三菱PLC步进控制实例梯形图 附注释
三菱PLC注释使用方式

1、软元件添加注释操作;
1、点击,选中软元件注释编辑
2、鼠标双击,需要添加注释的软元件 3、编辑注释,完成后点击确定
2、声明编辑操作;
1、点击,选中声明编辑
2、在需要添加行间注释的程序位置,鼠标双击 3、编辑声明,完成后点击确定
3、注解编辑操作;
1、点击,选中软元件注解编辑 2、鼠标双击,需要添加注解的软元件
3、编辑注解,完成后点击确定
三菱PLC 注释使用说明
注释、声明、说明的具体定义:
注释
1、注释:描述软元件的意义; 2、声明:描述梯形图功能的文字描述; 3、注解:描述线圈和应用指令的文字描述;
注释
声明
注解
注释 注释
注释
注解
注释
在三菱PLC GX Works2 有“注释”、“声明”、“注解”的快捷键
软元件注释
声明编辑
Hale Waihona Puke 注解编辑
三菱PLC控制步进电机程序图解

三菱PLC控制步进电机程序图解
控制要求,PLC发出脉冲信号Y0和方向信号Y10,假设步进电机转一周需要plc发出1000个脉冲,且要求在1S 左右转动一周,现在要求步进电机正转5周,停5s,再反转5周,停5s,如此循环。
网友的问题:1、三菱PLC指令PLSRK400 D0 K3500 Y0 这里K400、D0、K3500各是指什么匀加减速指令,在指令中可以设置脉冲的最大频率、脉冲总数、加减速时间和脉冲输出点。
通过设置加减速时间来实现匀加速。
如果脉冲加方向的脉冲模式也需要另外控制方向点。
针对指定的最高频率,进行定加速,在达到所指定的输出脉冲数后,进行定减速
k400为最高频率,D0中内容为总输出的脉冲数,K3500加减速时间单位为ms,y0为输出点如DDRVI K999999
K200 Y0 Y3那么DDRVI 是相对定位K999999是无限就是一直转K200是速度Y0是脉冲输出地址Y3是方向2、PLC控制步进电机正反转的程序和梯形图?一种是双脉冲的!一路正,一路反。
一种是脉冲加方向的!一个口给脉冲!另外一个接通就正转,不接通就反转。
三菱PLC编程软件的梯形图程序的生成与编辑三菱plc

三菱PLC编程软件的梯形图程序的生成与编辑 - 三菱plc下图所示为梯形图视图,其特征可用以下名词描述:①光标:一个显示在梯级里面的表示当前位置的蓝色方形块。
②梯级 ( 条 ) :梯形图程序的一个规律单元。
一个梯级能够包含多个行和列,且全部的梯级都具有编号。
③梯级总线 ( 母线 ) :左母线是指梯形图的起始母线,每一个规律行必需从左母线画起。
梯级最右边的是结束母线即右母线,右母线是否显示可以设定。
④功能图:在用梯形图编程时,可以利用该栏中的触点、线圈、指令、线段等按钮以图形方式输入程序。
⑤选中元素:单击梯级的一个元素,按住鼠标左键,拖过梯级中的其他元素使它们呈现高亮度状态,这样就能够同时选中多个元素,可以把这些元素当作一个整体来移动。
图梯形图视图在梯形图视图中可进行程序的生成、编辑、监视等。
1 .输入编程元件梯形图的编程元件主要有线圈、触点、指令、标号及连接线。
输入方法如下:( 1 )挨次输入( 2 )任意添加输入梯形图编程元件的输入常使用“工具”菜单中的“触点”、“线圈”、“功能”和“连线”等命令,也可使用上图中浮动的功能图标框输入编程元件,其中各符号的功能如下图所示。
图功能图各符号的功能首先将光标(深蓝色矩形)放在编辑窗口中欲放置元件的位置,然后在功能图中选择元件类型,例如要输入定时器指令或计数器指令,需用鼠标点击上图中的“”,将弹出“输入元件”对话框,在文本框中可以直接从键盘输入元件号,定时器和计数器的元件号和设定值要用空格键隔开。
