模具设计热流道教程
热流道模具技术设计方案

3.复合式热流道注射模具
当热流道模具的成型周期过长时,为了避免注射间隔过长,引 起浇口的凝结现象,在采用热流道板形式的基础上,往往在 喷嘴的附近另外设置加热装置,即为复合式热流道注射模。
喷
喷嘴
嘴
3的
2
内腔
的
设置
外
带加
部
热器
设
1的
置
探针
加
2。
热
元
件
4.阀式浇口的热流道多型腔模具
对熔融黏度很低的塑料的多型腔注射模,为防止发生流延现象,可采用 阀式浇口。阀式浇口的开闭,可利用弹簧的弹力,也可利用液压式气 压推杆的方式以及其他机械驱动方式。
热塑性塑料的无流道凝料注塑模具,是指模具中通过采 用绝热或加热的方法,使从注塑机喷嘴到模具型腔浇口这一 段流动通道中的塑料熔体始终保持熔融状态,并可连续注入 模具型腔。
热固性塑料则是采用温流道注射模具,即通过控温使流 道中的熔料保持在设定的温度内。
2 无流道凝料模具技术的发展
无流道凝料模具也称热流道模具,热流道并非新技术,在热 塑性塑料注射模具中的应用已经有30多年的历史。早在1940年, E.R.Knowles在美国就申请了热流道技术的专利。
•
9、
。上 午4时0 分25秒 上午4时 0分04:0 0:2520. 11.12
• 10、一个人的梦想也许不值钱,但一个人的努力很值 钱。11/12/2020 4:00:25 AM04:00:252020/11/12
• 11、在真实的生命里,每桩伟业都由信心开始,并由 信心跨出第一步。11/12/2020 4:00 AM11/12/2020 4:00
据估计,目前在欧洲有1/4以上的注射模具应用了热流道技术 ,在美国也有1/6以上。在国外,热流道系统元件已系列化、商品 化。有预测表明,热流道技术的应用比例将逐年增长。近几年, 热流道技术还在不断的发展和完善。
设计篇6-热流道

可配合三板模之設計, 六.可配合三板模之設計,減少料頭取出所需要之行程: 可配合三板模之設計 減少料頭取出所需要之行程: 以熱澆道應用在三板模時有以下之優點: 以熱澆道應用在三板模時有以下之優點: (1)料頭容易取出,並且可減少料頭取出之行程。 料頭容易取出, 料頭容易取出 並且可減少料頭取出之行程。 (2)射料時之料流動較平均,又可分別控制各射出點的操作條件,射出較 射料時之料流動較平均, 射料時之料流動較平均 又可分別控制各射出點的操作條件, 容易。 容易。 .節省材料費用及人工費用 節省材料費用及人工費用: 七.節省材料費用及人工費用: 節省材枓方面: 節省材枓方面: (1)冷料頭所產生之成本(利息損失)。 冷料頭所產生之成本( 冷料頭所產生之成本 利息損失)。 簡單的例子:倘若冷料頭佔廢料率的68%而言,(在製造時1公斤的 ,(在製造時 簡單的例子:倘若冷料頭佔廢料率的 %而言,(在製造時 公斤的 材料只能生產320 g的產品,而其餘的 的產品, 為冷料頭)。 材料只能生產 的產品 而其餘的680 g為冷料頭)。 為冷料頭 (2)僅管冷料頭尚可回收,不過基於人力的因素、回收料之混合比例 僅管冷料頭尚可回收, 僅管冷料頭尚可回收 不過基於人力的因素、回收料之混合比例…… 等等之因素之影響,為了維持正常的運轉,必須積存有一些冷料頭, 等等之因素之影響,為了維持正常的運轉,必須積存有一些冷料頭, 因而造成資金的滯留。倘若以材料費用100元 公斤, 因而造成資金的滯留。倘若以材料費用 元/公斤,其積存的廢料 公斤時, 為500公斤時,每天所需積壓的資金將高達 公斤時 每天所需積壓的資金將高達500×0.68×100=34000元, × × = 元 因此其在利息上的損失約達每天200元左右 長期而言, 元左右, 因此其在利息上的損失約達每天 元左右,長期而言,金額非常可 觀。
