等离子弧焊中小孔稳定性的研究
等离子弧焊接小孔行为检测方法概述

等离子弧焊接小孔行为检测方法概述
韩俭;胡绳荪;傅育文
【期刊名称】《电焊机》
【年(卷),期】2004(034)004
【摘要】阐述了小孔型等离子弧焊接的工艺特点,解释了检测小孔行为的原因;详细介绍了目前小孔型等离子弧焊接过程中检测小孔行为的主要方法,并分析了各种方法的利弊;最后对这种先进的材料加工技术作出了展望.
【总页数】4页(P36-39)
【作者】韩俭;胡绳荪;傅育文
【作者单位】天津大学,材料科学与工程学院,天津,300072;天津大学,材料科学与工程学院,天津,300072;天津大学,材料科学与工程学院,天津,300072
【正文语种】中文
【中图分类】TG456.2
【相关文献】
1.基于小孔特征图像处理的变极性等离子弧焊接工艺研究 [J], 俞逸希;王继锋
2.受控脉冲穿孔等离子弧焊接背面小孔动态行为的视觉检测与控制 [J], 刘祖明
3.小孔等离子弧焊接中小孔状态的传感技术研究 [J], 卢亚静;胡绳荪;易小林;韩敬华
4.小孔型等离子弧焊接条形气孔形成机理 [J], 忻建文;吴东升;李芳;张跃龙;王欢;华学明
5.受控脉冲穿孔等离子弧焊接小孔动态行为的检测 [J], 武传松;刘祖明;陈姬
因版权原因,仅展示原文概要,查看原文内容请购买。
等离子弧焊接熔池和小孔形成过程数值分析

精 密 成 形 工 程第15卷 第8期178 JOURNAL OF NETSHAPE FORMING ENGINEERING2023年8月收稿日期:2023-05-06 Received :2023-05-06基金项目:国家自然科学基金(51605201);江苏大学大学生创新创业训练计划(20231222)Fund :The National Natural Science Foundation of China (51605201); Jiangsu University College Student Innovation and En-trepreneurship Training Program (20231222)作者简介:邱涛(1998—),男,硕士生,主要研究方向为等离子弧焊接数值模拟。
Biography :QIU Tao(1998-), Male, Postgraduate, Research focus: numerical simulation of plasma arc welding. 通讯作者:李天庆(1987—),男,博士,副教授,主要研究方向为焊接。
Corresponding author :LI Tian-qing(1987-), Male, Doctor, Associate professor, Research focus: welding.引文格式:邱涛, 李天庆, 陈长新, 等. 等离子弧焊接熔池和小孔形成过程数值分析[J]. 精密成形工程, 2023, 15(8): 178-190. QIU Tao, LI Tian-qing, CHEN Chang-xin, et al. Numerical Simulation of Molten Pool and Keyhole Formation during Plasma Arc 等离子弧焊接熔池和小孔形成过程数值分析邱涛,李天庆,陈长新,王昊,陈璐(江苏大学 材料科学与工程学院,江苏 镇江 212013)摘要:目的 研究等离子弧焊接穿孔过程中熔池内部的金属流动情况和小孔动态变化过程。
万瓦级光纤激光焊接过程中小孔内外等离子体研究_李时春

(4)
其 中, n i 为 离 子 密 度, 局 部 热 力 学 平 衡 条 件 下, n i = n e ; n0 为 电 离 后 的 金 属 原 子 密 度; Z0 和 Z1 分别为基态和离子态配分函数; m e 为电子质
i 量; E∞ 为 一 级 电 离 能 (假 设 焊 接 过 程 中 等 离 子 i 体 为 一 级 电 离 状 态); ∆E∞ 为 电 离 能 修 正 系 数, i ∆E∞ = 0.223 eV. 当获得等离子体的电子温度和
104212-2
图2
304 ˀᩡᨂ Аྟ ᰴᤴᄱ ሏߕ ʹ/ᗢඡ̈ Аྟ ᰴᤴᄱ GG17 ဝၕ
Аጜ ଊ݀
ႃᑨ
图1
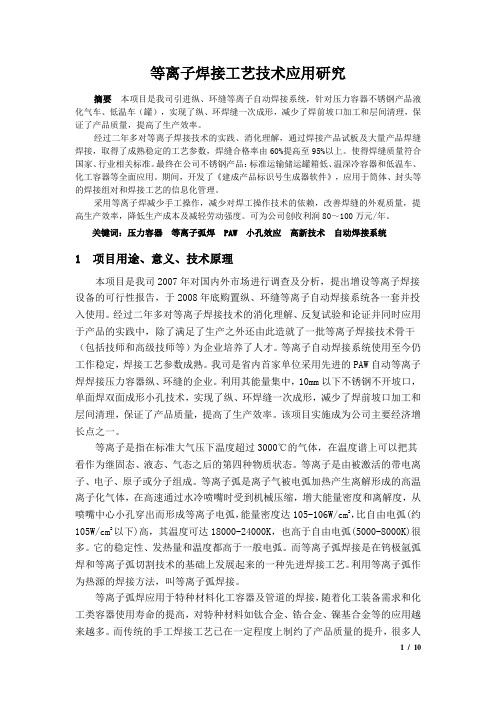
孔内等离子体观察装置及其光谱检测装置示意图
ᰴҪဋАጜ༏Аౌ ᐑཥ᪫ θ Аጜଊ݀
А៨́ጇፒ
ႃᑨ
孔外等离子体观察装置及其光谱检测装置示意图
2.2
理论背景
采集等离子体光谱信号后, 利用现有等离子体
物 理 学 报 Acta Phys. Sin.
