塑胶软包装制品QC工程图
合集下载
塑胶成型QC工程图
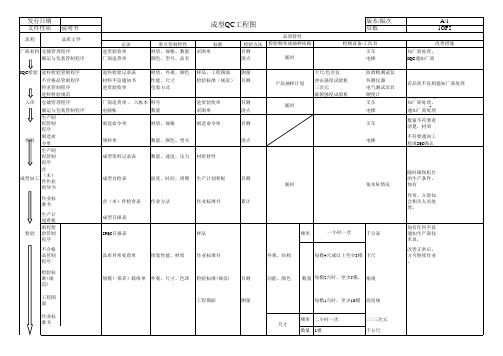
产品入 库检验 管制程 序
不合格 品管制 程序
检验标 准(规 范)
工程图 面
作业标 准书
核准
制定日期
发行日期 文件性质 说明书
流程
品质文件
入库
搬运与 包装管 制程序
仓储管 理程序
产品出 货检验 管制程 序
成型日报表
包装数量、包装方式 作业标准书 粘贴标签、标签书写
清点
随时
FQC日报表 重工单
尺寸、材质、外观 工程图面
发行日期 文件性质 说明书
流程
品质文件
厂商来料 仓储管理程序 搬运与包装管制程序
IQC检验 进料检验管制程序 不合格品管制程序 特采管制程序 进料检验规范
入库 仓储管理程序
搬运与包装管制程序
生产制 程管制 程序
领料
制造命 令单
生产制 程管制 程序
首
成型加工
(末) 件作业
指导书
作业标 准书
检验
生产计 划看板
目测
首(末)件检查表 作业方法 成型日报表 IPQC日报表
作业标准书
累计
样品
随时
依实际情况
频率
一小时一次
千分表
品质异常处理单
组装性能、材质
作业标准书
外观、结构
每模4穴或以上至少3模 卡尺
随时确保机台 的生产条件, 如有
异常,立即知 会相关人员处 理。
如有任何不良 通知生产部技 术员,
改善正常后, 方可继续作业 。
目测叉车领料单 Nhomakorabea数量、颜色、型号
清点
电梯
成型资料记录表
数量、速度、压力 材质特性
A/1 1OF2
数量不对,通改善措施 知料厂有商误处,理由, IQC通知厂商
不合格 品管制 程序
检验标 准(规 范)
工程图 面
作业标 准书
核准
制定日期
发行日期 文件性质 说明书
流程
品质文件
入库
搬运与 包装管 制程序
仓储管 理程序
产品出 货检验 管制程 序
成型日报表
包装数量、包装方式 作业标准书 粘贴标签、标签书写
清点
随时
FQC日报表 重工单
尺寸、材质、外观 工程图面
发行日期 文件性质 说明书
流程
品质文件
厂商来料 仓储管理程序 搬运与包装管制程序
IQC检验 进料检验管制程序 不合格品管制程序 特采管制程序 进料检验规范
入库 仓储管理程序
搬运与包装管制程序
生产制 程管制 程序
领料
制造命 令单
生产制 程管制 程序
首
成型加工
(末) 件作业
指导书
作业标 准书
检验
生产计 划看板
目测
首(末)件检查表 作业方法 成型日报表 IPQC日报表
作业标准书
累计
样品
随时
依实际情况
频率
一小时一次
千分表
品质异常处理单
组装性能、材质
作业标准书
外观、结构
每模4穴或以上至少3模 卡尺
随时确保机台 的生产条件, 如有
异常,立即知 会相关人员处 理。
如有任何不良 通知生产部技 术员,
改善正常后, 方可继续作业 。
目测叉车领料单 Nhomakorabea数量、颜色、型号
清点
电梯
成型资料记录表
数量、速度、压力 材质特性
A/1 1OF2
数量不对,通改善措施 知料厂有商误处,理由, IQC通知厂商
注塑质量控制QC工程图

附着力不合格
841温控器
外观和控制供应商的变 更,现用进口德国,附着力
附着力不合格
附着力不合格
附着力不合格
附着力试验产生偏差
