表面处理标注示例及说明
紧固件表面处理的说明

附录E(规范性附录 )螺纹部件上电镀层的标识代码,系统A注释:标识代码系统见第13章。
E.1 代码系统A下列代码系统是针对电镀层的。
X X X涂层金属(见表E.1)最小涂层厚度(见表E.2) 表面和铬酸盐处理(见表E.3)表E.1—涂层金属/合金涂层金属/合金名称符号 元素Zn 锌 ACd a镉 BCu 铜 CCuZn 黄铜 DNi b 镍 ENibCr r b镍铬 FCuNib b铜镍 GCuNi b Crr b铜镍铬c HSn 锡 JCuSn 铜锡(青铜) KAg 银 LCuAg 铜银 NZiNi 锌银 PZnCo 锌钴 QZnFe 锌铁 Ra.在某些国家,镉的使用是受限制或被禁止的。
b.ISO分类代码见ISO 1456c.铬的厚度大约为0,3μm表E.2—涂层厚度(整个镀层的厚度) 单位:μm涂层厚度μm标识 1种涂层金属 2种涂层金属a无涂层厚度要求 — 03 — 15 2+3 28 3+5 310 4+6 912 4+8 415 5+10 520 8+12 625 10+15 730 12+18 8a对第1和2层涂金属厚度的规定适用于所有涂层混合型式,除了铬在外层,且厚度总是0,3μm表E.3—表面和铬酸盐处理表面情况 采用铬酸盐的钝化处理a:典型颜色 标识无彩色 A蓝色或蓝色虹彩b B 暗黄色到黄褐色,虹彩 C橄榄褐到橄榄棕 D无彩色 E蓝色或蓝色虹彩b F 半暗黄色到黄褐色,虹彩 G橄榄褐到橄榄棕 H无彩色 J蓝色或蓝色虹彩b K 亮黄色到黄褐色,虹彩 L橄榄褐到橄榄棕 M 高亮 无彩色 N可选择 如B,C或D P暗 棕黑色到黑色 R半亮 棕黑色到黑色 S亮 棕黑色到黑色 T 全面层 无铬颜色处理c Ua,钝化处理可能只用于锌或镉涂层;b,只在锌涂层中采用;c,此涂层举例:A5UE.2 标识举例:带镀锌层的,六角头螺栓ISO 4014—M10×60—8.8(见表E.1中的A),它具有的最小涂层厚度为5μm(见表E.2),亮度条件“亮”,经铬酸盐处理后为黄色虹彩色(见表E.3中的L),则整个标识应表示为:六角头螺栓ISO 4014—M10×60—8.8—A2L注释1:如未明确的要求最小涂层厚度,则涂层符号,根据表E.2,如表示为“O”,如AOP,因此代码号包含整个标识信息,符号“0”用于M1,6以下相应的螺纹部件,或其它非常小的部件。
表面粗糙度、镀涂和热处理的代符号及其标注

表面粗糙度的评定参数
轮廓算术平均偏差(Ra)
轮廓最大高度(Rz)
在取样长度内,轮廓偏距绝对值的算术平 均值。
在一个取样长度内,最大轮廓峰高与最大 轮廓谷深之和的高度。
微观不平度十点高度(Rp)
轮廓分度值(Rq)
在一个取样长度内,五个最大的轮廓峰高 与五个最大的轮廓谷深之和的平均值。
轮廓的最大高度与取样长度的平方根之比 。
02 化学镀
包括化学镀铜、化学镀镍等,适用于复杂零件和 难以电镀的表面。
03 热镀
包括热浸锌、热浸铝等,常用于大型结构件和管 道防腐。
镀涂的符号及标注
国际标准符号及标注
根据国际标准ISO 18607-1:2017,常见的镀涂符号包括电镀铬(Cr)、电镀锌(Zn)、电镀镍 (Ni)等,标注时需注明镀层厚度和工艺参数。
中国标准符号及标注
根据中国国家标准GB/T 13911-2002,常见的镀涂符号包括热浸锌(HDG)、热浸铝(HDL) 等,标注时需注明材料、工艺参数和镀层厚度。
03
热处理
热处理的定义和分类
热处理定义
通过加热、保温和冷却的方式改变金 属材料的内部组织结构,以达到改善 其力学性能、提高耐腐蚀性等目的的 过程。
回火
将淬火后的金属加热至低于淬火温度 的某一温度范围,保温一段时间后冷 却,以稳定组织、消除内应力并提高 韧性。
热处理的符号及标注
符号
热处理的符号通常由一个或两个字母表示,如"H"表示淬火,"S"表示回火, "T"表示退火等。
标注
在图纸或技术文件中,热处理的符号应标注在相应的零件或材料的后面,标注 方式应符合相关标准或规范。例如,"45钢正火处理"可标注为"45钢 HBS220"。
表面粗糙度标注示例
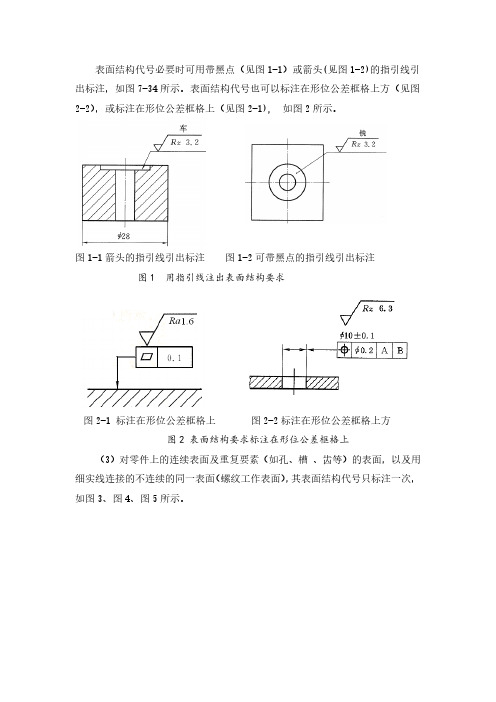
表面结构代号必要时可用带黑点(见图1-1)或箭头(见图1-2)的指引线引出标注,如图7-34所示。
表面结构代号也可以标注在形位公差框格上方(见图2-2),或标注在形位公差框格上(见图2-1), 如图2所示。
图1-1箭头的指引线引出标注图1-2可带黑点的指引线引出标注图1 用指引线注出表面结构要求图2-1 标注在形位公差框格上图2-2标注在形位公差框格上方图2 表面结构要求标注在形位公差框格上(3)对零件上的连续表面及重复要素(如孔、槽、齿等)的表面,以及用细实线连接的不连续的同一表面(螺纹工作表面),其表面结构代号只标注一次,如图3、图4、图5所示。
(a)(b)(c)图3 连续表面结构及重复要求的标注图4不连续的同一表面的注法图5 螺纹工作表面的注法图6 标注在圆柱特征的延长线上(4)圆柱和棱柱的表面结构要求只注一次,如图6所示;如果每个圆柱和棱柱表面有不同的表面结构要求,则应单独标注,如图7所示。
图7 圆柱和棱柱表面结构要求的标注(5)对同一表面,但有不同的表面粗糙度值要求时,须用细实线画出其分界线,并注出相应的表面结构代号和数值,如图8所示。
图8 同一表面有不同表面结构要求的标注2.表面结构要求的简化注法1)相同表面结构要求的简化注法当零件的多数表面(或所有表面)具有相同的表面结构要求时,其表面结构要求可统一注写在图样标题栏附近,而表面结构要求的符号后面应有圆括号,圆括号内给出无任何其他标注的基本符号,如图9所示;或在圆括号内给出不同的表面结构要求,如图10所示。
不同的表面结构要求应直接标注在图形中,如图9、10所示。
图9 表面结构要求的简化注法(一)图10 表面结构要求的简化注法(二)2)简化注法当多个表面有相同的表面结构要求,或图纸空间有限时,可以采用简化标注。
(1)可用带字母的完整图形符号,以等式的形式给出对多个表面共同的表面结构要求,如图11所示。
图11 图纸空间有限时的简化标注(2)当采用基本图形符号、扩展图形符号即可说明表面结构要求时,可直接用标注表面结构的基本图形符号和扩展图形符号的简化方式,并以等式的形式说明相应的表面结要求,如图12所示。
表面处理表示方法及选择应用
铬酸阳极氧化
15.