Vol. 63, No. 10 (2014) 104212
万瓦级光纤激光焊接过程中小孔内外 等离子体研究∗
李时春 陈根余 † 周聪 陈晓锋 周宇
(湖南大学汽车车身先进设计制造国家重点实验室, 长沙 410082)
( 2013 年 12 月 9 日收到; 2014 年 1 月 28 日收到修改稿 )
为了进一步深入了解超高功率光纤激光深熔焊接过程中等离子体特征, 试验拍摄了深熔小孔内外等离子 体形态, 并采用光谱仪检测分析了光纤激光致等离子体光谱信号. 利用检测得到的等离子体光谱信号, 计算 研究了等离子体的电子温度、 电子密度、 电离度以及等离子体压力特征, 并分析了在小孔内不同深度处及孔外 等离子体的变化规律. 结果表明, 孔内等离子体呈现不均匀分布特征, 孔外金属蒸气远多于等离子体. 等离子 体光谱分析显示, 光纤激光致等离子体辐射出的谱线较少, 即电离程度较低. 进一步的计算结果同样证实了 光纤激光致等离子体处于弱电离状态, 但等离子体电子密度仍然处于较高水平, 且等离子体瞬态压力可达到 数百个大气压.
焊工基础知识培训题库(八)

焊工基础知识培训题库(八)焊工基础知识培训题库(八)701、埋弧焊机一般由弧焊电源、控制系统、焊机机头三大部分组成。
()【判断题】答案:AA、正确B、错误702、CO2焊用的CO2气瓶采用电热预热器时的电压应低于()【单选题】答案:BA、60VB、36VC、12VD、6V703、穿孔型等离子弧焊接时,在喷嘴结构确定的条件下,焊接电流一般根据()选择。
【单选题】答案:BA、材料材质B、材料厚度C、等离子气流量704、穿孔型等离子弧焊接时,当焊接速度过高会出现()。
【单选题】答案:CA、等离子气流量减小B、等离子流力减小C、等离子弧后吹705、埋弧焊采用渣保护。
()【判断题】答案:AA、正确B、错误706、埋弧焊单面焊,背面利用铜垫作衬垫,可以在背面得到很好的成形。
()【判断题】答案:AA、正确B、错误707、埋弧焊的船形焊时由于焊丝为垂直状态,熔池处于水平位置,容易保证焊缝质量。
()【判断题】答案:AA、正确B、错误708、埋弧焊的电弧掩埋在颗粒状焊剂下面。
()【判断题】答案:AA、正确B、错误709、埋弧焊可以焊接的钢中有碳素钢、低合金钢、耐热钢、不锈钢及其复合钢材等。
()【判断题】答案:AA、正确B、错误710、埋弧焊时,()增加,焊缝的熔深、宽度和余高都减少。
【单选题】答案:CA、焊接电流B、电弧电压C、焊接速度711、埋弧焊时,电弧电压增加,焊缝的()也增加。
【单选题】答案:BA熔深 B、宽度 C、余高712、与钨极氩弧焊相比,等离子弧焊接时,可采用钝边和坡口角度()。
【单选题】答案:AA、较大较小B、较小较小C、较大较大713、等离子弧焊接过程中,容易产生的有害气体是()。
【多选题】答案:ABA、臭氧B、氮氧化物C、二氧化碳714、穿孔型等离子弧焊接时,影响小孔稳定性的参数主要有()。
【单选题】答案:CA、等离子气流量B、焊接速度C、焊接电流715、熔透型等离子弧主要采用()。
【单选题】答案:BA、转移型弧B、非转移型弧C、联合型弧716、焊接型号BX3-300中,“300”表示()【单选题】答案:BA、焊接电流300AB、额定电流300AC、初级电流300AD、短路电流300A717、等离子弧焊接时,等离子弧中的电子是从()发射出来的。
等离子鞘层在等离子弧焊中的应用
第36卷第5期2003年9月天津大学学报Journal of Tianjin UniversityVol.36No.5Sep.2003等离子鞘层在等离子弧焊中的应用X卢亚静,胡绳荪,单平,罗震(天津大学材料科学与工程学院,天津300072)摘要:指出了尾焰电压和等离子云探针检测方法的本质,都是检测电弧的等离子焰.根据等离子体鞘层理论分析,用尾焰电压和等离子云探针检测等离子焰时,在金属检测板或金属探针表面附近将产生鞘层电压,相对于被焊工件为负电压值.鞘层电压与等离子体的温度及等离子体组分有关.动态平衡时,在金属检测板或金属探针表面的负电压值为一常量,可以根据公式计算该电压值.文中提出了一种无源探针检测等离子云的方法,该方法更加证明了等离子焰检测中等离子鞘层理论的重要性.关键词:等离子鞘层;小孔等离子弧焊;熔透;尾焰电压中图分类号:TG409文献标识码:A文章编号:0493-2137(2003)05-0562-05Application of Plasma Sheath in Plasma Arc WeldingLU Ya-jing,HU Sheng-sun,SHAN Ping,LUO Zhen(School of Materials Science and Eng i neering,Tianjin Universi ty,Tianjin300072,China)Abstract:The high quality of the weld and the process stability in plasma a rc welding c an be obtained by the de