176藏下饰条 /186藏下饰条 /525C冻上饰 条/双色饰条
产生烫印颗粒
不良品记录 不合格品控制程序
1下件工位光照强度是否达标(2盏40W灯泡) 2包装工位专用号与实际包装相符,数量无差 异,标识明确
检验记录
按检验与试验状态控制 检验工位按企标要求试验附着力、耐擦拭、耐
程序
水试验、耐汽油。
1.首件检验做好印刷版面的比对
IPQC检验日报表 、IPQC检验报表 、品质异常联络 书
1现场6S 2烘干工艺
每班
每班 每班 每班 每班
14 下件包装 周转车
15 检验
N/A
1、检验员对 首喷产品按照 标准检验
1现场6S 2下件区包装
2、现场环境卫
工艺
外观、附着力 外观检验标 、耐溶剂性 准、
每班
每200PCS 产品中抽 检20PCS
丝印产品检
卡尺、 尺寸、外观、 验指导书、
每200PCS
16
印刷
丝印机 色卡、 附着力、耐溶 塑胶壳类检
IPQC 产品中抽
千分尺 剂性
验标准、外
检20PCS
观检验标准
17
烘烤
烤箱
色卡、 外观、附着力 温度计 、耐溶剂性、 、酒精 温度
丝印产品检 验作业指导 书、塑胶壳 类检验标准
IPQC
每200PCS 产品中抽 检20PCS
18
外观全检 N/A
目测
外观
外观检验标
查看是否打开过 求在适当范围内
塑胶件QC工程图
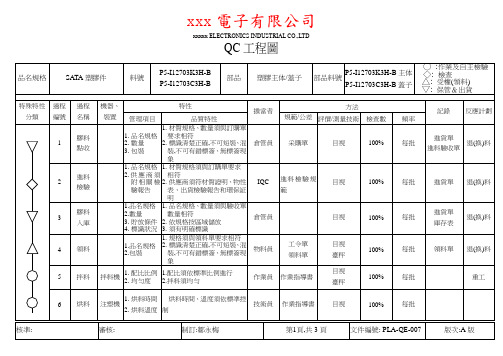
1.核對產品規格須與工令單要求之規格相符
2.外觀:依標準控制在範圍內
3.尺寸:須在公差範圍內
4.功能:與端子及其它配件之匹配性,測試塑插力、塑拉力等
IPQC
檢驗標準書
產品圖面
目視/卡尺/
投影儀/
推拉力計
1模穴
每批
首件檢驗表
調機
修模
9
射出制程檢驗
注塑機
模具
外觀
尺寸
外觀:依標準控制
尺寸:須在公差范圍之內
○:作業及自主檢驗
◇:檢查
△:受權(領料)
▽:保管&出貨
特殊特性分類
過程
編號
過程
名稱
機器、
裝置
特性
擔當者
方法
記錄
反應計劃
管理項目
品質特性
規範/公差
評價/測量技術
檢查數
頻率
10
入庫前檢驗
1.外觀
2.尺寸
3.包裝
1.外觀不可缺膠,縮水,混料等
2.尺寸在公差要求內
3.包裝不可混料,少數,標簽標示正確,與內容物一致
功能:滿足規定要求
技術員作業員
IPQC
作業指導書
檢驗標準書
目視/卡尺/投影儀/推拉力計
100%
2模穴
每批
1次/2HR
自主檢驗表
巡迴檢驗表
調機
修模
重工
品名規格
SATA塑膠件
料號
P5-I12703K3H-B
P5-I12703C3H-B
部品
塑膠主体/蓋子
部品料號
P5-I12703K3H-B主体
P5-I12703C3H-B蓋子
1.規格須與領料單要求相符
2.外觀:依標準控制在範圍內
3.尺寸:須在公差範圍內
4.功能:與端子及其它配件之匹配性,測試塑插力、塑拉力等
IPQC
檢驗標準書
產品圖面
目視/卡尺/
投影儀/
推拉力計
1模穴
每批
首件檢驗表
調機
修模
9
射出制程檢驗
注塑機
模具
外觀
尺寸
外觀:依標準控制
尺寸:須在公差范圍之內
○:作業及自主檢驗
◇:檢查
△:受權(領料)
▽:保管&出貨
特殊特性分類
過程
編號
過程
名稱
機器、
裝置
特性
擔當者
方法
記錄
反應計劃
