2219铝合金变极性等离子弧穿孔焊接
两种热处理状态2219铝合金对接接头补焊特性

Cu
Mn
Ti
Mg
Zr
Zn
#i
V
Fe Si
Al
5.8 -6.8
0.2 -0.4 0.02 -0. 1
0.02 0.1 -0.25 0.10
—
0.05 -0.15
0.3 0.2
余量
-----------------------收稿曰期:2018- 1 1 - 2 2 doi:10.12073/j.hj.20181122001
的显
宏观力学性能,研究成果表明,2 2 1 9 铝
合 种 理状态焊接接
种 理状态焊接
接头相比,接头力学性能的 性有所降低,接头存在
弱点[5]。而补焊一定程度上又使接头的力学性能恶
, 开 展 2219 合 种 理状态接 焊性
能的研究,探 焊对接头力学性能的影响规律,减小
焊对接头性能的不利影响,对 宽 该 合 加深对其焊接性 具有重要意义。
流氦弧打底+ 交 流 氩 弧 盖 面 )接头背面用气动铣刀模 拟 实 际 贮 箱 补 焊 时 手 工 加 工 船 形 凹 槽 ,开 槽 深 度 约 为 试 片 厚 度 的 1/2,如 图 2 所示。补焊使用的焊接参数见 表 3 。焊 丝选用直径为2.4 mm的ER2325光 亮 焊 丝 ,焊
接 电 源 选 用 碰 11^700变 极 性 焊 机 ,保护气为99.999% 高纯氦气和氩气。一次补焊采用手工变极性T IG 方法 一 次 焊 满 ,二 次 补 焊 在 一 次 补 焊 焊 缝 表 面 再 次 开 同 样 尺寸的船形凹槽,同 样 采 用 手 工 变 极 性 T IG 方法一次 焊满。 1.3 测试分析方法
处 理 + 1 0 % 冷 变 形 + 人工时效)。2 2 1 9 铝合
铝合金时效处理

时效处理对电子束焊接AA2219铝合金焊接后的拉伸性能的影响摘要:2219铝合金(铝,铜6.5%)是一个航空航天应用中最受欢迎的时间硬化合金,因为其优良的焊接特点,虽然AA2219在焊接性方面其6000和7000系列占有优势,当焊接时它容易受到薄弱的连接强度的影响。
在本次研究中通过焊缝时效处理尽量提高焊接接头强度。
本文介绍时效处理对焊接电子束拉伸性能AA2219铝合金焊接的影响。
对接接头的平面制作,采用100千伏容量的电子束焊(电子束)机,焊缝在焊后给予人工时效处理。
拉伸试验用100千牛进行,机电控制采用普遍试验机。
焊后时效处理对提高焊缝金属的硬度和拉伸性能有益。
这主要是由于从焊缝金属的微观结构看,在焊缝金属区域的CuAl2析出物总体分布在焊后时效接头与焊接接头相比其影响是显而易见的。
关键词:AA2219铝合金;电子束焊接;人工时效;拉伸性能1简介2219铝合金(铝,铜6.5%)是一个航空航天应用领域最受欢迎的时效硬化合金,因为它具有优良的可焊性。
其他属于6000(铝硅镁)和7000(铝锌镁)系列的时效硬化合金容易产生凝固裂纹,而且必须使用不可热处理焊剂焊接。
AA2219基本上铝铜锰三元合金。
AA2219是低温液体火箭燃料箱的建造最广泛的使用材料并具有好了独特的综合性能,如:可焊性,高强度重量比和优越的低温性能。
AA 2219铝合金首选的焊接工艺为GMAW焊和钨极气体电弧焊(氩弧焊),相比较更容易成型和更好的经济适用性。
而且,等离子弧焊接以极高的极性电极和高焊接电流使铝组件被加入了一个良好的经济焊缝的质量。
在几个不同的领域,对铝合金的使用逐渐增加。
如压力容器,构造柱和运输系统就必须用多道焊进行焊接。
在多道焊接下,它的焊缝特点和机械性评测就不能用单道焊缝的方法进行观测。
在与氩弧焊和气体保护焊弧相比较,电子束的特点是高功率密度大,从而允许单方面通过且对平面接焊厚度约8毫米的物体焊接速度可达1米以上/分钟。
2219铝合金变极性等离子弧穿孔立焊工艺研究

[ABSTRACT] The technical characteristic and the effect of technical parameters on welding formation and the solidification characteristic of weld are dis ̄ cussed in detail by Al - alloy 2219 with unequal thick ̄ ness VPPA vertical welding experiments. The compre ̄ hensive properties of the joint are assessed and the optimal welding process of the joint is obtained. The test results show that the good matching of VPPA para ̄ meters is the key to obtain stable arc keyhole and weld shaping. And its weld has no porosity and inclusion. The outstanding mechanical properties and joint quality exceed the weld quality by traditional TIG.