tection of the state of the keyhole(fully pe netra ted or not)through the efflux plasma voltage and plasma cloud volta ge.It is found that the essence of the efflux plasma volta ge detection and the plasma cloud probe detection is unifor m.Both the de tections are for the plasma fla me.On the basis of the theory of plasma sheath,the re is a ne gative potential(sheath voltage)near the surface of the detection plate or the me tallic probe.The value of the shea th voltage depends on the te mperature a nd the component of the plasma.I t is also found that the shea th volta ge is a constant when the process is in dynamic equilibrium and a corresponding formula is brought forward.At the same time,a ne w device wi thout elec trical source to detec t the plasma cloud is se t up,which ve rifies the validity and the importance of the the ory of plasma sheath.Keywords:plasma sheath;ke yhole plasma arc welding;fully penetra ted;efflux voltage在小孔型等离子弧焊中,小孔的稳定性对焊接质量和焊接过程的稳定性有很大的影响.要保证小孔的稳定,获得良好的焊缝成形,必须对焊接电流、焊接速度以及等离子气流量等焊接工艺参数进行匹配和控制,但是,由于等离子弧的特殊性,其参数匹配范围很小[1~3],一般的控制方法很难令人满意,因此,等离子弧焊接的应用受到限制.在焊接过程中如何控制焊接工艺参数,保证小孔的稳定一直是焊接工作者致力解决的问题[4].对小孔型等离子弧焊接进行控制时,首先要提取小孔的特征信号.目前,在小孔信号的检测方面已有许多研究,例如弧光强度检测[5]、等离子弧穿孔声信号检测[6]和等离子弧图像处理[7]等.其中等离子尾焰电压检测方法是比较传统的检测方法,而采用探针检测等离子弧反翘的方法则是最近发现的一种简易、有效的新方法.本文主要对这两种方法的机理进行分析,并在此基础上提出一种无源探针检测方法.1等离子弧尾焰和等离子弧反翘等离子弧的尾焰(efflux plasma)是指在小孔型等离子弧焊接中,当小孔形成时,等离子弧从小孔中喷出而形成的等离子焰.在20世纪70年代初,Steffens开始研究等离子小孔和尾焰的行为.在工件背面,借助金属检X收稿日期:2002-09-13;修回日期:2003-05-08.作者简介:卢亚静(1979)),女,硕士研究生,luyajing@.测板和电路,在小孔穿透母材时,通过检测工件与金属检测板之间的电压来检测等离子尾焰,从而确定等离子小孔形成与否.研究结果表明,尾焰电压是常数[8].这种检测手段简单可靠,适合工业生产,但该方法必须将检测板放置在工件的背面,故在封闭容器、管道以及复杂结构焊接工程中的应用受到限制.检测电路示意见图1[9].图1 等离子尾焰检测电路Fig.1 Circuit of detecting the efflux plasma等离子弧反翘是在等离子弧焊接过程中,由于熔池的不对称,在焊接反方向,沿着熔池尾壁喷射出一部分等离子体(也有人称其为等离子云).等离子弧的反翘和尾焰的本质是一样的,都是等离子弧形成的等离子焰,只是产生的时间和部位不同.Zhang 等[9]提出了一种探针式传感器来检测/等离子云0,通过检测是否出现/等离子云0,来确定等离子弧焊接中小孔的形态,从而进行等离子弧焊接的熔透控制,其检测电路示意见图2.由于这种传感器放置在工件正面,所以比尾焰电压检测的应用范围更广泛.图2 等离子云检测电路F ig.2 C ircuit of detecting the plasm a cloud2 基本原理尾焰电压与探针检测等离子弧反翘方法的基本原理是一样的.以往的研究表明,单纯采用等离子体导电性[9]分析这两种检测小孔信号方法的基本原理是不能令人满意的.由于尾焰和等离子云都是等离子弧形成的等离子焰,具有等离子体的性质,因此,文中试图采用等离子体鞘层理论来分析其基本原理.