表C人机料动态表
4M1E人机料法环管理方法

材料(Material)
材料是指生产过程中使用的所有原材料 、辅助材料、包装材料等,以及与生产 相关的其他材料。
方法(Method)
方法是指生产过程中使用的所有工艺、流程、技术规范、操作 规程等,以及与生产相关的其他方法。
环境(Environment)
环境是指生产过程中所处的环境条件,包括厂房、车间、设备 、工具、设施等,以及与生产相关的其他环境因素。
材料采购
根据需求制定采购计划,并进行招标和供应商选择,确保材料的 质量和及时供应。
建立材料库存管理系统,优化库存水平,降低库存成本,并防止 材料过期和浪费。
方法(Method)的管理
流程优化
标准化操作流程,提高效率,减少错误。
技术应用
引入先进技术,提高工作效率,增强生产 力。
团队协作
建立有效的团队合作机制,发挥团队的整 体优势。
将可持续发展理念融入4M1E管 理体系,实现企业可持续发展 。
人工智能应用
人工智能技术可用于预测性维 护,优化资源配置,提高4M1E 管理效率。
总结与展望
持续改进
4M1E管理方法不断发展,以适应 不断变化的商业环境和技术进步 。
数字化转型
将数字化技术融入4M1E管理,提 升效率和透明度。
人才培养
培养具备4M1E管理理念和实践能力的人才,推动企业持续发展。
案例分享可以帮助企业更好地理解和应用4M1E方法,并提升企业 的管理水平和竞争力。案例分享要突出4M1E方法的实施过程,取 得的成果以及经验教训,并提供可操作的建议。
4M1E在不同行业的应用
制造业
4M1E适用于优化制造流程, 提高产品质量,降低生产成本 。
例如,通过优化设备维护流程 ,可以提高生产效率,降低故 障率。
降低乘用车仪表台异响DPU问题的技术方法

AUTO PARTS | 汽车零部件降低乘用车仪表台异响DPU问题的技术方法蒙日亮 黎宇嘉 赵小霞 孙金生东风柳州汽车有限公司 广西柳州市 545005摘 要: 为了解决客户对乘用车仪表台总成异响的抱怨,降低后期仪表台总成的保修成本,本文收集了异响相关数据,定位了异响产生的零件,并利用尺寸链分析表、模流分析等技术方法,从人机料法等层面分析了仪表台总成异响产生的原因,制定了相应的改善方法。
文章以DPU为指标,考察了改善方法的有效性。
结果表明,利用本文的技术方法,该车型DPU由0.11降至0.015,降幅为86%,证实了该方法的有效性,为后续其他车型仪表台异响提供有效解决思路。
关键词:仪表台 异响 尺寸链 模流分析1 引言汽车NVH(Noise、Vibration、Harshness)的好坏直接影响着顾客的乘坐体验,而异响则是影响汽车NVH的其中一个重要因素[1]。
在中国汽车消费者抱怨最多的20个问题中,有7个与异响有关,其中就有对仪表台总成异响的不满。
仪表台总成涉及了上百个零部件,任何零部件设计得不合理,都会导致仪表台异响的产生,而仪表台零件多、尺寸链长,这也给溯源异响部件和解决异响问题带来了挑战。
仪表台产生异响分为:(1)振动异响;(2)摩擦异响;(3)碰撞异响。
对于仪表台产生的要因、溯源产生的源头部件和解决的方法,前人都做了大量研究[2]-[4],并取得值得借鉴的方法,但大部分仍停留在异响的表象。
本文以解决仪表台异响为目的,以DPU(单车缺陷点数)为指标,收集了从设计到现场装配的相关数据,定位了异响产生的零件,并利用尺寸链分析表与模流分析软件,深入探索了异响产生的机理,制定了相应的对策。
2 仪表台异响现状及定位某乘用车仪表台总成一共有130个零件,为了对仪表台异响零件进行溯源,我们对该车型历史数据库的过往不良的数据进行了收集和统计。
2.1 异响现状分析DPU是常用来统计某一缺陷种类占比的一个重要指标[5],整改后DPU越低证明整改措施越有效,其公式如下,其中a为某个种类的故障车辆数,b为整车下线车辆数试验对该车型上量后的第一个月异响DPU数据进行了统计分析,第一个月异响DPU占37%,仪表台异响为0.11,DPU值最高,严重影响了整车的品质,但由于仪表台零件数过多,难以定位,因此试验首先从总成定位到分总成。
5M1E分析法人机料法环测的分析培训课件动态ppt模板

紫郁远近若素精品制作
人是生产管理中最大的难点,也是
目前所有管理理论中讨论的重点,
紫郁远近若素精品制作
围绕着"人"的因素,不同的企业有 不同的管理方法。
紫郁远近若素精品制作
简单的说,人员管理是生产管理中 最为复杂、最难理解和运用的一种 形式。不同的企业有不同的管理方 法。
5M1E各因素分析及控制措施
模不一致
模具本身存在 缺陷,验收把 关不够严谨
紫郁远近若素精品制作
安装检测 未能标准
化
机台热板 存在不水
平
法
紫郁远近若素精品制作
检测和安 装现场环 境太差
模具在运 输、沙洗、 安装过程
的损坏
环
组装现场 光线不足
提 高 一 次 装 模 合 格 率
人机料法环测的运用
模套
活络模装配图
紫郁远近若素精品制作 紫郁远近若素精品制作
紫郁远近若素精品制作
这紫郁远近若素精品制作 种现象反映了产品质量具有“波动性”特点。
紫郁远近若素精品制作
那人员不同、材料批次不同、设备不同呢?质量波动会不会更大?