图输入元件对话框图元件说明对话框若需放置方括号表示的应用指令或 RST 等输出指令时,可以直接点击“”,将弹出“输入元件”对话框,在文本框中可以直接从键盘输入应用指令的指令助记符和指令中的参数,助记符和参数之间、参数和参数之间用空格分隔开,例如输入应用指令“ MOV K10 D0 ”。
需在梯形图中放置横线时,点击图中的“”;需在梯形图中放置垂直线时,点击图中的“”,垂直线从矩形光标左侧中点开头往下画;删除垂直线时点击图中的“”并且要删除的垂直线的上端应在矩形光标左侧中点。
三菱plc梯形图符号解释
梯形图是plc最基本,也是最简单的编程语言,梯形图以其直观易懂,便于入门,吸引了广大菜鸟的狂热追捧,而梯形图之所以如此受欢迎,就是因为它把逻辑傻瓜化,让你一看就懂,而复杂的梯形图逻辑都是简单逻辑的实现,因此,掌握基本的梯形图是关键,不管多复杂的梯形图,都是基本梯形图的有机组合。
下面介绍三菱plc梯形图符号解释。
不同的PLC符号表示不一样。
例如在三菱PLC中X表示输入继电器;Y输出继电器;D数据存储器;M 表示辅助继电器;T时间继电器;C计数器。
在西门子中:I表示输入继电器;O输出继电器;V变量存储区;M位存储区;T时间继电器;C计数器.AI模拟量输入AO模拟量输出。
而且不同厂家对不同的元件地址分配范围和指令操作也是不一样的。
所以看PLC梯形图要结合厂家的plc编程手册软元件功能结合。
但是所有的PLC都有相似的功能:对输入输出的位、输入输出的模拟量,以及PLC内部系统用的位,数据存储区域的操作和地址分配。
梯形图中的图元符号是对继电接触控制图中的图形符号的简化和抽象,两者的对应关系如表所示。
表梯形图中的图元符号与继电接触控制图中的图形符号比较从表可以得出如下结沦。
①对应继电接触控制图中的各种常开符号,在梯形图中一律抽象为一种图元符号来表示。
同样,对应继电接触控制图中的各种常闭符号,在梯形图中也一律抽象为一种图元符号来表示。
②不同的PLC编程软件(或版本),在其梯形图中使用的图元符号可能会略有不同。
如在表3.2中的“梯形图中的图元符号”这一列中,有两种常闭符号、三种线圈符号。
三菱FX 系列PLC的20条基本逻辑指令。
取指令与输出指令(LD/LDI/LDP/LDF/OUT)(1)LD(取指令)一个常开触点与左母线连接的指令,每一个以常开触点开始的逻辑行都用此指令。
(2)LDI(取反指令)一个常闭触点与左母线连接指令,每一个以常闭触点开始的逻辑行都用此指令。
(3)LDP(取上升沿指令)与左母线连接的常开触点的上升沿检测指令,仅在指定位元件的上升沿(由OFF→ON)时接通一个扫描周期。
三菱PLC梯形图编程方法05245
(断电延时程序)
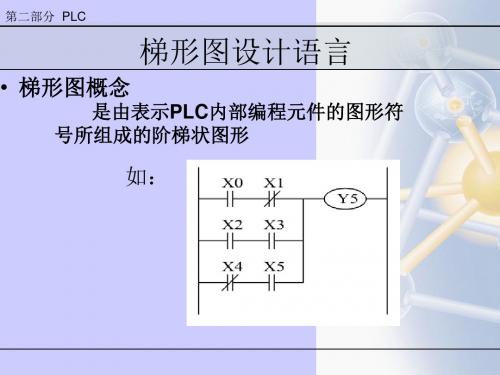
第二部分 PLC
基本程序段
定时范围的扩展
X2
T0
T0 K600
X2 RST C0 X2
T0 C0 K60 Y0
C0 Y0
1 Hour
第二部分 PLC
基本程序段
5、二分频程序
第二部分 PLC
6、顺序控制程序1
第二部分 PLC
6、顺序控制程序2
第二部分 PLC
梯形图经验设计方法(步骤)
1、明白控制要求 2、确定I/O位置 3、 I/O地址分配(端口表) 4、设计、整理输入/输出信号间的逻辑关系 5、画外围连线图 6、编写梯形图程序 7、检查修改和完善程序
第二部分 PLC
梯形图设计
• 设计一个三相异步电动机正反转PLC控制系统
功能要求
接上电源时,电动机M不动作
当按下正转起动按钮SB2后,电机M正转; 当按下反转起动按钮SB3后,电机M反转;
反转接触器:KM2 Y002
第二部分 PLC
梯形图设计
第二部分 PLC
电动机的正反转控制
第二部分 PLC
四人抢答器
控制要求:
出题人出问题,答题人按动开关抢答,只有最早按
动的人有输出,除此没有。出题人按复位开关时, 引出下一个问题。
I/O点数
