封头质量检验记录表
成品检验标准执行方案(封头)
编号:PKB-2022-007成品检验标准执行方案1.目的为确保成品封头入库产品质量,规范成品检验判定依据,使产品满足客户标准,达到客户满意,特制订本标准执行方案。
2.范围适用于本公司所有成品封头的检验判定。
3.权责3.1 品控部负责本标准方案的制定、修订,对封头产品进行入库检验,以保证产品满足本标准的要求。
3.2生产部负责执行此标准方案进行自检,确保所生产成品封头符合本标准方案的要求,对自检和质检人员检验过程发现不良品的处理。
3.3 生产技术(制前)负责技术标准的建立和传递。
3.4 销售部负责产品异常需要时与客户的沟通对接。
4.规范性引用标准4.1 技术文件/图纸4.2 客户要求(技术协议、质量协议和客户变更)4.3 品质历史档案4.4 国家标准(压力容器封头国家标准-GB/T25198—2010)5.检验规定5.1抽检计划a.N≤20件的按照技术标准要求执行100%全检。
b.N>20件的抽样方案按GB/T 2828.1-2012中正常检验一次抽检方案中一般水平Ⅲ,当抽检样本数小于20时,按照20件进行抽检。
5.2 缺陷定义抽样检验中发现之不符合品质标准之瑕疵称为缺陷,其等级有下列三种:a.致命缺陷(CR)能或可能危害制品的使用者的生命或财产安全之缺陷,称为致命缺陷,又称为严重缺陷,用CR表示。
b.主要缺陷(MAJ)不能达成制品的使用目的之缺陷,称为主要缺陷,或重要缺陷,用MA表示。
c.次要缺陷(MIJ)并不影响制品使用目的之缺陷,称为次要缺陷,或轻微缺陷,用MI表示。
5.3允收水准本公司对最终检验缺陷等级允收水准规定如下:a.CR缺陷,0收1拒;b.MA缺陷,0收1拒;c.MI缺陷,AQL=2.5%5.4本标准方案为通用标准,当本标准方案要求和指令单发生冲突时,核实指令单无误的情况下,依指令单标准为准。
客户有特殊要求时按客户要求执行。
拼焊焊缝中心线间距封头各种不相交的拼焊焊缝中心线间距至少应为封头钢材厚度的3倍,且不小于100mm。
压力容器开孔划线质量检验卡
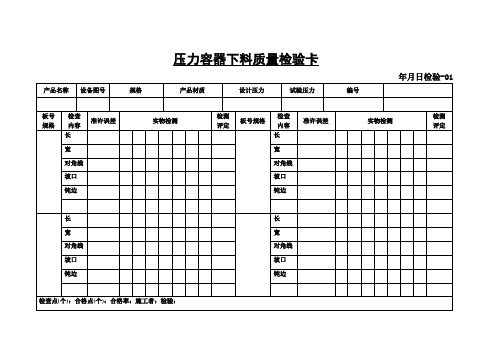
压力容器下料质量检验卡年月日检验-01压力容器开孔划线质量检验卡年月日检验-02压力容器封头质量检验卡年月日检验-03焊缝外瞧检查记录锻件检验报告检验-05检验-06简体纵(环)缝组对质量检验卡检验-08压力试验检验报告□水压□气压□气密性检验-09 产品编号:压力容器外瞧及几何尺寸检验报告产品编号:检验-10不良品回用单年月日检验-11废品报告单年月日检验-12压力容器用法兰质量检验卡检验-13 年月日检验:审核:试验托付单焊接-01托付单位:年月日托付编号:托付人:同意人:焊接-02 表B2焊接工艺评定报告表B1焊接工艺指导书焊接-03焊接-03表B1〔完〕〔单位名称〕焊接工艺规程规程编号产品编号名目用户位号图号名称编制审核焊接-04 表B1接头编号表注:如产品结构复杂,可另作一页不含表格的接头编号示意图。
