变极性TIG焊接电弧稳定性分析
TIG电弧活性化焊接现象和机理研究(2)--活性化TIG焊接中的电弧现象
图6
试件焊接结果
在同一试件上以相同参数堆焊有活性剂和无活性 剂、 得到图 7 所示结 SiO2 活性剂和 TiO2 活性剂焊道, 果。观察图 7 所示焊道, 在 SiO2 活性剂存在区域所形 成的焊道比较窄, 熔池凹陷大 (如收弧弧坑情况) , 特别 是当电弧从无活性剂区进入 SiO2 活性剂区时, 熔池金 属被强烈排斥流向后部, 在分界线后方有较多的凝固 金属堆积, 实际观察电弧, 看到电弧深深挖掘到母材熔 池里, 并指向后方。在 TiO2 活性剂区域中上述现象没 有明显表现, 并且在熔池周围 TiO2 表面上有少量的阳 极斑点移动着。
!"
!!!!!!!"
试验研究
!!"
!!!!!!"
摘要
(2) TIG 电 弧 活 性 化 焊 接 现 象 和 机 理 研 究
— — —活性化 TIG 焊接中的电弧现象
哈尔滨工业大学现代焊接生产技术国家重点实验室(150001) 大 阪 大 学 接 合 科 学 研 究 所 杨春利 牛尾诚夫 田中学
在变动焊接电流下检测电弧电压, 考察 A - TIG 焊电弧收缩及活性剂的影响。结果表明, A - TIG 焊电弧
图3
焊接试件
为 l . 5 ~ 2 mm。通过倾斜试件、 变弧长下的电弧电压 测试 (无活性剂涂敷) , 测得单位弧长对应的电弧电压 值为 0 . 7 V / mm (采取同数值焊接电流) 。因此可以确 认, 在所采用的焊接参数下对试件涂敷选定量的 SiO2 活性剂进行焊接, 电弧电压有 2 V 左右的增加。此外, 当 SiO2 活性剂涂敷量较少时, 电弧电压增加程度相应 减小。而 在 TiO2 情 况 下, 电弧电压不因涂敷量而改 变, 基本保持无活性剂涂敷时的水平。
双脉冲变极性波形对铝合金TIG焊焊接质量的影响
专 题 讨 论 — — 变 极 性 焊 接 工 艺 及 设 备
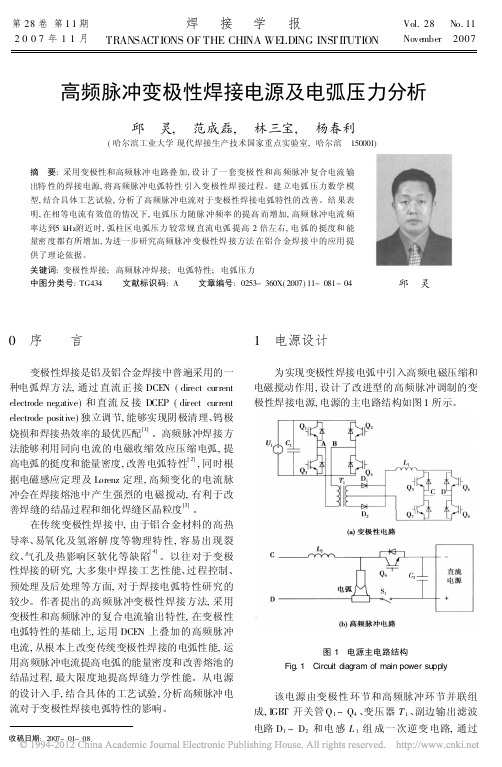
图1
高低频同时调制 678 焊电流波形
" #$!% 铝合金的双脉冲变极性 &’( 焊接试验
")!