输入
输出
答题人A:X0
抢答指示:Y0
答题人B:X1
第二部分 PLC
梯形图基本画法
第二部分 PLC
基本程序段
1、自锁程序
(启—保—停程序)
2、互锁程序1
(线圈常闭触点构成)
第二部分 PLC
基本程序段
2、互锁程序2
(启动按钮常闭触点构成)
三菱FX系列PLC基本指令步进梯形图指令
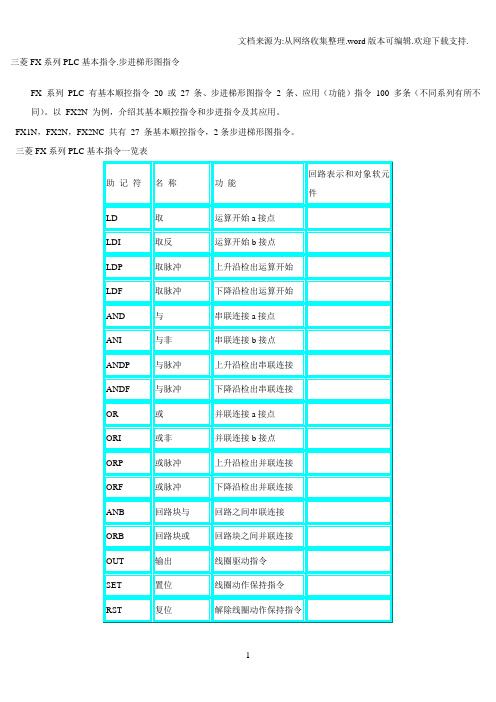
三菱FX系列PLC基本指令.步进梯形图指令FX 系列PLC 有基本顺控指令20 或27 条、步进梯形图指令2 条、应用(功能)指令100 多条(不同系列有所不同)。
以FX2N 为例,介绍其基本顺控指令和步进指令及其应用。
FX1N,FX2N,FX2NC 共有27 条基本顺控指令,2条步进梯形图指令。
三菱FX系列PLC基本指令一览表FX系列PLC —取指令与输出指令(LD/LDI/LDP/LDF/OUT)( 1 )LD (取指令)一个常开触点与左母线连接的指令,每一个以常开触点开始的逻辑行都用此指令。
( 2 )LDI (取反指令)一个常闭触点与左母线连接指令,每一个以常闭触点开始的逻辑行都用此指令。
( 3 )LDP (取上升沿指令)与左母线连接的常开触点的上升沿检测指令,仅在指定位元件的上升沿(由OFF → ON )时接通一个扫描周期。
( 4 )LDF (取下降沿指令)与左母线连接的常闭触点的下降沿检测指令。
( 5 )OUT (输出指令)对线圈进行驱动的指令,也称为输出指令。
取指令与输出指令的使用如图 1 所示。
图 1 取指令与输出指令的使用取指令与输出指令的使用说明:1 )LD 、LDI 指令既可用于输入左母线相连的触点,也可与ANB 、ORB 指令配合实现块逻辑运算;2 )LDP 、LDF 指令仅在对应元件有效时维持一个扫描周期的接通。
图3-15 中,当M1 有一个下降沿时,则Y3 只有一个扫描周期为ON 。
3 )LD 、LDI 、LDP 、LDF 指令的目标元件为X 、Y 、M 、T 、C 、S ;4 )OUT 指令可以连续使用若干次(相当于线圈并联),对于定时器和计数器,在OUT 指令之后应设置常数K 或数据寄存器。
5 )OUT 指令目标元件为Y 、M 、T 、C 和S ,但不能用于X 。
FX系列PLC —触点串联指令(AND/ANI/ANDP/ANDF)( 1 )AND (与指令)一个常开触点串联连接指令,完成逻辑“与”运算。
三菱FX系列PLC的步进指令
④ 使状态继电器复位的方法。当使用
S30
SET Y20 S500~S899状态继电器时,具有断电保护功能,
即断电后再次通电,动作从断电时的状态开
始。但在某些情况下需要从初始状态开始执
S35
行动作,这时需要复位所有的状态。此时应
使用功能指令区间复位指令ZRST实现状态复
位操作。实际应用时,区间复位的起始值为
S20
X0 S21
X1 S22
T0 S23
X2
Y0
Y1
Y2 TO K10 Y3
X10
S31
Y11
X11
S32
Y12
T0
TO K10
S33
Y13
X12
S41
X21 S42
T0 S43
X22
Y21
Y22 TO K10
Y23
SS2500
S20
Y0
S20
Y0
S20
Y0
(1)S20为分支状态。(根X0据不同的条件(XX100,X10,X20)X20,选择且只
(4)可读性很强,能清晰地反映全部控制工 艺过程。
将上图中的“工序”更换为“状态”,就得 到了状态转移图
工序三
后退 状态编程的一般思想为:
X2后退到位
工序四
开底门
T1开底门时间到
将一个复杂的控制过程分解为若干个工 作状态,弄清各状态的工作细节(状态的功 能、转移条件和转移方向),再依据总的控 制顺序要求,将这些状态联系起来,形成状 态转移图,进而编绘梯形图程序。