根据等离子理论可知,当一个/冷0物体浸入到等离子体时,在等离子体与物体表面接触处,形成一个暗区,它是带负电位的薄层区,这个薄层的厚度相当于debye 长度(K D ),它明显偏离电中性,这个层称为等离子鞘层.在鞘层中,电子数和正离子数是不同的,其电动势也是单调递增的,从物体表面的负电位(E w )到电中性的等离子体之间,由负电位逐渐过渡到零,如图3所示.产生鞘层的机理:由于等离子体中,存在着大量带电粒子的热运动,当其碰撞浸入其中的物体表面时,一般来说,带电粒子在物体表面复合成中性粒子后返回.但是,如果浸入其中的物体是导体,等离子体中的自由电子既可在物体表面复合后返回到等离子体中,又可进入到导体内部,从而使物体表面形成负电荷. 单位时间、单位面积上某种带电粒子碰撞物体表面的粒子数称为粒子流密度#A [10],即 #A =n A v A /4(1)式中:n A 为A 粒子密度;v A 为A 粒子平均速度. 用Maxwel-l Boltzmann 速度分布函数可得v A =(8/P )1/2(k T A /m A )1/2(2)式中:T A 为A 粒子温度;k 为Boltzmann 常数.可见,对于一种特定的粒子,其粒子流密度为 #A =n A (k T A /2P m A )1/2(3) 在等离子体中,可以认为带电粒子的温度相等,但是,由于电子的质量较离子质量小得多,所以,自由电子流密度#e 将大大超过离子流密度#i ,因此,一开始到达物体表面的电子数目远远超过离子数目,使浸入等离子体的物体表面积聚负电荷,由此产生的负电位将阻止电子向物体表面的运动,而吸引正离子向物体表面运动,这样,电子流密度逐渐减小,离子流密度逐渐增大.物体表面附近的负电位不断增加,最后当正离子与电子流密度相等时,物体表面的负电位数值将不再变化,也就形成了/鞘0.等离子/鞘0建立之后,物体表面的负电位数值不再变化了.假设物体表面是一个无限大的平面,其位置x =0,而等离子体在x >0的区域内,没有y 和z 方向的变化(如图3所示).考虑稳定动态平衡情况电动势E (x ),并认为在物体表面(x =0)电动势为E w ,即#563# 2003年9月 卢亚静等:等离子鞘层在等离子弧焊中的应用E(0)=E w(4)在物体表面无限远处的电动势为零,即 E(])=0(5)图3 鞘层电位E(x)变化示意图Fig.3 Diagram showing the variation o fthe electrostatic potential E (x)假设初始状态时,自由电子和离子的粒子密度都为n 0,粒子在/鞘0的位场中服从B oltzmann 分布,则电子密度n e 和离子密度n i 分别为n e (x )=n 0exp [eE(x )k T ]U n 0[1+eE(x )k T ](6) n i (x )=n 0exp [-eE (x )k T ]U n 0[1-eE (x )kT](7)式中:E (x )为在x 处的电位;n e (x )和n i (x )分别是自由电子和离子在x 处的密度;e 为电子电量. 假设电子和离子同时移动,则总的电荷密度为 Q e (x )=en i (x )-en e (x )=-2n 0e 2k T E (x )(8)鞘层中的电动势E (x )满足Poisson 公式,即 $2E(x )=-Q e (x )E 0=2n 0e 2E 0kTE (x )(9)式中:E 0为真空介电常数.如果令K D =E 0k Tn 0e 2,则式(9)可改写为d 2E(x )d x 2=2K D E (x )(10)在式(4)和(5)的边界条件下可以推导出E(x )=E w exp (-2x K D)(11)当E (x )为50Þ0E w 时,认为此时x 值是鞘层的大小.可见,等离子体温度越高,电荷的动能也越大,鞘层也就越宽.另一方面,电子和离子的密度越大,鞘层宽度越小.当等离子/鞘0建立之后,离子流密度与自由电子流密度相等,即 |#i |=|#e |(12)根据公式(3)、(6)和(7),可得(1/m e )1/2exp(eE w /kT)=(1/m i )1/2exp (-eE w /k T )(13)也可表示为exp (-2eE w /kT)=(m i /m e )1/2(14)于是,物体表面的负电位可以表示为E w =-(kT /4e)ln (m i /m e )(15)可见,物体表面的负电位只与温度和等离子体中离子和电子质量有关.这就解释了在等离子弧尾焰电压检测中,尾焰电压是常数的现象.在等离子弧尾焰形成时,尾焰喷射到金属检测板表面,相当于金属导体浸入等离子体中,由于等离子/鞘0的作用,在金属板表面会有一个负电位,其值仅仅与等离子体成分和温度有关.它与工件的电压差就是尾焰电压.Zhang 等人[9]采用探针检测/等离子云0方法的实质与等离子的鞘层理论密切相关.当等离子弧焊接中小孔还未形成时,在焊接反方向上有等离子云,若将金属探针置于/等离子云0中,根据等离子鞘层理论,在探针附近形成鞘层,如图4所示,在探针表面有负电位(E w ),与工件有电位差.