紫郁远近若素精品制作
紫郁远近若素精品制作
PART TWO紫郁远近若素精品制作
紫郁远近若素精品制作
5M1E分析法简介
5M1E分析法简介
Man(人)
紫郁远近若素精品制作
须重新计算。 现场紫郁远近管若素精品制作 理中,这六个方面需要现场的管理者、 班组长、关键岗位员工特别注意,也是工业 制造企业管理中所讲的六要素。
人、机、料、法、环、测的六项分析不是独 立的,是你中有我、我中有你。
紫郁远近若素精品制作
紫郁远近若素精品制作
PLC人机界面课件(124页)
表6-1给出了本例PLC的端子分配情况。其中Q0.1~Q0.7 用于驱动八段数码管显示组别,是本例的输出线圈,绘梯形 图时仍针对每个输出以启保停电路模式绘出。
第6章 PLC人机界面
TD设备的组态使用STEP7-Micro/Win编程软件中的“文本 向导”(Wizard)进行,向导可在STEP7-Micro/Win编程软件主菜 单工具项下选择“TD200向导”或从引导条中点击工具项下选 择“文本向导”进入。
进入向导后的组态过程十分简单,只要依向导提示完成有 关设置就可以了。设置内容有两类:一类是TD设备本身配置所 需的,如为8个自定义功能键设置内存位,选择信息显示语言 及字符集,选择是否在TD设备上显示时间,选择是否设置强制 输入/输出及设置编辑口令等;另一类是设置所要显示信息的数 量及长度,安排TD设备数据块在CPU中的地址。
第6章 PLC人机界面
6.2.2 八段数码管的驱动 八段数码发光管是由8个发光二极管组成的,在空间排列
成“8”字型且带个小数点,只要将电压加在阳极和阴极之间 相应的笔画段就会发光。它有两种:一种是8个发光二极管的 阴极并接在一起,8个阳极分开,接控制端,称之为共阴八段 数码管或共阴LED显示器;另一种是8个发光二极管的阳极都 连在一起,称之为共阳八段数码管或共阳LED显示器。通常用 LED数码显示器来显示各种数字或符号。
八段LED显示器由8个发光二极管串限流电阻组成。其中7 个长条形的发光管排列成“日”字形,另一个点形的发光管在 显示器的右下角作为显示小数点用,它能显示各种数字及部分 英文字母,如图6-1所示。
如何运用5m(人机料法环)达成生产六指标(qcdpsm)
一、现场管理的含义1、现场的定义广义的现场是指场所,是实际发生行动的场地。
狭义的现场一般是指作业场地,是制造产品或提供服务的地方,是劳动者运用劳动手段,作用于劳动对象,完成一定生产任务的场所,也就是我们常说的基本作业单位。
狭义的作业现场及包括个基本生产车间的作业场所(如车间、工段、班组等),又包括各辅助生产部门的作业场所(如库房、试验室、锅炉房等)。
现场时企业经营活动中最重要的领域,然而现场也往往是最受管理部门忽略的领域。
2、管理的含义一般理论认为管理是指组织开展计划、组织、领导、协调和控制等活动实现组织目标的过程。
也就是说,所谓管理就是利用组织的有效资源,结合部属及众人的智慧与努力达成组织的目标。
通俗地说管理就是这样一个过程:运用资源→通过努力→达成目标对管理我们也可以这样理解:管理就是管人和理事。
管理的五要素:计划、组织、领导、协调和控制。
“管理的五要素”也就是我们经常说的“管理素质”或“管理职能”。
不同管理层次或管理职位对管理者的管理素质或管理职能的要求不同。
3、现场管理的含义现场是企业创造利润的地方,它是制造企业的生命线。
现场管理是运用企业各种有效资源,结合部属及众人的智慧和努力,达成企业(或部门)的目标。
具体来讲现场管理就是运用科学的管理思想、管理方法和管理手段,对现场的各种生产要素,如人(操作者和管理者)、机(机器及设备)、料(原材料和零部件)、法(工艺和监测方法)、环(环境)、资(资金)、能(能源)、信(信息)等,进行合理配置和优化组合的动态过程,通过计划、组织、领导、协调和控制等管理职能,以保证现场按预定的目标,实现优质、高效、低耗、均衡、安全、文明的生产作业。
因此,作为企业的现场管理者,就必须将目标、资源与如何有效达成目标的方法掌握清楚,否则就难以成为出色的现场管理者。
4、现场管理的特点现场管理有如下特点:(1)基础性企业管理一般可分为三个层次,即最高领导层的决策管理,中间管理层的执行性管理和作业层的现场管理。
转炉副枪和静态动态模型及转炉底吹系统(可编辑)