管理項目
品質特性
規範/公差
評價/測量技術
檢查數
頻率
10
入庫前檢驗
1.外觀
2.尺寸
3.包裝
1.外觀不可缺膠,縮水,混料等
2.尺寸在公差要求內
3.包裝不可混料,少數,標簽標示正確,與內容物一致
功能:滿足規定要求
技術員作業員
IPQC
作業指導書
檢驗標準書
目視/卡尺/投影儀/推拉力計
100%
2模穴
每批
1次/2HR
自主檢驗表
巡迴檢驗表
調機
修模
重工
品名規格
SATA塑膠件
料號
P5-I12703K3H-B
P5-I12703C3H-B
部品
塑膠主体/蓋子
部品料號
P5-I12703K3H-B主体
P5-I12703C3H-B蓋子
1.規格須與領料單要求相符
吸塑QC工程图

见仪器操 作
说明书
原材料、片材 受入标准
依AQL
依作业指导 卡尺、直
书
尺
作业指导书
自检
卡尺
目视 实
装
依产品标准 书
目视
依产品标准 书
目视
依照图纸
客户要求
作业指导书 部品检验标准书
作业指导书 部品检验标准书
自检
自检
自检 巡检 自检 巡检
折边
折边机
边位准确、无烫伤 无刮伤
套装边位准确
依产品标准 书
目视
作业指导书 部品检验标准书
PQC 制程巡检报告单 作业员
出货检验报告单 PQC
FQC
出货检验报告单 出厂成绩表
仓管员
担当
化学物质检验
一般公差
±0.5mm或依 照客户
尺寸
要求
同上
外观、尺寸
打样机 吸塑机
恒温410℃ ±30℃
恒压8kg/ ㎝2
±0.5kg/㎝2
恒温410℃ ±30℃
恒压8kg/ ㎝2
±0.5kg/㎝2
裁断机
无拉丝、 无吸不到位
无拉丝、 无吸不到位
厚度均匀 边位及孔位无毛刺、表 面无刮伤
套装孔位准确
依原材料、 片材 受入标准
**塑胶制品有限公司
QC 工 程 图
制造流程 流程图 工程名
主要设备
作业条件
名称 条件名称 设定条件
产品规格 检查项目
测量仪器 规格/允差 及方式
操作、检验 规范
检验 频度
片材外观尺寸重量
进货检验 游标卡尺
厚度、透明度
模具制作 外加工铸
造 首件打样
塑胶制品QC工程图

次/2H 20PCS/次
/量治具
/※
※
《首件检查报告》
※ 《注塑射出成型参数表》
※ 《塑胶制程检验报告》
6
丝印
/
外观/尺寸
《进料检验规范》/工程图纸
抽检
MIL-STD- 目视/样板 105E 单次II /量治具
/
※
/
《进料检验报告》 外发加工
首检
1PC
※※ ※
《首件检查报告》
7
组装
/
外观/尺寸/跌落
东莞市XXXX有限公司
塑胶制品QC工程表
产品(零件)名称: 塑胶制品
制作单位: 工程部
制作:
文件编号: WI-PD-01
制作日期: 2020/1/6
版本: A/0
核准:
生产管理
质量管理
责任人
流程图
1
2 3
流程名称
领料 配料混料
烘料
使用设备 管制项目
检验要求参照文件 管制方式 检验频率
叉车 拌料机 烘料机
※
/
※
《成品检验报告》
注:1)QA针对特殊关键工序做首检及巡检,首检时机一般为:新模新材料、修模、转换model或停产已久的旧产品模具; 2)所有测量尺寸参照工程图纸要求或试装配为依据,只针对其装配尺寸做监控测量,其中不方便测量之尺寸可用配合零件试装;
第1頁,共1頁