在保持其余参数不变的条件下, 分别选取高于和 低于最佳离子气流量的流量值进行施焊, 其结果见 表 2。
由上面的试验结果可以看出, 离子气流量较大
表 2 焊缝的几何形状特征尺寸
离子气流量/ ( L·min-1)
2219铝合金变极性等离子弧焊接接头
2219铝合金变极性等离子弧焊接接头戴军;张娜;杨莉;徐珠睿;张尧成;郭国林【摘要】采用变极性等离子弧焊接技术对2219铝合金进行焊接,并通过光学显微镜、硬度计等分析和测试其焊接接头的微观组织和力学性能.结果表明,2219铝合金采用变极性等离子弧焊接能得到良好的焊缝,焊缝组织晶粒比母材细小,焊缝区域硬度小于母材硬度.【期刊名称】《电焊机》【年(卷),期】2016(046)001【总页数】3页(P113-115)【关键词】铝合金;变极性等离子弧;微观组织【作者】戴军;张娜;杨莉;徐珠睿;张尧成;郭国林【作者单位】常熟理工学院机械工程学院,江苏常熟215500;华北水利水电大学机械学院,河南郑州450000;常熟理工学院机械工程学院,江苏常熟215500;常熟理工学院机械工程学院,江苏常熟215500;常熟理工学院机械工程学院,江苏常熟215500;常熟理工学院机械工程学院,江苏常熟215500【正文语种】中文【中图分类】TG456.22219铝合金是由美国发明生产的变形铝及铝合金,其耐腐蚀性能较差,钎焊性差,但是机械加工性能好,适用于电弧焊和点焊。
可用于315℃下工作的结构件、高强度焊接件,在航空航天领域有广泛应用。
变极性等离子弧焊因其焊接品质高、焊接效率高、成本低、变形小的特点,在欧美发达国家已经广泛地应用于航空航天企业,是一种成熟的铝合金焊接工艺方法,可实现不开坡口一次焊透20 mm的铝合金,非常适合中厚板铝合金的焊接[1-2]。
对于变极性等离子弧焊接工艺和电源研究较多[3-6],陈剑虹[7]对2219铝合金采用上坡焊的方法进行焊接,发现当焊接倾角大于等于30°时成形良好,小于等于30°则成形困难。
韩永全[8]对15mmLD10铝合金进行了立焊工艺研究,发现正极性电弧对力更具影响,反极性电弧对热更具影响,实时保持穿孔熔池上热和力的平衡是焊接过程稳定的关键因素。
目前对于变极性等离子弧焊接研究主要集中在工艺控制和电源开发,但对2219铝合金变极性等离子弧焊接组织和性能相关报导较少。
铝合金变极性等离子弧平焊工艺
缝正/背面照片。 正反极性时间比为 19∶4。
电弧电压 U/V
30
20
10
0
-10
-20
-30
-40
320
360
400
440
480
时间 T/ms
120
80
40
0
-40
-80
-120
-160
320
360
400
440
480
时间 T/ms
图 4 变极性等离子电弧电压和焊接电流波形
焊接电流 I/V
Welding Technology Vol.39 No.2 Feb. 2010
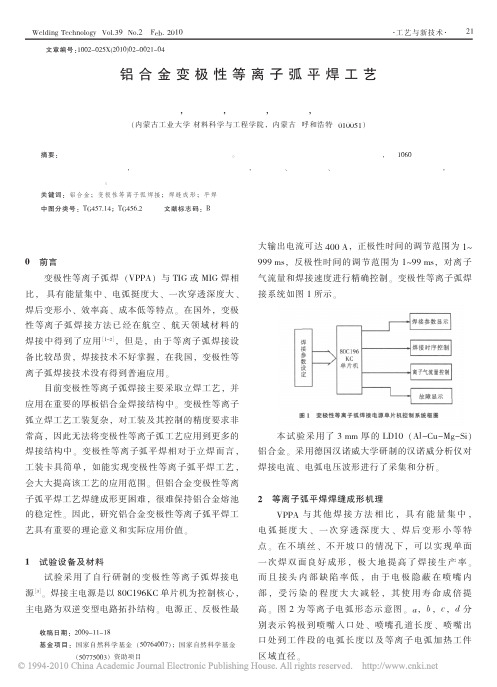
本 试 验 采 用 了 3 mm 厚 的 LD10 (Al-Cu-Mg-Si) 铝合金。 采用德国汉诺威大学研制的汉诺威分析仪对 焊接电流、 电弧电压波形进行了采集和分析。
2 等离子弧平焊焊缝成形机理 VPPA 与 其 他 焊 接 方 法 相 比 , 具 有 能 量 集 中 ,