转炉副枪和静态动态模型及转炉底吹系统转炉副枪和静态动态模型及转炉底吹系统注中文版供参考一旦和英文版有矛盾以英文版为准目录1 工艺技术描述 411 介绍 412 转炉车间所生产的钢种 413 买方的功能要求 52 技术规格21 基本设计参数 522 付枪工艺描述 1023 二级工艺控制系统1524 底吹系统253 设备技术描述2731 副枪机械设备2832 副枪电气仪表和计算机设备 EIC 3333 副枪仪表设备3734 副枪管道及公辅设施3935 二级硬件和软件 4036 底吹机械设备4237 底吹设备耐火材料 4338 底吹电气设备和仪表 4339 特殊消耗量和交接点444 工作分交和买卖双方供货范围 4741 设计范围 4742 软件供货条件4743 手册4944 格式和数量5045 买卖双方付枪和SDM模型供货范围5146 买卖双方底吹系统供货范围5747 合同不包括的内容595 买卖双方提供的设计文件和时间计划 6051 付枪的基本信息和基本资料6052 参考文件626 买卖双方人员派遣6351 卖方人员派遣服务范围和条件6362 买方人员派遣培训 6663 设计审查和设计联络6764 PLC 联合编程卖方办公室6865 检查66677 专利和诀窍708 性能保证及验收方法7181 副枪性能测试7182 SDM性能测试7283 底吹的性能测试7384 副枪性能测试需要满足的操作条件7385 SDM性能测试需要满足的操作条件7376 底吹性能测试需要满足的操作条件7577 性能测试方法769 设备布置和总布置图 7810 设计制造和验收的标准79 101 综述79102 设备制造监理和验收79103 检验79104 开箱检验 81105 初步验收程序8211 合作制造 8312 备件和消耗件84121 副枪系统备件 8413 分包商清单8514 总体进度表 86工艺技术描述介绍达涅利康利斯艾默伊登Ijmuiden应XXXX集团有限公司邀请提供以下项目的设计制造供货及相关技术服务包括二套 2 副枪系统一套 1 转炉系统的动静态SDM模型和二套 2 底搅拌系统达涅利康利斯公司在转炉的副枪项目中有极其丰富的经验和知识卖方在过去所提供的副枪系统越来越多的显示出其易于维护操作简单的特点转炉车间所生产的钢种产品种类品种代表牌号相关标准年产量万t 比例供冷轧用热轧钢卷低碳钢SPHC SPHD JIS G3131 125 417无取向硅钢50W47050W1300 GBT 2521 40 133 热轧商品钢卷一般结构钢SS400 JIS 31014515 低合金高强度结构钢Q345A B GBT 912焊接结构用钢SM400A B JIS G3106汽车结构用钢SAPH370 SAPH440 JIS G3113焊接钢管用钢SPHT1 SPHT2 SPHT3 JIS G3132花纹板GBT 3277 集装箱用板SPA-H JIS G3125 60 20 高耐候性结构钢 09CuP GB4171 管线钢X42X70 API 5L 30 10 合计~300 100买方的功能要求卖方所提供的副枪系统应满足买方询价书中所规定的如下功能测量钢水温度测量钢水中的碳含量测量钢水中的氧含量测量钢水液位取样分析卖方所提供的SDM模型应满足买方询价书中所规定的如下功能满足表所示钢种对终点碳和温度的要求卖方所提供的底吹系统应满足如下功能通过在转炉底部喷吹氩气和氮气提高炼钢工艺底产量基本设计参数副枪系统的基本设计参数如下但最终将在定单生效后确定转炉车间设计条件铁水准备脱硫装置脱硫装置类型单吹颗粒镁脱硫装置数量2套预留第二套铁水罐容积150t每罐处理能力110 – 150t处理周期 35min转炉工艺转炉型式顶底复合吹平均出钢量140t最大出钢量 150t转炉座数2操作模式第一阶段1吹1 第二阶段2吹2 出钢周期最大35分钟每天平均炉数36顶吹顶吹供氧强度35 Nm3minton供氧压力16 MPa 最大底吹底吹气体氮气氩气底吹阀入口处气体压力16 MPa 最大转炉内型尺寸新炉衬炉口2970 mm新炉衬液位标高8365m最低液位标高8210m转炉熔池直径-5021m转炉熔池深度-1399 140吨转炉炉口标高-15615m修炉方法简易上修气象条件年平均温度 44° C 年极端最热温度 355° C 年极端最低温度-407° C 夏季平均风速21 ms 最大风速19ms 