焊接-05表B2焊接材料汇总表焊接-06表B3接头焊接工艺卡第页共页焊工操作记录卡班组:焊接-08日期:年月日产品施焊焊工分布表填表:确认:压力容器焊后热处理报告无损检验托付单年月日焊接-11焊缝返修焊接工艺卡编制:审批:质保工程师:监检员:日期:日期:日期:日期:热处理托付单无损检测报告检验工程:检验人:审核:检验日期:射线照相检验透照工艺卡超声波封头测厚报告探伤-02焊缝射线检测报告探伤-03焊缝射线检测底片评定表探伤-04焊缝超声检测报告探伤-05超声检测评定表探伤-06钢板、锻件超声检测报告探伤-07磁粉检测报告探伤-08渗透检测报告探伤-09锅炉压力容器无损探伤部位图探伤-10焊缝返修通知单探伤-11材料谋划单材料-01材料代用申请单材料-02交检单材料-03材料检验托付单材料-04产品要紧受压元件使用材料一览表材料-05焊材烘干预告单材料-06年月日焊材烘干预告单材料-06年月日进库单材料-09Ⅰ焊材保管环境条件记录表材料-08。
87封头检验记录表

拼缝错边量
不大于10%板厚且不大于1.5mm
向外:
最小壁厚
mm
焊缝余高
焊缝内表面及影响成形的内表面部分焊缝打磨与母材齐平。
焊缝表面质量
不得有裂纹、咬边、气孔、弧坑和飞溅物、并不低于母材0.5mm
无损检测
应在成形后进行,否则应对圆弧过渡区重新检测。
壁厚检测点示意图
封头编号
0°测点检测结果
90°测点检测结果
180°测点检测结果
270°测点检测结果
1
2
3
4
5
6
1
2
3
4
5
6
1
2
3
4
5
6
1
2
3
4
5
6
结论
检验员
日期
封头检验记录表QY/JL13-2
产品名称
产品编号
封头编号
规格及型号
材料牌号
材质入库编号
检验项目
标准要求
检测结果
检验项目
标准要求
检测结果
周长
mm
形状偏差
外凸量不大于1.25%Di来自圆度mm内凹量不大于0.625%Di
总高度
mm
纵向皱折深度
不允许有皱折
直边高度
mm
拼缝距离
符合GB150第10.2.3条
直边倾斜度
封头产品的检验要点述评
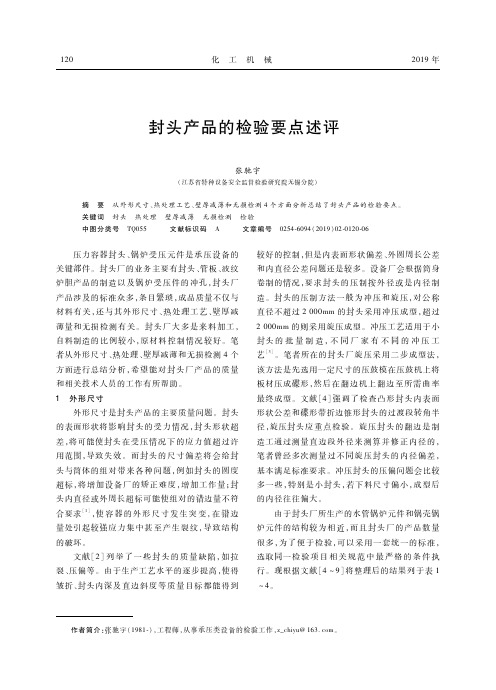
较 好 的 控 制 ,但 是 内 表 面 形 状 偏 差 、外 圆 周 长 公 差 和内直径公差问题还是较多。设备厂会根据筒身 卷制的情况,要求 封 头 的 压 制 按 外 径 或 是 内 径 制 造。封头的压 制 方 法 一 般 为 冲 压 和 旋 压,对 公 称 直径不超过 2000mm的封 头 采 用 冲 压 成 型,超 过 2000mm 的 则 采 用 旋 压 成 型 。 冲 压 工 艺 适 用 于 小 封头 的 批 量 制 造,不 同 厂 家 有 不 同 的 冲 压 工 艺 。 [3] 笔者所在的 封 头 厂 旋 压 采 用 二 步 成 型 法, 该方法是先选用一定尺寸的压鼓模在压鼓机上将 板材压成碟形,然 后 在 翻 边 机 上 翻 边 至 所 需 曲 率 最终成型。文献[4]强 调 了 检 查 凸 形 封 头 内 表 面 形状公差和碟形带折边锥形封头的过渡段转角半 径,旋压封头 应 重 点 检 验。 旋 压 封 头 的 翻 边 是 制 造工通过测量直边段外径来测算并修正内径的, 笔者曾经多次测量过不同旋压封头的内径偏差, 基本满足标准要求。冲压封头的压偏问题会比较 多一 些,特 别 是 小 封 头,若 下 料 尺 寸 偏 小,成 型 后 的内径往往偏大。
120
化 工 机 械 2019年
封头产品的检验要点述评
张驰宇
