实用工艺流程及检验卡
(完整版)加工工艺过程卡片及工序卡.doc

湖南科技大学机械加工工艺过程卡片产品型号零件图号产品名称变速箱零件名称材料牌号HT200 毛坯种类金属型铸件毛坯外形尺寸754×400 ×186 每毛坯件数工序号工序名称工序内容车工设备间段01 铸造金属型铸造毛坯02 回火热处理3探伤检验4表面喷丸处理10 粗铣以顶面为粗基准,粗铣箱体结合面X7010 20 粗铣以箱体结合面为基准,粗铣顶面X7010 30 钻孔结合上下箱体,钻、铰出两个定位孔2-φ 12H8 组合钻床40 粗铣以结合面为基准两销定位,粗铣前后端面及凸台组合铣床50 粗铣以结合面为基准两销定位,粗铣右端面组合铣床60 半精铣以顶面为基准,半精铣箱体结合面X7010 70 半精铣以结合面为基准两销定位,半精铣前后端面至图纸要求组合铣床80 半精铣以结合面为基准两销定位,半精铣右端面至图纸要求组合铣床90 半精铣以结合面为基准两销定位,半精铣顶面至图纸要求X7010 100 半精铣结合上下箱体,铣结合面凹槽至图纸要求X7010 110 精铣以顶面为基准,精铣箱体结合面至图纸要求X7010120以结合面为基准,用心轴穿过φ110,钻 14-φ18 组装孔;钻顶钻顶面孔面螺纹孔 4-M12-6H ;钻两肋板中间凸台 M20× 1.5组合钻床螺纹孔设计(日期)校对(日期)变速箱下盖共 3 页第 1 页1 每台件数 1 备注工艺装备工时准终单件面铣刀、游标卡尺面铣刀、游标卡尺麻花钻、铰刀、卡尺、塞规面铣刀、游标卡尺面铣刀、游标卡尺面铣刀、游标卡尺面铣刀、游标卡尺面铣刀、游标卡尺面铣刀、游标卡尺立铣刀、游标卡尺面铣刀、游标卡尺麻花钻、卡尺、塞规审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期产品名称变速箱材料牌号HT200 毛坯种类金属型铸件毛坯外形尺寸754×400×186工序号工序名称工序内容车间零件名称变速箱下盖共 3 页第 2 页每毛坯件数 1 每台件数 1 备注工工艺装备工时设备段准终单件130钻前后端面孔140钻右端面孔150锪孔160攻丝粗镗前后端面轴170孔180粗镗右端面轴孔半精镗前后端面190轴孔半精镗右端面轴200孔精镗前后端面轴210孔220精镗右端面轴孔以结合面为基准,钻右侧肋板 2-φ56通孔、正面凸台 2-φ26通孔、左侧肋板φ44通孔;钻侧面螺纹孔 14-M12-6H以结合面为基准,钻右端面3-φ 18通孔、 2-M12-6H 螺纹孔对台阶面上的组装孔 14-φ18 进行φ32锪平;对孔 2-φ26进行φ44 锪平;对 3-φ18通孔在右端面内侧进行φ32锪平对顶面4-M12-6H 螺纹孔攻丝至图纸要求;对前后侧面14-M12-6H 螺纹孔攻丝至图纸要求;对右侧2-M12-6H 螺纹孔攻丝至图纸要求;对肋板间凸台螺纹孔 M20× 1.5 攻丝至图纸要求组合上下箱体,以结合面为基准两销定位,粗镗轴孔φ180、φ120、φ 110组合上下箱体,以结合面为基准两销定位,粗镗右侧轴孔φ130及端面凹槽组合上下箱体,以结合面为基准两销定位,半精镗轴孔φ180、φ120、φ 110组合上下箱体,以结合面为基准两销定位,半精镗右侧轴孔φ130组合上下箱体,以结合面为基准两销定位,精镗三轴孔φ180、φ120、φ110组合上下箱体,以结合面为基准两销定位,精镗右侧轴孔φ 130组合钻床麻花钻、卡尺、塞规组合钻床麻花钻、卡尺、塞规组合钻床锪钻、卡尺、塞规组合攻丝机组合镗床硬质合金刀具、游标卡尺组合镗床硬质合金刀具、游标卡尺组合镗床硬质合金刀具、游标卡尺组合镗床硬质合金刀具、游标卡尺组合镗床硬质合金刀具、游标卡尺组合镗床硬质合金刀具、游标卡尺230 倒角各螺纹孔处倒角 1×45°;支承孔处倒角 2×45°,240 倒圆角各处需倒圆角出倒圆角φ 15倒角机倒角机设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期产品名称变速箱零件名称变速箱下盖共 3 页第 3 页材料牌号HT200 毛坯种类金属型铸件毛坯外形尺寸754×400×186 每毛坯件数 1 每台件数 1 备注工序号工序名称工序内容车工工艺装备工时间设备段准终单件250 补底漆箱体内部加工面涂红色耐油底漆260 