S0 PLC上电作好工作准备
S20 前进(输出Y0,驱动电动机M正转)
S21 翻斗车(输出Y1,同时计时T0开始工作)
(仅供参考)PLC梯形图+注释
M25
M26
M27
M28
DMOV D8140 D256
DMOV D8142 D258
M30
M31
RST
M8147
RST
M8148
RST
Y003
X轴方
向
RST
Y004
Y轴方
向
4
M64 174
触发所 有自动 进给
T1 178
M0 181
停止
T2 185
M40 187
复位
T3 191
PLC梯型图
K13 T1
SRET END
9
RST
M5
直线调
用自锁
PLC梯型图
X025
X轴堵 转报警
X026
Y轴堵 转报警
M3
X轴堵 转报警
M4
Y轴堵 转报警
M8
卡死中 间继电 器
=
T0
K3
=
T0
K10
T0 82
2
RST
M6
连续折
线调用
自锁
SET
M3
X轴堵
转报警
SET
M4
Y轴堵
转报警
K13 T0
SET
M8
卡死中
间继电
器
RST
M3
X轴堵
转报警
RST
M4
Y轴堵
转报警
RST
M8
卡死中
间继电
器
RST
M41
卡死
X011 85
Y近点
X007 X远点
X012 X轴近 点
X010 Y远点
M3 97
X轴堵 转报警
PLC编程基本功:梯形图与控制线路(附1164个三菱PLC实用案例)
PLC编程基本功:梯形图与控制线路(附1164个三菱PLC实用案例)专注自动化培训14年技成培训网PLC的软件编程语言与一般计算机语言相比,具有明显的特点,它既不同于高级语言,也不同于一般的汇编语言,且要满足易于编写和调试的要求。
早期的PLC仅支持梯形图编程语言和指令表编程语言,现根据国际电工委员会制定了五种能支持PLC编程的语言,分别是:梯形图Delete(LD)、指令表Delete(IL)、功能模块图Delete(FBD)、顺序功能流程图Delete(SFC)、结构化文本Delete(ST)等等,今天给大家分享一些PLC的控制线路和梯形图,这算是比较基础实用的部分,一起来看看吧!起动、自锁和停止控制的PLC线路与梯形图起动、自锁和停止控制能使用驱动指令(OUT),也能够使用置位指令(SET、RST)来实现。
1、采用线圈驱动指令实现起动、自锁和停止控制线路与梯形图说明:点击起动按钮SB1时,PLC内部梯形图程序中的起动触点X000闭合,输出线圈Y000得电,输出端子Y0内部硬触点闭合,Y0端子与COM端子之间内部接通,接触器线圈KM得电,主电路中的KM主触点闭合,电动机得电起动。
点击停止按钮SB2时,PLC内部梯形图程序中的停止触点X001断开,输出线圈Y000失电, Y0、COM端子之间的内部硬触点断开,接触器线圈KM失电,主电路中的KM主触点断开,电动机失电停转。
2、采用置位复位指令实现起动、自锁和停止控制其PLC接线图与上面类似。
线路与梯形图说明:点击起动按钮SB1时,梯形图中的起动触点X000闭合,[SET Y000]指令执行,指令执行结果将输出继电器线圈Y000置1,相当于线圈Y000得电,使Y0、COM端子之间的内部硬触点接通,接触器线圈KM得电,主电路中的KM主触点闭合,电动机得电起动。
点击停止按钮SB2时,梯形图程序中的停止触点X001闭合,[RST Y000]指令被执行,指令执行结果将输出线圈Y000复位,相当于线圈Y000失电,Y0、COM端子之间的内部硬触点断开,接触器线圈KM失电,主电路中的KM主触点断开,电动机失电停转。
三菱PLC注释使用方式ppt课件
3、注解编辑操作;
1、点击,选中软元件注解编辑 2、鼠标双击,需要添加注解的软元件
3、编辑注解,完成后点击确定
此课件下载可自行编辑修改,供参考! 感谢您的支持,我们努力做得更好!