先进先出 物料品质状态标识 UV粉/色粉与胶料掺 和比例原料与水口
掺和比例
《产品防护与仓储管制程序 》 《生管管制程序》
BOM/作业指导书
温度/时间
《塑料件成型条件表》
自检 自检 自检
100% 100% 100%
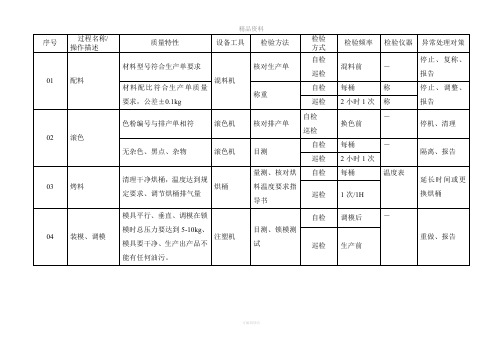
塑料产品QC工程图
换色前
-
停机、清理
无杂色、黑点、杂物
滚色机
目测
自检
每桶
-
隔离、报告
巡检
2小时1次
03
烤料
清理干净烘桶,温度达到规定要求、调节烘桶排气量
烘桶
量测、核对烘料温度要求指导书
自检
每桶
温度表
延长时间或更换烘桶
巡检
1次/1H
04
装模、调模
模具平行、垂直、调模在锁模时总压力要达到5-10kg、模具要干净、生产出产品不能有任何油污。
目测、测量
试装
全检
首件全检
-
重新调整机械参数
07
半成品生产
产品外观、尺寸要符合首件确认板
注塑机
核对生产单质量要求、目测、
测量、试装
自检
10啤/0.5H
-
调机、返工
巡检
30啤/1H
08
半成品组装
组装要到位、平整、吻合
目测
自检
每个自检
-
返工
巡检
30PCS/1H
09
水口料回收
不能有黑点、杂质、杂色料
油污
目测
注塑机
目测、锁模测试
自检
调模后
-
重做、报告
巡检
生产前
序号
过程名称/
操作描述
质量特性
设备工具
检验方法
检验
方式
检验频率
检验仪器
异常处理对策
05
调机产品成形
产品完整、不缩水、无杂色、无披风、光滑、无油污
注塑机
目测
自检
全检
-
重新调整
06
首件检查确认
-
停机、清理
无杂色、黑点、杂物
滚色机
目测
自检
每桶
-
隔离、报告
巡检
2小时1次
03
烤料
清理干净烘桶,温度达到规定要求、调节烘桶排气量
烘桶
量测、核对烘料温度要求指导书
自检
每桶
温度表
延长时间或更换烘桶
巡检
1次/1H
04
装模、调模
模具平行、垂直、调模在锁模时总压力要达到5-10kg、模具要干净、生产出产品不能有任何油污。
目测、测量
试装
全检
首件全检
-
重新调整机械参数
07
半成品生产
产品外观、尺寸要符合首件确认板
注塑机
核对生产单质量要求、目测、
测量、试装
自检
10啤/0.5H
-
调机、返工
巡检
30啤/1H
08
半成品组装
组装要到位、平整、吻合
目测
自检
每个自检
-
返工
巡检
30PCS/1H
09
水口料回收
不能有黑点、杂质、杂色料
油污
目测
注塑机
目测、锁模测试
自检
调模后
-
重做、报告
巡检
生产前
序号
过程名称/
操作描述
质量特性
设备工具
检验方法
检验
方式
检验频率
检验仪器
异常处理对策
05
调机产品成形
产品完整、不缩水、无杂色、无披风、光滑、无油污
注塑机
目测
自检
全检
-
重新调整
06
首件检查确认
QC工程图

管 检查量 作业员 :全量 IPQC:抽检 作业员 :全量 IPQC:抽检 作业员 :全量 作业员:全 量IPQC:每 板抽检 全量 抽检 業務/資材/ 品保
理 测定方式 测定设备 目视/卡尺/色 差仪/spec 物性测试 目視
方 记录 加料记录 表/首件检 查记录表
法 异常处 理方法 调机/修 模 返工 备 注
10
注塑加工
注塑机/周边 辅助设备 離子風機
11