(江 苏 省 特 种 设 备 安 全 监 督 检 验 研 究 院 无 锡 分 院 )
摘 要 从外形尺寸、热处理工艺、壁厚减薄和无损检测 4个方面分析总结了封头产品的检验要点。 关键词 封头 热处理 壁厚减薄 无损检测 检验 中 图 分 类 号 TQ055 文 献 标 识 码 A 文 章 编 号 02546094(2019)02012006
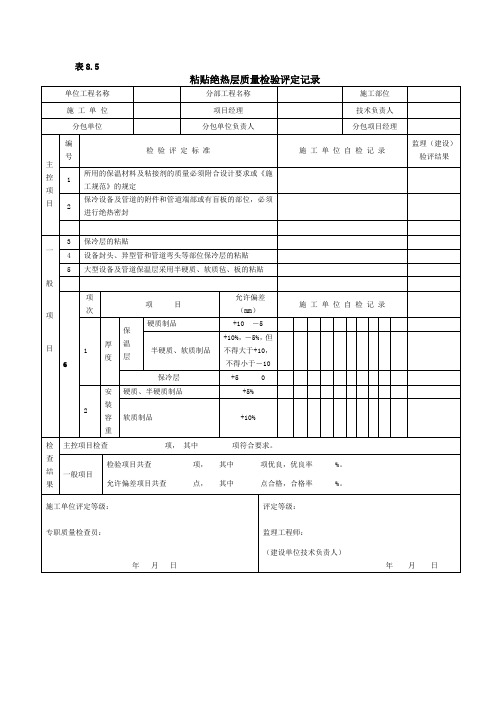
粘贴绝热层质量检验评定记录
3
保冷层的粘贴
4
设备封头、异型管和管道弯头等部位保冷层的粘贴
5
大型设备及管道保温层采用半硬质、软质毡、板的粘贴
6
项次
项目
允许偏差
(mm)
施工单位自检记录
1
厚度
保
温
层
硬质制品
+10-5
半硬质、软质制品
+10%,-5%,但不得大于+10,不得小于-10
保冷层
+50
2
安装容重
硬质、半硬质制品
+5%
表8.5
粘贴绝热层质量检验评定记录
单位工程名称
分部工程名称
施工部位
施工单位项目经理ຫໍສະໝຸດ 技术负责人分包单位
分包单位负责人
分包项目经理
主控项目
编号
检验评定标准
施工单位自检记录
监理(建设)
验评结果
1
所用的保温材料及粘接剂的质量必须附合设计要求或《施工规范》的规定
2
保冷设备及管道的附件和管道端部或有盲板的部位,必须进行绝热密封
软质制品
+10%
检查结果
主控项目检查项,其中项符合要求。
一般项目
检验项目共查项,其中项优良,优良率%。
允许偏差项目共查点,其中点合格,合格率%。
施工单位评定等级:
专职质量检查员:
年月日
评定等级:
监理工程师:
(建设单位技术负责人)
年月日
专题8-终压温度对封头力学性能的影响试验
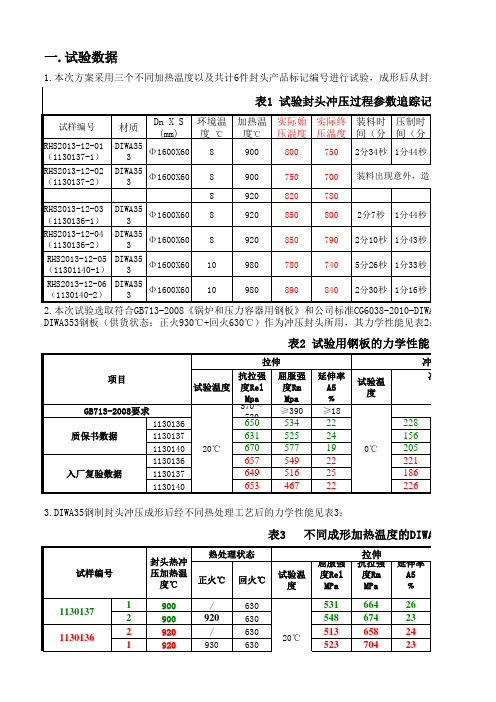
一.试验数据
1.本次方案采用三个不同加热温度以及共计6件封头产品标记编号进行试验,成形后从封头上
2.本次试验选取符合GB713-2008《锅炉和压力容器用钢板》和公司标准CG6038-2010-DIWA35
DIWA353钢板(供货状态:正火930℃+回火630℃)作为冲压封头所用,其力学性能见表2:
表2 试验用钢板的力学性能
3.DIWA35钢制封头冲压成形后经不同热处理工艺后的力学性能见表3:
表3 不同成形加热温度的DIWA35
Akv J
二:试验数据分析
封头上取样检验,其操作过程实际参数如表1所示:
踪记录
IWA353《钢板订货技术条件(国内)》中的60mm 厚的性能见表2:
能
IWA35钢制封头机械性能
℃。
封头产品安全性能监督检验细则范文
封头产品安全性能监督检验细则范文第一章总则第一条为了确保封头产品的安全性能,保护消费者的生命财产安全,依法规定本监督检验细则。
第二条本细则适用于封头产品的安全性能监督检验。
第三条封头产品的安全性能监督检验应按照国家相关法律法规的要求进行监督检验,保证产品的安全性能符合国家标准和行业标准。
第四条安全性能监督检验机构应具备相应的资质和能力,能够进行封头产品的安全性能监督检验工作。