电弧挺度大、 一次穿透深度大、 焊后变形小等特 点。 在不填丝、 不开坡口的情况下, 可以实现单面 一次焊双面良好成形, 极大地提高了焊接生产率。 而且接头内部缺陷率低, 由于电极隐蔽在喷嘴内 部, 受污染的程度大大减轻, 其使用寿命成倍提 高。 图 2 为等离子电弧形态示意图。 a, b, c, d 分 别表示钨极到喷嘴入口处、 喷嘴孔道长度、 喷嘴出 口处到工件段的电弧长度以及等离子电弧加热工件 区域直径。
比较图 5 和图 7 可知, 在平均电流相同的情况 下, 减少正、 反极性电流幅值差值时, 变极性等离子 弧平均电压降低, 电弧功率下降, 使得正面焊缝余高 增高而背面焊缝余高降低, 甚至有些未焊透的现象。
2219铝合金TIG焊接性研究

20070801
2219 铝合金 TIG 焊接性研究 摘要
本文通过对新一代运载火箭 3.35m 直径模块助推器研制方案中选定的贮箱材料——厚度为 6mm 的 2219 铝合金板进行焊接试验与测试,研究了该材料的焊接性,同时对焊接工艺进行了初 步研究。从而可为方波 TIG 方法及 2219 铝合金在贮箱焊接加工方面应用的可行性验证,以及后 续的贮箱试制提供必要的依据。
文中对焊缝宽度受焊接参数的影响作用进行了试验研究。试验表明占空比、电流频率、氩 气流量、电弧高度在打底焊接时宜分别选用 20%、100Hz、15L/min、6.5mm,盖面焊接时宜分别 选用 40%、80Hz、18L/min、6.0mm。
通过采用不同的焊接条件,研究了 2219T6 合金的焊接气孔敏感性。结果发现试板供货态和 表面进行丙酮清洗后的试板都产生了链状气孔。试板表面经机械刮削后焊缝中基本不产生气孔。 采用大规范焊接有助于减少 2219T6 合金焊后接头中的气孔。降低焊接时的环境温湿度对减少气 孔存在有利作用。在相同的焊接条件下,2219T6 铝合金和 2A14T6 铝合金焊接气孔敏感性无显 著差异,采用 ER2319 焊丝或 H703 焊丝对 2219T6 合金焊接气孔敏感性无显著影响。
关键词:2219 铝合金,焊接性,气孔敏感性,裂纹敏感性,力学性能,TIG 焊接
Weldability of 2219 Aluminum Alloy in TIG Welding
ABSTRACT
Researches were performed on the weldability and TIG welding technique of 2219 alloy boards with 6mm in thickness, which have been selected as the tank material of the roll booster of a new-type rocket. The purpose of the research is to give support to the validity verification of the manufactural project of the roll booster, in which 2219 alloy and TIG method have been selected, and to provide essential technique to the trial- manufacture of the roll booster.
