小型空分设备分子筛纯化器系统常见故障与维修分析
小型空分设备分子筛纯化器系统常见故障与维修分析

小型空分设备分子筛纯化器系统常见故障与维修分析摘要:简介了小型空分设备及分子筛净化器的工作流程,分析其常见的几种故障,并提出了相对的维修与处理措施,希望促进小型空分设备的分子筛纯化器系统的平稳运行。
关键词:小型空分设备分子筛纯化器故障空气分离设备分类方法很多,根据产品种类划分,可分为生产单高产品、双高产品(氧和氮)、带氩产品(氧、氮、氩)及全提取(氧、氮、氩及其它稀有气体)空分设备。
根据产量划分,可分为小型空分设备,单位时间氧气产量小于1000m3/h;中型空分设备,单位时间氧气产量介于1000~10000m3/h,大型空分设备,单位时间氧气产量大于10000m3/h。
本文主要探讨小型空分设备(制氮设备)分子筛纯化器系统。
玉门油田炼油化工总厂供气车间小型空分设备采用分子筛常温吸附净化,全低压单级制氮流程。
在投产运行的这几年间,发生多起分子筛纯化器系统故障,本文予以分析并总结维修与处理办法。
一、分子筛纯化器系统概况小型制氮设备分子筛纯化器系统共有:2只吸附器,内装13XAPG型分子筛,一只运行,一只再生,切换时间8h;1组电加热器,最大功率为120.6kw;1组仪控柜。
分子筛纯化系统的工作流程为:空气经除尘器除尘、预冷系统冷却洗涤,经分子筛净化,除去其水分、二氧化碳、乙炔和其他碳氢化合物等杂质。
[1]分子筛工作一定时间后,吸附能力急剧下降,导致净化效果差,使分子筛纯化器出口空气所含二氧化碳和水分浓度超标,故其需要再生。
因此,小型制氮空分设备的分子筛纯化器常采用两只分子筛纯化器,其中一只吸附,另一只再生,8h切换一次。
其中加热阶段,从塔内来的再生气源经电加热器加温自上而下通过吸附剂床层,解析分子筛。
当加温结束时,停止对加热器供电,继续通入污氮使系统冷却下来,再生过程结束后。
再经均压、切换等步骤后该组纯化器投入工作[2]。
均压时空压机流量波动大,可能导致空压机电机超负荷,影响空分设备安全稳定运行。
二、常见故障分析1.再生组泄压不归零分子筛的设计工作周期是8h,其中泄压时间是16min,但在投产运行初期,发现纯化器在泄压逻辑结束时,吸附器内仍有0.04MPa的微正压。
空分分子筛系统和空分塔进水故障的分析处理

( 上接第 1 8页 ) 0 不用万用表测量 , 采用将 中央高压线插 上一 只火花塞 搭铁后试火的方法。 若在接通点火开关瞬间就能见到跳火或点火开关 接 通 情 况 下 将 信 号 线 迅 速 搭 铁 并 马 上 松 开 时 能 见 到 跳 火 , 明 点 火 电 说 子组件和点火信号发生器均为正常 。 否则 就 是 点 火 电子 组 件 或 点火 信 号发生器有故障 。
【 e od ] isprt n n ; o c l ee do e; i u t y ol g a rB b l K yw r sAr ea i i M l u s v s brCr l o o n t ;U be ao u t e a i a r r c a rc i w e
21 年 01
第 2 期 l
S IN E&T C N L G N O MA I N CE C E H O O YIF R T O
0机械 与电子 0
科技信 息
空分分子筛系统和空分塔进水故障的分析处理
宜 琦祥 ( 仪征 化 纤股份 公 司 江苏 仪 征
【பைடு நூலகம்摘
2 9 0) 1 0 1
o te i rm i o l gtwe n ee lc lrse ea sr e whc ia ld isa sr to tr u ltarfo arc oi o re trd moe ua iv d ob r, ih ds be t d op in o wae.Asars l,hears p ain u i h d t e n f eut t e a to nt a ob i r p k d. hepo e sa d a ay i h v e nr d c d Trame ta d pe a to saeaS rsn e . r a e T rc s n n lss a ebe nito u e . e t n n rc uin Ope e td r l