Et·A(S)40hd
硫酸硬质阳极氧化
1~1.5μm
16.
Ct·Ocd
化学导电氧化
发蓝
17.
Ct·Ph
磷化
18.
Ct·O
钢铁化学氧化
发蓝
19.
Ct·P
化学钝化
不锈钢、铜
常用镀覆层的标志新旧对照表
金属镀覆和化学
新标志
旧标志
备注
处理方法类别
GJB/Z594A-2000
HB5033-76
Ep·NiCu(78)-Zn
D·Ni/78CuZn
电镀镍
Ep·Ni
D·Ni
多层电镀镍
Ep·CuNid
D·Cu/Ni
多层全光亮镀铬
Ep·CuNiCrb
D·L3Cu/Ni/Cr
Ep·NiCrb
D·L3Ni/Cr
钢材化学氧化
Ct·O
H·Y
电镀铬
Ep·Cr
D·Cr
多层电镀铬
Ep·CuNiCr
D·Cu/Ni/Cr
铜材化学氧化
Ct·O
H·Y
也适用于铝材
铜材化学钝化
Ct·P
H·D
铜、不锈钢、钛材
铝材导电氧化
Ct·Ocd
H·DY
铝材电化学氧化
Et·A
D·Y
铝材光亮电化学氧化
Et·Ab
D·L3Y
铝材电化学氧化后铬酸盐封闭
Et·A·Cs
D·Y·GF
铝材电化学氧化后着色
Et·A·Cl
D·Y·Z
铝材绝缘电化学氧化
Et·Ai
零件或构件在工作过程中,由于其表面的磨损、腐蚀和疲劳造成了十分惊人的经济损失,因而我们技术工作者用物理、化学、机械等方法来改变零构件表面的组织成分,即表面处理,获得要求的性能,以提高产品的可靠性或延长其寿命。
表面处理标注.

表面处理标注示例及有关说明1 黑色金属表面氧化处理标注示例化学氧化:C t·O WJ461-1995暗面化学氧化:C t·Om WJ461-1995无光缎面化学氧化:C t·OSt3 WJ461-1995半光亮化学氧化:C t·OS WJ461-1995光亮化学氧化:C t·Ob WJ461-19952 铜及铜合金表面氧化处理标注示例氨液氧化:Ct·O(A) WJ462-1995暗面氨液氧化:Ct·O(A)m WJ462-1995无光缎面氨液氧化:Ct·O(A)St3 WJ462-1995半光亮氨液氧化:Ct·O(A)S WJ462-1995过硫酸盐氧化:Ct·O(G) WJ462-1995暗面过硫酸盐氧化:Ct·O(G)m WJ462-1995无光缎面过硫酸盐氧化:Ct·O(G)St3 WJ462-1995 半光亮过硫酸盐氧化:Ct·O(G)S WJ462-1995电解氧化:Et·O(E) WJ462-1995暗面电解氧化:Et·O(E)m WJ462-1995无光缎面电解氧化:Et·O(E)St3 WJ462-1995半光亮电解氧化:Et·O(E)S WJ462-1995钝化:Ct·P WJ462-1995注 1:只有含铜57%~70%的黄铜才能获得良好的氨液氧化膜,适用于与光学零件接触的零件。
注2:电解氧化和过硫酸盐氧化,比氨液氧化膜后,主要适用于铜、青铜及某些难于进行氨液氧化的黄铜。
3 铝及铝合金表面阳极氧化处理标注示例阳极氧化:Et·A WJ463-1995硫酸阳极氧化: Et·A(S) WJ463-1995铬酸阳极氧化:Et·A(Cr)WJ463-1995磷酸阳极氧化:Et·A(P) WJ463-1995草酸阳极氧化: Et·A(O) WJ463-1995蓝色光亮阳极氧化:Et·Ab·CI(BU) WJ463-1995黑色阳极氧化: Et·A·CI(BK) WJ463-1995黑色半光亮阳极氧化:Et·AS·CI(BK) WJ463-1995黑色暗面阳极氧化:Et·Am·CI(BK)WJ463-1995黑色细光缎面阳极氧化:Et·ASt1·CI(BK) WJ463-1995黑色粗光缎面阳极氧化:Et·ASt2·CI(BK) WJ463-1995黑色无光缎面阳极氧化:Et·ASt3·CI(BK) WJ463-1995黑色硫酸阳极氧化:Et·A(S)·CI(BK) WJ463-1995黑色光亮硫酸阳极氧化:Et·A(S)b·CI(BK) WJ463-1995黑色半光亮硫酸阳极氧化:Et·A(S)S·CI(BK) WJ463-1995黑色暗面硫酸阳极氧化:Et·A(S)m·CI(BK) WJ463-1995黑色细光缎面硫酸阳极氧化:Et·A(S)St1· CI(BK)WJ463-1995黑色粗光缎面硫酸阳极氧化:Et·A(S)St2· CI(BK)WJ463-1995 黑色无光缎面硫酸阳极氧化:Et·A(S)St3·CI(BK)WJ463-1995黑色铬酸阳极氧化:Et·A(Cr)·CI(BK) WJ463-1995黑色光亮铬酸阳极氧化:Et·A(Cr)b·CI(BK) WJ463-1995黑色半光亮铬酸阳极氧化:Et·A(Cr)S·CI(BK) WJ463-1995黑色暗面铬酸阳极氧化:Et·A(Cr)m·CI(BK) WJ463-1995黑色细光铬酸阳极氧化:Et·A(Cr)St1·CI(BK)WJ463-1995黑色粗光铬酸阳极氧化:Et·A(Cr)St2·CI(BK)WJ463-1995黑色无光铬酸阳极氧化:Et·A(Cr)St3·CI(BK) WJ463-1995黑色磷酸阳极氧化:Et·A(P)·CI(BK) WJ463-1995黑色光亮磷酸阳极氧化:Et·A(P)b·CI(BK) WJ463-1995黑色半光亮磷酸阳极氧化:Et·A(P)S·CI(BK) WJ463-1995黑色暗面磷酸阳极氧化:Et·A(P)m·CI(BK) WJ463-1995黑色细光磷酸阳极氧化:Et·A(P)St1·CI(BK) WJ463-1995黑色粗光磷酸阳极氧化:Et·A(P)St2·CI(BK) WJ463-1995黑色无光磷酸阳极氧化:Et·A(P)St3·CI(BK) WJ463-1995黑色草酸阳极氧化:Et·A(O)·CI(BK) WJ463-1995黑色光亮草酸阳极氧化:Et·A(O)b·CI(BK) WJ463-1995黑色半光亮草酸阳极氧化:Et·A(O)S·CI(BK) WJ463-1995黑色暗面草酸阳极氧化:Et·A(O)m·CI(BK) WJ463-1995黑色细光草酸阳极氧化:Et·A(O)St1·CI(BK) WJ463-1995黑色粗光草酸阳极氧化:Et·A(O)St2·CI(BK) WJ463-1995黑色无光草酸阳极氧化:Et·A(O)St3·CI(BK) WJ463-19954 