图4中r t 是探针半径,r s 是鞘图4 等离子云中产生鞘层的示意Fig.4 Formation o f the plasma sheath in the plasma cloud#564#天 津 大 学 学 报 第36卷 第5期层厚度.于是,在探针附近产生了一个半径为r t +r s 的薄鞘层圆环.r s 为两个K D 长,计算表明,K D 的值非常小,最多为几个微米,故r s 可以忽略.在等离子弧焊中,等离子气成分为氩气,因而,在等离子体中,存在氩原子、自由电子和氩离子. 假设探针表面等离子体的温度是3000K ,应用式(15)计算E w ,即E w =-kT4eln (m i /m e )=-0.73 在工件完全熔透情况下,工件正面不存在等离子云,在探针表面没有鞘层,与工件电位差为零.因此,通过检测探针与工件之间电压差的变化可以检测等离子弧焊中小孔是否穿透,当没有检测到电位差时,认为小孔穿孔,反之,则小孔一定没有完全穿透.3 实验验证为了验证探针检测方法中的等离子鞘层理论,本文采用图5所示的方法来检测/等离子云0.其检测方法与文献[9]中采用的探针检测方法不同,文献[9]中使用的是有源探针,而这里采用的是无源探针.当工件正面有较强的等离子云时,也就是小孔还没穿透,在等离子云中的探针(钨棒)与工件之间的电压为v c ;当小孔穿孔时,工件正面的等离子云很弱,甚至不存在,探针所检测的v c 值为零.图5 等离子云的检测模型Fig.5 Model of detecting the plasma cloud实验中焊接的母材是4mm 厚的45#低碳钢,焊接速度为180mm/min,喷嘴到工件表面的距离是6mm,焊接电流为85A,离子气与保护气均为氩气,气体流量分别为0.2m 3/h 和0.8m 3/h.采用日本Agilent 公司生产的记忆示波器)))S4622A 来记录检测电压. 实验结果见图6.由图可知,在开始焊接时,鞘层电压很大,有0.8V ,说明此时有等离子云存在.然后随着时间增加其值衰减,一直到零,即小孔形成时,检测电压为零,即探针的鞘层电压为零.图6 鞘层电压变化图Fig.6 Diagram of the plasma sheath voltage4 影响鞘层电压的因素由式(15)可知,鞘层电压大小变化仅仅与等离子体温度和成分有关.在等离子弧焊接中,若忽略母材成分气化对等离子体成分的影响,可以认为等离子体成分不变,则鞘层电压只与待测处等离子体温度有关.因此,影响探针检测处等离子体温度的因素都将影响鞘层电压的大小.1)探针位置在等离子体中温度分布并不均匀,从内到外,温度是逐渐递减的.若探针由内到外移动,鞘层电压由大到小变化.但在等离子体内部,温度很高,有可能熔化探针,所以,探针的放置位置非常重要. 2)焊接电流焊接电流主要是影响等离子弧温度,焊接电流越大,等离子弧温度也就越高,作为等离子弧的一部分)))等离子云或尾焰,其温度也就越高,鞘层电压也越大;反之,则鞘层电压变小. 3)焊接速度在其他焊接工艺参数固定的条件下,焊接速度将影响等离子云的喷射角度,从而影响被测点处的等离子体的温度.速度越大,熔池越浅,等离子云的喷射角度越小;反之,焊接速度越小,等离子云的喷射角度越大.利用此性质可以进行熔深的检测和控制. 4)气体流量气体流量越大,等离子弧能量越集中,温度越高,相应的等离子云温度也越高.在探针固定的条件下,待测处等离子体温度也就越高,鞘层电压就越大;反之,气体流量越小,待测处等离子体温度也就越低,鞘层电压越小.#565# 2003年9月 卢亚静等:等离子鞘层在等离子弧焊中的应用综上所述,这些因素都是通过影响检测处温度的高低来改变鞘层电压大小的.5结论1)尾焰电压和等离子云探针检测方法的本质,都是检测电弧的等离子焰.2)根据等离子体鞘层理论分析,用尾焰电压和等离子云探针检测等离子焰时,在金属检测板或金属探针表面附近将产生鞘层电压,相对于被焊工件为一负电压值.3)鞘层电压与等离子体的温度及等离子体组分有关,动态平衡时,在金属检测板或金属探针表面的电位值为一常量,可以根据公式计算该电压值,实验结果与理论计算的结果吻合.4)探针位置、焊接电流、焊接速度和气体流量是通过影响检测处等离子体温度来影响鞘层电压的.参考文献:[1]Hal moy E,Fostevoll H.New applications of plas ma keyholewelding[J].Welding in the World,1994,34(9):285)291. [2]Martikainen Jukka K.Plasma arc keyhole welding of high-strength structural steels[J].International Journal for the Join-in g o f Ma terials,1994,6(3):93)99.