分子筛问题总汇
分子筛纯化系统问题总汇一、作用及优点1、作用吸附清楚原料空气中的水分、乙炔、二氧化碳及一些碳氢化合物,保证空分的正常安全运行。
其吸附吮吸依次为水分、乙炔、二氧化碳、其他碳氢化合物。
2、优点分子筛净化空气流程具有产品提取量大、操作简单、运转周期长、使用安全可靠等诸多优点二、结构分子筛吸附器采用卧式双层床结构,也即在纯化器的进口处,先装一定量的活性氧化铝,在其上再装一层13X分子筛。
这样设计的主要原因有双层床结构的分子筛纯化器相比只充填分子筛的单层床纯化器具有增强吸附效果、延长使用时间、降低再生能耗、延长使用寿命的特点。
具体分析如下:活性氧化铝对于含水量较高的空气,吸附容量比较大,而且对水分的吸附热也比分子筛小,其大量吸附水分后使空气温升较小,有利于后部分分子筛对二氧化碳的吸附,而且双层床纯化器净化空气的程度比单层床更高,空气的干燥程度可以由原来露点的-60℃降到-66~-70℃,净化后空气中的二氧化碳含量也更低;采用双层吸附床,可以延长纯化器的使用时间,经试验得出:双层床结构的分子筛纯化器比单床层结构的有效工作时间可延长25~30%;活性氧化铝解吸水分容易,而分子筛较为困难,分子筛再生时其冷吹峰值需要达到120℃以上才能保证其再生完善,而活性氧化铝只需要达到80℃左右即可,这样一来就可以降低整个系统的再生温度,从而节省了再生能耗(对于双层床结构的分子筛纯化器一般将冷吹峰值控制在100℃以上,作为其再生完善的主要标志);活性氧化铝颗粒较大,且坚硬,机械强度较高,吸水不龟裂、粉化,所以双层床的活性氧化铝可以减少分子筛粉化,延长分子筛寿命,活性氧化铝处于加工空气入口处,还可以起到均匀分配空气的作用;铝胶还具有抗酸性,对分子筛能起到保护作用。
三、流程1、基本概念(1)吸附:是利用一种多孔性固体(活性氧化铝、分子筛)表面去吸取气体混合物(空气)中的某种组分(水、乙炔、二氧化碳以及其他碳氢化合物),使该组分从混合物中分离出来。
分子筛纯化系统一些故障的处理

我们知道 , 切换阀是分子筛纯化系统的重要部 件 , 其阀门各部件 (如阀体 、控制部分 、机械传动 部分) 性能的好坏 , 将直接对空分生产的经济运行 与稳定运行产生不可忽视的影响 。由前所述 , 我 公司使用的切换阀是由德国进口的电动控制阀 , 其 性能比较可靠 。但由于吸附器每两小时切换一次 , 阀门频繁切换 , 所以易出现故障 (特别是在近两年 内阀门出现故障的频率有所提高) 。最常见的故障 为阀门全开与全关不到位或根本不动作 (在远程控 制模式下) 。在处理这类故障的过程中需对阀门的 “极限开关”进行调整 , 或者是对控制部分 、机械 传动部分进行更换 (如电机 、控制头等) 。那么在
哪一个步骤下对故障阀门进行处理最合理 、最符合 工艺流程特点 , 就是我们要考虑的问题 。现将分子 筛纯化系统的每一个阀门在相应步骤下的动作清单 列于表 1 , 以便分析 。
武钢氧气有限责任公司 1993 年相继投产的两 台 “三万”制氧机采用的是分子筛净化流程 。多年 来 , 在安全 、高效 、保产方面发挥了较大的作用 。 但在实际生产过程中 , 也时有故障发生 , 如分子筛 泄漏 、切换阀 (电动控制阀) 不动作或动作不到 位 、程序紊乱等故障 。上述故障在制氧机停机的情
1 分子筛纯化系统简介
我公司两台 “三万”制氧机的分子筛纯化系统 由两个互相切换的分子筛吸附器 , 一台蒸汽加热
收稿日期 : 2002201218 作者简介 : 杨杰 (1976 — ) , 男 , 1994 年毕业于武钢一技校 , 同年在武钢氧气公司工作 。1999 年在西安交大深冷专业学 习 , 2002 年在武钢集团公司举办的第九届技术大比武中 , 荣获制氧专业 “技术状元”称号 。现为武钢氧气公司技术员 。
空分设备分子筛纯化器进水故障分析及处理
