注塑件收缩率参数表
通用塑料注塑工艺标准参数表

常用塑料注塑工艺参数表:常用塑料注塑工艺参数(2)2010-06-16 20:02:13| 分类:个人日记| 标签:|字号大中小订阅聚甲醛加工参数聚甲醛的成型收缩率聚甲醛的后收缩九、PC注塑工艺特性与工艺参数的设定1、聚集态特性属于无定型塑料,Tg为149~150℃;Tf为215~225℃;成型温度为250~310℃; 2、热稳定性较好,并随分子量的增大而提高。
但PC高温下遇水易降解,成型时要求水分含量在0.02%以下。
高温下水分对PC特别有害。
在成型前,PC树脂必须进行充分干燥(并且应当充分注意防止干燥过的物料再吸湿)。
干燥效果的快速检验法,是在注塑机上采用“对空注射”。
3、熔体粘度高,流动性较差,其流动特性接近于牛顿流体,熔体粘度受剪切速率影响较小,而对温度的变化十分敏感,在适宜的成型加工温度范围内调节加工温度,能有效地控制PC的粘度。
4、由于粘度高,注射压力较高,一般控制在80~120MPa。
对于薄壁长流程、形状复杂、浇口尺寸较小的制品,为使熔体顺利、及时充模,注射压力要适当提高至120~150MPa。
保压压力为80~100MPa。
5、成型时,冷却固化快,为延迟物料冷凝,需控制模温为80~120℃。
6、PC分子主链中有大量苯环,分子链的刚性大,注塑中易产生较大的内应力,使制品开裂或影响制品的尺寸稳定性;(在100℃以上作长时间热处理,它的刚硬性增加,内应力降低)。
PC的典型干燥曲线台湾奇美典型牌号加工参数:十、PA及玻纤增强PA注塑工艺特性与工艺参数设定 1、常用品种及其熔点:q 品种:尼龙-66;尼龙-610;尼龙-1010;尼龙-1212;尼龙-46尼龙-6;尼龙-7;尼龙-9;尼龙-11;尼龙-12;尼龙-66/6、尼龙-66/610;尼龙-6∕66∕1010;尼龙-66/6/610q 熔点:尼龙n系列:尼龙-6 215~220℃;尼龙-12为178℃;尼龙m,n系列:尼龙-46 295 ℃;尼龙-66 255~265℃;尼龙-610 215~223℃;尼龙-1010 200℃;共缩聚尼龙:由于分子链的规整性较差,结晶性和熔点一般较低,如尼龙-6∕66∕1010的熔点仅为155~175℃,但其有较好的透明性和弹性。
注塑件公差标准(完整资料).doc

0.1 - 0.3
1.3 - 2.5
0.8 - 1.8
0.7 - 2.0
0.4 - 1.2
0.8 - 2.0
0.2 - 0.8
50 - 110
35 - 50
90 - 150
35 - 80
50 - 90
80 - 160
110 - 170
10 - 60
230 - 250
10 - 50
70 - 170
>1000~1200
>1200~1400
>1400~1600
>1600~1800
>1800~2000
0.07
0.08
0.08
0.10
0.12
0.14
0.17
0.19
0.23
0.28
0.34
0.41
0.52
0.65
0.80
1.00
1.35
1.75
2.35
2.95
3.75
4.50
5.25
6.00
6.75
0.14
0.17
0.20
0.25
0.30
0.36
0.44
0.55
0.70
0.90
1.20
1.50
1.90
2.30
2.65
3.05
3.40
3.80
0.08
0.09
0.09
0.11
0.13
0.14
0.17
0.20
0.24
0.29
0.35
0.43
0.51
0.68
0.85
1.08
注塑件公差标准

1.73
2.18
2.80
3.35
3.90
4.50
5.05
5.60
0.08
0.09
0.10
0.12
0.14
0.17
0.20
0.23
0.27
0.33
0.41
0.50
0.62
0.79
0.95
1.20
1.63
2.13
2.88
3.63
4.63