铝及铝合金表面硬质阳极氧化处理标注示例硬质阳极氧化:D·YY WJ2017-1991喷粗砂后进行硬质阳极氧化:D·U1YY WJ2017-1991喷细砂后进行硬质阳极氧化:D·U3YY WJ2017-19915 黑镍电镀层表面处理标注示例钢质零件采用镀锌底层后无光缎面镀黑镍:E P·NibkSt3 WJ454-1995 钢质零件采用镀铜底层后半光亮镀黑镍:E P·NibkS WL454-1995钢质零件采用镀铜底层后光亮镀黑镍:E P·Nibkb WJ454-1995铜质零件镀黑镍:E P·Nibk WJ454-1995铜质零件采用镀镍底层后无光缎面镀黑镍:E P·NibkSt3 WJ454-1995 铜或钢质零件暗面镀黑镍:E P·Nibkm WJ454-19956 镍电镀层表面处理标注示例钢质零件,使用条件为中等,采用无光缎面镀镍:E P·Cu20Ni10St3 WJ455-1995铜质零件,使用条件为轻度,采用细光缎面镀镍:E P· Ni5St1WJ455-1995钢质零件,使用条件为轻度,采用低锡青铜为底层的粗光缎面镀镍:E P·Cu(85)-Sn(15)Ni10St2WJ455-19957 铬电镀层表面处理标注示例铜质零件,使用条件为轻度,采用细光缎面镀铬:Ep·Cr5 St1WJ456-1995铜质零件,使用条件为轻度,采用无光缎面镀铬:Ep·Cr5 St3WJ456-1995钢质零件,使用条件为中等,采用铜、镍为中间层的缎面镀铬:Ep·Cu20Ni10Cr0.5St WJ456-1995或Ep· Cr(30)St WJ456-1995钢质零件,使用条件为中等,采用低锡青铜为中间层的粗光缎面镀铬:E P·Cu(85)-Sn(15)Cr5St2WJ456-1995钢质零件,使用条件为极严酷,由铜、光亮镍、微裂纹铬组成的多层镀覆电镀层:E P·Cu20Ni25bCr0.5mc WJ456-1995或E P· Cr(45)mc WJ456-1995钢质零件,使用条件为极严酷,由铜、光亮镍、硬铬组成的多层镀覆电镀层:E P·Cu20Ni25bCrhd WJ456-1995或E P· Cr(45)hd WJ456-1995注:“mc”符号表示微裂纹,“hd”符号表示硬质钢质零件,使用条件为极严酷,由铜、光亮镍、乳白铬组成的多层镀覆电镀层:E P·Cu20Ni25bCrO WJ456-1995或E P· Cr(45)O WJ456-19958 镉电镀层表面处理标注示例钢质零件,使用条件为中等,彩色钝化处理的无光缎面镉镀层:E P·Cd12St3·c2C WJ457-1995黄铜零件,使用条件轻度,不进行后处理的暗面镉镀层:E P·Cd8m WJ457-1995注:“c2C”分别表示要进行后处理的符号(c)分级(2)类型(C)。
表面粗糙度标注示例Vppt课件
表面处理和热处理在图上的标注(二)
抛光
重复要素粗糙度注法
连续表面粗糙度注法
同一表面粗糙度 要求不同的注法
齿轮工作表面的粗糙 度注法
齿轮、花键、螺纹工作表面的粗糙度注法
镀(涂)覆或其它表面处理的表面粗糙度标注方法
a
a1
a a1
35~45 HRC
渗碳深度0.7~0.9,56~62HRC
表面处理和热处理在图上的标注(一)
技术要求
M
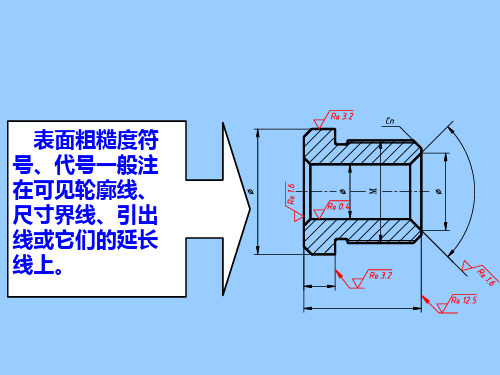
表面粗糙度符 号、代号一般注 在可见轮廓线、 尺寸界线、引出 线或它们的延长 线上。
表面粗糙 度代号中数 字及符号的 方向必须按 规定标注。
地位狭小 或不便标注 时,符号、 代号可以引 出标注
两侧同时加工
相同表面粗糙度统一标注方法
=
省B3.15
R
中心孔、键槽、圆角、倒角的表面粗糙度代号简化注法
表面处理标注
表面处理标注示例及有关说明1 黑色金属表面氧化处理标注示例化学氧化:C t·O WJ461-1995暗面化学氧化:C t·Om WJ461-1995无光缎面化学氧化:C t·OSt3 WJ461-1995半光亮化学氧化:C t·OS WJ461-1995光亮化学氧化:C t·Ob WJ461-19952 铜及铜合金表面氧化处理标注示例氨液氧化:Ct·O(A) WJ462-1995暗面氨液氧化:Ct·O(A)m WJ462-1995无光缎面氨液氧化:Ct·O(A)St3 WJ462-1995半光亮氨液氧化:Ct·O(A)S WJ462-1995过硫酸盐氧化:Ct·O(G) WJ462-1995暗面过硫酸盐氧化:Ct·O(G)m WJ462-1995无光缎面过硫酸盐氧化:Ct·O(G)St3 WJ462-1995 半光亮过硫酸盐氧化:Ct·O(G)S WJ462-1995电解氧化:Et·O(E) WJ462-1995暗面电解氧化:Et·O(E)m WJ462-1995无光缎面电解氧化:Et·O(E)St3 WJ462-1995半光亮电解氧化:Et·O(E)S WJ462-1995钝化:Ct·P WJ462-1995注 1:只有含铜57%~70%的黄铜才能获得良好的氨液氧化膜,适用于与光学零件接触的零件。