注塑模具设计第4讲 实例4-2D-04 热流道系统的设计
1
六、热流道系统的设计
※热流道的基本组成:如图 所示 ※热流道优点: 1)无流道凝料,节约原材料; 2)缩短生产周期,提高生产效 率,节约成本; 3)压力、温度损耗小; 4)能有效的改善产品质量; 5)热具设计实例教程
热流道的基本组成
4
六、热流道系统的设计
5. 热流道的订购
注塑模具设计实例教程
完成热流道的绘制后,就可以订购热流道了,如果模期比较长的话可绘制完完 整的2D总装图再订购。订购热流道需要提供3D产品图、流道及2D总装图给热流 道公司,热流道公司会按照我们提供的资料,合理的制定出热流道的类型和型 号。如果我们选用的热流道类型和型号合理,热流道公司将会按照我们提供的 资料加工给我们。如果我们选用的热流道类型和型号不合理,热流道公司将会 重新制定出热流道的类型和型号,并以图纸的方式发送给我们确认,确认后没 有问题,即可回复热流道公司按照他们制定的热流道类型和型号加工。然后替 换图纸,删掉我们绘制的热流道,调入热流道公司发给我们的热流道图纸,完 成替换。 本例的热流道经热流道公司确认,选用的热流道类型和型号合理,热流道公司 将会按照我们提供的资料加工给我们。 ※热流道设计要点: 热流道的图一般由热流道公司设计,模具厂设计人员将整个前模(定 模)部份的模具图发给热流道供应商。之后,供应商会回传一份设计 图档,要求模具设计师予以确认。然后热流道公司再根据确认的图档 进行制作。
3
六、热流道系统的设计
3.热流道的绘制
注塑模具设计实例教程
(1)热流道在定模视图中的绘制 将热流道的俯视图旋转135°,点对点移动到定模视图中的进浇点处,进浇点的 坐标为(-20,0),并绘制出定位环、出线槽、压线板等俯视图,最后装上温控 器(注:温控器在订购热流道时供应商会提供),结果如图4-1-21所示。 (2)热流道在正剖视图中的绘制 将热流道主视图调入正剖视图中,利用“拉伸”命令调整热流道所需要的高度, 并绘制出定位环和出线槽,结果如图4-1-22所示。 (3)热流道在侧剖视图中的绘制 将正剖视图中的热流道和定位环复制一个出来,旋转90°,把热流道的线型改为 虚线(原因:产品的侧剖视图没剖到进浇点位置),然后调入侧剖视图中,绘制 出出线槽和压线板,并调入控温器,结果如图4-1-23所示。 4.隔热板的设计 通常热流道进浇都要安装隔热板,分别装在定模座板的顶部和动模座板 的底部,并使用平头螺钉固定。隔热板的常用厚度为5mm、8mm、10mm, 本例选用隔热板的厚度为8mm,使用M8的平头螺钉固定。隔热板在正剖 视图中的绘制如图4-1-24所示,在侧剖视图中的绘制如图4-1-25所示。
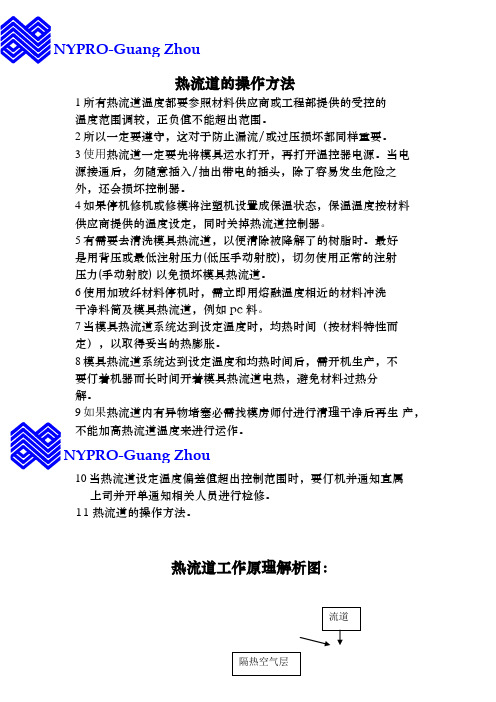
热流道操作方法
5有需要去清洗模具热流道,以便清除被降解了的树脂时。最好
是用背压或最低注射压力(低压手动射胶),切勿使用正常的注射
压力(手动射胶)以免损坏模具热流道。