检查检查零件是否符合要求设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学产品型号零件图号机械加工工序卡片共 22 页第 1 页产品名称变速箱零件名称变速箱下盖车间工序号工序名称材料牌号10 粗铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数双立轴圆工作台铣床X7010夹具编号夹具名称切削液工序工时(分)工位器具编号工位器具名称准终单件工步步内容工艺装备主轴转速切削速度进给量被吃刀量进给工时 /min工r/min m/min mm/z mm号次数机动辅助1以顶面为粗基准,粗铣箱体结合面硬质合金面铣刀、游标卡尺125 157 0.24 5.0 1 1.90设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第 2 页车间工序号工序名称材料牌号20 粗铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数双立轴圆工作台铣床X7010夹具编号夹具名称切削液工序工时(分)工位器具编号工位器具名称准终单件工步步内容工艺装主轴转速切削速度进给量被吃刀量进给工时 /min工备m/min mm/z mm号r/min 次数机动辅助1以箱体结合面为基准,粗铣顶面硬质合金面铣刀、游标卡尺1251570.2451 1.90设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第 3 页车间工序号工序名称材料牌号30 钻孔HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数组合钻床夹具编号夹具名称切削液工序工时(分) 工位器具编号工位器具名称准终单件工步步内容工艺装主轴转速切削速度进给量被吃刀量进给工时 /min工备m/min mm/r mm号r/min 次数机动辅助1 组合上下箱体钻出两个定位孔高速钢麻花钻、游标卡尺500 18.5 0.18 5.9 1 0.382 铰定位销孔硬质合金铰刀、游标卡尺125 4.71 0.8 0.1 1 0.31设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第 4 页车间工序号工序名称材料牌号40 粗铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数双立轴圆工作台铣床X7010夹具编号夹具名称切削液工序工时(分)工位器具编号工位器具名称准终单件工步步内容工艺装主轴转速切削速度进给量被吃刀量进给工时 /min工备m/min mm/z mm 次数号r/min 机动辅助1结合上下箱体,以结合面为基准,粗铣前后端面及凸台硬质合金面铣刀、游标卡尺1251570.2451 1.90设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第 5 页车间工序号工序名称材料牌号50 粗铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数双立轴圆工作台铣床X7010夹具编号夹具名称切削液工序工时(分)工位器具编号工位器具名称准终单件工步步内容工艺装备主轴转速切削速度进给量被吃刀量进给工时 /min工r/min m/min mm/z mm号次数机动辅助1结合上下箱体,以结合面为基准,粗铣右端面硬质合金面铣刀、游标卡尺125 157 0.24 3 1 0.79设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第 6 页车间工序号工序名称材料牌号60 半精铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数双立轴圆工作台铣床X7010夹具编号夹具名称切削液工序工时(分)工位器具编号工位器具名称准终单件工步步内容工艺装备主轴转速切削速度进给量被吃刀量进给工时 /min工r/min m/min mm/z mm号次数机动辅助1以顶面为基准,半精铣箱体结合面硬质合金面铣刀、游标卡尺180 226 0.18 3.0 1 1.76设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第7 页车间工序号工序名称材料牌号70 