年平均降雨量7111 mm 日最大降雨量1176 mm 基本地震强度7级com件主回路电压 3 相 4线 AC380V220V 50Hz 控制回路电压AC220V DC220V DC24V AC波动范围电压10频率15-1Hz 冷却水质量No Items Units Value 1 PH 7-85 2 硬度CaCO3 mgl 5 3 悬浮物mgl 100 4 悬浮物最大尺寸mm 02 5 硫酸盐mgl 40 6 氯离子mgl 220 7 硅酸盐mgL 20 8 总碱度mgL 5 9 总铁mgl 996 16 MPa 氮气 9999 16 MPa 氩气 9999 16 MPa 液氮 9999 04– 098 Mpa 压缩空气无油无水05 – 07Mpa关键尺寸最低液面高度旧衬 8118m 副枪入口顶面 25830m副枪设备顶面上限标高 54130m 无挂渣时炉口直径2970mm 有挂渣时炉口直径不小于2600mm 探头长度2000 mm 探头形状圆柱型无肩膀上述标高是大约值允许有小的变化但不应影响副枪设备主体设计炉型及布置待定氧枪喷头孔的个数和角度待定氧枪顶部装配图待定主吹氧强度35 Nm3minton 底部炉衬厚度待定钢壳厚度待定炉身详细资料待定上面缺少的资料应在设计阶段提供入炉原料铁水%铁水脱硫前C 4 – 43 Si 04 – 06 Mn 034 P 008 –015 S 003 – 005 温度平均 1280 degrees C 脱硫后的硫份对于一些对硫含量要求不是很高的钢种如果铁水[S] ≤0035可不需要进行铁水预脱硫处理铁水中的[S] Temp °C 处理后[S] ≤ 0002 0002 –0005 0005 – 001 ≥ 1250 10 30 60 Scrap 长度宽度厚度尺寸≤1000mm ≤500mm ≤300mm单块重量≤ 1200kg油脂表层漆含量附着物和沙子木头水 S P ≤0002 ≤0005 ≤05 ≤1 3 ≤01 ≤01 需要拣选切割和捆扎和汇集不含爆炸材料容器有色金属和有毒材料废钢应该在开始吹炼和测量末期完全融化硅铁 FeSi75Si 72-80 Al ≤ 10 Ca ≤10 Mn ≤05 Cr ≤ 05 P ≤ 0040 S ≤ 002 C ≤ 02 Size 10-50 mm高炭锰铁Mn 65-700 Si 20-30 C ≤ 70 P ≤038 S ≤ 003 Size 10-50 mm 萤石CaF2 ≥ 70 SiO2 ≤10-20 S ≤ 006 灰份≤ 5 Size 5 - 50 mm 熟石灰CaO ≥ 90 SiO2 ≤5 平均值25 P ≤ 002S ≤ 010 MgO ≤ 4 烧损 LOI ≤ 6 活度 320 ml 尺寸10-50 mm 灰份 10mm ≤ 50轻烧白云石MgO ≥30 SiO2 6 LOI烧损13 - 18 湿度5 尺寸10-50mm2技术规格21 付枪工艺描述com 副枪卖方在钢厂的付枪方面有非常丰富的经验目前已经在新旧车间已经提供和安装50多套付枪采用付枪对炼钢的生产不会造成任何干扰自从1979年卖方和康力斯紧密合作开发和改善付枪系统在康利斯前霍高文已达到出钢时间减少8分钟炉铁水使用量减少10 kg t 废钢使用量增加 10 kgt 氧气用量减少10 m STD t 铝用量减少24 kg炉铁锰用量减少60 kg炉节省能源相当于20 oC 耐材损耗减少 20 人机控制改善了工作条件其中一项主要的开发即DIRC微处理器的开发专用于此项应用最新的DIRC-5与以前的系统相比更快更准确并且有更强的再现性应用于副枪系统的DIRC-5的主要优势如下速度在副枪进入熔池约4秒钟后熔池温度等结果将显示在转炉控制操作台上精度显示结果同时给出一个质量编码告诉操作工其测量精度例如 1 1525 就表示凝固温度为1525 oC 前面的1为质量代码表示精确到125 