5.55
6.50
7.40
8.30
9.25
表3:尺寸公差–第3组材料
0.9 -2.0
0.3 -0.7
0.3 -2.0
0.5 -1.5
0.2 -1.5
0.5 -0.8
0.2 -0.6
0.4 -0.7
0.1 -1.2
1.2 -2.3
0.2 -1.5
1.3 -1.6
0.2 -2.0
0.3 -1.4
1.0 -4.4
1.5 -3.3
0.5 -0.7
0.1 -0.3
1.3 -2.5
70-250
50-110
30-50
注:纤维填充材料的模塑收缩率和线性膨胀系数,其平行于纤维流线方向与垂直于纤维流线方向的值是不同的。
>400~500
>500~650
>650~800
>800~1000
>1000~1200
>1200~1400
>1400~1600
>1600~1800
>1800~2000
0.06
0.07
0.08
0.08
注塑件成型收缩率
40 1.85 1.3 1.3 1.1 0.9 30-80 1.7-1.9
பைடு நூலகம்
370 195-230 60-80 70-80 60-80 40-60 ca.70
a 注意与流动方向及横向的不同收缩率,制程影响。 b 共聚物
20-30
260-290 240-260
140 60-80 60-80 70-120 70-120 70-120 70-120 40-80 40-80 100-160 >150 20-40 170-190 150-165 160-180 150-170 160-170
1.2-2.0 1.5-2.5 0.3-1.2 0.5-2.2 0.3-1 0.5-2.5 0.5-1.5 0.5-1.5 0.5-1.5 0.7 0.2 0.9 1.2 1.2-2 0.8-1.8 0.5-0.8 0.2
硬质聚氯乙烯 PVC-rigid
PVDF 1.2 聚氟亚乙烯 PTFE 2.12-2.17 聚四氟乙烯 氟化乙烯基丙 FEP 烯共聚物 聚甲基丙烯酸 PMMA 1.18 甲脂(丙烯) 聚氧甲烯(乙 POM 1.42 缩烯) 聚苯撑氧或聚 PPO 1.06 氧化亚苯 1.27 聚苯撑氧-GR PPO-GR CA 1.27-1.3 醋酸纤维素 醋酸-丁酸纤维 CAB 1.17-1.22 素 CP 1.19-1.23 丙酸纤维表素 聚碳酸醋 聚碳酸脂-GR 聚乙烯对苯二 甲酸乙酯 PC PC-GR PET 1.2 1.42 1.37
30-50 1.8 30-50 1.26-1.7 1.7 30-50 1.4 2.4 1.2
250-270 240-260 270-290 260-290 280-310 210-250 210-250 310-390
文档
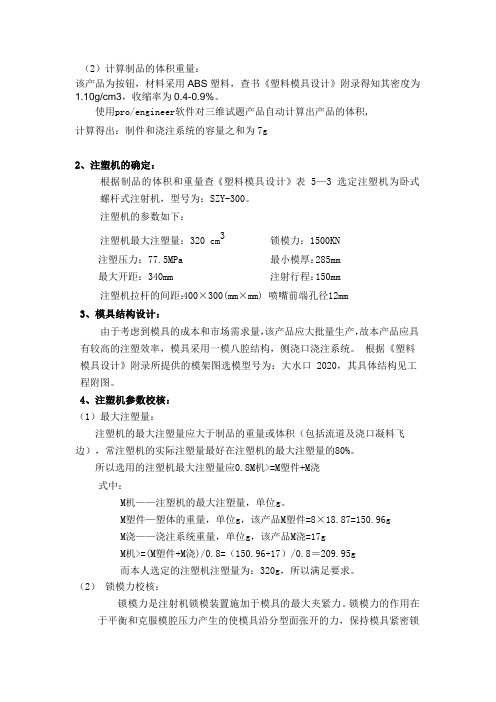
(2)计算制品的体积重量:该产品为按钮,材料采用ABS塑料,查书《塑料模具设计》附录得知其密度为1.10g/cm3,收缩率为0.4-0.9%。
使用p ro/engineer 软件对三维试题产品自动计算出产品的体积,计算得出:制件和浇注系统的容量之和为7g2、注塑机的确定:根据制品的体积和重量查《塑料模具设计》表 5—3 选定注塑机为卧式螺杆式注射机,型号为:SZY-300。
注塑机的参数如下:注塑机最大注塑量:320 cm 3锁模力:1500KN注塑压力:77.5MPa 最小模厚:285mm最大开距:340mm 注射行程:150mm注塑机拉杆的间距:400×300(mm×mm) 喷嘴前端孔径12mm3、模具结构设计:由于考虑到模具的成本和市场需求量,该产品应大批量生产,故本产品应具有较高的注塑效率,模具采用一模八腔结构,侧浇口浇注系统。
根据《塑料模具设计》附录所提供的模架图选模型号为:大水口 2020,其具体结构见工程附图。