半精铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数双立轴圆工作台铣床X7010夹具编号夹具名称切削液工序工时(分)工位器具编号工位器具名称准终单件工步步内容工艺装主轴转速切削速度进给量被吃刀量进给工时 /min工备m/min mm/z mm号r/min 次数机动辅助1以结合面为基准,半精铣前后端面硬质合金面铣刀、游标卡尺1802260.18 1.01 1.76设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第8 页车间工序号工序名称材料牌号80 半精铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数双立轴圆工作台铣床X7010夹具编号夹具名称切削液工序工时(分)工位器具编号工位器具名称准终单件工步步内容工艺装备主轴转速切削速度进给量被吃刀量进给工时 /min工r/min m/min mm/z mm号次数机动辅助1以结合面为基准,半精铣右端面硬质合金面铣刀、游标卡尺180 226 0.13 1 1 1.01设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第9 页车间工序号工序名称材料牌号90 半精铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数双立轴圆工作台铣床X7010夹具编号夹具名称切削液工序工时(分)工位器具编号工位器具名称准终单件工步步内容工艺装备主轴转速切削速度进给量被吃刀量进给工时 /min工r/min m/min mm/r mm号次数机动辅助1以结合面为基准,半精铣顶面硬质合金面铣刀、游标卡尺180 226 0.18 2 1 1.76设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第10 页车间工序号工序名称材料牌号100 半精铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数双立轴圆工作台铣床X7010夹具编号夹具名称切削液工序工时(分)工位器具编号工位器具名称准终单件工步工步内容工艺装备主轴转速切削速度进给量被吃刀量进给工时/min1结合上下箱体,半精铣结合面凹槽硬质合金面铣刀、游标卡尺18018.10.129.210.66设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学产品型号零件图号机械加工工序卡片22 页第11产品名称变速箱零件名称变速箱下盖共页车间工序号工序名称材料牌号110 精铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数双立轴圆工作台铣床X7010夹具编号夹具名称切削液工序工时(分)工位器具编号工位器具名称准终单件工步工步内容工艺装备主轴转速切削速度进给量被吃刀量进给工时/min1以结合面为基准,精铣结合面硬质合金面铣刀,游标卡尺1802260.1311 2.44设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第12 页车间工序号工序名称材料牌号120 钻孔HT200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数组合钻床夹具编号夹具名称切削液工序工时(分) 工位器具编号工位器具名称准终单件工步步内容工艺装主轴转速切削速度进给量被吃刀量进给工时 /min工备m/min mm/r mm号r/min 次数机动辅助1 以结合面为基准,钻顶面螺纹孔高速钢麻花钻、游标卡尺、90°角尺710 22.7 0.18 5.1 1 0.192 以结合面为基准,钻组装孔高速钢麻花钻、游标卡尺、90°角尺500 28.3 0.35 9 1 0.583 以结合面为基准,钻两肋板中间凸台螺纹孔高速钢麻花钻、游标卡尺、90°角尺500 27.5 0.35 8.75 1 0.58设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第13 页车间工序号工序名称材料牌号130 