6使用加玻纤材料停机时,需立即用熔融温度相近的材料冲洗
干净料筒及模具热流道,例如pc料。
7当模具热流道系统达到设定温度时,均热时间(按材料特性而
热流道的操作方法
1所有热流道温度都要参照材料供应商或工程部提供的受控的
温度范围调较,正负值不能超出范围。
2所以一定要遵守,这对于防止漏流/或过压损坏都同样重要。
3使用热流道一定要先将模具运水打开,再打开温控器电源。当电
源接通后,勿随意插入/抽出电的插头,除了容易发生危险之
外,还会损坏控制器。
4如果停机修机或修模将注塑机设置成保温状态,保温温度按材料
11热流道的操作方法。
热流道工作原理解析图:
定),以取得妥当的热膨胀。
8模具热流道系统达到设定温度和均热时间后,需开机生产,不
要仃着机器而长时间开着模具热流道电热,避免材料过热分
解。
9如果热流道内有异物堵塞必需找模房师付进行清理干净后再生 产,不能加高热流道温度来进行运作。
10当热流道设定温度偏差值超出控制范围时,要仃机并通知直属
上司并开单通知相关人员进行检修。
注塑模具的热流道技术

注塑模具的热流道技术发布日期:2007-3-24 热流道模具与普通流道模具相比,具有注塑效率高、成型塑件质量好和节约原料等优点,随着塑料工业的发展,热流道技术正不断地发展完善,其应用范围也越来越广泛。
热流道是通过加热的办法来保证流道和浇口的塑料保持熔融状态。
由于在流道附近或中心设有加热棒和加热圈,从注塑机喷嘴出口到浇口的整个流道都处于高温状态,使流道中的塑料保持熔融,停机后一般不需要打开流道取出凝料,再开机时只需加热流道到所需温度即可。
热流道注射成型法于20世纪50年代问世,经历了一段较长时间的推广以后,其应用普及率逐年上升。
80年代中期,美国的热流道模具占注射模具总数的15%~17%,欧洲为12%~15%,日本约为10%。
但到了90年代,美国生产的塑料注射模具中热流道模具已占40%以上,在大型制品的注射模具中则占90%以上。
热流道系统的优势节约原料、降低制品成本是热流道模具最显著的特点。
普通浇注系统中要产生大量的料柄,在生产小制品时,浇注系统凝料的重量可能超过制品的重量。
由于塑料在热流道模具内一直处于熔融状态,制品不需修剪浇口,基本上是无废料加工,因此可节约大量原材料。
由于不需废料的回收、挑选、粉碎、染色等工序,故省工、省时、节能降耗。
注射料中因不再掺入经过回收加工的浇口料,故产品质量可以得到显著地提高,同时由于浇注系统塑料保持熔融,流动时压力损失小,因而容易实现多浇口、多型腔模具及大型制品的低压注塑。
热浇口利于压力传递,在一定程度上能克服塑件由于补料不足而形成的凹陷、缩孔、变形等缺陷。
适用树脂范围广、成型条件设定方便。
由于热流道温控系统技术的完善及发展,现在热流道不仅可以用于熔融温度较宽的聚乙烯、聚丙烯,也能用于加工温度范围较窄的热敏型塑料,如聚氯乙烯、聚甲醛等。
对易产生流涎的聚酰胺(PA),通过选用阀式热喷嘴也能实现热流道成型。
另外,操作简化、缩短成型周期也是热流道模具的一个重要特点。
与普通流道相比,缩短了开合模行程,不仅制件的脱模和成型周期缩短,而且有利于实现自动化生产。
注塑模具设计第19讲 实例4-3D-07 热流道系统的设计
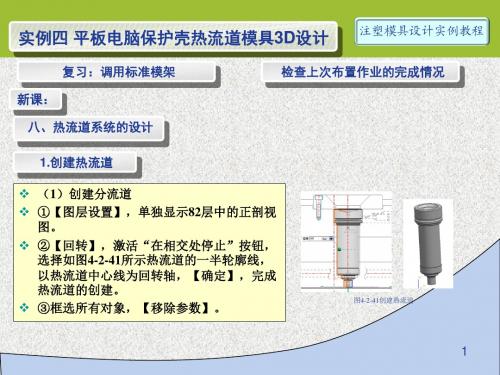
注塑模具设计实例教程