貼膜
OK
12
全 检
OK
外觀 包装数量 /包装方 式 数量/料 号/日期 结构/数 量/包装 数量/外 箱标示/
制造课
目视/样品
日生产报 表 标签/
返工 返工 特采 补料 退回 批退/特 采 批退/特 采/補料
13
包 装
无异常
ห้องสมุดไป่ตู้
制造课 仓管员 物料员
目视
14 15
联络单 补料 退料单
5 6 7 9
领料 掛模 烘料
开机
设备及模 温度/周边辅助 具运行 OK 设备设置符合 标准
调机员
调试
工 序 号
管 工序名称 治具/设备 品质特性 (结果) OK
理 管理项目 要因 外观/机构/ 色泽 外觀
站 管理标准 成型条件表 /SOP/SIP SOP/SIP SIP/SOP 样品 SOP/SIP 权责单位 作业员/调机 员/IPQC 製造
福建日新塑料制品有限公司
QC工 程 圖 品質工程管理表 QC 工程圖(PMP) 工 序 号 1 机 种 18.5”Benq 料 号 A34G1689-AHBB 管 工序名称 设备 品质特性 (结果) 无误 理 管理项目 要因 数量 材质、色泽及 性能 无异常 供应商出货检 验报表 无异常 无误 运输工 具 天車/模 具 烘料机 注塑机\ 周边设 备 无误 OK 烘料 OK 堆放 堆放/数量 数量/运输 模仁/水路/模 溫 温度 80℃/时 间 制订部门 技术课 站 管理 标准 仓库作业 指导书 客户物质 成分表及 进料检验 标准书 仓库作业 指导书 备料标准 书 仓库作业 指导书 掛模 SOP 烘料标准 书 开机 SOP/ 成型条件 记录表 权责单位 仓管 检查量 每批全 量 每批抽 样按 AQL 每批抽 样按 AQL 版 本 A版 文件编号 PQ20100129 制 定 日 期 2010-01-29 管 理 测定方式 测定设备 目视 色板/色差仪/ 耐磨测试仪/硬 度计 目视 方 记录 送货单、采购 订单 送检单 来料异 常报告 单(批退 /特采) 法 异常处 理方法 备注 核 准 审 核
塑料袋生产QC工程图

成品检验报告 (ERP)
不合格品控制程序
12
入库
产品防护管理程序
仓管
栈板、叉车
入库单(ERP)
仓管拒收产品,退回检验合 格后入库。 仓管,重新报品管检验,合 格产品才可使用。
13
仓储
产品防护管理程序
仓管
栈板、叉车、 温湿度计
存料卡
14
出货 检验
质量控制计划 成品检验标准 包装作业指导书 装箱对照表
检验员
作业员
栈板、叉车
领料单 (ERP)
作业员不领取不符合控制要 求的材料 作业员用红色记号笔标注不 良品
5
吹膜
作业员
吹膜设备
首巡检记录
6
空 白 袋
电击
印 刷 袋
印刷产品开启电击
作业员
吹膜设备
首巡检记录
作业员直接报废,放置于废 料袋。
7
印刷
1、图案正确,不掉色 2、图案位置尺寸 3、外观无脏污、折痕 1、尺寸 2、图案位置 3、封口严合 4、打孔位
作业员
印刷机
首巡检记录
作业员用红色记号笔标注不 良品
8
空 白 袋
制袋
印 刷
作业员
印刷机
首巡检记录
作业员直接报废,放置于废 料袋。
XX印刷包装制品有限公司
塑料袋QC工程图
序号 工序
刷 袋