钻孔HT200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数组合钻床夹具编号夹具名称切削液工序工时(分) 工位器具编号工位器具名称准终单件工步步内容工艺装主轴转速切削速度进给量被吃刀量进给工时 /min工备m/min mm/r mm号r/min 次数机动辅助1以结合面为基准,钻螺纹孔高速钢麻花钻、游标卡尺、万能角度尺710 22.7 0.18 5.1 1 0.272 以结合面为基准,钻右侧肋板通孔高速钢麻花钻、游标卡尺、万能角度尺125 22.0 0.80 28 1 0.753 以结合面为基准,钻正面凸台通孔高速钢麻花钻、游标卡尺、万能角度尺250 20.4 0.45 13 1 1.014 以结合面为基准,钻左侧肋板通孔高速钢麻花钻、游标卡尺、万能角度尺180 24.9 0.70 22 1 0.31设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第14 页车间工序号工序名称材料牌号140 钻孔HT200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数组合钻床夹具编号夹具名称切削液工序工时(分) 工位器具编号工位器具名称准终单件工步工步内容工艺装备主轴转速切削速度进给量被吃刀量进给工时 /min 号r/min m/min mm/r mm 次数机动辅助1 以结合面为基准,钻螺纹孔高速钢麻花钻、游标卡尺、万能角度尺710 22.7 0.18 5.1 1 0.275 以结合面为基准,钻通孔高速钢麻花钻、游标卡尺、万能角度尺355 20.1 0.35 9 1 0.29设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第15 页车间工序号工序名称材料牌号150 锪孔HT200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数组合钻床夹具编号夹具名称切削液工序工时(分) 工位器具编号工位器具名称准终单件工步步内容工艺装主轴转速切削速度进给量被吃刀量进给工时 /min工备m/min mm/r mm号r/min 次数机动辅助1 以结合面为基准,对台阶上的组装孔锪平高速钢柱形锪钻、游标卡尺180 18.1 0.20 7 1 0.112 以结合面为基准,对正面凸台孔内侧锪平高速钢柱形锪钻、游标卡尺180 24.9 0.25 9 1 0.093 以结合面为基准,对右端面通孔内侧锪平高速钢柱形锪钻、游标卡尺180 18.1 0.20 7 1 0.11设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第16 页车间工序号工序名称材料牌号160 螺纹孔攻丝HT200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数组合攻丝机夹具编号夹具名称切削液工序工时(分) 工位器具编号工位器具名称准终单件工步步内容工艺装主轴转速切削速度进给量被吃刀量进给工时 /min工备m/min mm/r mm号r/min 次数机动辅助1前后端面螺纹孔攻丝高速钢机动丝锥355 13.4 1.25 1 0.132 顶面螺纹孔攻丝高速钢机动丝锥355 13.4 1.25 1 0.133 右端面螺纹孔攻丝高速钢机动丝锥355 13.4 1.25 1 0.134 两肋板中间凸台螺纹孔攻丝高速钢机动丝锥355 22.3 1.5 1 0.06设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第17 页车间工序号工序名称材料牌号170 粗镗HT200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数组合镗床夹具编号夹具名称切削液工序工时(分) 工位器具编号工位器具名称准终单件工步步内容工艺装主轴转速切削速度进给量被吃刀量进给工时 /min工备m/min mm/r mm号r/min 次数机动辅助1 结合上下箱体,以结合面为基准,粗镗φ180 支承孔硬质合金刀具、游标卡尺90 50.0 1.0 3 1 0.782 结合上下箱体,以结合面为基准,粗镗φ120 支承孔硬质合金刀具、游标卡尺125 45.9 1.03 1 0.563 结合上下箱体,以结合面为基准,粗镗φ110 