图4-2-53创建动模隔热板
◎动手操作,用UG软件完成本例热流道系统的设计 。 ◎参考视频:实例4-3D-7.热流道系统的设计.avi (该视频请从教材附带的 光盘中查找) 小结:
热流道系统的设计。
作业:
完成练习四以下部分内容: 热流道系统的设计 。 7
图4-2-46定模座板与出线槽求差实体求差
图4-2-47出线槽口部倒圆角
(2)创建压线板 ①利用【拉伸】命令,拉伸出压线板和压线板求差实体 ,拉伸的厚度与位置对应2D总装图,然后定模座板与压 线板求差实体求差,结果如图4-2-48所示。 ②显示并框选所有对象,【移除参数】。 4. 安装温控器
注塑模具设计实例教程
图4-2-51拉伸定模隔热板
图4-2-52定模隔热板与定位环求差
6
八、热流道系统的设计
(5)创建动模隔热板 结果如图4-2-53所示。(注:动、定模隔热板的安装 螺钉孔在添加螺钉时创建。),【移除参数】。 (6)【移动至图层】,将定、动模隔热板和压线板 归入102层。
注塑模具设计实例教程
图4-2-49创建固定温控器的螺钉孔
图4-2-50创建辅助箱体
5
八、热流道系统的设计
(2)拉伸定模隔热板 ①利用【拉伸】命令,拉伸辅助箱体的顶部面,拉伸时在 “面规则”选项栏中选择“面的边缘”,拉伸高度为8mm ,结果如图4-2-51所示。 ②单独显示定模隔热板,利用【倒斜角】命令,将定模隔 热板上的所有棱边倒C角,倒角“距离”为3。 ③显示并框选所有对象,【移除参数】。删除辅助箱体。 (3)定模隔热板与定位环求差 结果如图4-2-52所示。 ③显示并框选所有对象,【移除参数】。删除求差后 修剪出来的实体。 (4)定模隔热板与定位环的配合面避空0.5mm ①单独显示定模隔热板,【偏置面】,将定模隔热 板与定位环的配合面避空0.5mm。 ②显示并框选所有对象,【移除参数】。
Moldflow培训教程(6)建流道系统和冷却系统
小技巧提示
1
1.按属性选择
3 2
此处点勾 此处不点勾
2.仅选择完全框住的项目:
小技巧提示
正反两面都被选住 3.仅选择框住的项目:
问题解答
•
1、有时候读书是一种巧妙地避开思考 的方法 。20.9. 1420.9. 14Monday, September 14, 2020
选择三个点 圆可以用作修补网格用
第一步:
定义曲线属性
第二步:
选择曲线
第三步:
定义曲线属性
第四步:
第五步:
第六步:
第七步:
第八步:
定义曲线属性
第九步:
第十步:
第十一步:重复上述步骤。
定义曲线属性补充
出现次数:是针对那些一出 多穴,产品排布对称,流道 理论平衡的情况下,可以只 表示一条流道,在此处定义 出现次数就可以。同样也包 产品网格
冷流道建立(一)
方式一:从产品3D直接导入MF中。 选中此处网格
冷流道建立(一)
备注: 针对比较复杂的冷流道的建立,建议使用此方式。
层的叙述
层:
清除层 清除没有任何内容的层 指定层 将选中的内容指定到相应的层 删除层 只可删除没有激活的层 激活层 可以显示或不显示指定的层 新建层
新建层:
层的叙述
右键
将流道所有有关的节点,单元都指定在此层内
模具2D图档
冷流道建立(二)
先根据模具2D图档找到进胶点的位置 进胶点的位置
创建节点:
冷流道建立(二)
第一步:
按偏移: 就是以一个点为基准,按找坐标 系数据便移创建一个节点。
第二步:
冷流道建立(二)