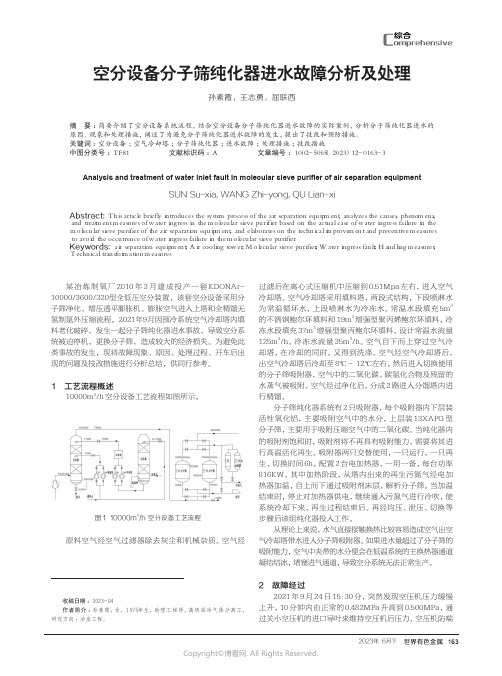
2023年 6月下 世界有色金属163空分设备分子筛纯化器进水故障分析及处理孙素霞,王志勇,屈联西(河南豫光金铅股份有限公司制氧厂,河南 济源 454650)摘 要:简要介绍了空分设备系统流程,结合空分设备分子筛纯化器进水故障的实际案例,分析分子筛纯化器进水的原因、现象和处理措施,阐述了为避免分子筛纯化器进水故障的发生,提出了技改和预防措施。
关键词:空分设备;空气冷却塔;分子筛纯化器;进水故障;处理措施;技改措施中图分类号:TF81 文献标识码:A 文章编号:1002-5065(2023)12-0163-3Analysis and treatment of water inlet fault in molecular sieve purifier of air separation equipmentSUN Su-xia, WANG Zhi-yong, QU Lian-xi(Henan Yuguang Gold Lead Co., Ltd. Oxygen Plant, Jiyuan, Henan 454650)Abstract: This article briefly introduces the system process of the air separation equipment, analyzes the causes, phenomena, and treatment measures of water ingress in the molecular sieve purifier based on the actual case of water ingress failure in the molecular sieve purifier of the air separation equipment, and elaborates on the technical improvement and preventive measures to avoid the occurrence of water ingress failure in the molecular sieve purifier.Keywords: air separation equipment; Air cooling tower; Molecular sieve purifier; Water ingress fault; Handling measures; Technical transformation measures收稿日期:2023-04作者简介:孙素霞,女,1975年生,助理工程师,高级深冷气体分离工,研究方向:冶金工程。
空分常见操作及故障分析
空分常见操作及故障分析一.如何启动预冷系统常温水泵?、(1)检查独立循环水供水压力大于0.4MPA。
,两台常温水泵处于就地控制位置。
(2)检查两台水泵阀门状态,及排水导淋阀门状态。
(3)全开两台常温水泵进口阀门,然后两台泵泵体排气全开常温水泵冷却密封水阀门。
(4)检查泵体管线各导淋全关,微开A泵出口阀门,B泵出口阀全关。
(5)现场启动常温水泵A泵,逐渐开启出口阀门至全开(长时间没启动及首次启动前要盘车)(6)DCS通过FV-1107调节出口水流量至670NM/h左右。
(7)启动后检查泵体是否存在异常声响;检查电机侧轴承温度和泵体侧轴承温度。
确认泵运行正常后投入DCS控制位置。
(8)B泵投备用。
二.如何启动预冷系统低温水泵?(1)检查两台水泵阀门状态,及排水导淋阀门状态,且两台常温水泵处于就地控制位置。
(2)向水冷塔补水,使水冷塔液位至1100mm左右。
(3)全开低温水泵A泵进口阀门,管线各导淋全关,低温水泵出口排气阀门排水后关闭出口阀门微开。
(4)现场启动低温水泵A泵,逐渐开启出口阀门至全开(长时间没启动及首次启动前要盘车)(5)DCS通过FV-1134调节出口水流量至175NM/h左右。
(6)启动后检查泵体是否存在异常声响;检查电机侧轴承温度和泵体侧轴承温度。