[3]Martikainen Jukka K.Plasma arc keyhole welding of aluminumalloys[J].Welding in the World,1994,34(9):391)392. [4]S teffens H D.Au tomatic con trol of plasma arc welding with con-stant keyhole diameter[J].Weldin g Journal,1972,51(6):408)418.[5]董春林,朱轶峰,张慧,等.在熔透等离子弧焊中正面电弧传感器的研究[J].机械工程学报,2001,37(3):27)30.[6]王耀文,陈强,孙振国,等.等离子弧焊接穿孔行为的声音信号传感[J].机械工程学报,2001,37(1):53)56. [7]王慧均,王其隆,刘中华.铝合金等离子弧焊穿孔熔池正面图像检测与处理[J].材料科学与工艺,1998,6(3):92)96.[8]Metealfe J C.Automatic control of plasma welding utilizing thekeyhole efflux plasma[J].Welding an d Metal Fabrication,1975(11):674)677.[9]Zhang Y M,Zhang S B,Liu Y C.A plasma cloud charge sensorfor pulse keyhole process control[J].Measu remen t Science an d Technology,2001,12:1) 6.[10]Bittencourt J A.Fun da mentals o f Plasma Physics[M].NewYork:Pergamon Press,1986.#566#天津大学学报第36卷第5期。
(全)熔化焊接与热切割作业模拟考试题库含答案2021

熔化焊接与热切割作业模拟考试1、【判断题】压缩空气的流量过大时,将会使被熔化的金属温度降低,而不利于对所要切割的金属进行加工。
(√)2、【判断题】对于熔化焊设备来说,当临时需要使用较长的电源线时,应在拖放在干燥的地面上。
(×)3、【判断题】燃烧产物在一定条件下有阻碍继续燃烧的作用。
(√)4、【判断题】工业纯铝的塑性极高,强度也大。
(×)5、【判断题】危险源是指可能造成人员伤害、疾病、财产损失、作业环境破坏或其他损失的根源或状态。
(√)6、【判断题】氢气有最大的扩散速度和很高的导热性,极易漏泄,点火能力低,被公认为是一种极危险的易燃易爆气体。
(√)7、【判断题】安全生产管理就是针对人们生产过程中的安全问题,运用有效的资源,发挥人们的智慧,通过人们的努力,进行有关决策、计划、组织和控制等活动,达到安全生产的目标。
(√)8、【判断题】激光焊的热影响区小,可避免热损伤。
(√)9、【判断题】焊接易蒸发的金属及其合金应选用高真空焊机。
(×)10、【判断题】焊炬是气焊时用于控制气体混合比、流量及火焰能量并进行焊接的工具。
(√)11、【判断题】气体保护焊时,氢气只能与氧气混合,不能与其他气体混合,否则特别容易出现危险。
(×)12、【判断题】切割电流增大使弧柱变粗,切口变宽,易形成V形割口。
(√)13、【判断题】埋弧焊电弧的电场强度较大,电流小于100A时电弧不稳,因而不适于焊接厚度小于1mm的薄板。
(√)14、【判断题】焊机可以和大吨位冲压机相邻安装。
(×)15、【判断题】低温回火后钢材的硬度稍有降低,韧性有所提高。
(√)16、【判断题】电阻焊焊接镀层板时,产生有毒的锌、铅烟尘,闪光对焊时有大量金属蒸汽产生,修磨电极时有金属尘,其中镉铜和铍钴铜电极中的镉与铍均有很大毒性。
(√)17、【判断题】在光线不足的较暗环境焊接,必须使用手提工作行灯,一般环境,使用的照明灯电压不超过36V。
等离子焊接工艺技术应用研究
等离子焊接工艺技术应用研究摘要本项目是我司引进纵、环缝等离子自动焊接系统,针对压力容器不锈钢产品液化气车、低温车(罐),实现了纵、环焊缝一次成形,减少了焊前坡口加工和层间清理,保证了产品质量,提高了生产效率。
经过二年多对等离子焊接技术的实践、消化理解,通过焊接产品试板及大量产品焊缝焊接,取得了成熟稳定的工艺参数,焊缝合格率由60%提高至95%以上。
使得焊缝质量符合国家、行业相关标准。
最终在公司不锈钢产品:标准运输储运罐箱低、温深冷容器和低温车、化工容器等全面应用。
期间,开发了《建成产品标识号生成器软件》,应用于筒体、封头等的焊接组对和焊接工艺的信息化管理。
采用等离子焊减少手工操作,减少对焊工操作技术的依赖,改善焊缝的外观质量,提高生产效率,降低生产成本及减轻劳动强度。
可为公司创收利润80~100万元/年。
关键词:压力容器等离子弧焊PAW 小孔效应高新技术自动焊接系统1项目用途、意义、技术原理本项目是我司2007年对国内外市场进行调查及分析,提出增设等离子焊接设备的可行性报告,于2008年底购置纵、环缝等离子自动焊接系统各一套并投入使用。
经过二年多对等离子焊接技术的消化理解、反复试验和论证并同时应用于产品的实践中,除了满足了生产之外还由此造就了一批等离子焊接技术骨干(包括技师和高级技师等)为企业培养了人才。
等离子自动焊接系统使用至今仍工作稳定,焊接工艺参数成熟。