oC这样便于精确的测量碳含量再现性测量结果的再现性主要使用改进的测量和结果分析系统与最新设计探头及良好的操作实绩熔池液位测量熔池的液位是通过测量和分析钢水和渣中氧气含量和温度差来确定的它的测量所使用的探头即终点吹炼所用的TSO-探头因此每一炉都可测量熔池液位而不需要单独的探头精确可靠的熔池液位测量可用于副枪在同一浸入深度的测量耐材消耗监测对主氧枪的吹炼高度进行有效控制正确控制吹炼高度可减少铁损失和耐材消耗总之会得到更好更经济的吹炼结果数据记录数据存储在外接PC机中以便进行进一步分析记录数据的典型样例参见附页副枪系统有一维护位置副枪枪体可以降到操作平台上方此位置更换探头夹或做一些简单维护此副枪系统还具有其它许多特点专属于我们的设计这些都是多年来在副枪的安装上取得的经验com述副枪设备的设计可靠为转炉提供了一个有效的工具使其能在不间断吹炼的情况下在转炉的垂直位置进行熔池温度的测量及取样在应用当中我们开发了特殊的副枪探头副枪设备从加热的探头存放箱中取出选定探头自动连接到副枪的顶端并移到转炉上方打开烟罩上一专用入口将探头降低入熔池中根据所用探头的类型热电偶和测氧单元发出信号几秒种之后提升探头并在转炉平台上自动将探头取下取出试样送化验室分析所发出的信号经处理将给操作工以及有价值的数据副枪可使用各种探头如TSC 探头用于温度取样定碳TSO探头用于测温取样定氧以及T探头仅用于测温TSC探头用于吹炼中测量TSO探头用于终点吹炼测量而T探头仅用于当操作工只需要温度参数的情况如当钢水不能直接出钢需在转炉中等待较长的时间时采用以上三种探头将实现13段落中的要求现代的炼钢过程中依靠副枪测量来调节吹氧量和转炉熔剂添加量动态控制模型和精确的副枪数据使快速出钢得以实现另外这种操作的成功与否完全取决于吹炼中期测量所得数据的可靠度快速出钢表示转炉在吹炼结束测量数据被分析之前出钢com 副枪功能副枪将用于以下操作转炉上有一烟罩系统在接近吹炼终点碳含量约为3000ppm时副枪穿过上烟罩进入转炉进行吹炼中测量测量结果经处理传到过程计算机中来计算吹氧量和冷却剂添加量并具体实施以满足钢水终点碳含量和温度的要求同时回收试样进行分析来判断终点钢水成份在结束吹炼时副枪可再次进入转炉取样并获得其它信号以确定终点碳含量温度和氧含量如果需要补吹也可进行三次或四次测量在回收试样时副枪设备可去除探头放进探头收集槽直接送到操作平台试样自动与探头脱离后送到化验室进行分析上述操作为一个周期探头自动安装装置装上一个新探头时系统开始准备下一冶炼周期在半自动或计算机方式下都可激活吹炼中期和吹炼结束的测量副枪系统具备以下主要功能在测量前自动选择探头并连接到副枪探头夹持器上降低探头进入转炉所需高度从钢水中取样并用多功能副枪探头测量钢水温度和钢水凝固温度吹炼后测量熔池液位采用TSO探头测量自由氧含量仅在终点吹炼测量中将传感器信号传给信号处理器再经PLC传给过程计算机在转炉控制室工作站上显示结果和质量代码从副枪上取下探头通常可以将副枪降至操作平台在现场方式下和在维护测试位置更换探头夹或做简单的维护为了确保副枪氧枪或修炉塔安全通过氧枪跨还设计了一个停放位置com 控制功能在正常操作情况下副枪由PLC来控制有以下三种控制模式现场控制半自动控制计算机控制在非正常情况下可直接通过操作台对副枪进行控制而不通过PLC事故控制现场手动控制在现场手动控制方式下每种功能和移动都可从现场操作控制控制盘来实现通过操作控制控制盘来控制的功能应根据维护的需要和设备的可视范围加以选择半自动控制在自动控制中操作工可通过控制室中的CRT激活 0 项中所述自动化控制过程操作工只需选定探头类型启动探头的连接和测量步骤即可这种方式下当前炉次中计算出的熔池液位用来确定测量高度设定值可由操作工来调节计算机控制在计算机方式下由计算机激活自动控制过程包括探头的选择和计算熔池液位都由计算机来完成其结果将同时提交给操作工和计算机事故控制方式在事故方式下可通过事故电源将副枪从转炉中提起而无其它任何动作com1自动控制过程如下所述的自动控制过程将在编入PLC探头连接过程测量过程复位过程维护测试过程a 探头连接过程探头连接过程开始后将按如下步骤自动进行从选定的探头存储室中取出探头将探头送至探头翻转臂用探头夹夹取探头探头翻转臂转到垂直位置关闭导向漏斗低速降枪直至探测到探头连接打开导向漏斗和探头夹探头翻转臂转到水平位置按设定高度提升副枪直到有足够空间移到测量位置为止b 测量过程测量过程开始时将按如下步骤自动进行移至测量位置高速氮气吹扫副枪入口打开密封帽等待来自过程计算机的连锁信号确定吹氧速度和底吹速度都以降低仅对于吹炼中测量按照速度图表中的速度降枪将副枪停在设定点上浸入深度约为70cm进行测量开始复位过程c 