确认泵运行正常后投入DCS控制位置。
(7)B泵投备用。
三.如何启动仪表空压机?(1)检查仪表空气管路放空阀全开,出口阀关闭,干燥器进出口全关,旁路阀全开,仪表空压机在备用(2)投用仪表空压机冷却水(3)启动仪表空压机,手动调节放空阀将仪表空压机出口压力稳定在4bar以上(4)打开干燥器的进出口阀启动干燥器(5)将仪表气管路旁路阀关闭,将放空阀缓慢关闭同时缓慢打开送出阀至合适开度将空压机出口压力稳定在4bar以上四.如何判断分子筛加热再生是否彻底?(1)对分子筛加热再生的气体压力,流量,达到工艺要求(2)加热再生过程通过再生曲线来判断,冷吹峰值是整个床层再生是否彻底的标志五.启动一拖二机组前如何向BAC充压?(1)分子筛系统打开阀门KV-1203,KV-1204其他阀门全部关闭(2)检查分子筛至BAC及膨胀机,低压换热器管线无泄露(3)通知控制室注意仪表气管网压力打开充气阀(4)待BAC一三级入口管压力至3 bar以上关闭充气阀六.分子筛蒸汽加热器管道蒸汽疏水器坏紧急处理?1、适当打开疏水器旁路阀疏水,尤其是分子筛程序走到加热阶段时,需要根据分子筛蒸汽加热器出口温度控制疏水情况2、关闭疏水器前后截止阀,处理坏掉的疏水器七.如何处理液氧泵气蚀?打开液氧泵的排放小阀排除气体,等排放阀排出液体后关闭;如还未有效果停液体泵重新预冷后在启动八.低温水泵进口滤网堵塞后,低温水泵如何切换?(1)检查运行泵与备用泵处于远程控制模式.(2)备用泵处于备用状态,缓慢关闭备用泵出口阀门至微开。
空分装置纯化系统常见故障及解决方案
有 害成分 。来 自预冷 系统 的含湿 饱和 空气 首先 自下而 上流 经 器通道冻堵 ,主换热器阻力增加 ,进塔 的空气量减 小 ,严重时 可
其 中一 只吸附器 ,在加压条件 下空气 中的水 分 、二 氧化碳 、乙炔 能会导致空分塔 的精馏 不能 正常运 行 ,甚 至损 坏设备 ,并 且分 等被分子筛 吸附 ,由于分子筛 的用量 一定 ,因此在 一定 时间 内, 子筛长此 以往高负荷运行 ,必然会缩短分子筛的使用寿命 。
2 常见故 障 2.1 阀 门故障
纯化器的动作靠 13个气 动调 节 阀的开 闭来 控制 ,阀 门的 动作 不到位会造成严 重后 果 ,近年 来 ,多次 发生 因 阀 门动作 不 到位 导致空分 装 置停 运 ,给 公 司安 全平 稳运 行 造 成 了极 大 的 威胁 。
自开工以来 ,气 动调节 阀多次 出现 阀 门动作 不 到位 ,影 响 了空分装 置的安全平 稳运 行 ,由于 均压期 间设 有 压差 保护 ,即 均压 8min结束 时 ,如果 两只 吸附桶压 差大 于 0.06MPa,程 序将 会 自动暂停 ,因此 V1205、V1206、V1207、V1208如果 出现关 闭不 严 ,在均压阶段程序 将会 暂停 ,为不 停 工在 线处 理赢 得 了宝 贵 的时 间 ,而均压 阀 V1209和泄 压 阀 (V1210/V1211)管 径较 小 , 出现故 障影 响较小 ,但是 V1201、V1202、V1203、V1204四个调节 阀没有必要 的保 护措施 ,每次 出现 故障都会 带来极 其严 重的后 果 。如 2012年 l2月 25日V1202阀门关 闭不严 ,导致大量空气 经 V1202、V1208后放空 ,分 流塔 内冷流倒 流 至纯化 器放 空 ,使 纯化器管 网及 阀门结 霜 ,由于大 量空 气放 空 ,净化 风管 网压 力 出现低报 ,一定 程度上影响到操作人员对故 障的判断 。 2.2 电加 热炉 故障
分子筛纯化系统阀门泄漏故障分析与处理
分子筛纯化系统阀门泄漏故障分析与处理KDON-4000/1800 型空分设备,采用分子筛吸附净化,增压透平膨胀机制冷,规整填料塔,全精馏氢制和氧氮外压缩流程,由DCS 控制系统控制。
2010 年空分设备分子筛纯化系统先后发生了两起阀门泄漏事故。
1、正流空气进口阀泄漏2010 年5 月2 日发现分子筛程序暂停,2#分子筛未卸压完全,查找原因并处理使分子筛程序运行。