注2:电解氧化和过硫酸盐氧化,比氨液氧化膜后,主要适用于铜、青铜及某些难于进行氨液氧化的黄铜。
3 铝及铝合金表面阳极氧化处理标注示例阳极氧化:Et·A WJ463-1995硫酸阳极氧化: Et·A(S) WJ463-1995铬酸阳极氧化:Et·A(Cr)WJ463-1995磷酸阳极氧化:Et·A(P) WJ463-1995草酸阳极氧化: Et·A(O) WJ463-1995蓝色光亮阳极氧化:Et·Ab·CI(BU) WJ463-1995黑色阳极氧化: Et·A·CI(BK) WJ463-1995黑色半光亮阳极氧化:Et·AS·CI(BK) WJ463-1995黑色暗面阳极氧化:Et·Am·CI(BK)WJ463-1995黑色细光缎面阳极氧化:Et·ASt1·CI(BK) WJ463-1995黑色粗光缎面阳极氧化:Et·ASt2·CI(BK) WJ463-1995黑色无光缎面阳极氧化:Et·ASt3·CI(BK) WJ463-1995黑色硫酸阳极氧化:Et·A(S)·CI(BK) WJ463-1995黑色光亮硫酸阳极氧化:Et·A(S)b·CI(BK) WJ463-1995黑色半光亮硫酸阳极氧化:Et·A(S)S·CI(BK) WJ463-1995黑色暗面硫酸阳极氧化:Et·A(S)m·CI(BK) WJ463-1995黑色细光缎面硫酸阳极氧化:Et·A(S)St1· CI(BK)WJ463-1995黑色粗光缎面硫酸阳极氧化:Et·A(S)St2· CI(BK)WJ463-1995 黑色无光缎面硫酸阳极氧化:Et·A(S)St3·CI(BK)WJ463-1995黑色铬酸阳极氧化:Et·A(Cr)·CI(BK) WJ463-1995黑色光亮铬酸阳极氧化:Et·A(Cr)b·CI(BK) WJ463-1995黑色半光亮铬酸阳极氧化:Et·A(Cr)S·CI(BK) WJ463-1995黑色暗面铬酸阳极氧化:Et·A(Cr)m·CI(BK) WJ463-1995黑色细光铬酸阳极氧化:Et·A(Cr)St1·CI(BK)WJ463-1995黑色粗光铬酸阳极氧化:Et·A(Cr)St2·CI(BK)WJ463-1995黑色无光铬酸阳极氧化:Et·A(Cr)St3·CI(BK) WJ463-1995黑色磷酸阳极氧化:Et·A(P)·CI(BK) WJ463-1995黑色光亮磷酸阳极氧化:Et·A(P)b·CI(BK) WJ463-1995黑色半光亮磷酸阳极氧化:Et·A(P)S·CI(BK) WJ463-1995黑色暗面磷酸阳极氧化:Et·A(P)m·CI(BK) WJ463-1995黑色细光磷酸阳极氧化:Et·A(P)St1·CI(BK) WJ463-1995黑色粗光磷酸阳极氧化:Et·A(P)St2·CI(BK) WJ463-1995黑色无光磷酸阳极氧化:Et·A(P)St3·CI(BK) WJ463-1995黑色草酸阳极氧化:Et·A(O)·CI(BK) WJ463-1995黑色光亮草酸阳极氧化:Et·A(O)b·CI(BK) WJ463-1995黑色半光亮草酸阳极氧化:Et·A(O)S·CI(BK) WJ463-1995黑色暗面草酸阳极氧化:Et·A(O)m·CI(BK) WJ463-1995黑色细光草酸阳极氧化:Et·A(O)St1·CI(BK) WJ463-1995黑色粗光草酸阳极氧化:Et·A(O)St2·CI(BK) WJ463-1995黑色无光草酸阳极氧化:Et·A(O)St3·CI(BK) WJ463-19954 铝及铝合金表面硬质阳极氧化处理标注示例硬质阳极氧化:D·YY WJ2017-1991喷粗砂后进行硬质阳极氧化:D·U1YY WJ2017-1991喷细砂后进行硬质阳极氧化:D·U3YY WJ2017-19915 黑镍电镀层表面处理标注示例钢质零件采用镀锌底层后无光缎面镀黑镍:E P·NibkSt3 WJ454-1995 钢质零件采用镀铜底层后半光亮镀黑镍:E P·NibkS WL454-1995钢质零件采用镀铜底层后光亮镀黑镍:E P·Nibkb WJ454-1995铜质零件镀黑镍:E P·Nibk WJ454-1995铜质零件采用镀镍底层后无光缎面镀黑镍:E P·NibkSt3 WJ454-1995 铜或钢质零件暗面镀黑镍:E P·Nibkm WJ454-19956 镍电镀层表面处理标注示例钢质零件,使用条件为中等,采用无光缎面镀镍:E P·Cu20Ni10St3 WJ455-1995铜质零件,使用条件为轻度,采用细光缎面镀镍:E P· Ni5St1WJ455-1995钢质零件,使用条件为轻度,采用低锡青铜为底层的粗光缎面镀镍:E P·Cu(85)-Sn(15)Ni10St2WJ455-19957 铬电镀层表面处理标注示例铜质零件,使用条件为轻度,采用细光缎面镀铬:Ep·Cr5 St1WJ456-1995铜质零件,使用条件为轻度,采用无光缎面镀铬:Ep·Cr5 St3WJ456-1995钢质零件,使用条件为中等,采用铜、镍为中间层的缎面镀铬:Ep·Cu20Ni10Cr0.5St WJ456-1995或Ep· Cr(30)St WJ456-1995钢质零件,使用条件为中等,采用低锡青铜为中间层的粗光缎面镀铬:E P·Cu(85)-Sn(15)Cr5St2WJ456-1995钢质零件,使用条件为极严酷,由铜、光亮镍、微裂纹铬组成的多层镀覆电镀层:E P·Cu20Ni25bCr0.5mc WJ456-1995或E P· Cr(45)mc WJ456-1995钢质零件,使用条件为极严酷,由铜、光亮镍、硬铬组成的多层镀覆电镀层:E P·Cu20Ni25bCrhd WJ456-1995或E P· Cr(45)hd WJ456-1995注:“mc”符号表示微裂纹,“hd”符号表示硬质钢质零件,使用条件为极严酷,由铜、光亮镍、乳白铬组成的多层镀覆电镀层:E P·Cu20Ni25bCrO WJ456-1995或E P· Cr(45)O WJ456-19958 镉电镀层表面处理标注示例钢质零件,使用条件为中等,彩色钝化处理的无光缎面镉镀层:E P·Cd12St3·c2C WJ457-1995黄铜零件,使用条件轻度,不进行后处理的暗面镉镀层:E P·Cd8m WJ457-1995注:“c2C”分别表示要进行后处理的符号(c)分级(2)类型(C)。