4、注塑机参数校核:(1)最大注塑量:注塑机的最大注塑量应大于制品的重量或体积(包括流道及浇口凝料飞边),常注塑机的实际注塑量最好在注塑机的最大注塑量的80%。
所以选用的注塑机最大注塑量应0.8M 机>=M 塑件+M 浇式中:M 机——注塑机的最大注塑量,单位g。
M 塑件—塑体的重量,单位g,该产品M塑件=8×18.87=150.96gM 浇——浇注系统重量,单位g,该产品M浇=17gM 机>=(M 塑件+M 浇)/0.8=(150.96+17)/0.8=209.95g而本人选定的注塑机注塑量为:320g,所以满足要求。
(2)锁模力校核:锁模力是注射机锁模装置施加于模具的最大夹紧力。
锁模力的作用在于平衡和克服模腔压力产生的使模具沿分型面张开的力,保持模具紧密锁和,防止溢料。
注射机锁摸力与模腔压力的关系可用下式表示:F0 ≥K.P 模.A F0——注射机锁模力; K——安全系数,一般取1.1~1.2;——塑件和浇注系统在分型面上的投影之和;F 锁机>K.P 模.A=1.1×20×19.79=435.38KN本人选定的注塑机为:1500,满足要求。
pc材料收缩率

pc材料收缩率PC材料收缩率。
PC材料是一种常用的工程塑料,具有优良的物理性能和化学性能,被广泛应用于电子、汽车、家电等领域。
在使用PC材料进行注塑成型时,我们需要了解其收缩率,以便在设计模具和制定工艺参数时进行合理的补偿,保证最终产品的尺寸精度。
本文将介绍PC材料的收缩率及其影响因素。
首先,我们需要了解PC材料的收缩率是什么意思。
收缩率是指塑料制品在冷却过程中由于温度变化而产生的尺寸变化比例。
一般来说,塑料制品在冷却过程中会出现收缩现象,这是由于材料分子在冷却过程中重新排列导致的。
PC材料的收缩率一般在0.5%~0.7%之间,具体数值会受到材料配方、注塑工艺、模具结构等因素的影响。
其次,影响PC材料收缩率的因素有哪些呢?首先是材料配方。
PC材料的配方中包含了树脂、增塑剂、填充剂等多种成分,不同的配方会导致不同的收缩率。
其次是注塑工艺参数。
注塑工艺中的料温、模温、压力、注射速度等参数都会对收缩率产生影响。
最后是模具结构。
模具的结构设计、冷却系统的设置都会对收缩率产生影响。
因此,在实际生产中,需要综合考虑这些因素,通过合理的工艺设计和模具调试来控制PC材料的收缩率。
针对PC材料的收缩率,我们需要采取哪些措施来进行补偿呢?首先是在模具设计阶段就考虑收缩率的影响。
通过模具结构设计、冷却系统的设置等方式来预先补偿收缩率,以减小最终产品的尺寸偏差。
其次是在制定注塑工艺参数时考虑收缩率的影响。
合理地调整料温、模温、压力等参数,以达到最终产品尺寸的精确控制。
最后是在实际生产中通过试模、调试来验证和修正工艺参数,保证产品尺寸的精度。
总之,PC材料的收缩率是影响最终产品尺寸精度的重要因素,了解其收缩率及影响因素,并采取合理的补偿措施,对于保证产品质量具有重要意义。
在实际生产中,我们需要综合考虑材料配方、工艺参数、模具结构等因素,通过科学的方法和严格的控制,来实现PC材料的收缩率精确控制,为客户提供高质量的塑料制品。
聚苯乙烯PS塑料注塑技术参数

聚苯乙烯PS塑料注塑技术参数1.PS塑料的应用范围:产品包装家庭用品餐具、托盘等,电气设备(透明容器、光源散射器、绝缘薄膜等)。
2.PS塑料的化学和物理特性:(I)PS是非结晶的透明树脂,其透明性、电气特性、热稳定性、流动性很好,价格便宜。
(2)流动性:根据不同的树脂等级有所变化.一般来说,PS的流动性较好.成形薄的产品t匕较简单。
同时热稳定性良好•能根据不同的温度获得相应的流动性。
•(3)收缩性:成形收缩率较小,尺寸的稳定性较好,可以在较宽的范围内使用(从日用百货到精密成形)。
典型的收缩率在0.4%~0.7%之间。
(4)热稳定性:熔融时的热稳定性良好,成形性良好,可作树脂清洗剂。
(5)其它特性:绝缘性良好,经常用作电气部件。
它能够抵抗水、稀释的无机酸,但能够被强氧化酸如浓硫酸所腐蚀,并且能够在一些有机溶剂中膨胀变形。