注释注释注释注释注释注释注解声明注解在三菱plcgxworks2有注释声明注解的快捷键软元件注释声明编辑注解编辑1软元件添加注释操作
三菱PLC 注释使用说明
注释、声明、说明的具体定义:
注释
1、注释:描述软元件的意义; 2、声明:描述梯形图功能的文字描述; 3、注解:描述线圈和应用指令的文字描述;
注释
声明
注解
注释 注释
注释
注解
注释
ቤተ መጻሕፍቲ ባይዱ 在三菱PLC GX Works2 有“注释”、“声明”、“注解”的快捷键
软元件注释
声明编辑
注解编辑
1、软元件添加注释操作;
1、点击,选中软元件注释编辑
2、鼠标双击,需要添加注释的软元件 3、编辑注释,完成后点击确定
2、声明编辑操作;
1、点击,选中声明编辑
2、在需要添加行间注释的程序位置,鼠标双击 3、编辑声明,完成后点击确定
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
M210
复位
X031
总停
X025 782
X024
双手操作 双动操作 2 1
K10 T12 双手操作 延时
T12
双手操作 延时
X024 788
X025
双动操作 双手操作 1 2
K10 T13 双手操作 延迟
T13
双手操作 延迟
X024 794
X025
T12
T13 M135 双手操作 有效
双动操作 双手操作 双手操作 双手操作 1 2 延时 延迟
M127
油泵已启 调整 动
M124 511
M127
MOVP 触摸键返 调整 回
K2
D0 画面数
M127
MOVP 调整
K6
D0 画面数
526 =
D0 画面数
K2
M79 调整与自 动
=
D0 画面数
K6
S10 537
RST 上料
D51 计时间
X024
双动操作 1
S20
驱动快进 给
Y010
上料
X006
有磁信号
M136 下料
M1
RST 下料选中
Y010 上料
M2
吸磁选中
M102 吸磁指示
M3
X002
RST 退磁选中 跳出位
Y011 吸磁
X013
M4 M104 跳进指示
砂轮已启 跳进选中 动
Y011
吸磁
M5
RST 跳出选中
Y012 跳进
M121
M11
SET 原点指示 修架正行
M111 修整正行 指示
M14
RST 修架逆行
MUL 常通
D140V0 快进量
D126 脉冲当量
D840V1 快进量
INC INC INC > V0 K10 RST RST
V0 V1 V1 V0 V1
M8000 126
MUL 常通
D156 长修量
D126 脉冲当量
D860 长修量
DMUL
D190 D126 修整快进 脉冲当量 量
D890 修整快进 量
M8002 0
RST 开机清零
D0 画面数
RST
D10 报警窗口
RST
D152 手动高速 高位
RST
D164 修量主高 位
RST RST RST CALL
V0 V1 V2 P5 清零
CALL
P25 节拍运算
MOV
K120
D11 报警窗口 y坐标
MOV
K1
D12 报警窗口 x坐标
ZRST
D100 触摸选键
DSUB
D167 D169 砂轮大尺 砂轮磨损 寸 值
D45 砂轮量
DSUB
D134 D169 砂轮现在 砂轮磨损 值 值
D47 现在砂轮 量
DMUL
D47 K1000 现在砂轮 量
D47 现在砂轮 量
DDIV
D47 D45 现在砂轮 砂轮量 量
D41 砂轮剩余 暂存%
D>
D169 D134 砂轮磨损 砂轮现在 值 值
M134 磨损砂轮 指示
D>
D134 D132 砂轮现在 砂轮正常 值 值
M123 砂轮大指 示
RST
D30 暂存
M8000 284
ADD 常通
D140V2 快进量
D430
D430
INC INC > V2 K8 MOV D430
V2 V2 D31 总进给量
RST RST
D430 V2
M8000 314
T8
DMOVP 设原点延 迟
D128 进给位置
D130 原点位置
DMO
M140
返新砂轮 回原点 选
K20 T5 返新砂轮
T5
DMOV 返新砂轮
K0
D130 原点位置
SET
M140 回原点