1&%&%
试验方案
焊接工艺 采用高低频双脉冲变极性电流波形, 平板对接
图3
焊缝外观成形
焊接工艺, 不开坡口, 背面不锈钢衬板强制成型。
1&%&)
动信号给定及驱动单元、 液晶显示和键盘单元、 上位 机和下位机通信单元、 焊机内部开关控制单元以及 外围预留开关量控制单元等。
&
双脉冲变极性 "#$ 电弧特性
在本设计中, 用பைடு நூலகம்件编程可以方便灵活地对变
极性电流同时进行高频.-’’,5’’ )*1和低频.’9-,-’ )*1
:
・
!"#$%&’$ (#")’*+ ,-$.’*#
・
!%&
基本控制电路
该焊机系统的核心控制算法由基本控制电路
的硬件来实现。 电路采用 234 控制方式控制前级一 次逆变器, 驱动电路的控制芯片采用日本三菱公司 的 "#&! 驱动专用模块 45678$ 。 该电路还具有过电 流、 欠电压、 过热等保护报警功能。
!%’
单片机控制电路
主要包括前级电流给定单元、 后级二次逆变驱
工业纯 $< 保护气体。 " %&+ 铝焊丝填充, 1&%&1 焊接设备及焊接工艺规范 双脉冲变极性 678 焊接电源样机, 自制的焊接 工作台和送丝机构。 焊接工艺参数如表 % 所示, 实际 的电流波形如图 1 所示。 表! 焊接规范
高频脉冲变极性焊接电源及电弧压力分析_邱灵
收稿日期:2007-01-08高频脉冲变极性焊接电源及电弧压力分析邱 灵, 范成磊, 林三宝, 杨春利(哈尔滨工业大学现代焊接生产技术国家重点实验室,哈尔滨 150001)摘 要:采用变极性和高频脉冲电路叠加,设计了一套变极性和高频脉冲复合电流输出特性的焊接电源,将高频脉冲电弧特性引入变极性焊接过程。
建立电弧压力数学模型,结合具体工艺试验,分析了高频脉冲电流对于变极性焊接电弧特性的改善。
结果表明,在相等电流有效值的情况下,电弧压力随脉冲频率的提高而增加,高频脉冲电流频率达到5k Hz 附近时,弧柱区电弧压力较常规直流电弧提高2倍左右,电弧的挺度和能量密度都有所增加,为进一步研究高频脉冲变极性焊接方法在铝合金焊接中的应用提供了理论依据。
关键词:变极性焊接;高频脉冲焊接;电弧特性;电弧压力中图分类号:TG434文献标识码:A文章编号:0253-360X(2007)11-081-04邱 灵0 序 言变极性焊接是铝及铝合金焊接中普遍采用的一种电弧焊方法,通过直流正接DCE N (direct current electrode negative)和直流反接DCEP (direct current electrode positive)独立调节,能够实现阴极清理、钨极烧损和焊接热效率的最优匹配[1]。
高频脉冲焊接方法能够利用同向电流的电磁收缩效应压缩电弧,提高电弧的挺度和能量密度,改善电弧特性[2],同时根据电磁感应定理及Lorenz 定理,高频变化的电流脉冲会在焊接熔池中产生强烈的电磁搅动,有利于改善焊缝的结晶过程和细化焊缝区晶粒度[3]。
在传统变极性焊接中,由于铝合金材料的高热导率、易氧化及氢溶解度等物理特性,容易出现裂纹、气孔及热影响区软化等缺陷[4]。
以往对于变极性焊接的研究,大多集中焊接工艺性能、过程控制、预处理及后处理等方面,对于焊接电弧特性研究的较少。
作者提出的高频脉冲变极性焊接方法,采用变极性和高频脉冲的复合电流输出特性,在变极性电弧特性的基础上,运用DCE N 上叠加的高频脉冲电流,从根本上改变传统变极性焊接的电弧性能,运用高频脉冲电流提高电弧的能量密度和改善熔池的结晶过程,最大限度地提高焊缝力学性能。
电焊机工作原理中的电弧稳定性分析
电焊机工作原理中的电弧稳定性分析电焊机是一种常见的金属加工设备,广泛应用于建筑、制造业等领域。
而电焊机的工作原理中,电弧稳定性是一个关键的因素。
本文将对电焊机工作原理中的电弧稳定性进行详细分析,探讨影响电弧稳定性的因素以及相关的解决方案。
一、电焊机工作原理概述电焊机是通过电弧加热和熔化金属,使其与焊条或焊丝熔合,并将焊接材料连接在一起的设备。
电焊机的主要构成部分包括电源、变压器、整流器、电极焊钳等。
当电焊机接通电源后,通过变压器将电压升高,然后经过整流器将交流电转换为直流电,最后通过电极焊钳产生电弧进行焊接。