3.PS注塑工艺表壁厚mm温度喷嘴℃前段。
C中段。
C后段。
C料口。
C模温。
C干燥/时间。
C/hr0.1-0.4210~280210~250180~230150~18040~6020-7070~80∕2~30.5-0.9210~280210~250180~230150~18040-6020-7070~80∕2~31.0-1.5210~280210~250180~230150~18040~6020~7070~80∕2~31.6-2.2210-280210-250180-230150-18040-6020-7070~80∕2~32.3-3.4210~280210~250180~230150~18040~6020~7070~80∕2~33.5-5.0210-280210-250180-230150-18040-6020-7070~80∕2~3备注:一般壁厚l~4mm,流长比为200:1壁厚mm压力速度注射mpa保压mpa背压mpa保压S冷却S注射速度Cm/s螺丝速度mm/s0.1-0.4120~15040~1005~100.301.00快速8000.5-0.9120~15040-1005~100.301.00快速8001.0-1.580~12040~1005~100.782.90快速8001.6-2.260~8040-1005~101.745.94快速8002.3-3.460~8040-1005~104.0213.73快速8003.5-5.060~8040-1005~108.8030.15快速8004•注塑温度(1)干燥处理:除非储存不当,通常不需要干燥处理。
注塑件公差标准

>1400~1600
>1600~1800
>1800~2000
表3:尺寸公差–第3组材料
名义尺寸(mm)
公差±(mm)
精密级
普通级
~1
>1~3
>3~6
>6~10
>10~15
>15~22
>22~30
>30~40
>40~55
>55~70
>70~90
>90~120
>120~160
>160~200
>120~160
>160~200
>200~250
>250~315
>315~400
>400~500
>500~650
>650~800
>800~1000
>1000~1200
>1200~1400
>1400~1600
>1600~1800
>1800~2000
表2:尺寸公差–第2组材料
名义尺寸(mm)
公差±(mm)
>200~250
>250~315
>315~400
>400~500
>500~650
>650~800
>800~1000
>1000~1200
>1200~1400
>1400~1600
>1600~1800
>1800~2000
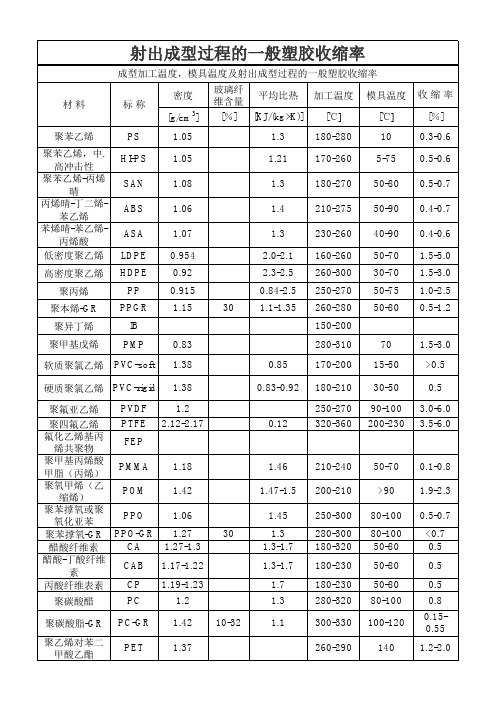
附录:模塑收缩率和线性膨胀系数
材 料
模塑收缩率 %
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
标称
聚苯乙烯 聚苯乙烯,中.高冲击性 聚苯乙烯-丙烯晴 丙烯晴-丁二烯-苯乙烯 苯烯晴-苯乙烯-丙烯酸 低密度聚乙烯 高密度聚乙烯 聚丙烯 聚本烯-GR 聚异丁烯 聚甲基戊烯 软质聚氯乙烯 硬质聚氯乙烯 聚氟亚乙烯 聚四氟乙烯 氟化乙烯基丙烯共聚物 聚甲基丙烯酸甲脂(丙烯) 聚氧甲烯(乙缩烯) 聚苯撑氧或聚氧化亚苯 聚苯撑氧-GR
PS HI-PS SAN ABS ASA LDPE HDPE PP PPGR IB PMP PVC-soft PVC-rigid PVDF PTFE FEP PMMA POM PPO PPO-GR
成型加工温度,模具温度及塑胶收缩率
密度
玻璃纤维含量
平均比热
[g/cm3]
[%]
[KJ/(kg x K)]
1.85 1.3 1.3 1.1 0.9 1.7-1.9
.
