针点式热流道结构
针阀式热流道系统工作原理

针阀式热流道系统工作原理与普通模具比拟,固然针阀式热流道系统存在本钱较高,定模的厚度以及定模的加工量均较大(除弹簧针阀式喷嘴外),系统比较复杂,轻易在产品上留下浇口痕迹等方面的缺点,但采用这一系统后,能出产出质量不乱的高品质的产品。
热道流板与喷嘴和注塑机连接,将注塑出来的熔融状态的塑料熔体通过加热流道板分流到各个喷嘴。
因此它不仅具有高精度、高可靠性的长处,而且在模具上装卸起来简朴便捷。
另外,这种喷嘴的高度尺寸较大,从而增加了模具的制造本钱。
喷嘴具有多种可供选择的规格和型号,像我们信赢热流道公司一般是根据客户的不同需求或针对不同的塑料特性来确定的。
在热流道系统中,有两种形式的浇注口:开放式和针阀式。
其结果是,制品的入水位就似乎能直接接触到注塑机的射嘴一样,使成品在脱模时,因为针阀的作用而封闭了喷嘴口,避免泛起一条或几条水口从而无费料产生。
对于通常所使用的气缸针阀式喷嘴而言,在其与模具装配的过程中,为了保证与型腔板、流道板、模具的上底板的高精度(同轴度)配合,就必需进步模具相应配合部门的加工精度,同时这也给安装和维护工作带来了诸多不便。
分流的塑料熔体通过加热喷嘴打针进各个模穴,通过充分降低打针压力,可降低产品的内应力,进步产品质量。
针阀式热流道模具的长处是:● 可缩短加工周期,进步出产效率;● 因为取代了冷流道,不产生料把(水口料),无需再破碎摧毁,可节约大量原材料;● 进步产品的一致性,无突出浇口痕迹,彻底杜绝了浇口流涎,没有拉丝现象;● 显著改善了产品的外观;● 有助于降低产品应力,减少产品变形和结构引起的脆性,从而进步复杂结构产品的制作能力和使用寿命;● 提供更多的加工程控,以便对注塑工艺进行精确调整;● 不受注塑材料更换的限制。
针阀式热流道系统的工作原理是:将热嘴及热流道板安装在打针模具上,利用加热的原理,使塑料从注塑机炮筒出来后始终保持熔融状态。
温控器是利用热电偶来控制系统中喷嘴和分流板的加热器的温度,使塑料保持最佳的熔融状态,从而在热流道系统中起控制温度的作用。
塑料模具课件-热流道模具图
图Байду номын сангаас-18塑料层绝热的延伸式喷嘴
1- 注射机料筒 2-延伸式喷嘴 3-加热圈 4-浇口衬套 5-定模 6-型芯
图3-19空气绝热的延伸式喷嘴
1-加热圈 2-延伸式喷嘴 3-定模底板 4-浇口衬套 5-定模型 腔板 6-型芯 7-脱模板 8-型芯冷却管 9-型芯固定板
图3-20喷嘴端面构成型腔的延伸式喷嘴
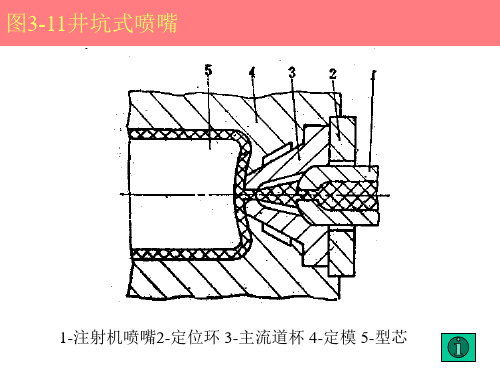
图3-11井坑式喷嘴
1-注射机喷嘴2-定位环 3-主流道杯 4-定模 5-型芯
图3-12主流道杯的尺寸
图3-13改进的井坑式喷嘴
1-定位环 2-主流道杯 3-注射机喷嘴 4-型芯 5-压缩弹簧 6-定模
图3-14多型腔绝热流道模具
1-定模底板 2-流道 板 3-浇口衬套 4-定 模型腔板 5-型芯 6绝热层
图3-34喷嘴内加热阀式浇口热流道模具
1-动模 2-塑件 3-冷却孔道 4-喷嘴头 5-温度计插孔 6-管式加热 器 7-针形阀 8-定模 9-热流道板 10-压盖 11-滑动板 12-滑动压杆
图3-35全部内加热的热流道模具
1、5、9-管式加热器 2-分流道鱼雷体 3-流道板 4-喷嘴鱼雷体 6定模板 7-定位环 8-主流道衬套 10-主流道鱼雷体 11-浇口板 12喷嘴 13-型芯 14 型腔板
图3-24多型腔主流道浇口热流道模具
图3-25多型腔针点浇口热流道模具
图3-26多型腔针点浇口热流道模具
1-定位环 2-主流道衬套 3-石棉垫圈 4-支撑柱 5-热流道板 6-热电 偶测温孔 7-热流道喷嘴 8-浇口衬套 9-滑动压环 10-动模板 11-定 模板 12-加热器 13-压紧螺钉 14-堵头 15-定模底板 16-定位螺钉
图3-17带加热探针的绝热流道模具
针阀式热流道塑件浇口切不平的原因与预防----结构及其特点