二、电弧稳定性的意义电弧稳定性是指在电焊过程中,电弧的持续性和稳定性。
良好的电弧稳定性对焊接质量和工作效率具有重要影响。
如果电弧不稳定,容易导致焊接接头的质量下降,焊缝质量不达标,甚至引发一些安全问题。
因此,研究电焊机工作原理中的电弧稳定性,对于优化焊接效果具有重要意义。
三、影响电弧稳定性的因素1. 电流大小:电流大小是影响电弧稳定性的重要因素。
当电流过大时,电弧易产生剧烈抖动,影响焊接效果。
而电流过小,则电弧容易熄灭。
因此,需要合理选择电流大小,以确保电弧的持续稳定。
2. 电压波动:电压波动也是影响电弧稳定性的一个关键因素。
电压波动大会导致电弧频繁跳动或熄灭,从而使焊接质量下降。
为了保持稳定的电弧,需要保证输入电源的电压稳定。
3. 电极形状:电极的形状和材质也会对电弧稳定性产生影响。
电极的磨损、损坏或不适当的形状都会导致电弧不稳定。
因此,在使用时需要检查和及时更换损坏的电极,选择适当的电极形状。
4. 气体保护:在一些特殊焊接过程中,使用气体保护可以提高焊接质量和电弧的稳定性。
氩气等惰性气体具有良好的保护性能,可以减少空气中的氧气和水分的干扰,使电弧更加稳定。
四、改进电弧稳定性的解决方案1. 电流控制:合理选择电流大小,并且使用恒流控制技术,可以有效提高电弧稳定性。
恒流控制技术可以根据焊接材料和工艺要求,调整电流大小,使电弧保持稳定。
焊接电弧的稳定性及其影响因素
焊接电弧的稳定性及其影响因素焊接电弧的稳定性及其影响因素2012-02-20 13:43焊接电弧的稳定性是指电弧保持稳定燃烧而不产生断弧、漂移和磁偏吹等的程度。
焊接电弧燃烧是否稳定,直接影响到焊接质量的好坏,焊接过程能否正常进行。
影响焊接电弧稳定性的因素主要有以下几方面:1)焊工操作技术:如焊接操作中电弧长度控制不当,将会产生断弧。
2)弧焊电源:(1)弧焊电源的特性。
电源的特性符合电弧燃烧的要求时,则焊接电弧的稳定性好。
反之,电弧稳定性差)。
(2)弧焊电源的种类。
直流焊接电源比交流弧焊电源的电弧稳定性好。
(3)弧焊电源的空载电压。
弧焊电源的空载电压越高,引弧越容易,电弧燃烧的稳定性越好,但空载电压过高时,对焊工人身安全不利。
3)焊接电流:焊接电流大,电弧的温度高,弧柱区气体电离程度和热发射作用强,则电弧燃烧越稳定。
4)焊条涂层:焊条涂层中含电离电位较低的物质(如钾、钠、钙的氧化物)越多,气体电离程度越好,导电性越强,则电弧燃烧越稳定。
反之,则不稳定。
5)电弧长度:电弧长度过短,容易造成短路;电弧长度过长,电弧就会发生剧烈摆动,从而破坏焊接电弧的稳定性,并且飞溅大。
6)焊接表面状况、气流、电弧偏吹等:焊接处不清洁,如有油脂、水分、锈蚀等存在时电弧稳定性差。
气流、大风、电弧偏吹等都会降低电弧燃烧的稳定性。
1、焊接方法的分类2、各种焊接方法的比较3、最小电压原理4、熔滴过渡主要形式及其特点5、焊接应力与焊接变形6、焊接变形的影响因素及预防措施7、焊接电弧力及其影响因素8、焊接电弧的稳定性及其影响因素9、埋弧焊10、等离子焊11、电子束焊接12、电渣焊工艺13、氩弧焊14、钨极氩弧焊工艺及参数选择15、TIG焊中产生气孔的因素及其防止措施16、CO2气体保护焊17、CO2焊的冶金特性与焊接材料18、CO2气体保护焊的工艺参数选择。
变极性TIG焊微电流短路引弧技术研究
变极性TIG焊微电流短路引弧技术研究作者:姚瑶来源:《机械制造文摘·焊接分册》2017年第02期摘要:基于变极性TIG焊电弧的特点,在作者研发的双芯双逆变变极性TIG焊电源的基础上,设计出了一种针对变极性TIG焊的微电流短路引弧方式,将整个引弧过程分为:短路阶段、维弧阶段和电流缓升阶段。
可以有效的解决变极性TIG焊在短路引弧时容易出现的钨极烧损、电流过冲等问题。
并针对不同输出电源类型,不同被焊材料,进行了微电流引弧试验。
试验证明:DCEN,DCEP,脉冲输出时均能实现短路电流为1~2 A的微电流稳定引弧,未出现明显的钨极烧损,引弧成功率高并且没有出现熄弧的现象。