控制点 1、尺寸 2、图案 3、封口严合 4、打孔位 5、外观 按客户要求进行包装标识 1、尺寸 2、图案 3、封口严合 4、打孔位 5、外观 6、HSF 7、包装检查 1、合格标识 2、数量 1、防潮、防尘 2、定期盘点 3、呆置物料报检 4、温湿度控制 1、出料产品与送货单一 至 2、包装符合客户要求 3、产品检查 1、只交付检验合格产品 2、按送货单数量交付 3、按时交付 4、交付过程防湿、防尘
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
检测治具
生产控制流程
QC组长
生产治具、剪 钳
生产控制流程
全检记录表、模具清 生产管理 洁记录表、利器收发 记录表、 生产管理 生产管理 QC QC QC QC 生产管理 注塑QC巡查报告 注塑QC巡查报告 注塑QC巡查报告 模温测试记录表 注塑QC巡查报告 首件检查记录 模具清洁记录表 每2小时1次 每2小时1次 每2小时1次 每2小时1次 每次加胶料1次 每批次
塑胶软包装制品QC工程图
部品名称: 作业工序: IQC进料 担当部门: 品质部 仓 库 塑料瓶 管理要求: 胶料 按指定区域存放、标识、编号 、先进先出原则 客 户: 管理方法: 供应商化验报告 储存温度要求:18-28℃ 湿度:40%-70% 温湿度计 部品编号: 工具: 管理依据: IQC来料检查基准 仓库管理规定 执行者: IQC 仓管员 1.温湿度记录表 2.物料收发记录 1.抽查、巡查记录表 2.试装、试喷记录表 、3.模温检测记录表 温湿度记录需每 天填写1次 版本: 相关记录: 频 率:
生产控制流程
QC组长
喷枪/毛刷 干净油桶/油 勺
生产控制流程
生产管理
全检记录表、利器收 发记录表、
调油 铜版印刷 胶版印刷
生产部 生产部
BOM 样板 客/工程签办/检查基 准书
调油师 印刷组长
目视/核对
QE/QC组长
首件检查记录
印 刷 车 间
首件检查
品质部
测试 外观、颜色、印刷内容 检查 测试 目视 抽查
界油胶纸/界 界油测试指引/擦油测 刀、擦油笔 试指引 工序检查要求书/签办 各类样办/检查基准书 温湿度计 仓库管理规定
按指定区域存放、标识、先进 储存温度要求:18-28℃ 先出原则 湿度:40%-69%
制定:
审核:
批准:
塑胶软包装制品QC工程图
3M胶/酒精
附着力测试指引 各类签办/检查基准书
QC组长 QC QC 全检员 QC 仓管员
产品测试报告 巡查报告 巡查报告 全检报告 半成品验货报告 1.温湿度记录表 1.物料收发记录
制 程 管 控
每两小时一次 巡查 品质部 每两小时2pcs 全检 半成品抽 检 入仓 生产部 品质部 仓库 依工序检查要求书对喷油件进 行全检 每批次依AQL进行抽检,进行制 损判定
测试仪器
可靠性测试指引 各类签办/检查基准书
QC组长 QC QC 全检员 QC 仓管员
产品测试报告 巡查报告 巡查报告 全检报告 半成品验货报告 1.温湿度记录表 1.物料收发记录
制 程 管 控
每两小时一次 巡查 品质部 每两小时2pcs 全检 半成品抽 检 入仓 生产部 品质部 仓库 依工序检查要求书对喷油件进 行全检 每批次依AQL进行抽检,进行制 损判定
巡查
品质部
每2小时巡查1次
外观、结构、试装
检测治具
QC
注塑QC巡查报告、试 装/试喷记录表、