针阀式热流道塑件浇口切不平的原因与预防----结构及其特点接下来的几篇文章中我将先介绍一下针阀式热流道的几种浇口结构类型及各自的特点,然后在此基础上重点介绍针阀式热流道最难解决的问题-----浇口高出,浇口批锋的处理,预防。
针阀式热流道的工作原理是:注塑机给出射胶讯号,这个射胶讯号驱动控制压缩空气(或液压油)的电磁阀动作,进而推动热流道活塞动作,打开浇口,塑胶射入型腔,保压结束后射胶讯号中断,电磁阀断电,压缩空气流向转向,活塞关闭,封住浇口。
还有一种依靠塑胶压力和弹簧来驱动阀针的热流道(如日本飞莎),工作原理是:在射胶压力的推动下弹簧压缩,阀针后退,浇口打开,塑胶射入型腔。
保压结束后,外加的压力减弱,弹簧复位,阀针复位,浇口关闭,示意图如下。
这种产品市面上很少见,以后有机会再谈。
上述两种结构的针阀式热流道驱动阀针的方式不同,但浇口处的结构大同小异,哪怕是不同品牌的产品也是如此。
浇口处的结构按阀针配合的部位分为两类:A类阀针与模仁配合封住浇口,B类阀针与热咀的浇口套配合封住浇口。
详见下图。
A,B的主要区别在于:A类浇口温度较低,适合于成型温度范围较宽的非结晶型塑料,如ABS,PS等,它的浇口痕迹较小,浇口位置的选择范围较宽。
B类浇口温度较高,适合于成型温度范围较窄的结晶型塑胶,如PP,PPA,PA等,它的浇口痕迹稍大,浇口位置的选择范围较窄。
浇口处的结构按阀针头部的形状又分为两类:直针和斜针,如下图。
上面两图同为A类(阀针与模仁配合封胶),但阀针头部上图是90度圆柱形的,下图是18(或38)度圆锥的。
直针的优点是,它是切断料头,切下的力量比较大,适合于高玻纤含量,长保压时间或薄壁制品。
缺点是随着使用时间的增加,针头与浇口磨损日益严重,浇口处逐渐形成批锋。
斜针的优点是:对模仁浇口区的加工要求稍低,浇口不易因与阀针的配合形成批锋。
缺点是它是挤断料头,不适合高玻纤含量,长保压,薄壁制品。
在实际应用中,A类,B类与直针,斜针又可两两组合,形成新的结构。
模具热流道结构原理