模具设计热流道教程

热流道教程一、热流道的过去现在和未来二、热流道的原理及概念三、热流道的优点四、热流道组成五、热流道的应用六、热流道安装本资料由贝斯特MoldBest热流道公司协助制作一、热流道的历史、现在、未来作为一项先进的注塑加工技术—热流道技术;在欧美国家的普及使用可以追溯到上个世纪的中期甚至更早;早在1940年12月;就取得了热流道技术的专利权..由于热流道具有许多优点;因此;在国外发展比较快;许多塑胶模具厂所生产的模具50%以上采用了热流道技术;部分模具厂甚至达到80%以上;而在中国;这一技术在近几年才真正得推广和应用..随着模具行业的不断发展;热流道在塑胶模具中运用的比例也逐步提高..但总体不足10%;这个差距相当巨大..近年来;热流道技术在中国的逐渐推广;这很大程度上是由于我国模具向欧美公司的出口量快速发展带来的..在欧美国家;注塑生产已经依赖于热流道技术..可以这样说;没有使用热流道技术的模具现在已经很难出口;这也造成了很多模具厂家对于热流道技术意识上的转变..由于很多外国进口的热流道系统价格比较贵;国内很大一部分厂家接受不了;所以就出现了一些国产热流道系统元件..这对于热流道技术在中国的推广有很大的好处..虽然热流道技术已经开始推广;但有的公司使用率达20%以上;一般采用简单的尖咀、通咀..少数公司采用具有世界先进水平的高难度针阀式热咀;但总体上热流道的采用率达不到10%;与国外的50~80%相差太远..返回二、热流道的原理冷流道是指模具入口与产品浇口之间的部分..塑料在流道内靠注塑压力和其本身的热量保持流动状态;流道作为成型物料的一部分;但并不属于产品..所以在我们设计模具的时候既要考虑填充效果;又要考虑怎样通过缩短、缩小流道来节省材料;理想情况是这样;但实际应用中则很难达到两全其美..热流道又称无流道是指在每次注射完毕后流道中的塑料不凝固;塑胶产品脱模时就不必将流道中的水口脱出..由于流道中的塑料没有凝固;所以在下一次注射的时候流道仍然畅通..简要言之;热流道就是注塑机喷咀的延伸..返回三、热流道的优点为什么会有这种热流道技术出现呢热流道技术又能够带给我们哪些好处呢熟悉注塑工艺的朋友都知道;常规注塑成型经常会有以下不利因素的出现:A.充模困难B.薄壁大制件的变形C.浇道原材料的浪费D.多模腔模具的注塑件质量不一等热流道技术的出现;则给这些问题提供了比较完善的解决方案;一般来讲;采用热流道有以下的好处:1.流道内压力损耗小;塑料流动性好;温度均匀;则产品的内应力;变形就会减小;产品表面质量和力学性能就会大大提高;常见的缩水、填充不足、熔接痕、颜色不均、飞边、翘曲现象也可以减少;2.消除全部或大部分流道废料;物料的有效利用率高;不必回用旧料;3.缩短了成型周期;开模行程;提高了生产效率;4.热流道均为自动切断浇口;可以提高自动化程度;5.降低注塑压力;有利于保护模具;延长使用寿命;6.多模腔模具可保证填充均匀;质量一致;热流道的缺陷每一项技术都会有自身的缺点存在;热流道技术也不例外1.模具造价成本高;2.模具结构相比较复杂;要求严格控制温度;3.需要专业人士进行维护..返回四、热流道系统的组成热流道系统由四部分组成:热咀、分流板、加热原件和温控器1.热咀:将从分流板进入的塑料再送进各个模腔;充分降低注射压力..由于客户不同的需求及针对不同塑料的不同特性;热咀的规格型号有多种选择;也可以根据客户的要求定制加工..