M135 917
Y011
X002
M0
双手操作 吸磁 有效
跳出位
上料选中
复位
断磁
停磨液
磨消液关 总停 选
关磨液
Y017 磨消液开
M127
X013
M505
调整
砂轮已启 动
水泵自动 关
S11
M505
吸磁
水泵自动 关
S43
补尝
M205
磨液开
Y017
磨消液开
X015 697
M155 Y020 电机无故 障
电机故障 总停
X012 700
油泵已启 动
K1200 T40 润滑
X013
复位
跳出
Y012 跳进
M222
跳进
Y013 跳出
M104
跳进指示
X030 646
M209
X031
M308
润滑正常 停砂轮
总停
润滑异常
Y021 可开砂轮
M127 651
Y014
M200
M202
S62
调整
修整
修整逆行 逆行
修整归位
Y014 修整
M150
循环修整
Y015 修整冷却
M203
修整正行
M201
修整正行
M111
修整正行 指示
M506 662
S11
S15
M13
M207
X031
工件自动 吸磁 关
断磁
工件轴关 停工件 选
总停
Y016 工件电机 开
M204
M506
工件开
工件自动 关
Y016
工件电机 开
M127 673
X013
M505
S47
M210
S15
M208
M16
X031
M72
调整
砂轮已启 水泵自动 修整完 动 关
D20 选键1
<>
D20 选键1
D22 选键2
M77 变化
DMOV
D100 触摸选键
D22 选键2
X024
M77
M10
D>
D100 K0 触摸选键
双动操作 变化 1
修整停止
K200 T19 触摸选键 延时
T19
RST 触摸选键 延时
D100 触摸选键
RST
X010 472 X011
D101
M127 调整
ADDP
D142 快趋量
D166 手动补尝 量
D142 快趋量
M130 补尝+
M19
= 补尝-选
D142 快趋量
K1249
MOVP
K0
D400 信息
SUBP
D142 快趋量
D166 手动补尝 量
D142 快趋量
M131 补尝-
M20
M8147
M8148
设原点
Y0进给中 Y1进给中
K25 T8 设原点延 迟
DMOV 常通
D100 触摸选键
K8M0 上料选中
DSUB
D728 D732 进给位置 原点位置
D32 进量差
=
K0
K4S40 消隙
SUB
D32 进量差
D31 总进给量
D136 残余行程
DMOV
D8140 y0脉冲数
D184 y0脉冲记 忆
DMOV
D8142 Y1脉冲数
D186 Y1脉冲数 记忆
DSUB
M500
砂轮轴可 停
M209 停砂轮
M502
水泵可停
M208 停磨液
M503
SET 总可停
M155 总停
Y010 626
S16
S63
上料
下料
下料
Y010 上料
M220
上料
M136
下料
Y011 632
S15
S61
吸磁
断磁
断磁
Y011 吸磁
M102
吸磁指示
S11
吸磁
Y012 638
M210
M223
跳进
MUL 手动高/低 速
D150 D126 手动低速 脉冲当量
D173 手动速度
MOV
D150 手动低速
D873 手动速度
M119 1000
MUL 手动高/低 速
D151 D126 手动高速 脉冲当量
D173 手动速度
MOV
D151 手动高速
D873 手动速度
X024 1013
M121 T60
K1
双动操作 原点指示 1
D51 计时间
D188 自动停机
K600 T20 关机延迟
M502
MOVP 水泵可停
K2
D10 报警窗口
SUB
K600
T20 关机延迟
D24 暂存
DIV
D24 暂存
K10
D26 倒计时
T20
RST 关机延迟
D10 报警窗口
M59
RST 确定
D51 计时间
SET
M501
M151
M207 停工件
工件轴可 停
M79 747 >
K4M300 报警码
K0 调整与自 动
MOV
K1
D10 报警窗口
M79
RST 调整与自 动
D10 报警窗口
M194 报警
M8013
一秒钟
Y023 故障灯
SET
M299 异常报警