关键词:短路引弧;微电流;钨极烧损中图分类号: TH12Abstract: Based the characteristics of variable polarity TIG welding, founded on the doublechip doubleinverter system which researched by writer, a tiny current short arc ignition with three stages was designed, the three stages are short stage, maintain stage and current slow rising stage. The problems of tungsten weariness,current rushing etc which appears easily during short arc ignition can be solved effectively. And tiny current arc ignition experiment was carry out based on different styles of current source and welded materials. The experiments proved: the arc ignition is stable when the current is 1-2 A with the strategy of the tiny current arc ignition, as the different sources of DCEN, DCEP and pulse, without any obvious tungsten weariness and arc extinguish,and the arc ignition success rate is quite high.Key words: short arc ignition; tiny current; tungsten weariness0 前言常用的TIG焊一般采用高频高压或高压脉冲等非接触引弧,可获得比较好的引弧效果;但它也具有对人体产生危害、干扰周边环境及设备等缺点,尤其是高频高压、高压脉冲在引弧时很容易造成逆变主电路中的电子元器件的破坏,据此,在使用变极性TIG焊焊接铝和铝合金时,采用短路引弧可以避免高频高压、高压脉冲对逆变电路的损坏[1]。
焊接工艺中的电弧稳定性及调节方法

焊接工艺中的电弧稳定性及调节方法焊接是金属加工中常用的连接方法之一,而电弧稳定性在焊接工艺中起着至关重要的作用。
本文将探讨焊接工艺中电弧稳定性的意义,以及调节电弧稳定性的方法。
一、电弧稳定性的意义电弧稳定性是指焊接过程中电弧的持续稳定燃烧的能力。
而电弧的稳定性对焊接工艺的质量、效率和操作者的安全保障都具有重要影响。
1. 焊接质量保证:电弧稳定性直接影响焊缝的质量。
稳定的电弧有助于焊接金属间的良好熔合,避免产生气孔、夹杂物等焊接缺陷,保证焊缝的强度和密封性。
2. 工作效率提升:稳定的电弧能够使焊接操作更加顺利,减少焊接过程中的停顿和补焊的次数,提高焊接效率,节约时间和成本。
3. 操作者安全保障:电弧过于不稳定容易引起溅射和飞溅现象,可能伤及操作者的皮肤、眼睛或其他部位。
稳定的电弧可以减少这些安全风险,保护焊接人员的身体健康和安全。
二、调节电弧稳定性的方法为了保持焊接工艺中的电弧稳定性,可采取以下调节方法。
1. 调节电源电压:电源电压的变化会直接影响电弧的稳定性。
当电源电压过高时,电弧可能变得不稳定,导致溅射和飞溅。
相反,电压过低可能导致电弧容易断开。
因此,根据具体焊接情况,合理调节电源电压是保持电弧稳定的重要措施。
2. 控制电流大小:电流的大小也会对电弧的稳定性产生影响。
一般来说,适宜的焊接电流可以使电弧稳定并控制熔池的形成。
选择合适的电流大小,根据焊接材料的厚度和类型进行调节,对电弧稳定性至关重要。
3. 选择合适的电极材质:电极材质直接影响电弧的稳定性。
常见的电极材质包括钨极、钨合金极和石墨极等。
不同的焊接任务需要选择适合的电极材质,以提供稳定的电弧和良好的焊接效果。