等待下一周期继续观察无此现象,直至第二天下午又出现2#卸压不完全现象。
2#分子筛卸压不完全,机后压力又损失4~7kPa,可以判断是2#正流空气进口阀V1202,出口阀V1204,均压阀V1209 泄漏。
由于均压阀为双向柱塞阀,假如泄漏,那么1#分子筛也会出现卸压不完全现象,事实上没有,并且操作工在出现卸压不完时关闭了均压阀V1209 仪表气(此阀为气开阀,关仪表气后全关)然后关卸压阀,发现分子筛压力持续上涨,可排除均压阀泄漏的可能性。
由于1#分子筛刚均压完切换至正常工作,吸附容量大,正流空气出口温度30℃,假如2#分子筛出口阀内漏,则2#分子筛卸压时,泄漏的高温气体会使正流空气出口温度升高,趋势趋于平缓。
观察实际运行趋势并无此现象,但发现2#分子筛进口温度最低温度均比卸压完全时的温度要高,包括加热时的谷底值也是如此。
可见2#分子筛进口阀V1202 有内漏,导致从空冷塔过来的约9℃空气与卸压时进口的1~2℃气体混合,造成卸压和加热时分子筛进口温度谷底值偏高。
现象通常发生在午后紫外线强且长时间照射V1202 时,天气凉快时和晚间则不会发生,初步判断有两种情况:一是阀内密封圈磨损经阳光照射后与阀门贴合不紧密造成泄漏,为验证此推测,待2#分子筛再生时对阀门密封圈处淋冰水,故障不能消除,因此可排除此疑虑。
二是阀门执行机构气缸内气体经太阳照射膨胀后有轻微漏气且阀门气缸密封圈有磨损,导致阀门关不严。
2#再生未卸压完全时在现场发现V1202 电磁阀放空口有轻微漏气现象,证明判断正确。
空分设备分子筛纯化系统进水故障分析和预防
前
言
中化 吉林 长 山化 工 有 限公 司 现 有 1套 K D O N 一
障时有发生 ,已导致多次临时停车 ,严重威胁到空
分设 备 的正常 生产 。 因此 ,有必 要对 分 子筛 吸附 器
6 0 0 0 / 6 6 0 0 . I I I 型 全 低 压 空 分 设 备 和 1套 K D O N 一 1 6 0 0 0型空 分设 备 ( 配 套液 化装 置 ) 。6 0 0 0 m / h空
为 深井 水 。
1 故障分析
1 . 1 雾 沫夹 带导 致分 子筛 吸 附器进 水 1 . 1 . 1 故 障现 象
2 0 1 3年 8月 6日 1 0:O 0 ,进 入 1 6 0 0 0 m / h空
从 理论 上来 说 ,水 气直 接接 触换 热 比较 容易 造 成 空气 带水 进入 分 子筛 吸 附器 。如果 进水 量 超过 了 分 子筛 的 吸附 能力 ,空 气夹 带 的水分 便会 在低 温 系 统 的主 换热 器通 道凝 结 ,堵 塞进 气通 道 ,导 致正 常 工 况无 法持 续 。
S o n g y u a n 1 3 1 1 0 9 , J i l i n, P .R .C h i n a )
Ab s t r ac t:He r e,i n c o mb i n a t i o n wi t h t h e e x a mp l e o f wa t e r e n t r a n c e t r o u b l e i n mo l e c u l a r s i e v e p u r i ic f a t i o n s y s t e m o f a i r s e pa r a t i o n p l a n t ,t h e c a u s e s,ph e n o me n a a n d c o r r e c t i v e me a s u r e s f o r t h e s a i d t r o u b l e a r e na a l y z e d,a n d t h e p r e v e n t i v e me a s u r e s i n o pe r a t i o n a n d d e s i g n t o a v o i d t h e s i mi l a r t r o u b l e a r e d e s c ibe r d. Ke y wor ds:Ai r s e p a r a t i o n p l a n t ;Mo l e c u l a r s i e v e p ur if ic a t i o n s y s t e m ;W a t e r e n t r nc a e t r o u b l e;Pr e v e n t i v e me a s u r e s