从加热方式上可分为:内加热热咀和外加热热咀;从结构上分常用的有:尖咀、通咀和针阀咀针阀式热咀技术上较先进;优点有:1.在制品上不留下进浇口残痕;进浇口处痕迹平滑;2.能使用较大直径的浇口;可使型腔填充加快;并进一步降低注射压力;减小产品变形;3.可防止开模时出现拉丝现象及流涎现象;4.当注塑机螺杆后退时;可有效地防止从模腔中反吸物料;5.能实行定时注射以减少制品熔接痕..2.分流板:连接注塑机喷嘴与热咀;将塑料恒温的从主射咀送到各个单独的热咀..在熔体传送过程中;熔体的压力减小;并不允许材料降解..常用热流道板的形式有:一字型;H型;Y型;X字型、米字型;从加热方式上分外加热热流道板和内加热热流道板两大类3.加热原件:加热元件是热流道系统的重要组成部分;其加热精度和使用寿命对于注塑工艺的控制和热流道系统的工作稳定影响非常大..一般有加热棒、加热圈、加热管等4.温控器:温控器就是对热流道系统的各个位置进行温度控制的仪器;由底端向高端分别有通断位式;积分微分比例控制式和新型智能化温控器等种类..返回五、热流道的应用热流道应用非常广阔;从日常用品到家用电器到医疗产品、汽车配件等工业产品..各种不同塑料原料都已可顺利使用热流道加工;以常用PP聚丙烯;PE聚乙稀到PC聚碳酸到玻璃纤维强尼龙和聚砜工程材料..产品大小应用可用于小到0.1克大到15公斤..特别是多型腔模具;注塑产品薄壁化和加工工艺严格的工程塑料也要求必须使用热流道系统加工..返回六、热流道安装返回返回首页。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
热流道教程
一、热流道的过去现在和未来
二、热流道的原理及概念
三、热流道的优点
四、热流道组成
五、热流道的应用
六、热流道安装
本资料由贝斯特(MoldBest)热流道公司协助制作
一、热流道的历史、现在、未来
作为一项先进的注塑加工技术—热流道技术,在欧美国家的普及使用可以追溯到上个世纪的中期甚至更早,早在1940年12月,E.R.Knowles就取得了热流道技术的专利权。
由于热流道具有许多优点,因此,在国外发展比较快,许多塑胶模具厂所生产的模具
50%以上采用了热流道技术,部分模具厂甚至达到80%以上,而在中国,这一技术在近几年才真正得推广和应用。
随着模具行业的不断发展,热流道在塑胶模具中运用的比例也逐步提高。
但总体不足10%,这个差距相当巨大。
近年来,热流道技术在中国的逐渐推广,这很大程度上是由于我国模具向欧美公司的出口量快速发展带来的。
在欧美国家,注塑生产已经依赖于热流道技术。
可以这样说,没有使用热流道技术的模具现在已经很难出口,这也造成了很多模具厂家对于热流道技术意识上的转变。
由于很多外国进口的热流道系统价格比较贵,国内很大一部分厂家接受不了,所以就出现了一些国产热流道系统元件。
这对于热流道技术在中国的推广有很大的好处。
虽然热流道技术已经开始推广,但有的公司使用率达20%以上,一般采用简单的尖咀、通咀。
少数公司采用具有世界先进水平的高难度针阀式热咀,但总体上热流道的采用率达不到10%,与国外的50~80%相差太远。
返回
二、热流道的原理
冷流道是指模具入口与产品浇口之间的部分。
塑料在流道内靠注塑压力和其本身的热量保持流动状态,流道作为成型物料的一部分,但并不属于产品。