2219铝合金FSW与VPPA交叉焊接研究
::!兰:苎丝兰塑窒:焊接技术第42卷第11期2013年11月=========================================::===::兰垒兰兰===兰==兰兰l二==兰====三==兰兰=文章编号:1002—025X(2013)11-0014—042219铝合金FSW与V PPA交叉焊接研究田志杰,苏志强,高彦军,徐宋娟,孙世炬(首都航天机械公司,北京100076)摘要:探讨了8m m厚2219铝合金FSW与V PPA交叉焊缝性能,研究了交叉焊缝的力学性能。
焊接接头常温的抗拉强度在260M P a 以上,断后伸长率为7.5%~9.5%。
对交叉焊焊缝与V PPA焊焊缝进行显微组织与硬度分析,2种接头组织为无明显结晶方向的细小铸造组织,共晶组织、形状、尺寸无显著差异;2种接头硬度分布曲线呈V形:两侧母材硬度较高,母材到焊缝中心的硬度呈现下降的趋势,在焊缝中心出现一个极小值。
与V PPA焊焊缝相比,交叉焊接头的焊缝区较宽.硬度“软化区”较大.关键词:2219铝合金;V PPA;FSW;拉伸性能;显微组织;硬度中图分类号:T G453.9;TG456.2文献标志码:B0前言2219铝合金是航天工业新一代应用材料.由于材料具有极强的氧化能力、热导率大、膨胀系数大、液态时溶解氢的能力强等特点,采用T I G等熔焊方法时,易在焊缝及热影响区中形成各种焊接缺陷,焊接接头强度不高[!-2]。
2219铝合金的焊接可采用可变极性等离子弧焊接及FS W焊接。
搅拌摩擦焊工艺过程中,材料未达到熔化状态,从而大大降低或避免了熔焊时容易出现的焊接变形、残余应力、气孑L、裂纹等缺陷。
但是,由于材料是在摩擦和压力作用下发生塑性变形而连接到一起的,接头仍然存在一个组织软化区。
变极性等离子弧焊兼有等离子弧和变极性两个特征。
小孔型等离子弧具有电弧穿透力强、电弧稳定性好、电弧挺直性好、加热集中等特点,变极性电源既能满足交流焊接的阴极清理作用,又能将钨极的烧损降低到最低。
2219高强铝合金活性TIG焊工艺
2219高强铝合金活性TIG焊工艺栗慧;邹家生;姚君山;彭浩平【摘要】采用单组分活性剂 (AlF3 和 LiF)、3组分 (AlF3+30%LiF+10%KF-AlF3)和 4 组分 (AlF3+30%LiF+ 10%KF-AlF3 + 10%K2SiF6)混合组分活性剂进行2219高强铝合金直流正极性活性TIG焊 (DCSP A-TIG),研究4种类型活性剂对焊缝表面成型、焊缝内部质量(气孔)、焊缝熔深、电弧形态、接头组织与力学性能的影响.结果表明:涂覆活性剂有助于去除2219铝合金表面的氧化膜,提高焊缝表面成型质量,涂覆4组分活性剂的DCSP A-TIG焊缝表面成型质量最佳;与变极性TIG焊(VPTIG)焊缝内部质量相比,DCSP A-TIG焊接方法可显著降低2219铝合金焊缝内部气孔的产生; AlF3单组分活性剂可显著增大焊缝熔深,其电弧形态具有明显的拖弧现象;DCSP A-TIG焊焊缝组织具有与母材相同的组织组成物,电流对A-TIG焊缝组织影响较大,增大焊接电流,会造成接头晶粒组织粗大;涂覆4组分活性剂的DCSP A-TIG接头强度和伸长率最高,与VPTIG焊接头力学性能具有相近的技术指标.2219高强铝合金的DCSP A-TIG焊接方法具有很大的工程应用价值.%Straight polarity direct current method (DCSP A-TIG) was applied to join 2219 high strength aluminum alloy, and the effects of single-component (AlF3, LiF), three-component (AlF3 + 30%LiF+10%KF-AlF3) and four-component (AlF3 + 30%LiF +10%KF-AlF3 +10%K2SiF6) activating flux on weld face forming, weld quality (porosity), arc shape, weld