支承孔硬质合金刀具、游标卡尺125 42.0 0.8 3 1 0.70设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学产品型号零件图号机械加工工序卡片22 页第18产品名称变速箱零件名称变速箱下盖共页车间工序号工序名称材料牌号180 粗镗HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数组合镗床夹具编号夹具名称切削液工序工时(分)工位器具编号工位器具名称准终单件工步工步内容工艺装备主轴转速切削速度进给量被吃刀量进给工时 /min 号r/min m/min mm/r mm 次数机动辅助1 结合上下箱体,以结合面为基准,粗镗φ130 支承孔硬质合金刀具、游标卡尺125 49.8 0.9 3 1 1.292 结合上下箱体,以结合面为基准,镗右端面凹槽硬质合金刀具、游标卡尺63 59.3 1.5 10 1 0.31设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第19 页车间工序号工序名称材料牌号190 半精镗HT200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数组合镗床夹具编号夹具名称切削液工序工时(分) 工位器具编号工位器具名称准终单件工步工步内容工艺装备主轴转速切削速度进给量被吃刀量进给工时/min号r/min m/min mm/r mm 次数机动辅助1 结合上下箱体,以结合面为基准,半精镗φ180 支承孔硬质合金刀具、游标卡尺125 70.3 0.452 1 1.212 结合上下箱体,以结合面为基准,半精镗φ120 支承孔硬质合金刀具、游标卡尺180 67.3 0.40 2 1 0.953 结合上下箱体,以结合面为基准,半精镗φ110 支承孔硬质合金刀具、游标卡尺180 61.2 0.40 2 1 0.95设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第20 页车间工序号工序名称材料牌号200 半精镗HT200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数组合镗床夹具编号夹具名称切削液工序工时(分) 工位器具编号工位器具名称准终单件工步步内容工艺装备主轴转速切削速度进给量被吃刀量进给工时 /min工r/min m/min mm/r mm 号次数机动辅助1结合上下箱体,以结合面为基准,半精镗φ130 支承孔硬质合金刀具、游标卡尺180 72.0 0.45 3 1 1.77设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第21 页车间工序号工序名称材料牌号210 精镗HT200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数组合镗床夹具编号夹具名称切削液工序工时(分) 工位器具编号工位器具名称准终单件工步步内容工艺装主轴转速铣削速度进给量被吃刀量进给工时 /min工备m/min mm/z mm号r/min 次数机动辅助1 结合上下箱体,以结合面为基准,精镗φ180 支承孔硬质合金刀具、游标卡尺180 101.7 0.15 1 1 2.472 结合上下箱体,以结合面为基准,精镗φ120 支承孔硬质合金刀具、游标卡尺250 94.2 0.14 1 1 1.913 结合上下箱体,以结合面为基准,精镗φ110 支承孔硬质合金刀具、游标卡尺250 86.4 0.14 1 1 1.91设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学产品型号零件图号机械加工工序卡片22 页第22产品名称变速箱零件名称变速箱下盖共页车间工序号工序名称材料牌号220 精镗HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数组合镗床夹具编号夹具名称切削液工序工时(分)工位器具编号工位器具名称准终单件。
产品制造工艺流转检验卡
滚轮机架
焊缝检测器
1)焊缝表面质量
2)咬边深度mm
3)余高e1 mm
1)焊缝表面质量
2)咬边深度mm
3)余高e1 mm
筒体制造工艺流转检验卡(二)