模具热流道结构原理热流道技术是现代模具加工技术的一项重要成果,其原理是通过在模具中设置加热通道和热流道,使塑料熔融前进通道的各部分温度基本相同,以保证模具所注射的每一个塑料制件都能够具有相同的品质和尺寸,从而满足工业制造对于高精度的需求。
本文将介绍热流道结构原理的具体内容。
第一部分:热流道结构的分类根据所有元器件的放置位置和熔塑物的流动情况,可以将热流道结构分为三种类型:点式、线式和面式。
点式热流道的主要特点是在模具中设置单个的加热节点,它们通过塑料内部传递热能以实现加热的目的。
这种结构不仅适用于各种大小尺寸的模具,而且具有精度高和低成本的优点,是热流道系统中使用最广泛的一种类型。
与点式热流道类似,线式热流道的结构是通过在模具中设置多个线性的加热通道,更加适合于大型模具。
线式结构能够将热能更加准确地传递至需要加热的部分,避免发生温度分布不均匀的现象。
线式结构需要更多的热元器件、更复杂的控制系统和维护,并且可能会在熔塑物中留下接缝痕迹。
通过在模具中设置一个平面式的加热板,这种结构可以实现塑料从同一个平面上准确流动,并且不会产生接缝或热点。
由于它的制造难度和成本较高,目前应用不是非常广泛。
热流道的工作原理是由控制器中的电子温控模块控制。
在注塑机的加压下,熔塑物被压入模具中。
加热通道中的热器会将热量传输到熔塑物中,使其保持一定的温度。
这样,热力流动能够准确快速地移动到需要热加工的模具内部各个位置,以实现高精度注塑的目的。
热流道系统的控制属于高科技,该系统可以调节模具内的温度控制。
在该过程中,重要的技术参数包括熔塑物的注入速度、时间和热力流动的流动速度。
通过具体的温度检测和控制触发信号,控制器可以及时地响应热能流动的需求,从而更好地控制热流道的温度分布和保持出色的注塑效果。
1. 塑料熔点的特性:不同种类塑料的熔点温度不同,这需要在热流道设计时充分考虑塑料的种类和熔点。
2. 注塑过程的温度和压力:注塑过程的温度和压力必须能够精确地控制,以确保热能能够精确地流动到所需的位置,并达到高精度注塑的目的。
热流道注射成型的热流道板 2.

1、热流道板的形状
形状:受加热器的安装方法和布置的影响。常见形状有 板式和管式两类,板式又可分为单层板式和堆叠板式结构; 板式还可分I型、H型、X型、Y型和异型等形状。
2、板式热流道板
外形呈板状结构,流道板平面与模板平行,安装、定位 较方便;流道布局自由度大,适用于各种形式的热流道喷 嘴。
6、阀式热流板
它与板式热流道板类似,区别在于热流道板上方带有阀 针驱动装置(如弹簧、气缸、液压缸等)。
电驱动阀式热流道板阀针由伺服电机经齿轮传动、带传 动、滚珠丝杠等机构驱动。
7、特殊结构热流道板
多型腔和单腔多浇口注射成型时,各喷嘴的尺寸、长度、 种类都有可能不同,此时需要用到特殊的热流道板。
3、管式热流道板
外形呈管状,使用线圈加热器加热和陶瓷绝热,它质量 轻、有气隙隔热,流道板温度低,温度波动小,主要用于 难加工塑料。
4、多层平衡式热流道板 它能较好地实现各型腔熔体的自然流动平衡。
5、堆叠式热流道板(桥式热流道板)
它比多层平衡热流道板在空间布置上更加灵活、方便, 适用于多型腔、流道较长的情况。
热流道介绍

热嘴感温线 接线槽
封胶位置 此种热嘴存在缺陷: (封胶位太高,导致前模仁 局部受压面积过大,将导致 前模进胶位置钢料的强度变 弱,造成塌陷) 进胶口波子位(与细水 口点浇口一样)
封胶位置
此种热嘴最常用
ቤተ መጻሕፍቲ ባይዱ
进胶口波子位(与细水 口点浇口一样)
封胶位置
进胶口波子位(与细水 口点浇口一样)
隔热板
定位圈
接线盒(16针 /24针)
面板 热流道板 A板
流道板开框效果
出线槽(热流道 的电线过槽) 压线块(压住接 热流道的电线)
特别提醒:在出线槽的进出 口端必须倒R角,否则利角 钢材会割破电线!
进胶口 流道板
压紧介子
感温线
接线口
螺丝(4X)
防呆定位柱 热嘴 定位介子 热嘴
热嘴定位防 转槽
模具的基本结构