penetration, joint microstructure and mechanical properties were studied. The results show that adding activating flux helps to remove the oxide film on the weld face of the 2219 aluminum alloy, improve the weld surface forming quality; the four-component activating flux of weld face forming is the best; compared withthe weld quality of variable polarity TIG welding (VPTIG), DCSP A-TIG welding method significantly reduces the porosity generation in 2219 aluminum alloy weld; AlF3 single-component activating flux obviously increases the weld penetration, which has obvious dragged arc phenomenon; DCSP A-TIG welded seam has the same structure component as the parent metal. Welding current has a greater influence on DCSP A-TIG weld microstructure, increasing current may result in the coarsening of the joint microstructure. The strength and elongation of the DCSP A-TIG welding joint, which are coated with four-component activating flux are the highest, and the mechanical properties are nearly the same as VPTIG welding. The DCSP A -TIG welding method of 2219 high strength aluminum alloy is of great value to the engineering application.【期刊名称】《材料工程》【年(卷),期】2018(046)004【总页数】8页(P66-73)【关键词】2219铝合金;A-TIG焊;活性剂;DCSP【作者】栗慧;邹家生;姚君山;彭浩平【作者单位】江苏科技大学先进焊接技术省级重点实验室, 江苏镇江 212003;常州工学院机械与车辆工程学院, 江苏常州 213002;江苏科技大学先进焊接技术省级重点实验室, 江苏镇江 212003;常州工学院机械与车辆工程学院, 江苏常州213002;常州大学江苏省油气储运技术重点实验室, 江苏常州 213164【正文语种】中文【中图分类】TG44智慧制造是未来制造业的发展趋势,优质、高效、节能、降耗是其基本要求[1]。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
23制造技术研究2219铝合金变极性等离子弧穿孔焊接工艺研究陆成虹 罗志强 杨学勤 林立芳 (上海航天精密机械研究所,上海 201600)摘要:采用上坡焊的方法,以不同的焊接倾角对2219铝合金进行变极性等离子弧穿孔焊接。
通过对不同焊接倾角条件下得到的焊缝进行焊缝成形、焊缝尺寸、显微组织及焊缝强度的分析,得出不同焊接倾角对变极性等离子弧穿孔焊接的影响。
结果表明,当焊接倾角小于20°时,焊缝不能良好成形;当倾角小于40°时,焊缝区有少量气孔。