零部件名称
封头编号
规格
材料
共页
第页
控制标记
序号
工序
工艺内容及技术要求
设备工装
自检记录
操作者日期
专检记录
检验日期
8
清根
按《碳弧气刨工艺规程》要求对纵缝进行清根,并清除焊渣见金属光泽。
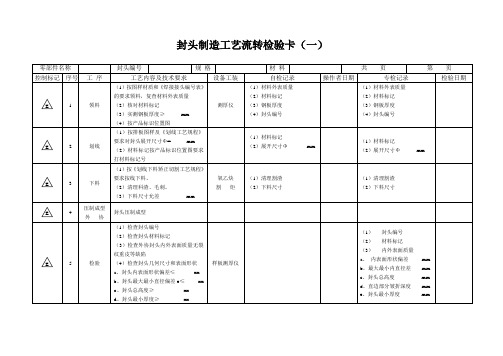
封头制造工艺流转检验卡(一)
零部件名称
封头编号
规格
材料
共页
第页
控制标记
序号
工序
工艺内容及技术要求
设备工装
自检记录
操作者日期
专检记录
检验日期
1
领料
(1)按图样材质和《焊接接头编号表》的要求领料,复查材料外表质量
(2)核对材料标记
(3)实测钢板厚度≥mm
(4)按产品标识位置图
测厚仪
(1)材料外表质量
(2)材料标记
探伤机
开孔位置
(1)开孔位置
(2)无损检测质量师签字
5
气割管口
按《划线切割下料矫正工艺规程》图样及《焊接工艺规程》管孔要求,按工线气割封头管孔和管口坡口,并清理割渣
氧乙炔割炬
(1)管口(2)管口坡口角度
(3)清理割渣
(1)管口
(2)管口坡口角度
(3)清理割渣
封头制造工艺流转检验卡(三)
零部件名称
封头编号
(1)棱角e mm
(2)最大最小直长差为mm
(1)棱角e mm
实用工艺流程及检验卡

品名
工序
下料
数量
型号
产品图号
所用材料
名称
规格
用量
名称
规格
用量
所用设备
剪板机或气割
工具
电动手砂轮机
所用检具
卷尺或直尺、目测
工序
图示或要求简述
作业方法
下料
按“图纸”、“剪板机操作规程”及“气焊(割)安全操作规程”、“电动手砂轮机安全操作规程”要求
注意事项
拟制时间
修改时间
修改内容及原因
拟制
型号
产品图号
所用材料
名称
规格
用量
名称
规格
用量
所用设备
压力机
工具
电动手砂轮机
所用检具
卷尺或直尺、目测
工序
图示或要求简述
作业方法
封头锻压
按“图纸”、“压力机操作规程”及“电动手砂轮机安全操作规程”要求
注意事项
拟制时间
修改时间
修改内容及原因
拟制
审核
批准
房士波
赵玉斌
检验要求及结论
检验项目
技术要求
检验结论
操作者/日期
所用材料
名称
规格
用量
名称
规格
用量
所用设备
空压机
工具
喷枪及油漆刷
所用检具
目测
工序
图示或要求简述
作业方法
油漆
按“图纸”、“标准”要求进行产品油漆防锈处理。
1.手工涂刷:
①.首先进行防锈底漆涂刷:要求涂刷均匀,无漏刷、涂刷后露底及油漆滴挂。
②.进行面漆涂刷:要求涂刷均匀,无漏刷、涂刷后露底及油漆滴挂。
压力容器制造工艺卡检验过程卡
压力容器
制造工艺、检验过程卡
:沧州市化工机械有限公司
GY表3 封头制造工艺、检验过程卡
GY表3 筒节制造工艺、检验过程卡
GY表3 筒节制造工艺、检验过程卡
GY表3 人孔法兰制造工艺、检验过程卡
GY表3 人孔法盖制造工艺、检验过程卡
GY表3 人孔筒节制造工艺、检验过程卡
GY表3 管板制造工艺、检验过程卡
GY表3 容器法兰制造工艺、检验过程卡
GY表3 膨胀节制造工艺、检验过程卡
GY表3 长颈法兰与接管组焊工艺、检验过程卡
GY表3 储存容器总装工艺、检验过程卡
GY表3 储存容器总装工艺、检验过程卡
GY表3 储存容器总装工艺、检验过程卡共2页第2页
GY表3 换热器总装工艺、检验过程卡
GY表3 换热器总装工艺、检验过程卡
GY表3 水压试验工艺、检验过程卡
GY表3 气压试验工艺、检验过程卡
GY表3 气液组合压力试验工艺、检验过程卡
GY表3 气密性试验工艺、检验过程卡
GY表3 氨检漏试验工艺、检验过程卡
GY表3 M36以上(含M36)容器主螺栓制造工艺、、检验过程程卡
GY表3 公称直径≥250接管制造工艺、检验过程卡
GY表3 换热管制造工艺、检验过程卡
GY表3 补强圈制造、检验过程卡
GY表3 产品试板制作、试验、检验过程卡
GY表3 产品酸洗钝化工艺、检验过程卡
GY表3 产品酸洗钝化工艺、检验过程卡
GY表3 除锈、喷漆过程检验卡。
消毒机工艺流程质检跟踪卡

UV 灯 外观 间隙 上下盖侧边螺丝 面板 脚轮 箱体检查 丝印
贴纸
内包 说明书 插头配件 外包 SN 码
组装:
机身编码:
检验结果
检验内容
自检
互检
巡检
(责任人) (责任人) (责任人)
通电测试马达是否正常运转,合格贴合格标贴
螺丝是否扭紧?不可滑牙。
风轮固定片是否漏装?螺母是否紧固?扇叶是否被损坏?