我司是省内首家单位采用先进的PAW自动等离子焊焊接压力容器纵、环缝的企业。
利用其能量集中,10mm以下不锈钢不开坡口,单面焊双面成形小孔技术,实现了纵、环焊缝一次成形,减少了焊前坡口加工和层间清理,保证了产品质量,提高了生产效率。
该项目实施成为公司主要经济增长点之一。
等离子是指在标准大气压下温度超过3000℃的气体,在温度谱上可以把其看作为继固态、液态、气态之后的第四种物质状态。
等离子是由被激活的带电离子、电子、原子或分子组成。
等离子弧是离子气被电弧加热产生离解形成的高温离子化气体,在高速通过水冷喷嘴时受到机械压缩,增大能量密度和离解度,从喷嘴中心小孔穿出而形成等离子电弧,能量密度达105-106W/cm2,比自由电弧(约105W/cm2以下)高,其温度可达18000-24000K,也高于自由电弧(5000-8000K)很多。
小孔型等离子弧焊特点
小孔型等离子弧焊特点引言小孔型等离子弧焊是一种常见的焊接技术,它具有许多独特的特点和优势。
本文将详细探讨小孔型等离子弧焊的特点,包括焊接过程、焊接效果、适用范围等方面。
小孔型等离子弧焊的定义小孔型等离子弧焊,顾名思义,是通过小孔喷嘴将等离子弧焊接的能量聚焦到一个小区域,从而实现高能量密度的焊接过程。
它是一种高效、精确的焊接方法,适用于多种材料和工件。
小孔型等离子弧焊的特点小孔型等离子弧焊具有以下几个特点:1. 高能量密度小孔型等离子弧焊通过聚焦能量到一个小区域,使得焊接过程的能量密度非常高。
这种高能量密度可以加速焊接速度,提高焊接效率。
2. 焊缝狭窄由于小孔型等离子弧焊能够将能量集中到一个小区域,因此焊缝可以做得非常狭窄。
这对于某些应用来说非常重要,特别是对于需要高精度焊接的工件。
3. 焊接速度快由于高能量密度和狭窄的焊缝,小孔型等离子弧焊的焊接速度通常比传统的焊接方法要快。
这可以提高生产效率,减少生产成本。
4. 焊接质量高小孔型等离子弧焊能够产生稳定的等离子弧,使得焊接质量非常高。
焊缝的强度和密封性都能够得到保证,从而提高焊接件的使用寿命。
小孔型等离子弧焊的适用范围小孔型等离子弧焊适用于许多不同的材料和工件。
它可以用于焊接钢、铝、铜等金属材料,也可以用于焊接复合材料和塑料。
以下是小孔型等离子弧焊的一些典型应用领域:1. 汽车制造小孔型等离子弧焊在汽车制造行业中得到了广泛应用。
它可以用于焊接汽车车身、底盘和其他零部件,提供高强度和高质量的焊接连接。
2. 航空航天航空航天领域对焊接质量和可靠性要求非常高,小孔型等离子弧焊正好满足了这些要求。
它可以用于焊接飞机、火箭和卫星等航空航天器件。
3. 电子设备制造小孔型等离子弧焊可以用于焊接电子设备中的各种连接,如电路板、电池等。
它提供了高精度、高稳定性的焊接过程,确保了电子设备的性能和可靠性。
4. 医疗器械医疗器械对焊接质量和材料的要求非常高,小孔型等离子弧焊可以提供高质量的焊接连接。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
大反翘角度和高度相应降低,检测电压最大值变小,甚至
有可能造成探针脱离等离子反翘,无法检测到究人员对小孔行 为的检测与控制方法进行了一系列的研究,包括 弧光传感法、尾焰导电法、声音信号法以及图像 处理法等,但这些 检测方法或是由于应用条件苛 刻或是由于成本过于昂贵而难以应用于实际生产 。故提出了一套无源探针检测系统,该系统利用 电弧反翘进行传感,具有可靠和实用廉价的特点 。
四.实验原理及方法
1.等离子体反翘形成原理
等离子弧焊的电弧力较大,使熔池表面产生 很大的变形,而且由于熔池前、后半部分各种条件 的不同,熔池并非对称。等离子弧大部分作用在熔 池的前半部分,作用在熔池前、后半部分的等离子 体都沿熔池上表面向熔池最低点运动,并在最低点
处汇合。由于前半部分多于后半部分,整个等离子
子体之外时,尽管该出温度很高,由于不存在等离子体,
故检测到的电压为零。另外,当探针距离等离子反翘喷射 中心太近时,由于反翘温度过高,探针将被烧坏,因而无 法进行检测,总之,确定探针在反翘中的合理位置是非常 关键的。
(3)焊接速度 在其它焊接工艺参数不变的条件下,焊接速度变化 时,热输入相应发生变化,导致焊接熔池形状不同。等离 子反翘是在焊接反方向熔池的最大切线处喷出,故其最大
处,会形成一个带负电的
鞘层。该鞘层电位与等离 子体温度T成正比,与粒子 对电子质量的比值有关, 与探针形状以及探针深入
到等离子体中的长度无关。
此外,检测电压还包括探针与工件之间存在的电位梯
度导致的分压,该电压的取值与探针和工件之间的电位梯 度有关。随着反翘形态的变化,探针处等离子体温度也将 发生周期性变化,从而导致电压的变化,故该电压变化可 以反映小孔的形成状态。
穿孔等离子弧焊中小孔稳定性的研究
一.等离子弧焊的定义
二.穿孔等离子弧焊的发展历史
三.课题的意义 四.实验原理及方法
一.等离子弧焊的定义
• 等离子弧焊是一种不熔化极电弧焊,它是利用等
离子弧作为热源的焊接方法。
• 所用的电极通常是钨极。