关键词:2219铝合金;变极性等离子弧;上坡焊Investigation of VPPA Welding Processing for 2219 Aluminum AlloyLu Chenghong Luo Zhiqiang Yang Xueqin Lin Lifang(Shanghai Spaceflight Precision Machinery Research Institute, Shanghai 201600)Abstract :Variable polarity plasma arc (VPPA) welding is used with upward welding in the inclined position with different angles for 2219 aluminum alloy, then studying the weld shape, the weld size, microstructures and weld strength of welded joint obtained at different angles. The results indicate that when the angle of inclination for welding is less than 20 degree, welded joint cannot form well; when the angle of inclination for welding is less than 40 degree, weld zone has little gas pore.Key words :2219 aluminum alloy ;VPPA ;upward welding in the inclined position 1 引言2219铝合金在-250℃到250℃的温度范围内仍能保持良好的力学性能和断裂韧性,因此被广泛用作航空、航天、军事以及一些民用领域的焊接结构材料。
但是2219铝合金在熔焊时存在接头强度系数低的问题,通常只有母材强度的60%;且气孔倾向性较大[1,2]。
变极性等离子弧焊接铝合金时,焊件不需要开坡口,节省了焊前制备时间;焊道窄,焊接变形小,且单面一次焊双面自由成形;立向上焊接时有利于排除焊缝中的夹气和夹杂物,可获得无缺陷焊缝[3,4]。
但在实际生产中,多数焊缝为空间曲线焊缝,要使空间曲线焊缝在焊接时始终保持立向上焊有一定的困难,因而采用倾斜焊的焊接位姿。
与立向上焊接相比,倾斜焊不利于熔池中气孔的排出,且在相同焊接规范不同倾角焊接时,熔池受到重力、电弧力等的作用,焊缝成形不均一,在倾角大时,熔池易发生下塌。
2 试验材料与方法图1 焊接方法示意图作者简介:陆成虹(1984−),硕士,飞行器设计专业;研究方向:焊接自动化。
收稿日期:2009-11-1924试验材料为2219铝合金,焊丝为2319铝合金,其主要化学成分如表1所示。
试板尺寸为250 mm×150 mm×6mm ,焊前机械刮削,焊丝直径为1.6mm 。
焊接过程中的离子气和保护气均为氩气。
焊接方法采用上坡焊,如图1所示。
焊接工艺参数见表2。
表1 2219和2319铝合金化学成分 %牌号 Cu MnVZrTi Al2219 5.8~6.8 0.20~0.40 0.05~0.15 0.10~0.25 0.02~0.10 余量 2319 5.8~6.8 0.20~0.40 0.05~0.15 0.10~0.25 0.10~0.205余量表2 焊接工艺参数焊接电流I /A离子气L /min保护气L /min送丝速度/mm·min -1焊接速度/mm·min -1180~200 1.95~2.15 15~25 1000~1500 180~2203 试验结果与分析3.1 不同倾角上坡焊焊接接头成形图2是采用上坡焊的方法,在不同倾角条件下施焊所得焊接接头的外观形貌。
a 焊接倾角α=20°b 焊接倾角α=30°c 焊接倾角α=40°d 焊接倾角α=50°e 焊接倾角α=60°图2 不同倾角焊接接头外观形貌由图2可知,当倾角大于30°时,焊缝成形良好,当倾角小于30°时,焊缝成形困难,出现类似切割状的连续焊穿缺陷。