第二章检验要求第五条封头产品的安全性能监督检验应包括以下内容:(一)材料的检验:检验封头产品的材料是否符合国家和行业标准的要求;(二)外观质量的检验:检验封头产品的外观质量是否符合国家和行业标准的要求;(三)尺寸偏差的检验:检验封头产品的尺寸是否符合国家和行业标准的要求;(四)密封性能的检验:检验封头产品的密封性能是否符合国家和行业标准的要求;(五)承压能力的检验:检验封头产品的承压能力是否符合国家和行业标准的要求;(六)安全阀的检验:检验封头产品的安全阀是否符合国家和行业标准的要求;(七)使用寿命的检验:检验封头产品的使用寿命是否符合国家和行业标准的要求;(八)包装标志的检验:检验封头产品的包装标志是否符合国家和行业标准的要求。
第六条封头产品的安全性能监督检验工作应有相应的检验设备和检验方法,确保检验结果的准确可靠。
第七条封头产品的安全性能监督检验应由具备资质的检验人员进行,必要时可以组织专家参与。
第三章检验程序第八条封头产品的安全性能监督检验程序包括以下步骤:(一)检验准备:确定检验计划和检验任务,收集相关资料,准备检验设备和材料;(二)取样检验:按照国家和行业标准的要求,从生产企业取得封头产品的样品,并对样品进行标识和登记;(三)检验过程:根据检验要求进行检验工作,按照相应的国家和行业标准进行检验操作,记录检验过程中的关键参数;(四)结果评定:根据检验结果和标准要求进行结果评定,判断是否合格;(五)撰写检验报告:根据检验结果,撰写检验报告,明确产品的安全性能和存在的问题;(六)结果处理:根据检验结果,采取相应的措施进行处理,包括合格产品的放行和不合格产品的处置;(七)结果公告:对检验结果进行公告,向社会公开产品的安全性能和检验结果。
封头产品的检验要点述评
封头产品的检验要点述评张驰宇【摘要】从外形尺寸、热处理工艺、壁厚减薄和无损检测4个方面分析总结了封头产品的检验要点.【期刊名称】《化工机械》【年(卷),期】2019(046)002【总页数】6页(P120-124,145)【关键词】封头;热处理;壁厚减薄;无损检测;检验【作者】张驰宇【作者单位】江苏省特种设备安全监督检验研究院无锡分院【正文语种】中文【中图分类】TQ055压力容器封头、锅炉受压元件是承压设备的关键部件。
封头厂的业务主要有封头、管板、波纹炉胆产品的制造以及锅炉受压件的冲孔,封头厂产品涉及的标准众多,条目繁琐,成品质量不仅与材料有关,还与其外形尺寸、热处理工艺、壁厚减薄量和无损检测有关。
封头厂大多是来料加工,自料制造的比例较小,原材料控制情况较好。
笔者从外形尺寸、热处理、壁厚减薄和无损检测4个方面进行总结分析,希望能对封头厂产品的质量和相关技术人员的工作有所帮助。
1 外形尺寸外形尺寸是封头产品的主要质量问题。
封头的表面形状将影响封头的受力情况,封头形状超差,将可能使封头在受压情况下的应力值超过许用范围,导致失效。
而封头的尺寸偏差将会给封头与筒体的组对带来各种问题,例如封头的圆度超标,将增加设备厂的矫正难度,增加工作量;封头内直径或外周长超标可能使组对的错边量不符合要求[1],使容器的外形尺寸发生突变,在错边量处引起较强应力集中甚至产生裂纹,导致结构的破坏。
文献[2]列举了一些封头的质量缺陷,如拉裂、压偏等。
由于生产工艺水平的逐步提高,使得皱折、封头内深及直边斜度等质量目标都能得到较好的控制,但是内表面形状偏差、外圆周长公差和内直径公差问题还是较多。
设备厂会根据筒身卷制的情况,要求封头的压制按外径或是内径制造。