制定:
审核:
批准:
塑胶软包装制品QC工程图
部品名称: 作业工序: 担当部门: 塑料瓶 管理要求: 客 户: 管理方法: 部品编号: 工具: 界油胶纸/界 刀 管理依据: 执行者: 版本: 相关记录: 1.抽查、巡查记录表 2.首件检查记录 频 率:
界油胶纸/界 界油测试指引/擦油测 刀、擦油笔 试指引 工序检查要求书/签办 各类样办/检查基准书 温湿度计 仓库管理规定
按指定区域存放、标识、先进 储存温度要求:18-28℃ 先出原则 湿度:40%-69%
制定:
审核:
批准:
塑胶软包装制品QC工程图
部品名称: 作业工序: 担当部门: 塑料瓶 管理要求: 客 户: 管理方法: 部品编号: 工具: 界油胶纸/界 刀 管理依据: 执行者: 版本: 相关记录: 1.抽查、巡查记录表 2.首件检查记录 频 率:
货仓
材料保管
品质部 相关资料 生产部
BOM、工程图纸、制程检查基准 产品放产前QC组长需收 书、QC工程图、验收样板/限度 集相应的资料,以便进 样板、QE放产介绍会 一步了解产品信息 作业指导书、BOM、参数记录表 产品放产前集相应的 品信息 指定机台型号 目 视 目 视 目 视 目 视 目 视/磅重 目视/试装/试喷 要求每2H对模具清洁1次
工程BOM 5S手册 注塑参数表 模温测试表 电子磅 检测治具 抹布 注塑参数表 EDN 检收样板 生产控制流程 检收样板、检查基准 书、限度样板、工序 要求书
设 备
生产部 机台区域“5S”维护
吹 膜 车 间
制 程 管 控
胶料烘烤 吹膜参数 水口比例 首件检查 设备清洁 品质部 生产部 生产部
检查胶料烘烤时间/温度 温度、时间、射胶、熔胶参数 磅重求比例 依工程签办/客签办进行核对 模具清洁、维护、保养
品质部 相关资料 生产部
喷油装饰表、检查基准书、QC 产品放产前QC组长需收 工程图、检收样板、限度样板 集相应的资料,以便进 、QE放产介绍会 一步了解产品信息 BOM、EDN、喷油装饰表、排拉 表、作业指导书、工序检查要 求书 将油漆/天拿水依工程BOM配比 要求调试 依美工资料要求试印制 将试印的产品与客/工程签办对 比,检查外观、颜色、印刷内 容是否与样办一致 抽取样办做附着力测试 产品放产及开介绍会前 集相应的资料,以便进 一步了解产品信息 配比 产品表面印刷
生产控制流程
QC组长
喷枪/毛刷
生产控制流程
生产管理
全检记录表、利器收 发记录表、
封边/裁切 打孔
生产部 生产部
拉力计/卷尺 卷尺
工程图面 工程图面 客/工程签办/检查基 准书
QC QC
目视/核对
QE/QC组长
首件检查记录
切 袋 车 间
首件检查
品质部
测试 外观、喷色、模位及喷 油、移印效果检查 测试 目视 抽查
品质部 相关资料 生产部
喷油装饰表、检查基准书、QC 产品放产前QC组长需收 工程图、检收样板、限度样板 集相应的资料,以便进 、QE放产介绍会 一步了解产品信息 BOM、EDN、喷油装饰表、排拉 表、作业指导书、工序检查要 求书 封口温度/尺寸规格/切依频率 孔径/孔间距 将试作的产品与客/工程签办对 比,检查外观、尺寸规格是否 与样办一致 抽取样办做可靠性测试 产品放产及开介绍会前 集相应的资料,以便进 一步了解产品信息 核对 核对