按电路图,保证电位器各档位正确接线,并保证各端子接线牢固。
电源线与品字插座应充分接触
开启各档位测试保证低速、中速、高速准确无误,完毕后将开关复位
呈关闭状态
不可有异响,整机运行平稳
是否有点亮?是否接触良好?不可不亮或一闪一闪。完毕后将开关复
位呈关闭状态
高效边框干净,未变形,节点未松动。
初效滤网应抽拉自如,不可接触到风叶。
消毒机工艺流程关键工序质检跟踪卡
机器型号:
工位
序号 22
1
风机组装
2
3
4 紫外杀菌
灯装配
5
6
7
8
线材装配 9
10 11 12
13
通电检测 14
15
16 滤网安装
17
上盖、下
18
盖、散流板 19
安装
20
21
铭牌、logo 22
23
24
包装
25
26
27
检验项目
马达测试 马达固定 风轮固定 支架固定 灯管安装 打压端子头 线材颜色 插拨端子公母头固定 端子防护套 马达与电容接线 控制器接线
螺丝是否有打并锁紧。
面板外观按钣金检验标准,装好后注意面板和滤网应无间隙。
磁粉检测工艺规程和工艺卡
• 〔11〕光线及环境 使用荧光磁粉检测时,
暗区的“环境光照度应小于20lx 〞,“黑 光辐照度应不小于1000μW/cm2 〞。使用 非荧光磁粉检测时,“可见光照度应大于或 等于1000 lx〞。当现场采用便携式设备检 测,由于条件所限无法满足时,可见光照度 可适当降低,但“不得低于500lx 〞。
• 磁粉检测规程应纳入检测单位的工艺文件
管理系统严格管理(编号管理和版次管理);
• 磁粉检测工艺规程的更改应按检测单位相
关文件规定的更改程序进行,执行与编制 相同的审核和批准程序。未按规定的更改 程序进行的更改是无效的。
• 应保持检测工艺规程和工艺卡的严肃性
与整洁性,严禁在检测工艺规程和工艺卡 上涂抹或添加内容。
需要,可以直接采用相关行业的磁粉检测标准, 甚至可以采用国家标准、国家军用标准等。一般 应根据所检测的产品和企业的设施、人员的具体 情况编制适合自己企业的检测规程或标准。
• 磁粉检测工艺规程编制时应参考表1所列工程进
行编写。其选取原那么可参考JB/T4730.42005相关标准。
• 2.2.2工艺卡
• 2)对于受压加工部件和材料可填写“不允许存在
任何裂纹和白点〞,紧固件和轴类零件填写“不 允许任何横向缺陷显示〞。如对于Ⅲ级受压加工 部件和材料可填写“线性缺陷磁长度l≤6.0mm〞 〞圆形缺陷磁痕(评定框尺寸为2500mm2,其中 一条矩形边长最大为150mm),长径,且在评定 框内不多于4个“。
(4) 其它条件确实定:
• 根据使用电流的种类、大小,检验批量,
及检测单位实际条件确定探伤设备和器材; 并按检测和观察要求,选择磁粉(干粉或湿 粉)和磁悬液(荧光磁粉或非荧光磁粉)。对 形状复杂或有要求的制件,应采用辅助磁 化的工装。对采用半自动化检查的设备, 应检查确定整个检测系统的适用性。对检 测场地、观察环境都应满足检测要求。
加工工艺过程卡片及工序卡
加工工艺过程卡片及工序卡1.产品信息:包括产品名称、规格、图纸编号等基本信息。
2.工艺流程:详细描述产品的加工过程,包括零件的加工顺序、加工方法、加工设备等。
3.工序参数:记录每个工序的加工参数,如切削速度、进给速度、切削深度等。
4.质量要求:记录每个工序要求的质量标准,包括尺寸、表面质量、材料性能等要求。
5.特殊要求:记录一些特殊的加工要求,如热处理、表面涂装等。
加工工艺过程卡片可以用于生产过程的记录和追溯。
它可以帮助工人了解加工产品的要求和工艺流程,并据此进行生产操作。
同时,它也可以用于产品质量检查和追溯,当产品出现质量问题时,可以通过查看过程卡片找到问题所在,并采取相应的措施进行纠正。
工序卡是加工工艺过程卡片的具体体现,它是在加工工艺过程卡片的基础上,针对每个具体的工序进行记录的卡片。
工序卡通常包括以下内容:1.工序编号:标识每个工序的唯一编号。
2.工序名称:描述每个工序的名称。
3.工序内容:详细描述每个工序的具体内容和要求。
4.工时:记录每个工序的预计加工时间。
5.工具设备:记录每个工序需要使用的工具和设备。