表面处理标注
表⾯处理标注表⾯处理标注⽰例及有关说明1 ⿊⾊⾦属表⾯氧化处理标注⽰例化学氧化:C t·O WJ461-1995暗⾯化学氧化:C t·Om WJ461-1995⽆光缎⾯化学氧化:C t·OSt3 WJ461-1995半光亮化学氧化:C t·OS WJ461-1995光亮化学氧化:C t·Ob WJ461-19952 铜及铜合⾦表⾯氧化处理标注⽰例氨液氧化:Ct·O(A) WJ462-1995暗⾯氨液氧化:Ct·O(A)m WJ462-1995⽆光缎⾯氨液氧化:Ct·O(A)St3 WJ462-1995半光亮氨液氧化:Ct·O(A)S WJ462-1995过硫酸盐氧化:Ct·O(G) WJ462-1995暗⾯过硫酸盐氧化:Ct·O(G)m WJ462-1995⽆光缎⾯过硫酸盐氧化:Ct·O(G)St3 WJ462-1995 半光亮过硫酸盐氧化:Ct·O(G)S WJ462-1995电解氧化:Et·O(E) WJ462-1995暗⾯电解氧化:Et·O(E)m WJ462-1995⽆光缎⾯电解氧化:Et·O(E)St3 WJ462-1995半光亮电解氧化:Et·O(E)S WJ462-1995钝化:Ct·P WJ462-1995注 1:只有含铜57%~70%的黄铜才能获得良好的氨液氧化膜,适⽤于与光学零件接触的零件。
注2:电解氧化和过硫酸盐氧化,⽐氨液氧化膜后,主要适⽤于铜、青铜及某些难于进⾏氨液氧化的黄铜。
3 铝及铝合⾦表⾯阳极氧化处理标注⽰例阳极氧化:Et·A WJ463-1995硫酸阳极氧化: Et·A(S) WJ463-1995铬酸阳极氧化:Et·A(Cr)WJ463-1995磷酸阳极氧化:Et·A(P) WJ463-1995草酸阳极氧化: Et·A(O) WJ463-1995蓝⾊光亮阳极氧化:Et·Ab·CI(BU) WJ463-1995⿊⾊阳极氧化: Et·A·CI(BK) WJ463-1995⿊⾊半光亮阳极氧化:Et·AS·CI(BK) WJ463-1995⿊⾊暗⾯阳极氧化:Et·Am·CI(BK)WJ463-1995⿊⾊细光缎⾯阳极氧化:Et·ASt1·CI(BK) WJ463-1995⿊⾊粗光缎⾯阳极氧化:Et·ASt2·CI(BK) WJ463-1995⿊⾊⽆光缎⾯阳极氧化:Et·ASt3·CI(BK) WJ463-1995⿊⾊硫酸阳极氧化:Et·A(S)·CI(BK) WJ463-1995⿊⾊光亮硫酸阳极氧化:Et·A(S)b·CI(BK) WJ463-1995⿊⾊半光亮硫酸阳极氧化:Et·A(S)S·CI(BK) WJ463-1995⿊⾊暗⾯硫酸阳极氧化:Et·A(S)m·CI(BK) WJ463-1995⿊⾊细光缎⾯硫酸阳极氧化:Et·A(S)St1· CI(BK)WJ463-1995⿊⾊粗光缎⾯硫酸阳极氧化:Et·A(S)St2·CI(BK)WJ463-1995 ⿊⾊⽆光缎⾯硫酸阳极氧化:Et·A(S)St3·CI(BK)WJ463-1995⿊⾊铬酸阳极氧化:Et·A(Cr)·CI(BK) WJ463-1995⿊⾊光亮铬酸阳极氧化:Et·A(Cr)b·CI(BK) WJ463-1995⿊⾊半光亮铬酸阳极氧化:Et·A(Cr)S·CI(BK) WJ463-1995⿊⾊暗⾯铬酸阳极氧化:Et·A(Cr)m·CI(BK) WJ463-1995⿊⾊细光铬酸阳极氧化:Et·A(Cr)St1·CI(BK)WJ463-1995⿊⾊粗光铬酸阳极氧化:Et·A(Cr)St2·CI(BK)WJ463-1995⿊⾊⽆光铬酸阳极氧化:Et·A(Cr)St3·CI(BK) WJ463-1995⿊⾊磷酸阳极氧化:Et·A(P)·CI(BK) WJ463-1995⿊⾊光亮磷酸阳极氧化:Et·A(P)b·CI(BK) WJ463-1995⿊⾊半光亮磷酸阳极氧化:Et·A(P)S·CI(BK) WJ463-1995⿊⾊暗⾯磷酸阳极氧化:Et·A(P)m·CI(BK) WJ463-1995⿊⾊细光磷酸阳极氧化:Et·A(P)St1·CI(BK) WJ463-1995⿊⾊粗光磷酸阳极氧化:Et·A(P)St2·CI(BK) WJ463-1995⿊⾊⽆光磷酸阳极氧化:Et·A(P)St3·CI(BK) WJ463-1995⿊⾊草酸阳极氧化:Et·A(O)·CI(BK) WJ463-1995⿊⾊光亮草酸阳极氧化:Et·A(O)b·CI(BK) WJ463-1995⿊⾊半光亮草酸阳极氧化:Et·A(O)S·CI(BK) WJ463-1995⿊⾊暗⾯草酸阳极氧化:Et·A(O)m·CI(BK) WJ463-1995⿊⾊细光草酸阳极氧化:Et·A(O)St1·CI(BK) WJ463-1995⿊⾊粗光草酸阳极氧化:Et·A(O)St2·CI(BK) WJ463-1995⿊⾊⽆光草酸阳极氧化:Et·A(O)St3·CI(BK) WJ463-19954 