4. 控制电弧长度:电弧长度是指电极和工件之间的距离。
适当控制电弧长度可以保持电弧的稳定,避免电弧的过度拉长或短缩。
通过调整焊接枪的角度和焊接速度等方式,精确控制电弧长度,是保持电弧稳定性的重要手段之一。
5. 保持良好的气体环境:在焊接过程中,气体环境对电弧稳定性至关重要。
小电流高频tig焊电弧稳定性的研究
小电流高频tig焊电弧稳定性的研究
近年来,由于焊接工艺的发展,TIG焊技术在航空航天、原子能、电子、汽车等领域得到了广泛应用。
焊接过程中,焊接电弧是焊接过程中很重要的因素。
TIG焊电弧稳定性对焊接品质具有重要影响。
因此,研究高稳定性TIG焊电弧的技术,具有重要的现实意义。
首先,为了了解TIG焊电弧的稳定性,应充分了解TIG焊电弧的形成原理和焊接参数的影响。
TIG焊电弧的形成机理主要包括端子外侧的电弧火花放电和腔内的电弧火花放电。
其形成机制是在焊丝两端形成放电火花,形成电弧,形成电火花弧。
焊接参数是控制焊电弧稳定性的重要因素,它主要有脉冲频率、焊接电流、电弧极径、氩气流量。
其次,采用独特的实验技术,研究不同焊接参数下TIG焊电弧的稳定性。
该实验系统中采用等流脉冲式高频TIG焊接,控制参数包括脉冲频率、焊接电流、电弧极径、氩气流量。
在给定的焊接参数下,通过采集TIG焊电弧波形,研究电弧稳定性,并分析不同参数下电弧稳定性的影响。
终于,将获得的研究结果分析及总结,提出改进技术,以提高TIG焊电弧稳定性。
随着焊接参数的不断优化和控制,将有效提高TIG 焊电弧的稳定性,从而提高产品的质量。
通过以上研究,可以准确控制稳定高频TIG焊电弧,使产品质量更加稳定可靠。
同时,本研究的成果也可以作为下一步研究的基础,进一步探索TIG焊电弧的技术。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
变极性TIG焊接电弧稳定性分析姚河清张俊涛(河海大学机电工程学院,江苏常州 213022)摘要:通过对变极性TIG焊接电弧稳定性试验研究,发现小电流电弧极性切换时,容易引起熄弧。
同时, 电弧等效电阻的变化,导致严重的换向冲击。
原因是:电路的等效电容、电感引起小电流换向速度慢,电弧等效电阻变小引起换相冲击。
本文通过二次主回路加耦合电感,以及在电弧极性切换时,采用变参数PI控制与超前控制的软件控制策略。
实验结果表明:变极性TIG焊接电弧稳定性问题得到有效解决。
关键词:变极性;电弧稳定;等效电阻;控制策略The analysis of arc stability of the variable polarity welding TIGY ao Heqing Zhang Juntao(Hohai University, College of Mechanical & Electrical Engineering, Jiangsu Changzhou 213022)Abstract:welding arc stability of variable polarity TIG welding was studied through experiment. The experimental results indicate that the small current cause the arc extinguisher when the welding arc commutating. Simultaneity, the diversification of the equivalent resistance, which can cause concussion. The equivalent capacitance and the equivalent inductance of the circuit which slower the speed of the current when the arc polarity change. In order to resolve the problem, added the coupling inductance in the main circuit and a