6.检验方法:记录每个工序的检验方法和标准。
7.完工标志:标识每个工序是否已经完成。
工序卡可以用于具体的生产操作,工人可以根据工序卡上的信息进行操作,并在完成后进行标记。
通过工序卡,生产部门可以清晰地了解每个工序的进度和质量情况,及时跟踪和调整生产计划。
综上所述,加工工艺过程卡片及工序卡是一种重要的生产管理工具。
它们可以帮助企业规范生产操作、提高生产效率和质量,并便于生产过程的记录和追溯。
对于企业来说,合理使用和管理这些工具是提高生产效率和质量的重要手段之一。
工艺过程卡、工艺卡、技术检验卡标准模板
硬度
零件净重
序号
检验内容
量具及检验夹具
标准量具
检验示意图(或检验说明)
名称
编号
车间主任
组长
检验科长
审核
共页
更改标记
更改文件
更改签字
日期
更改标记
更改文件
更改签字
日期
工艺科长
编制
第页
第二届中国兵器工业集团职业技能大赛机械加工技术检验卡模板(2)
XXX企业
技术检验卡
车间
工序号
零件号
工段
工序名称
零件名称
第二届中国兵器工业集团职业技能大赛机械加工工艺过程卡模板
XXX企业
机械加工工艺过程卡
产品型号
零件图号
产品名称
零件名称
第页
第页
材料牌号
毛坯种类
毛外形坯尺寸
毛坯件数
每台件数
备注
工序号
工序名称
车间
工段
设备
工艺装备
工时
准终
单件
设计
校对
审核
标准化
会签
表记
处数
更改文件号
签字
日期
表记
处数
更改文件号
签字
日期
第二届中国兵器工业集团职业技能大赛机械加工工艺卡模板(1)
XXX企业
机械加工工艺卡
产品型号
零件图号
产品图号
零件名称
共页
第页
车间
工序号
工序名称
材料牌号
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
设备名称
设备型号
设备编号
同时加工件数
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
品名工序下料数量
型号
产品
图号
所用材
料名称规格用量名称规格用量
所用设备剪板机或气割工具电动手砂轮机
所用检具卷尺或直尺、目测
工序图示或要求简述作业方法
按“图纸”、“剪板机操作规程”及“气焊(割)安全操作规程”、“电动手砂轮机
安全操作规程”要求
注意事项
拟制时间修改时间修改容及原因拟制审核批准
房士波玉斌
检验要求及
结论检验项目技术要求检验结论操作者/日期检验员/日期
尺寸按图纸要求:合格
房士波/ 外观表面无明显锈蚀,边缘打磨光滑合格
1. 按“图纸”、“电焊机操作规程”及 “电动手砂轮机安全操作规程”要求。
2. 焊接面对位准确,错位误差w 0.02mm 。
3.
焊接电流(A ): 4. 焊接电压(V ):
5. 气保压力(Mpa ):
封
头
焊
接
1. 按“图纸”、“电焊机操作规程”及 “电动手砂轮机安全操作规程”要求。
2. 焊接面对位准确,错位误差w 0.02mm 。
3.
焊接电流(A ): 4. 焊接电压(V ):
5. 气保压力(Mpa ):
管
件
焊
接
按“图纸”、“标准”要求及顺序进行部结构件的安装。
部
结
构
安
装
品名工序油漆数量
型号
产品图号
所用材
料名称规格用量名称规格用量
所用设备空压机工具喷枪及油漆刷
所用检具目测
工序图示或要求简述作业方法
按“图纸”、“标准”要求进行产品油漆防锈处理。
1.手工涂刷:
①•首先进行防锈底漆涂刷:要求涂刷均匀,无漏刷、涂刷后露底及油漆滴挂。
②•进行面漆涂刷:要求涂刷均匀,无漏刷、涂刷后露底及油漆滴挂。
2.喷漆:
①•首先进行防锈底漆喷涂:要求喷涂均匀,无漏喷、喷涂后露底及油漆滴挂。
②•进行面漆喷涂:要求喷涂均匀,无漏喷、喷涂后露底及油漆滴挂。
注意事项
拟制时间修改时间修改容及原因拟制审核批准
房士波玉斌
检验要求及
结论检验项目技术要求检验结论操作者/日期检验员/日期
防锈底漆均匀,无漏刷、涂刷后露底及油漆滴挂合格
房士波/ 面漆均匀,无漏刷、涂刷后露底及油漆滴挂合格
按“图纸”、“标准”规定要求进行产品整体组装或装配。
整
体
组
装
或
装
配
品名工序数量。