180-320 180-230 180-230 280-320 300-330 260-290
260-290
240-260 250-270 240-260 270-290 260-290 280-310 210-250 210-250 310-390 370 195-230 60-80 70-80 60-80 40-60 ca.70
1.05
1.3
1.05
1.21
1.08
1.3
1.06
1.4
1.07
1.3
0.954
2.0-2.1
0.92
2.3-2.5
0.915
0.84-2.5
1.15
30
1.1-1.35
0.83 1.38 1.38 1.2 2.12-2.17
0.85 0.83-0.92
0.12
加工温度 [℃] 180-280 170-260 180-270 210-275 230-260 160-260 260-300 250-270 260-280 150-200 280-310 170-200 180-210 250-270 320-360
1.27-1.3
醋酸-丁酸纤维素
CAB
1.17-1.22
丙酸纤维表素
CP
1.19-1.23
聚碳酸醋
PC
1.2
聚碳酸脂-GR
PC-GR
1.42
聚乙烯对苯二甲酸乙酯
PET
1.37
聚乙烯对苯二甲酸乙酯GR
PET-GR
1.5-1.57
聚丁烯对苯二酸
PBT
1.3
聚丁烯对苯二酸-GR
PBT-GR
1.52-1.57
50-80 50-80 50-80 80-100 100-120 140
140
60-80 60-80 70-120 70-120 70-120 70-120 40-80 40-80 100-160 >150 20-40 170-190 150-165 160-180 150-170 160-170
0.5 0.5 0.5 0.8 0.15-0.55 1.2-2.0
PF
1.4
三聚氰胺甲醛GP
MF
1.5
三聚氰胺酚甲醛
MPF
1.6
聚脂树脂
UP
2.0-2.1
环氧树脂
EP
1.9
a 注意与流动方向及横向的不同收缩率,制程影响。
b 共聚物
10-32 20-30 30-50 30-50 30-50
40
30-80
1.3-1.7 1.3-1.7 1.7 1.3 1.1
1.8 1.26-1.7 1.7 1.4 2.4 1.2
1.5-3.0 >0.5 0.5 3.0-6.0 3.5-6.0
1.18
1.46
210-240
50-70
0.1-0.8
1.42
1.47-1.5
200-210
>90
1.9-2.3
1.06
1.45
250-300
80-100
0.5-0.7
1.27
30
1.3
280-300
80-100
<0.7
.
醋酸纤维素
CA
1.2-2.0
1.5-2.5 0.3-1.2 0.5-2.2 0.3-1 0.5-2.5 0.5-1.5 0.5-1.5 0.5-1.5 0.7 0.2 0.9 1.2 1.2-2 0.8-1.8 0.5-0.8 0.2
尼龙6(聚酸胺6)
PA 6
1.14
尼龙6-GR
PA 6-GR
1.36-1.65
尼龙6/6
PA 661.15来自尼龙6/6-GRPA66-GR
1.20-1.65
尼龙11
PA 11
1.03-1.05
尼龙12
PA 12
1.01-1.04
聚醚矾
PSO
1.37
聚硫化亚苯
PPS
1.64
热塑性聚亚胺脂
PUR
1.2
酚 甲醛树脂GP
模具温度 [℃] 50 5-75 50-80 50-90 40-90 50-70 30-70 50-75 50-80
70 15-50 30-50 90-100 200-230
收缩率 [%] 0.3-0.6 0.5-0.6 0.5-0.7 0.4-0.7 0.4-0.6 1.5-5.0 1.5-3.0 1.0-2.5 0.5-1.2