铝及铝合⾦表⾯硬质阳极氧化处理标注⽰例硬质阳极氧化:D·YY WJ2017-1991喷粗砂后进⾏硬质阳极氧化:D·U1YY WJ2017-1991喷细砂后进⾏硬质阳极氧化:D·U3YY WJ2017-19915 ⿊镍电镀层表⾯处理标注⽰例钢质零件采⽤镀锌底层后⽆光缎⾯镀⿊镍:E P·NibkSt3 WJ454-1995 钢质零件采⽤镀铜底层后半光亮镀⿊镍:E P·NibkS WL454-1995钢质零件采⽤镀铜底层后光亮镀⿊镍:E P·Nibkb WJ454-1995铜质零件镀⿊镍:E P·Nibk WJ454-1995铜质零件采⽤镀镍底层后⽆光缎⾯镀⿊镍:E P·NibkSt3 WJ454-1995 铜或钢质零件暗⾯镀⿊镍:E P·Nibkm WJ454-1995 6 镍电镀层表⾯处理标注⽰例钢质零件,使⽤条件为中等,采⽤⽆光缎⾯镀镍:E P·Cu20Ni10St3 WJ455-1995铜质零件,使⽤条件为轻度,采⽤细光缎⾯镀镍:E P· Ni5St1WJ455-1995钢质零件,使⽤条件为轻度,采⽤低锡青铜为底层的粗光缎⾯镀镍:E P·Cu(85)-Sn(15)Ni10St2WJ455-19957 铬电镀层表⾯处理标注⽰例铜质零件,使⽤条件为轻度,采⽤细光缎⾯镀铬:Ep·Cr5 St1WJ456-1995铜质零件,使⽤条件为轻度,采⽤⽆光缎⾯镀铬:Ep·Cr5 St3WJ456-1995钢质零件,使⽤条件为中等,采⽤铜、镍为中间层的缎⾯镀铬:Ep·Cu20Ni10Cr0.5St WJ456-1995或Ep· Cr(30)St WJ456-1995钢质零件,使⽤条件为中等,采⽤低锡青铜为中间层的粗光缎⾯镀铬:E P·Cu(85)-Sn(15)Cr5St2WJ456-1995钢质零件,使⽤条件为极严酷,由铜、光亮镍、微裂纹铬组成的多层镀覆电镀层:E P·Cu20Ni25bCr0.5mc WJ456-1995或E P· Cr(45)mc WJ456-1995钢质零件,使⽤条件为极严酷,由铜、光亮镍、硬铬组成的多层镀覆电镀层:E P·Cu20Ni25bCrhd WJ456-1995或E P· Cr(45)hd WJ456-1995注:“mc”符号表⽰微裂纹,“hd”符号表⽰硬质钢质零件,使⽤条件为极严酷,由铜、光亮镍、乳⽩铬组成的多层镀覆电镀层:E P·Cu20Ni25bCrO WJ456-1995或E P· Cr(45)O WJ456-19958 镉电镀层表⾯处理标注⽰例钢质零件,使⽤条件为中等,彩⾊钝化处理的⽆光缎⾯镉镀层:E P·Cd12St3·c2C WJ457-1995黄铜零件,使⽤条件轻度,不进⾏后处理的暗⾯镉镀层:E P·Cd8m WJ457-1995注:“c2C”分别表⽰要进⾏后处理的符号(c)分级(2)类型(C)。
表面处理的标注
表面处理零件或构件在工作过程中,由于其表面的磨损、腐蚀和疲劳造成了十分惊人的经济损失,因而我们技术工作者用物理、化学、机械等方法来改变零构件表面的组织成分,即表面处理,获得要求的性能,以提高产品的可靠性或延长其寿命。
另外通过表面处理还可以充分发挥材料的潜力和节约能源,降低生产成本。
所以设计者在进行零件、构件设计时应充分合理的选择各种表面处理。
今天在这里介绍常用金属的镀覆、化学、电化学处理层的表示方法,包括内容有:镀锌、镀铜、镀镍、镀镉、氧化、磷化、钝化等,按GB/T13911-1992的统一规定。
技术工作者一定要注意到国家正处在向国际通行标准接轨,旧的标准不断修订,新的标准不断颁布。
所以我们的图纸和技术文件努力把现行的最新国家标准贯彻到图中去,以跟上时代发展的步伐。
1、金属镀覆和化学处理表面方法用的各种符号1)基体材料表示符号(常用基体材料)材料名称符号铁、铜Fe铜、铜合金Cu铝、铝合金Al锌、锌合金Zn镁、镁合金Mg钛、钛合金Ti塑料PL(国际通用缩写)金属材料化学元素符号表示:合金材料用其主要成分的化学元素符号表示,非金属材料用国际通用缩写字母表示。
2)镀覆方法处理方法表示符号:方法名称符号(英文缩写)电镀Ep化学镀Ap电化学处理Et化学处理Ct3)化学和电化学处理名称的表示符号处理名称符号钝化P(不能理解为元素符号磷)氧化O电解着色Ec磷化Ph阳极氧化 A电镀锌铬酸盐处理 Ca.电镀锌光亮铬酸盐处理C1Ab.电镀锌彩虹铬酸盐处理C1B (漂白型)常用c.电镀锌彩虹铬酸盐处理C2C (彩虹型)常用d.电镀锌深色铬酸盐处理C2D(符号-C;分级1、2;类型:A.B.C.D)2、金属镀覆和化学、电化学的表示方法(在图纸上的标记)1)金属镀覆表示方法:示例:例1.Fe/Ep.CuN15bCy0.3mc.(钢材,电镀铜10μm,光亮镍15μm,微裂纹铬0.3μm)例2. Fe/Ep.Zn7.C2C(钢材。
(整理)表面处理的标注
表面处理零件或构件在工作过程中,由于其表面的磨损、腐蚀和疲劳造成了十分惊人的经济损失,因而我们技术工作者用物理、化学、机械等方法来改变零构件表面的组织成分,即表面处理,获得要求的性能,以提高产品的可靠性或延长其寿命。
另外通过表面处理还可以充分发挥材料的潜力和节约能源,降低生产成本。
所以设计者在进行零件、构件设计时应充分合理的选择各种表面处理。
今天在这里介绍常用金属的镀覆、化学、电化学处理层的表示方法,包括内容有:镀锌、镀铜、镀镍、镀镉、氧化、磷化、钝化等,按GB/T13911-1992的统一规定。
技术工作者一定要注意到国家正处在向国际通行标准接轨,旧的标准不断修订,新的标准不断颁布。
所以我们的图纸和技术文件努力把现行的最新国家标准贯彻到图中去,以跟上时代发展的步伐。