适用范围:
1,中心进胶的单型腔模具; 2,边缘进胶的多型腔模具;
二板模主要特点:
1,注射压力损失相对较小; 2,流道较短,减少水口料的浪费; 3,相对地缩短成型时间; 4,结构简单,成本低;
-4-
6/3/2020
B 三板式模具---在动模板与定模板之间, 还有一块活动的水口板。
适用范围:
1,中心进胶的单型、多型腔模具; 2,表面进胶复式针点形单、多型
腔模具; 3,边缘进胶的不平衡单、多型腔模具;
热流道模具主要特点:
1.成型周期短; 2.成型压力相对较小,有利于提
高制品品质; 3.结构相对复杂,模具成本高,
不适合小批量生产; 4.减少废料,提高原料利用率和
生产率,制品成本降低。
2.滑块抽芯方向与分型面成交角的关系为滑块抽向定模. 如下图所示:
α1°=d°-b°
d-b°≦25
°
c°=a°+(2°+3°)
H=H1+S*sinb°
S=H1+tgd°/cosb°
L4=H/cosd°
-27-
九‧母模遂道滑块
1.应用特点: a.制品倒勾成型在母模侧 b.制品外观有允许有痕迹 c.滑块成型面积不大
-1-
塑模结构
6/3/2020
-2-
斜方 斜导柱 斜压块
塑模的基本结构
回针
撑头
6/3/2020
定位圈 唧嘴 面板
型腔
动模板(A板)
限位柱 弹簧
型芯
定模板(B板) 销钉 方铁
垃圾钉
中托边
顶针面板 顶针底板 底板
-3-
6/3/2020
注射模整体式热流道系统

钢,有αFe
钢(美),有 α Fe
℃,Tr
℃,求室温下流
道板上流道出口的位置尺寸 Lp。
在高温工作状态下,流道板上喷嘴轴线应与定模
板的喷嘴轴线重合,式( )和式( )相等,Lq Lq。得到
《模具制造》
Copyright©博看网. All Rights Reserved.
年第 期
·塑料注射模技术·
下式后,计算室温下流道板上注射口轴线,距离模具
图
热流道喷嘴
,需计算预测流道板
注射散热器装饰条的浇注系统
冷流道的直接浇口
冷流道的潜伏浇口
的横向膨胀量。如图 所
示,在室温下流道板上流道
时间顺序控制器串接在注塑机的顺序控制系统
出口位置的尺寸为 Lp,工作
里,
由注射过程的信号触发后,可调整 个针阀式喷嘴
温度下流道板上流道出口
的开启和关闭的时间。中央喷嘴注射的熔料被推进
的流道板上,细长的喷嘴要有较好的柔性,
然后联接在流道板。近年来,大中型注塑件在采用针
工作状态下有弯曲变形,补偿流道板的横
向热膨胀,直径ϕ
阀式多喷嘴注射时,也采
左右喷嘴制造较困
难,联接螺牙应有足够强度和较高精度,表
用喷嘴与流道板的螺纹联
接,这种喷嘴与流道板一
面经过氮化处理,要能拆卸,喷嘴端面与流
体化的热流道系统在本公
嘴加热到
℃,插装到定模板中。
如图 所示针阀式喷嘴,锥头阀针用油缸活塞驱
动,在很大驱动闭合力作用下,要考虑阀针冲击浇口
洞口的疲劳强度,阀针上的夹固段,可用螺钉
调节
在活塞上的轴向位置,然后用螺钉 锁紧,这种喷嘴阀
针在装配过程中,让活塞支撑面上受到最大闭合压
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
针点式热流道系统由以下几个部分组成:
1. 针点热嘴:它被设计成用来连接主流道和热流道。
它包含加热线圈,熔融塑料在这里被加热,达到熔点后进入下一步。
2. 分流板:分流板的主要作用是分配塑料熔体到各个模具型腔。
熔体在这里通过针点热嘴,并在热嘴和分流板之间进行热量交换。
3. 主流道衬套:主流道衬套通常安装在模具上,为塑料熔体提供流动的通道。
4. 热流道板:热流道板是热流道系统的核心部分,它包含加热元件和温度传感器,用于控制温度。
塑料熔体在这里被加热并分配到各个模具型腔。
5. 热嘴连接器:热嘴连接器用于连接热流道板和模具上的进料系统。
6. 温度控制系统:温度控制系统用于控制和调节热流道内的温度,确保塑料熔体的温度在加工过程中保持稳定。
针点式热流道结构的特点是简单、紧凑,适用于中小型模具,但它的加工精度和热效率相对较低。
以上信息仅供参考,如有需要,建议咨询专业技术人员。