2日,为进行维修,关闭了设在排气管出口处的火炬装置。
(2)排气洗涤器和通水软管没有及时投入运行。
(3)缺乏预防事故的计划,对应付紧急事态毫无训练。
(4)未向居民发出警报。
(5)警报与操作采用手动方式,而不是通过计算机进行控制。
(6)安全装置的能力与紧急状态所预计的气体流量不相适应,在设计上存在着缺点和矛盾。
(7)冷冻系统呈闭止状态,不能满足低温贮存条件,使MIC气化后不能液化。
(8)对贮罐内贮存的具有潜在危险物质的相关特性不十分了解,而且所得到的信息不可靠。
(9)未装备在任何场合都能正确工作的气体泄漏早期预防系统等。
3.灾后,纽约时报社组成了调查小组,对事故原因进行了长达7个星期的调查,调查结果认为:这次灾难是由于操作失误、设计欠缺、维修失灵和忽视培训而导致的。
调查指出至少有10处违反了总公司和印度公司的生产操作规程。
(1)存在严重的事故隐患。
调查认为,公司对这次事故既没有技术上也没有思想上的准备。
1982年,美国总公司对博帕尔工厂的安全问题曾进行一次检查,并提交了一份批评报告。
指出“此工厂具有发生严重事故的隐患,如一旦发生问题,后果将不堪设想”,并劝告厂方为防止泄漏应安装1台强力喷水装置以代替现在的装置,可这一建议未被采纳。
另一安全装置——气体洗涤塔(中和塔),其最大设计处理能力仅为这次泄漏量的四分之一,根本不足以处理这次事故。
第三个安全装置——点火塔(用以燃烧泄漏的气体),即使没有压力存在,也只能处理这次泄漏气体量的四分之一。
点火塔在事故发生时,根本没有起作用。
(2)违反操作埋下导火线。
据调查,存在下列违章操作:①12月2日23点30分,一工人发现异氰酸甲酯开始泄漏,一位工头认为是水漏,过了几分钟才决定处理它,几小时后贮罐内发生强烈反应。
②事故前几个月,由于工厂电源紧张,为了解决这一矛盾,总管和美国联碳总部商议后(但总部发言人指出没有和他们商议)关闭了设计用来冷却异氰酸甲酯以防止化学反应的冷却装置,其中冷却剂氟里昂被抽出,用到工厂其它地方。
规章规定:“为保持贮罐正常循环,冷却装置不断处于‘运转’状态。
”③事故前2小时;一位受过训练,但不了解工厂操作规程的工人,奉一新工头命令,冲洗一根和贮罐连接、但没有完全和罐内密封的管道,这是规章所禁止的。
④三台主要安全装置(喷水装置、点火装置、洗涤塔),其中1台在几天前失灵,另2台已几周没有维修。
⑤异氰酸甲酯工段值班工头Qureshi说,工厂中的仪器是靠不住的,由于这一原因,他疏忽了开始的警告。
在3只贮罐中,其中有一只在1小时内压力上升了五倍。
⑥博帕尔工厂没有先进的计算机系统来监测贮罐,并迅速警告泄漏发生。
厂里主要依赖于工人的眼睛是否流泪来觉察是否泄漏。
另外这几乎没有自动化设备的工厂,异氰酸甲酯已从1983年缩减了12名操作工,只剩下6人。
⑦没有火灾警告装置。
事故发生那天晚上的警报,类似平时训练时的警笛声,这类噪声每周有20次。
(3)掉以轻心酿成大祸。
12月2日晚上,工人没有去了解系统中压力变化情况.23时,一值班者操作工Suman Dey在操作房看到罐内压力是10磅/平方英寸,为正常的5倍,但没有引起他的重视。
23:30分,异氰酸甲酯工段的工人,在离控制室的100英尺(30.5米)处,感受到泄漏,眼睛开始流泪。