control strategy incorporate variable parameter PI into advance control. Experimental results prove the welding arc stability of the variable polarity TIG is available.Key words:V ariable polarity; arc stability; equivalent resistance; control policy0 前言变极性逆变焊接电源是近10年发展起来的一种代替正弦波交流和方波交流焊机来焊接铝及其合金的新型焊机,是一种电流频率、正负半波电流幅值和时间比可以分别独立调节的方波交流电源。
通常变极性焊接电源是由一次逆变和二次逆变组成,一次逆变控制使弧焊电源具有快速响应特性,二次逆变控制使弧焊电源具有良好的变极性能力,广泛应用于铝及铝合金的焊接。
由于铝及铝合金在空气中极易被氧化,生成Al2O3氧化膜熔点高(约2050 0C)、比重大、非常稳定、不易被去除等等。
所以为保证焊接质量,必须先去除表面氧化膜。
变极性焊接铝及其合金是在控制周期内利用直流反接(电极接正DCEP)的“阴极雾化”作用对熔池表面氧化膜的进行清理,达到铝合金的焊接要求。
变极性焊接一般控制阴极清理强度为20%~30%,以达到减少钨极烧损和铝及其合金表面氧化膜清理的目的。
但是,在极性转换的过程中,容易发生过零点熄弧,电流冲击过大,造成电弧的不稳定,影响焊接质量。
为了解决电弧稳定性问题,本文提出一种新颖解决办法,在硬件方面,二次主回路加耦合电感,采用超前控制与变参数PI控制相结合的控制策略。
取得良好的控制效果,变极性TIG焊接电弧稳定性得到有效解决。
1 变极性调试试验现象在变极性TIG焊接电源调试过程中,容易产生小电流熄弧和电流过冲现象。
图(1)为正极性电流为50A,反极性电流为100A时变极性焊接的电流电压波形,其中A为电流曲线,B为电压曲线。
从图中我们可以看出,在焊接过程中,当DCEN向DCEP 转换的过程中,经常会出现熄弧现象。
而DCEP向DCEN转换的过程中,虽然没有出现熄弧问题,但是在换向时会产生很大的电流冲击。
因此应该采取必要的措施来解决这两个问题,来提高变极性TIG焊接电弧的稳定性。
图1 A为焊接电流波形B为焊接电压波形2 变极性TIG焊熄弧的原因分析2.1 电路方面分析由于电路中存在等效电感和等效电容,使得电流换向速度慢,延长换向时的过零点时间,导致熄弧。
电路图如图(2),在EN换向为EP前,电路的等效电感为左“+”右“-”,电路对电容充电。
在EN换向为EP时,电流迅速减小并换向,电路的等效电感为左“-”右“+”,阻碍电流减小,而此时电极换向,电流方向与反感电势方向相反,要使电极电流方向与电路反感电势产生电流方向一致,必须迅速降低反方向电流为零。
这个过程就延长了换相过零点时间。
R图2 等效电路。
L为等效电感,C为等效电容,R为等效电阻同时,研究表明,电流的变化速度di/dt必须达到10A/us以上才能保证小电流不熄弧。
在半桥结构中,电感参与换向,而加在电感两端的电压不会超过电源空载电压。
假设空载电压U f=70V,电感为20uH。
根据Ldi/dt=U f,则di/dt=U f/L=70/20=3.5A/us,远远小于10A/us,容易造成过零点熄弧【3】。
另外,由于本实验焊机的变压器匝数比为1:8,以三相整流电压为540V计算,经变压器之后空载电压理论值为67.5V ,加上整个电路储能元件的分压以及防止直通现象而占空比不能达到100%,所以实际电弧空载电压大约50~55V ,小于变极性TIG 焊所要求70V 左右的空载电压。
这也可能造成钨极温度偏低,电子发射能力偏低,使变极性TIG 焊过零电熄弧,进而影响电弧的稳定性。
2.2 物理特性方面分析在小电流情况下,EN 换向为EP 时,钨极从阴极转变为阳极。
铝工件转变为阴极,铝阴极的电子发射机制主要以肖脱基效应(Schottky Effect ),其电流密度可表示为:(/2w e v kTe j AT e-=,式中:X 为电位梯度。