图3是焊缝尺寸与焊接倾角的关系,从图中可以看出,随着倾角α的减小,焊缝正面的余高和宽度有所减小,而焊缝背面的余高和宽度有所增大。
图4是穿孔立焊时熔池的受力分析图。
F G 为重力,P 是由表面张力所引起的附加压力[5]。
图3 焊接倾角对焊缝尺寸的影响图4 穿孔熔池受力分析图[5]如图4所示,穿孔立焊熔池的弯曲液面在yz 平面方向产生指向穿孔中心的附加压力P r ;在xz 平面方向,正面喇叭口形的弯曲液面产生指向正面的附加压力P x ,背面喇叭口形的弯曲液面产生指向背面的附加压力P x ′。
当立向上焊接时,在重力F G 和弯曲液面附25加压力P 的作用下,液态金属沿着小孔的两侧向下流淌,并在冷却后凝固。
改变试板倾斜角度施焊,其它条件不变,随着倾角α的减小,在重力和附加压力的作用下,更多的液态金属沿着小孔向试板的背面流动,在表面张力的作用下,液态金属在焊缝正面横向铺展的面积变小,在焊缝背面横向铺展的面积变大。
因此随着焊接倾角的减小,焊缝正面的余高和宽度逐渐减小,背面的余高和宽度逐渐增加。
当倾角足够小的时候,表面张力不足与电弧力、重力相平衡,稳定的熔池状态被破坏,使熔池脱落,出现焊穿。
3.2 不同倾角上坡焊焊缝区气孔的影响图5为不同焊接倾角条件下所得焊缝的焊缝区显微组织,图中黑色点状物为气孔。
a 焊接倾角α=50° b焊接倾角α=40° c 焊接倾角α=30°图5 不同倾角焊缝区显微组织2219铝合金焊接时对气孔的敏感性较强,从图5中可以看出,当倾角小于等于40°时,焊缝区有少量气孔出现;当倾角大于40°时,焊缝区没有气孔。
金属熔焊中,由于气泡的密度小,熔池中的气泡受到浮力的作用向上运动。
穿孔型变极性等离子弧立向上焊接时,在等离子流力的作用下,离子弧把工件完全熔透形成一个小孔,熔化金属被排挤在小孔周围,金属熔池中气泡也在等离子流力的作用下从熔池后方排出。
焊接由立向上焊改为上坡焊,当焊接倾角达到一定值时,浮力对熔池中气泡的作用力占主导作用,气泡在浮力的作用下,从熔池表面溢出。
通常焊接熔池的凝固速度较快,而气泡存在一个形核、长大、上浮的过程,所需时间较长,所以在一定倾角的上坡焊施焊时,气泡不能及时排出,导致焊缝接头处存在气孔。
3.3 不同倾角上坡焊焊缝强度的影响图6是不同焊接倾角条件下得到的焊缝接头强度,所得焊缝强度均高于母材强度的60%,最高为母材强度的65%。
焊缝余高的存在使焊接接头在承受载荷时力流线密度变小,增加了焊缝承载能力。
焊接接头的强度也随着焊接倾角的减小而增加。
当焊接倾角不断增大时,所得焊缝的正面余高逐渐增加,背面余高逐渐减小,焊接倾角从30°增加到70°时,背面余高从2.85mm 减小到1.77mm 。
由于背面余高的减小程度大于正面余高的增加程度,从而随着焊接倾角的增加,焊缝承载能力变小,焊接接头的拉伸强度也相应变低。
图6 焊接倾角对焊接接头强度的影响4 结束语a. 采用变极性等离子弧上坡焊焊接2219铝合金,当焊接倾角大于等于30°时能良好成形,小于等于30°则成形困难,出现类似切割的连续焊穿缺陷;b. 随着焊接倾角的减小,正面焊缝余高和宽度均减小,背面焊缝余高和宽度都增大;c. 焊接倾角小于等于40°时,焊缝区有少量气孔;当倾斜角度大于40°,焊缝区无气孔;d. 在焊缝余高分散减小焊缝承载时力流线密度的作用下,焊接接头的强度随着倾角的减小而增加;e. 考查焊缝尺寸和焊缝强度,在焊接倾角大于50°时,上坡焊可在2219铝合金变极性等离子弧焊中应用。
参考文献1 周万盛,姚君山. 铝及铝合金的焊接. 北京:机械工业出版社,20062 Xu Wenli, Li Qingfen, Meng Qingguo, etc. Microstructures of 2219 twinwire welded joints. China Welding, 2005,14(2):101~1043 董春林,吴林,邵亦陈. 穿孔等离子弧焊发展历史与现状. 中国机械工程,11(5):577~5814 刘志华,赵兵,赵青. 21世纪航天工业铝合金焊接工艺技术展望.导弹与航天运载技术,2002(5):63~685 雷玉成,邓惠锦. 穿孔法等离子弧立焊焊缝成形机理初探. 江苏理工大学学报,2000,21(1):61~64。