一操作工发现50英尺处有液滴,并有淡黄色气体;23:45他去控制室告诉工头Qureshi异氰酸甲酯泄漏之事,过了一会儿,Qureshi才发现泄漏。
但至O:40分也没有人调查泄漏原因或采取措施。
严重的失职酿成了一场大祸。
工厂平时采用的异氰酸甲酯分析方法落后,没有测量异氰酸甲酯中氯离子存在时的影响,而少量含有氯离子的水存在时,会导致毒品有很高的活性。
对罐中MIC是应有限制,泄漏的贮罐中MIC的量为13000加仑,占贮罐容量的87%,超过了正常工作最大允许容量(11000加仑,占贮罐总量73%),即使是11000加仑也超过了工厂规定的极限量(60%)。
这一限制主要是在罐中有强烈反应时,压力上升缓慢。
(4)引起灾难的原因摧测罐中有13000加仑化学品,如要和水反应需1.8吨(420加仑),罐中不可能进入这么多水。
因此调查人员认为可能存在其它反应:水和光气反应。
水和光气反应生成强腐蚀性氯离子,此氯离子和不锈钢罐反应释放出铁离子和大量热,导致氯离子和异氰酸甲酯作用,放出更多热,加上金属反应释放出氯化物离子,导致罐中剧烈反应开始。
剧烈反应使异氰酸甲酯聚合,形成一种塑性物质,并放出大量热,使罐内液体温度升高,异氰酸甲酯气化,最后使罐壁破裂。
当时由于冷却装置关闭,无法使贮罐冷却。
调查组认为少量的水就可导致链锁反应的发生(据报道可能进入500g水)。
灾难的原因存在其它可能性:不但水和罐中液态MIC反应,而且洗涤塔中的碱也能和封闭体系中的毒物反应。
除水和碱外,挥发性的MIC能和杂质如酸、铁反应。
(5)污染的来源。
联碳总公司和印度公司用核磁共振光谱分析表明,泄漏贮罐中至少有5种杂质,其中有水、铁金属离子和碱液。
事故发生前两小时,一工人冲洗过一根和贮罐相连,但未和罐内完全密封的管道,水可能在此时流入罐中;为防止失水,用氮气代替罐中空气,也有可能氮气中含有水份。
同一时间,工人加碱液到洗涤塔中,洗涤塔和贮罐是由一根复杂的管道和阀门相连的,正常状态下阀门是封闭的,但有时会打开或造成泄漏。
金属离子是MIC贮罐的腐蚀产物。
(6)忽视工人培训。
由于工厂资金缺乏,管理人员认为赚钱比安全重要,对工人的培训逐渐减少,1982年发生销售赤字以来,失去了许多熟练工人。
事故发生时,仅有20名操作工熟悉整个MIC工厂。
工人素质太低,MIC操作工应具有大学文凭,而这里都是高中毕业生。
三、事故根本原因分析过程表7-1和表7-2是这次事故发生的详细过程和根本原因。
四、事故后果异氰酸甲脂是制造农药“西维图”和“涕灭威”的原料,以液化气形态储于罐内,外泄时化为气体,侵害人体呼吸道、消化器官、眼部,引起心血管病变,重者毙命,轻者失明或精神失常。
事故发生后,地下储气罐中的剧毒气体异氰酸甲脂由于压力过大泄漏,阵阵毒气向市区扩散。
熟睡中的市民被难忍的刺激气味呛醒,纷纷下床夺门奔逃。
当天早晨,已有269人中毒身亡,3000头牲畜倒毙,几千人失去知觉送往医院抢救。
农药厂在漏气后几分钟关闭设备,但30吨毒气已经弥漫于城市上空,全市80万人口中至少有60万人受到影响,其中12.5万人中毒,今后将有更多的人死亡,5万多人可能终生失明。
严重中毒者都是农药厂周围贫民窟的居民,他们四处逃亡,有的一直跑到30千米外的市郊。
一些人跑到半路扑地而死,行动迟缓的全家死于屋内。