1、金属镀覆和化学处理表面方法用的各种符号1)基体材料表示符号(常用基体材料)材料名称符号铁、铜Fe铜、铜合金Cu铝、铝合金Al锌、锌合金Zn镁、镁合金Mg钛、钛合金Ti塑料PL(国际通用缩写)金属材料化学元素符号表示:合金材料用其主要成分的化学元素符号表示,非金属材料用国际通用缩写字母表示。
2)镀覆方法处理方法表示符号:方法名称符号(英文缩写)电镀Ep化学镀Ap电化学处理Et化学处理Ct3)化学和电化学处理名称的表示符号处理名称符号钝化P(不能理解为元素符号磷)氧化O电解着色Ec磷化Ph阳极氧化 A电镀锌铬酸盐处理 Ca.电镀锌光亮铬酸盐处理C1Ab.电镀锌彩虹铬酸盐处理C1B (漂白型)常用c.电镀锌彩虹铬酸盐处理C2C (彩虹型)常用d.电镀锌深色铬酸盐处理C2D(符号-C;分级1、2;类型:A.B.C.D)2、金属镀覆和化学、电化学的表示方法(在图纸上的标记)1)金属镀覆表示方法:示例:例1.Fe/Ep.CuN15bCy0.3mc.(钢材,电镀铜10μm,光亮镍15μm,微裂纹铬0.3μm)例2. Fe/Ep.Zn7.C2C(钢材。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
表面处理标注示例及说明1 黑色金属表面氧化处理标注示例化学氧化:C t·O WJ461-1995暗面化学氧化:C t·Om WJ461-1995无光缎面化学氧化:C t·OSt3 WJ461-1995半光亮化学氧化:C t·OS WJ461-1995光亮化学氧化:C t·Ob WJ461-19952 铜及铜合金表面氧化处理标注示例氨液氧化:Ct·O(A) WJ462-1995暗面氨液氧化:Ct·O(A)m WJ462-1995无光缎面氨液氧化:Ct·O(A)St3 WJ462-1995半光亮氨液氧化:Ct·O(A)S WJ462-1995过硫酸盐氧化:Ct·O(G) WJ462-1995暗面过硫酸盐氧化:Ct·O(G)m WJ462-1995无光缎面过硫酸盐氧化:Ct·O(G)St3 WJ462-1995 半光亮过硫酸盐氧化:Ct·O(G)S WJ462-1995电解氧化:Et·O(E) WJ462-1995暗面电解氧化:Et·O(E)m WJ462-1995无光缎面电解氧化:Et·O(E)St3 WJ462-1995半光亮电解氧化:Et·O(E)S WJ462-1995钝化:Ct·P WJ462-1995注 1:只有含铜57%~70%的黄铜才能获得良好的氨液氧化膜,适用于与光学零件接触的零件。
注2:电解氧化和过硫酸盐氧化,比氨液氧化膜后,主要适用于铜、青铜及某些难于进行氨液氧化的黄铜。
3 铝及铝合金表面阳极氧化处理标注示例五阳极氧化:Et·A WJ463-1995硫酸阳极氧化: Et·A(S) WJ463-1995铬酸阳极氧化:Et·A(Cr)WJ463-1995磷酸阳极氧化:Et·A(P) WJ463-1995草酸阳极氧化: Et·A(O) WJ463-1995蓝色光亮阳极氧化:Et·Ab·CI(BU) WJ463-1995黑色阳极氧化: Et·A·CI(BK) WJ463-1995黑色半光亮阳极氧化:Et·AS·CI(BK) WJ463-1995黑色暗面阳极氧化:Et·Am·CI(BK)WJ463-1995黑色细光缎面阳极氧化:Et·ASt1·CI(BK) WJ463-1995黑色粗光缎面阳极氧化:Et·ASt2·CI(BK) WJ463-1995黑色无光缎面阳极氧化:Et·ASt3·CI(BK) WJ463-1995黑色硫酸阳极氧化:Et·A(S)·CI(BK) WJ463-1995黑色光亮硫酸阳极氧化:Et·A(S)b·CI(BK) WJ463-1995黑色半光亮硫酸阳极氧化:Et·A(S)S·CI(BK) WJ463-1995黑色暗面硫酸阳极氧化:Et·A(S)m·CI(BK) WJ463-1995黑色细光缎面硫酸阳极氧化:Et·A(S)St1· CI(BK)WJ463-1995黑色粗光缎面硫酸阳极氧化:Et·A(S)St2· CI(BK)WJ463-1995 黑色无光缎面硫酸阳极氧化:Et·A(S)St3·CI(BK)WJ463-1995黑色铬酸阳极氧化:Et·A(Cr)·CI(BK) WJ463-1995黑色光亮铬酸阳极氧化:Et·A(Cr)b·CI(BK) WJ463-1995黑色半光亮铬酸阳极氧化:Et·A(Cr)S·CI(BK) WJ463-1995黑色暗面铬酸阳极氧化:Et·A(Cr)m·CI(BK) WJ463-1995黑色细光铬酸阳极氧化:Et·A(Cr)St1·CI(BK)WJ463-1995黑色粗光铬酸阳极氧化:Et·A(Cr)St2·CI(BK)WJ463-1995黑色无光铬酸阳极氧化:Et·A(Cr)St3·CI(BK) WJ463-1995黑色磷酸阳极氧化:Et·A(P)·CI(BK) WJ463-1995黑色光亮磷酸阳极氧化:Et·A(P)b·CI(BK) WJ463-1995黑色半光亮磷酸阳极氧化:Et·A(P)S·CI(BK) WJ463-1995黑色暗面磷酸阳极氧化:Et·A(P)m·CI(BK) WJ463-1995黑色细光磷酸阳极氧化:Et·A(P)St1·CI(BK) WJ463-1995黑色粗光磷酸阳极氧化:Et·A(P)St2·CI(BK) WJ463-1995黑色无光磷酸阳极氧化:Et·A(P)St3·CI(BK) WJ463-1995黑色草酸阳极氧化:Et·A(O)·CI(BK) WJ463-1995黑色光亮草酸阳极氧化:Et·A(O)b·CI(BK) WJ463-1995黑色半光亮草酸阳极氧化:Et·A(O)S·CI(BK) WJ463-1995黑色暗面草酸阳极氧化:Et·A(O)m·CI(BK) WJ463-1995黑色细光草酸阳极氧化:Et·A(O)St1·CI(BK) WJ463-1995黑色粗光草酸阳极氧化:Et·A(O)St2·CI(BK) WJ463-1995黑色无光草酸阳极氧化:Et·A(O)St3·CI(BK) WJ463-19954 