一起分子筛纯化系统管线冻结的故障分析
措施。
关 键 词 : 空分 设 备 ;分 子 筛 纯 化 系 统 ; 管 线 冻 结 ;预 防措 施 中 图 分 类 号 :T 1 . 1 Q1 6 1 文 献 标 识 码 :B
P toe m o p r t n,Du h n i src ,Ka a y 8 3 0 erlu C r oa i o sa z tit Di r ma 3 6 0,Xi in a g,P. R . C ia) hn
Ab t a t The c u e n i p c o p l e r e i g t o l o ua— e s r c u e moe u a iv d or e src : a s s a d m a t f piei fe zn r ub e f d lb d t u t r lc l r se e a s b r n o c r i g d rn pe a in i n e r n lz d fo t o to d f un pr c d r s o lc lr se e c u rn u i g o r to n wi t r a e a ay e r m he c n r lmo e o r o e u e f mo e u a iv p rf i g s se a d t e i m r pe t nd t o r s o i g p e e i e me s r sa epr p s d. u iy n y t m n hem d u p o r y a hec re p nd n r v ntv a u e r o o e Ke wo ds y r :Ai e a a i n pln ;M oe u a iv urf ng s s e ;Pi ei e fe zn rs p r to a t lc lr se e p iyi y t m p ln r e i g;Pr v ntv a ur s e e ie me s e
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
小型空分设备分子筛纯化器系统常见故障与维修分析
摘要:简介了小型空分设备及分子筛净化器的工作流程,分析其常见的几种故障,并提出了相对的维修与处理措施,希望促进小型空分设备的分子筛纯化器系统的平稳运行。
关键词:小型空分设备分子筛纯化器故障
空气分离设备分类方法很多,根据产品种类划分,可分为生产单高产品、双高产品(氧和氮)、带氩产品(氧、氮、氩)及全提取(氧、氮、氩及其它稀有气体)空分设备。
根据产量划分,可分为小型空分设备,单位时间氧气产量小于1000m3/h;中型空分设备,单位时间氧气产量介于1000~10000m3/h,大型空分设备,单位时间氧气产量大于10000m3/h。
本文主要探讨小型空分设备(制氮设备)分子筛纯化器系统。
玉门油田炼油化工总厂供气车间小型空分设备采用分子筛常温吸附净化,全低压单级制氮流程。
在投产运行的这几年间,发生多起分子筛纯化器系统故障,本文予以分析并总结维修与处理办法。
一、分子筛纯化器系统概况
小型制氮设备分子筛纯化器系统共有:2只吸附器,内装13XAPG型分子筛,一只运行,一只再生,切换时间8h;1组电加热器,最大功率为120.6kw;1组仪控柜。
分子筛纯化系统的工作流程为:空气经除尘器除尘、预冷系统冷却洗涤,经分子筛净化,除去其水分、二氧化碳、乙炔和其他碳氢化合物等杂质。
[1]分子筛工作一定时间后,吸附能力急剧下降,导致净化效果差,使分子筛纯化器出口空气所含二氧化碳和水分浓度超标,故其需要再生。