复位过程测量完成后复位过程自动激活开始如下步骤按照速度图表中的速度提枪发出信号给过程计算机确定吹氧速度和底吹速度可提高到正常速度仅对于吹炼中测量在副枪预设定高度关闭并打开刮渣器关闭密封帽并停止氮气高速吹扫移至探头连接位置降枪直至抬头拆卸位关闭探头拆卸装置提枪至预设定高度即副枪探头夹持器头正好与导向漏斗对中开始位置打开探头拆卸装置将探头送至探头收集槽复位过程开始后不管在什么位置或在什么步骤中所有副枪设备将回到初始位置这就意味着副枪将移至探头拆卸位置卸下探头此项探头拆卸功能不管探头是否连接到副枪上都将执行副枪将被提升并等在探头连接过程的起始位置等待下一周期的开始d 维护测试过程维护测试过程的主要目的是将副枪自动送至维护位置并降枪进行探头夹持器或接触块的维护之后副枪自动返回至新的连接或测量过程开始的位置com2副枪的定位副枪使用两个脉冲发生器进行数字垂直定位一个在卷扬筒上一个在提升马达的轴上脉冲发生器的脉冲信号将被送至PLC的记数模件中测量之前通过计算出的熔池液位得出理想测量位置的设定值由操作工工作站或过程计算机发给PLC当副枪在最高位置时PLC的记数模件中将设置一预设定值开始降枪时脉冲从这个设定值开始记数PLC控制副枪的速度图形以便使最终位置设定值达到 - 1 cm的精度密封帽刮渣器及探头拆卸装置的开关点都是根据记数脉冲确定的另一个脉冲发生器与PLC内的另一记数模件相连接用来检测第一个脉冲发生器com间如前所述自动化情况下各个过程所需时间约为从开始连接命令到下一个开始连接命令所需总的周期时间探头连接过程32 秒测量过程 37 秒复位过程 46秒总周期时间包括探头连接直到下一个探头连接过程开始115秒准确的时间将在详细设计时确定22二级工艺控制系统为了良好高效的进行炼钢操作控制还需要有二级工艺控制模型在此项目中卖方的供货范围包括工艺模型com使用SDM的目的是为了提高终点温度和碳含量控制的效率和精度在正常的工艺控制中使用SDM有以下优点提高了工艺效率终点温度控制精度高终点碳含量控制精度高减少补吹次数降低渣中的 Fe含量提高了转炉内衬的寿命优化废钢冶炼效率SDM模型主要基于热力学和冶金学原理它被设计成在有或没有下列系统的条件下工作副枪底吹搅拌废气分析系统SDM支持所有吹炼实践一次吹炼操作中途停止吹炼操作用或不用副枪中途短时停止吹炼操作用副枪吹炼中操作使用副枪双渣操作SDM支持所有出钢实践传统出钢实践根据吹炼终点温度测量和吹炼终点钢样化学成分出钢快速出钢实践根据吹炼终点温度测量和吹炼中钢样化学成分出钢直接出钢实践根据吹炼中温度测量和吹炼中钢样化学成分出钢但考虑了二次吹炼的影响静态和动态控制模型可进行原材料配比和吹氧的计算以及逸出转炉的碳和氧在静态计算中静态控制模型生成了一个中途测量点的时刻二次吹炼计算和动态控制模型分别以中途点测量值熔池温度和碳含量作为附加输入数据进而对炼钢的操作进行控制以达到吹炼循环结束时的目标碳含量及钢水温度注如果在吹炼操作中使用了副枪则计算通常被叫做动态控制模型其特性为模型是建立在冶金关系的基础上如离子渣的Flood_Grjotheim 理论并可加以调整适用到特定工厂的转炉操作中模型计算规则可根据特定用户的要求调整模型可接受操作工预设定值来控制模型计算模型的加料计算与工厂中现有操作过程一致可使用特殊转炉添加剂加入物料的种类可作为平衡计算的输入值使操作工根据工厂实际情况灵活操作具体如废钢已经准备好其重量应被输入并由模型计算出正确的铁水量另外一个例子是已有一装满铁水的铁水包要从一个转炉换到另一个这种情况下由于已有满的铁水包了因此不再进行任何加料计算模型只接收铁水重量作为输入值并针对此铁水量计算出最佳废钢和熔剂添加量钢包加料计算可根据工艺操作和铁合金使用之间的最佳方案出钢和运输过程中的温度损失可根据钢包的热损失来考虑com述过程控制系统中的功能可以分为以下两种1 静态和动态过程控制模型2 系统环境壳便于实现SDM的控制静态和动态过程控制模型包括用于转炉车间炼钢工艺准备和控制的各种功能具体如下静态加料和吹炼模型二次吹炼计算或动态控制模型在操作过程中的一个中途点上可用其中任意一种带人工取样和测温的中途停吹操作用副枪测量的中途停吹操作吹炼中副枪测量操作补吹模型出钢模型包括钢包合金化建议和温度效果系统环境可支持SDM实现以下功能熔炼制度实际数据BOF制度铁水和废钢称重及跟踪BOF过程数据交互作用与其它2级系统通讯过程跟踪和数据采集炉次报表人机界面上述两种功能集成在一个逻辑系统中形成了完整的炼钢工艺控制com静态和动态控制模型SDM在荷兰康利斯Corus的两个转炉上开发出来并应用之后又用到了其它的炼钢厂中不断的开发使当前版本的SDM具有了多功能性也更容易适应不同钢厂的特殊要求SDM集成到一组计算模型中可完成以下功能工艺目标计算脱硫计算加料计算吹炼计算动态控制计算二次吹炼计算吹炼结束确认钢包合金化计算冶炼结束计算模型反馈计算模型运行和工厂操作及流程图之间的关系如后面附图所示静态模型包括建立热平衡氧平衡铁平衡和渣平衡为了建立热平衡需计算以下参数反应热量铁水热量显热转炉等待过程中的热量损失用于加热和熔化添加剂的热量用于加热和熔化废钢的热量钢包中的热量损失依据钢包的历史对于氧平衡吹炼氧气来自添加剂的氧气用于反应的氧气溶解在钢水中的氧对于 Fe 平衡来自含Fe原料的Fe如铁水废钢铁矿石球团等等烟尘中Fe损失渣中Fe出钢过程中损失Fe来自铁合金的Fe对于渣平衡来自添加剂铁水渣前一炉的留渣及耐材内衬中的氧化物反应生成的氧化物模型还包括一系列的冶金关系用于Mn P和S的预测渣中总的铁含量和渣碱度的计算以及等待过程中的温度损失枪高度的计算还可预测炉内产生的废气中CO2 的平均百分比对于脱磷Mn 的回收和脱硫等监测模型会计算出每一炉的P Mn S 和Fe的标准值这些值是通过将实际炉次与所谓的标准炉次进行比较算出的它可以计算出在实际炉次的参数与标准炉次相等时其相应的Mn PS 和 Fe的含量并计算出Mn P S 和 Fe的这些参数的差值然后得出上面提到的标准值由于这些值可以在不同的炉次间进行比较这个标准值已成为了监测工艺操作的一个强有力的工具其它冶金关系用于预测脱碳率和含氧化铁冷却剂降低率与钢水中碳含量的关系另外还可计算出改变吹炼速度和或枪的高度所产生的干扰效果及其操作过程中的响应时间冶金关系还可与钢包合金模型结合计算出出钢过程中Mn和C的损失还原物料用量 Al 和或 C 以及铝硅碳各种其它合金物料和渣调节剂的温度效果在进行钢包分析时作为反馈计算合金物料的合金收得率被计算出并存储起来此模型还包括进行热损失计算的冶金关系它是根据钢包的内衬类型钢包历史钢包的加热和加盖情况来计算的前面所提到的功能中所进行的计算在以后的段落中还有进一步的描述每种功能的输入和输出的清单显然是不完整的但是它们代表了这些功能中最主要和最典型的数据com1吹炼前作为准备条件吹炼前进行以下计算a 工艺目标计算此项计算的目的是计算出钢操作之前吹炼结束时转炉目标温度和碳含量输入- 出钢后钢水目标温度- 出钢后目标钢水成份- 出钢后目标钢水重量- 钢包资料炉次历史- 特殊出钢要求输出- 出钢前目标温度- 出钢前目标碳含量- 出钢前目标钢水重量- 合金添加剂的情况b 脱硫计算仅在铁水包要进行脱硫时进行计算铁水包中目标硫含量可直接输入或者可以根据吹炼结束时钢水中的目标硫含量计算得出输入- 所供铁水中的硫含量- 铁水目标硫含量或吹炼结束时钢水中的目标硫含量输出- 脱硫剂用量c 加料计算实际的加料计算与炼钢厂中的操作是一致的废钢添加指令可发到废钢库或用调整程序处理后调用预装废钢槽中废钢废钢添加的结果可用于调整铁水添加指令反之亦然输入- 铁水的成份和温度- 预选定的废钢所需量如果适量使用- 终点目标温度和碳含量- 目标钢水重量- 吹炼操作参数输出- 添加废钢的重量- 添加铁水的重量- 转炉加料的情况- 出钢前目标钢水成份d 吹炼计算根据转炉实际加料数据计算出第一次吹炼期的用氧量这是根据选定的吹炼操作算出的另外用于二次吹炼的用氧量也将计算出以备紧急切换之用输入- 所添加铁水的实际重量- 所添加废钢的实际重量输出- 用氧量- 转炉添加剂的重量- 终点时钢水目标重量- 出钢前目标钢水成份- 出钢前目标渣成份- 副枪浸入深度氧枪高度com2吹炼过程中系统环境软件是在操作工发出开始命令时氧枪高度和氧气流量根据设定点自动进行控制的软件并且还能确定所需冷却添加剂用量各种SDM计算如下a 动态控制计算如果吹炼中测量时使用了副枪则在中途测量点时调用动态模型输入由副枪测量系统决定的熔池温度和碳含量输出- 副枪测量之后吹入氧量- 冷却添加剂的重量- 氧枪高度b 二次吹炼计算如遇中途停吹则需进行二次吹炼计算在中途停吹时测量温度和碳含量另外进行取样并等待取样分析结果选项输入- 在中途停吹测量中决定的熔池温度和碳含量选项取样分析结果输出- 中断后吹氧量。
人机物法环安全生产安全生产

人机物法环安全生产1、人机料法环中对法的详细解释在线等答案法顾名思义,法则。