铝及铝合金表面硬质阳极氧化处理标注示例硬质阳极氧化:D·YY WJ2017-1991喷粗砂后进行硬质阳极氧化:D·U1YY WJ2017-1991喷细砂后进行硬质阳极氧化:D·U3YY WJ2017-19915 黑镍电镀层表面处理标注示例钢质零件采用镀锌底层后无光缎面镀黑镍:E P·NibkSt3 WJ454-1995 钢质零件采用镀铜底层后半光亮镀黑镍:E P·NibkS WL454-1995钢质零件采用镀铜底层后光亮镀黑镍:E P·Nibkb WJ454-1995铜质零件镀黑镍:E P·Nibk WJ454-1995铜质零件采用镀镍底层后无光缎面镀黑镍:E P·NibkSt3 WJ454-1995 铜或钢质零件暗面镀黑镍:E P·Nibkm WJ454-19956 镍电镀层表面处理标注示例钢质零件,使用条件为中等,采用无光缎面镀镍:E P·Cu20Ni10St3 WJ455-1995铜质零件,使用条件为轻度,采用细光缎面镀镍:E P· Ni5St1WJ455-1995钢质零件,使用条件为轻度,采用低锡青铜为底层的粗光缎面镀镍:E P·Cu(85)-Sn(15)Ni10St2WJ455-19957 铬电镀层表面处理标注示例铜质零件,使用条件为轻度,采用细光缎面镀铬:Ep·Cr5 St1WJ456-1995铜质零件,使用条件为轻度,采用无光缎面镀铬:Ep·Cr5 St3WJ456-1995钢质零件,使用条件为中等,采用铜、镍为中间层的缎面镀铬:Ep·Cu20Ni10Cr0.5St WJ456-1995或Ep· Cr(30)St WJ456-1995钢质零件,使用条件为中等,采用低锡青铜为中间层的粗光缎面镀铬:E P·Cu(85)-Sn(15)Cr5St2WJ456-1995钢质零件,使用条件为极严酷,由铜、光亮镍、微裂纹铬组成的多层镀覆电镀层:E P·Cu20Ni25bCr0.5mc WJ456-1995或E P· Cr(45)mc WJ456-1995钢质零件,使用条件为极严酷,由铜、光亮镍、硬铬组成的多层镀覆电镀层:E P·Cu20Ni25bCrhd WJ456-1995或E P· Cr(45)hd WJ456-1995注:“mc”符号表示微裂纹,“hd”符号表示硬质钢质零件,使用条件为极严酷,由铜、光亮镍、乳白铬组成的多层镀覆电镀层:E P·Cu20Ni25bCrO WJ456-1995或E P· Cr(45)O WJ456-19958 镉电镀层表面处理标注示例钢质零件,使用条件为中等,彩色钝化处理的无光缎面镉镀层:E P·Cd12St3·c2C WJ457-1995黄铜零件,使用条件轻度,不进行后处理的暗面镉镀层:E P·Cd8m WJ457-1995注:“c2C”分别表示要进行后处理的符号(c)分级(2)类型(C)。
9 锌电镀层表面处理标注示例钢质零件,使用条件为中等,彩色钝化处理的粗光缎面镀锌:E P·Zn12St2·c2C WJ458-1995黄铜零件,使用条件轻度,不进行后处理的暗面镀锌:E P·Zn8m WJ458-1995注:“c2C”分别表示要进行后处理的符号(c)分级(2)类型(C)。
10 银电镀层表面处理标注示例钢质零件,进行防氧化鉻酸盐处理的光亮镀银:E P·Ag13b·At WJ459-1995锌合金,不进行后处理的半光亮镀银:E P·Ag13S WJ459-1995注:“At”为后处理的代号(进行防变色、防氧化处理)。
11 锡电镀层表面处理标注示例黄铜零件,使用条件轻度的半光亮镀锡:E P ·Sn9S WJ460-1995钢质零件,使用条件为中等的暗面镀锡:E P ·Sn9m WJ460-199512 有关说明表1 镀覆方法和处理方法的表示符号表2 镀覆层特征的表示符号见方 法 名 称符 号电 镀 化 学 镀 电 化 学 处 理化 学 处 理Ep Ap Et Ct特 征 名 称符 号光 亮半 光 亮暗细 光 缎 面粗 光 缎 面无 光 缎 面b s m St 1 St 2 St 3表3 化学处理和电化学处理名称的表示符号处理名称符号钝化氧化电解着色P O Ec磷酸锰盐处理磷酸锌盐处理磷酸锰锌盐处磷酸锌钙盐处理磷化普通磷化快速磷化黑色磷化MnPh ZnPh MnZnPh ZnCaPhPh Ph(P)Ph(K)Ph(He)氨液氧化过硫酸盐氧化电解氧化O(A)O(G)O(E)硫酸阳极氧化铬酸阳极氧化磷酸阳极氧化草酸阳极氧化阳极氧化硬质阳极氧化A(S)A(Cr)A(P)A(O)A D·YY表4 其它镀覆层特征、处理特征的表示符号特征名称符号缎面双层普通微孔微裂纹无裂纹松孔花纹黑色乳色密封复合硬质瓷质导电绝缘 StdrmpmccfpptbkOsecphdcphdi表5 颜色表示符号颜色黑色棕色红色橙色黄色绿色浅蓝紫红符号BK BN RD OG YE GN BU VT 颜色蓝灰白色粉红金黄青绿银白符号GY WH PK GD TQ SR表6 后处理名称的表示符号后处理名称符号钝化磷化(磷酸盐处理)氧化乳化着色热熔扩散涂装封闭防变色铬酸盐封闭P Ph O E CI Fm Di Pt S At Cs表7 电镀锌和电镀镉后铬酸盐处理的表示符号后处理名称符号分级类型光亮铬酸盐处理C 1 A漂白铬酸盐处理 B 彩虹铬酸盐处理 2 C 深色铬酸盐处理 D。