封头的压制方法一般为冲压和旋压,对公称直径不超过2 000mm的封头采用冲压成型,超过2 000mm的则采用旋压成型。
冲压工艺适用于小封头的批量制造,不同厂家有不同的冲压工艺[3]。
解析罐式集装箱不锈钢封头检验要求
解析罐式集装箱不锈钢封头检验要求【摘要】本文主要解析了罐式集装箱不锈钢封头的检验要求,包括封头结构、材料、表面检测、尺寸检验和焊缝检验要求。
通过严格遵守这些检验要求,可以提高检验效率,确保产品质量,保障使用安全。
封头结构要求是检验的基础,材料要求保证了封头的稳定性和耐腐蚀性。
表面检测和尺寸检验要求是确保封头表面光洁度和尺寸精准度的重要环节。
焊缝检验要求则是保证焊接质量和强度。
通过严格执行这些检验要求,可以确保不锈钢封头的质量和安全性,为生产制造和运输提供可靠保障。
【关键词】罐式集装箱、不锈钢、封头、检验要求、结构要求、材料要求、表面检测、尺寸检验、焊缝检验、提高效率、产品质量、使用安全。
1. 引言1.1 解析罐式集装箱不锈钢封头检验要求罐式集装箱是一种常用的运输容器,用于运输各种液体或散装货物。
不锈钢封头作为罐式集装箱中的重要组成部分,其质量直接影响到整个集装箱的使用效果和安全性。
对不锈钢封头的检验要求至关重要。
封头的结构要求是检验的重点之一。
封头应具有合理的结构设计,能够承受集装箱内外的压力,确保集装箱在运输过程中不会泄漏。
材料要求也是不可忽视的。
封头应选用优质不锈钢材料制造,具有良好的耐腐蚀性和强度,以确保集装箱长期使用时不会出现材料老化或腐蚀。
在封头表面检测要求方面,需要对封头表面进行严格的检测,确保表面光洁度和平整度符合要求,避免因表面缺陷而导致泄漏。
封头尺寸检验要求和焊缝检验要求也是关键的环节,通过检验尺寸和焊缝质量,可以确保封头的密封性和强度符合标准要求。
对罐式集装箱不锈钢封头的检验要求是至关重要的。
只有严格按照标准要求进行检验,才能提高检验效率,确保产品质量,保障集装箱的使用安全。
2. 正文2.1 封头结构要求封头结构是罐式集装箱中的一个重要部分,在保障产品安全和质量的也需要符合一定的要求。
封头结构应具有良好的密封性能,能够有效防止液体或气体的泄漏。
封头结构必须具有足够的强度和稳定性,能够承受内部介质的压力和外部环境的影响。
封头检验
1.1首先查看封头外供厂家是否具有“压力容器受压元件加工资格”,若有技术监督部门签发的“监检证书”就视为有“压力容器受压元件加工资格”。
1.2审查封头质量证明文件的三性,即证件的有效性、证件的完整性、证件的正确性。
1)JB/T4746-2002第7条规定:封头出厂质量证明文件应符合“容规”附件七的规定。
2)“容规”附件七的规定:封头外协厂家提供的质量证明文件如下:a) “受压元件(封头)产品质量证明书”其内容:封头类型、产品编号、质量保证师印章、法定代表人印章、制造单位、年月日。
b) “封头产品合格证”其内容:封头类型、产品编号、公称直径、制造标准、材料牌号、名义厚度、材料来源、出厂日期、质量检验员签字、质量检验科(处)章、年月日。
c)“质量检验报告”其内容“:压制条件(压制设备、毛料尺寸、终压温度)、压制方法、始压温度、冷却方式、外观质量及几何尺寸(表面质量、内表面形状偏差、壁厚偏差、直边高度、直边倾斜度、直边纵向皱折深度、直径平均值(外径)、最大最小直径差、总深度等)、封头材料(提供钢板质量证明书及复验报告)检验结论、检验员签字、检验责任师签字、年月日。