因此,小型制氮空分设备的分子筛纯化器常采用两只分子筛纯化器,其中一只吸附,另一只再生,8h切换一次。
其中加热阶段,从塔内来的再生气源经电加热器加温自上而下通过吸附剂床层,解析分子筛。
当加温结束时,停止对加热器供电,继续通入污氮使系统冷却下来,再生过程结束后。
再经均压、切换等步骤后该组纯化器投入工作[2]。
均压时空压机流量波动大,可能导致空压机电机超负荷,影响空分设备安全稳定运行。
二、常见故障分析
1.再生组泄压不归零
分子筛的设计工作周期是8h,其中泄压时间是16min,但在投产运行初期,发现纯化器在泄压逻辑结束时,吸附器内仍有0.04MPa的微正压。
由于吸附器内微正压的存在,使得再生气通过吸附器的流速降低,脱附阻力增大,再生气出吸附器的温度上升较慢,严重降低再生效率。
2.分子筛系统进水
2010年,制氮系统开机,由于停工时纯化器的工作状态是MS02组加热再生到80~90℃,还没有加热完毕,因此决定使用MS01组,MS02组继续加热,然后再投入工作。
此时,纯化后空气露点为-30℃。
在开机过程的很长一段时间发现空气露点仅降到为-45℃。
随后发现分馏塔氮气出口和放空管线以及再生气管线均出现结霜现象。
认定分子筛系统过饱和进水了,不能起到吸附作用,全系统停工加温吹除。
3.仪控柜面板指示错误
仪控柜面板上有现场流程示意图和现场阀组的手/自动作开关,两者用红绿双色灯显示开关。
灯控原件损坏长期只显示单色,不能方便操作人员巡检时依据
面板指示判断现场运行是否正常,也不能现场指导系统自动/手动相互切换。
系统运行几年来,发生过5起因灯控原件指示故障而错误指导切换工作,引起前路压缩系统憋压造成整个系统不平稳运行。
4.电加热器故障
电加热器故障有两种类型:一是电加热器跳闸;二是电加热棒部分烧坏不工作。
两者的现象基本一致。
具体现象是在加热状态下电加热器温度升高很缓慢。
如果降低再生气流量,温升的迹象仍不明显,最终加热温度小于170℃。
初步断定电加热棒部分烧坏。
如果在加热状态下,30min内最终加热温度小于100℃,初步断定电加热器跳闸。
三、维修与处理措施
1.调整部分逻辑运行时间
操作中发现冷吹后期再生组的温度和压力基本都不变,于是改变逻辑控制时间将泄压时间,将冷吹时间改为240min,泄压时间增加到18min。
通过后期观察发现基本解决泄压结束时,吸附器内压力不归零的现象。
2.防止分子筛带水事故的措施
2.1应加强对空冷塔的精心操作,确保空冷塔下部液位在正常工艺指标范围内。
2.2在正常运转中注意系统压力下降时,应适当打开空压机出口空气放空阀减少进塔空气量,保持塔内空气的正常流速。
2.3一旦发现分子筛吸附器进水,不能抱有侥幸心理,应立刻停车处理;
3.增加DCS纯化器模块温度提示报警
长期的平稳生产,使得操作人员产生麻痹思想,认为纯化器系统处于长周期平稳运行状态。
而该系统的温度是重点监控对象,一般等到操作人员发现温度异常时再进行工艺处理只能停工处理了。
车间对再生气出电加热器增设170℃报警提示音,一般在加热开始的30min内如果出现报警提示音,表示电加热器正常运行。
反之,立刻进行问题分析和处理。
4.规范班组岗位交接
要求当班期间本岗位的操作情况做详细的记录,如有必要则给予进一步分析,切忌写“见上班记录”、“本班操作与上班操作变化不大”等模糊性术语。
接班的班组明确所接岗位的操作情况,如对记录情况有异议的则进行详细的询问。
同时要求班长、运行工程师每班对DCS记录中的纯化器系统各类温度曲线查看两次,每次间隔4h。
空分设备调试及运行时多观察、勤巡检、善思考,发现问题及时汇报、处理。
总之,通过对各类故障的分析,提出有效的改进措施,将这些好的方法运用到日常生产和管理中,通过后期的验证该系统易耗部件的使用率大幅度下降,设备完好率明显高,系统处于可监控的平稳运行状态。
空分设备各个环节需考虑周全,消除事故及安全隐患。
参考文献
[1]李化治.制氧技术[M].北京:冶金工业出版社,2003:37-50.
[2]单亚德,等.浅析分子筛纯化器的优化运行[J].科技创新导报,2009,18,15-16.。