• 产生等离子弧的等离子气:氩气、氮气、氦气或
其中二者之混合气。
在正常的焊接条件下,由于材料的导热系数,线膨胀
系数,化学成分的较大差异,造成了熔池形状的很大差别
,引起等离子反翘的明显差异,从而导致检测结果不同。
(2)探针位置 等离子弧反翘的温度分布不均匀,从中心到两端,温 度逐渐降低。因此,当探针从反翘的中心向外部移动时, 随温度的降低,造成鞘层电压的绝对值也相应的减小,因 此,检测到的反翘电压幅值也随之减小;当探针处在等离
二.穿孔等离子弧焊的发展历史
• 1954年,研究人员发现,经过压缩的电弧能量更加集
中,电弧温度和射流速度大幅度提高。这种具有高温、
长弧柱特性的拘束态电弧很快被用于切割有色金属,
随后进一步的实验研究证实,这种压缩电弧也可用于
焊接。 • 等离子弧焊刚一问世,就得到工业界的极大关注,尤 其是国防与航空航天工业。1966年,美国公司合作开 发研制了一套自动化等离子弧焊设备,用于火箭助推
器壳体,这标志着等离子弧焊正式应用于实际产品的
生产。采用等离子焊后,焊接工时缩短50%,而且焊 接质量较好。其它的应用实例还有轰炸机的主翼机匣、 喷气发动机中心压气体壳体、直升机桨叶圆柱大梁、 钛合金机翼蒙皮、高强钢痛形蓄压器等。 • 60年代初期美国公司首先采用直流反极性等离子弧焊 进行了铝合金焊接试验研究,生产率和焊接质量都明 显提高,但钨极烧损严重,电弧的稳定状态容易受到 破坏。70年代初期美国波音公司的研究人员采用西雅
体将会沿熔池上表面最大切线角喷射而出,形成等
离子体反翘。
整个过程如下图所示:
2.等离子体反翘与小孔尺寸的关系
从等离子体反翘形成的原理可以看出,等离子体 反翘的大小形态与熔池上表面有很大的关系。为了弄 清它们之间的关系,分别研究小孔形成过程中等离子
体反翘的变化以及不同小孔尺寸下等离子体反翘的形
态。采用高速摄影仪对整个小孔形成过程中等离子体 反翘的变化过程进行高速摄影。 下图(2a~i)是小孔形成过程中等离子反翘的变化情况 。
三.课题的意义
稳定的小孔焊接过程是焊缝完全焊透的一个标 志,有利于保证焊缝完全焊透,因此该工艺自打问 世以来一直受到工业界的极大关注。然而,焊接小 孔的不稳定性直接影响着小孔型等离子弧焊接过程 稳定性及接头质量,且影响小孔稳定性的因素较多 ,焊接规范区间窄,易发生小孔闭合或工件焊穿等 缺陷,这些问题制约着这种高效焊接技术的工程应 用,因而小孔行为的检测和实时控制的研究具有
焊接刚开始时,由于焊缝熔深较浅,熔池的非对
称性也较小,此时几乎没有等离子体反翘产生;
随着焊接过程的进行,熔深不断增大,电弧也较
多的作用在熔池的前半部,等离子体反翘不断增 强,反翘角度不断变大。
在刚好形成小孔时反翘角达到最大值。
3.反翘电压检测方法
无源探针检测系统如右图 所示,其原理为:由于等 离子体的导电性,在探针 与等离子反翘的表面接触
4.试验系统和条件
(1)试验系统 试验系统主要由以下几部分组成:等离子弧焊接系统 ,无源探针检测系统,计算机数据采集系统和高速摄像仪
。
2.试验条件
焊接工件材料:不锈钢,板厚为5mm。 焊接参数:钨极内缩3.0mm,焊接电流190A,焊接速度 5.6mm/s,粒子流量4.0L/min,保护气流量20L/min,离子 气,保护气均为氩气。 3.试验可能的影响因素的分析 (1)材料
穿孔型等离子弧焊:
过程:利用等离子弧焊能量密度高和等离子流穿 透力大的特点,在适当的条件下可以实现穿孔 型焊接,这时等离子弧将工件完全熔透并在等 离子流穿透力作用下形成一个穿透工件的小孔, 熔化金属被排挤在小孔周围。随着等离子弧焊 接方向移动,熔化金属沿着电弧周围的熔池壁 向熔池后方移动,使小孔跟着等离子弧向前移 动。
反翘角度也会相应改变。焊接速度增大,最大反翘角度减
小;焊接速度减小,最大反翘角度增大。所以,固定位置 的探针所处的等离子鞘层的温度会随反翘形态的变化而变 化,影响反翘电压的取值。
4.焊接电流 焊接电流的变化也会对检测电压的取值带来影响。在小 孔形成以前,焊接电流增大,熔池的熔深增加,反翘角度 变大,检测电压增加,在即将形成小孔时达到最大值;小 孔稳定存在时,焊接电流增大,则熔池小孔直径增加,最
基公司制造的变极性方波电源发出变极性等离子弧焊
工艺,随后另一家公司根据等离子弧焊工艺要求,设 计制造了第一台变极性等离子弧焊电源。自此,变极
性等离子弧焊技术以其特有的工艺优势在铝合金构件
焊接中得到广泛应用。 • 1978年,美国宇航局购买了专用于铝合金焊接的大功 率变极性等离子弧焊系统,并决定采用变极性等离子 弧焊取代钨极保护焊用于航天飞机外储箱的焊接,这 一举动推动了等离子弧焊工艺、设备及焊缝成形与焊 接质量控制等一系列研究课题的深入开展。
• 同时通过喷嘴用惰性气体保护,一般用氩气。
• 焊接时可以外加填充金属,也可以不加填充金属。
等离子弧:如右图所示,
它是借助于冷喷嘴,保 护气流等外部拘束条件, 使弧柱受到压缩,弧柱 气体完全店里而得到的
电弧,其温度远高于一
般的电弧,可以达到 3000K。因此其具有热量 集中,温度高,电弧挺 度好等特点。