指生产过程中所需遵循的规章制度。
它包括:工艺指导书,标准工序指引,生产图纸,生产计划表,产品作业标准,检验标准,各种操作规程等。
他们在这里的作用是能及时准确的反映产品的生产和产品质量的要求。
严格按照规程作业,是保证产品质量和生产进度的一个条件。
(ISO9001:2008 7.5.1a获得表述产品特性的信息;b必要时,获得作业指导书。
)2、人机料法环的英文简称是什么?英文简称:4M1E法。
4M1E法指Man(人),Machine(机器),Material(物),Method(方法),简称人、机、事、物方法,告诉我们工作中充分考虑人、机、事、物四个方面因素。
通常还要包含1E:Environments(环境),故合称4M1E法。
也就是人们常说的:人、机、料、法、环现场管理五大要素。
(2)人机物法环安全生产扩展资料:要素详解1,人所谓人(Man),就是指在现场的所有人员,包括主管、司机、生产员工、搬运工等一切存在的人。
2,机机(Machine),就是指生产中所使用的设备、工具等辅助生产用具。
生产中,设备的是否正常运作,工具的好坏都是影响生产进度、产品质量的又一要素。
3,物物(Material),指物料,半成品、配件、原料等产品用料。
现在的工业产品的生产,分工细化,一般都有几种几十种配件或部件是几个部门同时运作。
当某一部件未完成时,整个产品都不能组装,造成装配工序停工待料。
4,法法(Method),顾名思义,方法技术。
指生产过程中所需遵循的规章制度。
它包括:工艺指导书,标准工序指引,生产图纸,生产计划表,产品作业标准,检验标准,各种操作规程等。
5,环环(Environments),指环境。
对于某些产品(电脑、高科技产品)对环境的要求很高,环境也会影响产品的质量。
参考资料:网络----4M1E法3、安全生产管理中人机料法环五个要素分别对安全有何影响?现场安全管理、五要素:人、机、料、法、环现场管理中,有五个方面是需要现场的班组长注意的,也是工业制造企业管理中所讲的五要素:人、机、物、法、环。
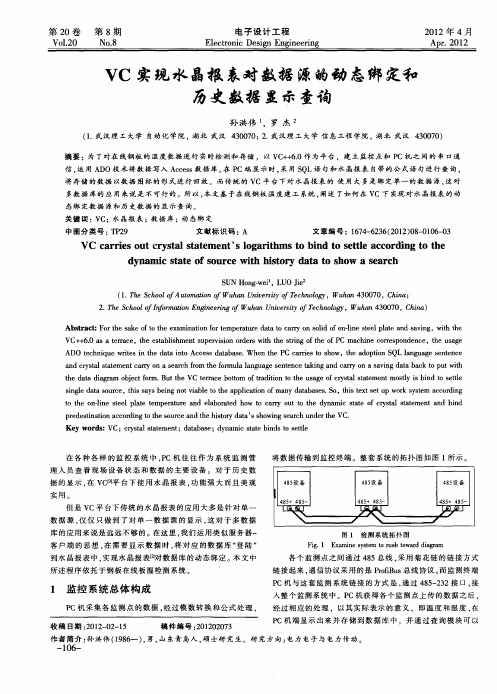
VC实现水晶报表对数据源的动态绑定和历史数据显示查询
张 数 据 库 , 以 数据 库 每 天都 在 改 变 。针 对 这 一 情 况 , 能 所 只
据访 问 接 口 。 是 D OR 0 的 后 继 产 物 。 它 A /D 文 中 采 用 的 是 Mi oot ces 00来 进 行 数 据 库 [ c sfA cs 0 r 2 5 1 和 数 据 表 的 创 建 。 监 测 点 采 集 的数 据 写 入 数 据 库 的具 体 步骤 将
Ke r s VC;cy tlsae n ;d tb s y wo d : r s tt me t aa a e;d n mi tt i d o s t e a y a c sae b n st et l
在 各 种 各 样 的 监 控 系 统 中 ,C 机 往 往 作 为 系 统 监 测 管 P 理 人 员 查 看 现 场 设 备 状 态 和 数 据 的 主 要 设 备 。对 于 历 史 数 据 的 显 示 , V [ 台 下 使 用 水 晶报 表 , 能 强 大 而 且 美 观 在 C 1 平 功
3 水 晶报 表 动 态 绑 定 数 据 库
目前 ,大 多 对 于 水 晶报 表 在 V C中 的 应 用 对 数 针 对 静 态 数 据 的 , 张 水 晶 报 表 都 是 绑 定 单 一 的数 据 库 , 每 当数 据 库 改
变 时 对 应 的水 晶报 表 就 不 能 显 示 了 。由 于本 系统 每天 都 生 成
S n -e。 UO i UN Ho gw i,L Je
( . h colfA tm t no hnU i rt cn l y 1 T eSho uo ai Wua n esyo T h o g ,Wu a 30 0 hn ; o of v if e o h n4 0 7 ,C i a 2 T eSh o o I om t nE gneigo Wu a nvr t o c 加2 y Wua 3 0 0 C ia . c ol n r ai ni r f h f f o e n h nU i syf e i , hn4 07 , hn ) g