d) 技术监督部门签发的“监检证书”。
3)钢板材料牌号:A48CPR 符合法国标准:NF A 36-205(1982年6月)。
4)该钢板在压型前要进行复验,其要求如下:a)逐张钢板进行UT检测,满足JB4730-94 Ⅲ级;бb≥470~560N/mm2;бs≥265N/mm2;δ≥21% ;A kv≥31J (0℃)。
d)逐张钢板进行冷弯试验,α=1800 (d=2a) 无裂纹。
e)逐张钢板进行高温屈服试验,合格标准如下:бs≥196N/mm2(设备使用温度300℃)。
5)封头成形后经过正火处理,要在质量证明文件中注明,并提供热处理检验报告(含曲线图),及试板同炉正火+模拟消应处理后的力学性能报告。
要求如下:бb≥470~560N/mm2;бs≥265N/mm2;δ≥21% ;A kv≥31J (0℃)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
总高度Heights
顶部半径Crown Rad
转角半径Knuckle Rad
检查结果Examination Results
检查项目
Check Item
形状偏差
Deviation Form
Specified Shape
高度
Height
直边部分的不圆度
Out Of Roundness
检查项目
Check Item
转角半径不小于规定要求
Knuckle Radius Shall Not Belles That Specified
局部变形
Local Deformatioaterial Identifications Mark
评定
Judge Ment
OF Skirt portion
外圆周长
Circumference
(Out Side)
向外最大
Out Side
Max.
向内最大In Side
Max
公称内径1% Novm ID
名义尺寸
Nominal
封头号
Head NO.
最大Max
最小Min
相差Differ
检查项目
Check Item
厚度——规定最小厚度
Thickness—Specified Minx Thickness
量具的管理
Control Noon Measurement
封头号
Head NO.
a1
a2
a3
a4
b1
b2
b3
b4
c
评定
Judge Ment
□游标卡Dial Caliper Gage
UT测厚仪Ultra son ThickGage
钢卷尺Steel Tape Measure
封头号
Head NO.
备注:
Remarks:
钢卷尺编号:UT测厚仪编号:
检验员
Examiner
检验负责人
Chief Examiner
AI检验师
By AI
日期
Date
日期
Date
日期
Date
工作令号Order NO.
图号Drawing NO.
件号Part NO.
数量Quantity
文件号DOC. NO.
要求Requirements
封头类型
Type Of Head
□椭圆型Ellipsoidal
□碟型Tcrispherical
□平底形体
材料Material
厚度Thickness
公称内径NOM. ID.