所以在我们设计模具的时候既要考虑填充效果,又要考虑怎样通过缩短、缩小流道来节省材料,理想情况是这样,但实际应用中则很难达到两全其美。
热流道又称无流道
是指在每次注射完毕后流道中的塑料不凝固,塑胶产品脱模时就不必将流道中的水口脱出。
由于流道中的塑料没有凝固,所以在下一次注射的时候流道仍然畅通。
简要言之,热流道就是注塑机喷咀的延伸。
返回
三、热流道的优点
为什么会有这种热流道技术出现呢?热流道技术又能够带给我们哪些好处呢?熟悉注塑工艺的朋友都知道,常规注塑成型经常会有以下不利因素的出现:
A.充模困难
B.薄壁大制件的变形
C.浇道原材料的浪费
D.多模腔模具的注塑件质量不一等
热流道技术的出现,则给这些问题提供了比较完善的解决方案,一般来讲,采用热流道有以下的好处:
1.流道内压力损耗小,塑料流动性好,温度均匀,则产品的内应力,变形就会减小,产品表面质量和力学性能就会大大提高;(常见的缩水、填充不足、熔接痕、颜色不均、
飞边、翘曲现象也可以减少);
2.消除全部或大部分流道废料,物料的有效利用率高,不必回用旧料;
3.缩短了成型周期,开模行程,提高了生产效率;
4.热流道均为自动切断浇口,可以提高自动化程度;
5.降低注塑压力,有利于保护模具,延长使用寿命;
6.多模腔模具可保证填充均匀,质量一致;
热流道的缺陷
每一项技术都会有自身的缺点存在,热流道技术也不例外
1.模具造价成本高;
2.模具结构相比较复杂,要求严格控制温度;
3.需要专业人士进行维护。
返回
四、热流道系统的组成
热流道系统由四部分组成:热咀、分流板、加热原件和温控器
1.热咀:将从分流板进入的塑料再送进各个模腔,充分降低注射压力。
由于客户不同的需求及针对不同塑料的不同特性,热咀的规格型号有多种选择,也可以根据客户的要求定制加工。
从加热方式上可分为:内加热热咀和外加热热咀,从结构上分常用的有:尖咀、通咀和针阀咀
针阀式热咀技术上较先进,优点有:
1.在制品上不留下进浇口残痕,进浇口处痕迹平滑;
2.能使用较大直径的浇口,可使型腔填充加快,并进一步降低注射压力,
减小产品变形;
3.可防止开模时出现拉丝现象及流涎现象;
4.当注塑机螺杆后退时,可有效地防止从模腔中反吸物料;
5.能实行定时注射以减少制品熔接痕。
2.分流板:连接注塑机喷嘴与热咀,将塑料恒温的从主射咀送到各个单独的热咀。
在熔体传送过程中,熔体的压力减小,并不允许材料降解。
常用热流道板的形式有:一字型,H型,Y型,X字型、米字型;从加热方式上分外加热热流道板和内加热热流道板两大类
3.加热原件:加热元件是热流道系统的重要组成部分,其加热精度和使用寿命对于注塑工艺的控制和热流道系统的工作稳定影响非常大。
一般有加热棒、加热圈、加热管等
4.温控器:温控器就是对热流道系统的各个位置进行温度控制的仪器,由底端向高端分
别有通断位式,积分微分比例控制式和新型智能化温控器等种类。
返回
五、热流道的应用
热流道应用非常广阔,从日常用品到家用电器到医疗产品、汽车配件等工业产品。
各种不同塑料原料都已可顺利使用热流道加工,以常用PP(聚丙烯),PE(聚乙稀)到PC(聚碳酸)到玻璃纤维强尼龙和聚砜工程材料。
产品大小应用可用于小到0.1克大到15公斤。
特别是多型腔模具,注塑产品薄壁化和加工工艺严格的工程塑料也要求必须使用热流道系统加工。
返回六、热流道安装
返回返回首页。