由于铝的熔点比较低,大约为660℃,热发射能力不强,主要以电子发射。
因此,为了保证阴极区电子发射能力,需要很高的电场强度,因此在阳极区要有很高的电压压降U A ,才能维持电子发射所需的电场强度,达到电弧稳定燃烧的目的。
所以,可能由于过零点维弧电压不够高,导致过零点熄弧。
同时,在EN 换向为EP 时,由于电弧的动态阻尼变大,减弱极性转换时的电流上升速度,引起极性转换时的过零点时间过长而熄弧。
3 变极性TIG 焊小电流过零点熄弧、电流冲击过大解决措施针对EP 转变为EN 时电弧等效阻尼突然变小引起的换向冲击现象及EN 转变为EP 时出现的小电流过零点熄弧问题,采取了以下措施:3.1 二次主回路加耦合电感图(3)为二次主回路加耦合电感的主电路示意图。
图3 T 1关断、T 2开通图示情况为T 1关断,T 2开通,相对换向时间来说,T 1关断时间很短,这里近似认为T 1关断瞬间流过L 1的电流几乎不变。
T 1关断后,L 1的电流I 1从T 1转移到缓冲电容C 1,对C 1进行充电。
由于T 1、T 2之间没有死区时间,因此T 2这时开通。
由于耦合电感的作用,L 2上会形成反感电动势,T 2开通后L 2上将形成方向如图(3)所示的电流I 2,并且耦合电感形成的反感电动势使得I 2逐渐增大,这时电路中A 节点的电流关系可表示为:120I I I =+,随着L 1能量的逐渐减小,电流I 1也在逐渐减小,而I 2逐渐增大,且方向与I 0相反,这样就加速了电弧电流I 0的衰减,也即加快了电流的换向速度。
当I 1与I 2相等时,电弧电流I 0降到零点,这时I 1会继续减小,I 2会继续增大,而流过节点A 的电流应该保持平衡,因此电弧电流I 0会反向增加,当I 1衰减到零时,也即是I 2与电弧电流相等,并继续增加直到达到设定的反极性焊接电流,这样就完成了由EN 向EP 的整个换向过程。
这个过程中耦合电感起了非常重要的作用,因此只要设计出合适大小的耦合电感和缓冲电容,就能够使电流换向速度大大增加,如果再考虑变压器输出电压对电流的推拉作用,那么电流的换向速度会更快。
因此该电路在EN 向EP 切换的过程中即使不加稳弧脉冲或再引弧电流,也可达到理想的换向效果,不会出现断弧现象。
3.2采用超前控制与变参数PI 控制相结合的控制策略图(4)为采用超前控制策略时的焊接电流波形示意图。
图4 焊接电流波形示意图EP 转变为EN 时采用小电流换向控制策略:在从EP 切换到EN 之前,先将电弧电流降低,再进行极性切换。
降低电弧电流的目的是降低阳极和阳极区的温度,这样在进行极性切换后钨极由于温度的降低,热电子发射能力下降,可减小冲击电流。
电弧电流的降低是保证电弧稳定的前提,试验中发现可以在换向前的几个控制周期(控制周期为50us )内将电流降至零,电弧仍然能够保持稳定,并且冲击电流大大减小。
采用了这样的控制策略后形成了三段不同的电弧电流:正常的EP 电流、过渡期的EP 电流、正常的EN 电流。
而这三段所对应的电弧的等效阻尼也不相同,因此在PI 控制中采用了三套不同的PI 参数,以实现良好的控制效果。
图(5)为采用该控制策略后100A 的电流电压波形,可以观察到焊接电流很稳定,且极性切换时的电流冲击较图(1)明显减小。
图5 EN=50A,EP=100A 时的电流电压波形在EP 阶段,铝工件为负,电弧再引燃是在冷阴极条件下实现的,为使铝阴极发射电子,首先应建立阴极电场,而提高电弧电离度,有利于在阴极表面附近积聚正离子而形成阴极电场。
因此在EN 转变为EP 时的控制方式为:在从EN 切换到EP 之前,通过施加电流脉冲进行稳弧,也就是在工件由正变负前电流波形的后沿,通过软件编程增加电流的给定值。
提高电流的目的在于,变极性电弧变反极性之前提高电弧温度,这样就可以瞬间提高电弧的电离度,从而提高了变极性电弧由正极性变反变极性时的电弧稳定性,由于系统的响应速度很快,因此只需提前几个控制周期将电流的给定值提高即可达到稳弧效果。
图(4)即为采用电流脉冲稳弧的焊接电流波形示意图,图(6)为采用该控制策略后50A 的电流电压波形,从图中可以看出,在EN 的末沿有一个电流尖峰,该尖峰即为施加的电流脉冲。