焊条发放回收记录G117
sh-t3543a-通用表填写说明
工种
证书编号
批准日期
有效期
根据国家质检总局第 70 号令(2005 年 1 月 10 日)发布的《特种设备作业人 员监督管理办法》规定的锅炉、压力容器、压力管道、电梯、起重机械、场(厂) 内机动车辆等特种设备的作业人员及其相关管理人员统称特种设备作业人员。特 种设备作业人员应经考核合格取得“特种设备作业人员证”方可从事相应的作业 或管理工作,包括特种设备生产(安装、改造及维修)和使用两个领域的人员, 一是特种设备操作人员,如电梯作业、起重机械作业、场(厂)内机动车辆、锅 炉作业、压力容器作业、压力管道作业等人员;二是特种设备生产(安装、改造 及维修)人员,如焊接、无损检测、起重机机械与电气安装维修等作业人员;三 是特种设备管理人员。取得《特种设备作业人员证》的人员。特别说明的是,焊 工需按 SH/T3503-J113 登记,无损检测人员需按 SH/T3503-J114 登记,除次以外 的作业人员登记此表。
资料名称 综合卷—施工组织设计报审资料册 综合卷—项目组织机构、管理人员报审 综合卷—项目管理制度册 综合卷—项目例会纪要册 综合卷—项目质量技术专题会纪要册
2/8 1
土建工程卷综合册
3/8 1
设备安装工程卷综合册
4/8 1
管道安装工程卷综合册
5/8 1
电气安装工程卷综合册
6/8 1
仪表安装工程卷综合册
主要人员包括:项目经理、项目总工程师、质量责任工程师、专业技术人员、质量 检查人员等体系人员。
SH/T 3543-2007
11
注:附质量体系人员资格证书的复印件。 制 表:
日期:
项目总工程师: 年 月 日 日期:
年月日
SH/T3543-G107
序号
17焊材保管、发放、回收规程

17焊材保管、发放、回收规程QBSHC―GC.17―2008焊材保管、发放、回收规程2008―5―20发布2008―6―10实施中国石油天然气第一建设公司石油化工设备厂发布前言本《焊材保管、发放、回收规程》从实施之日起,代替SHC-GC.17-2004标准。
本《焊材保管、发放、回收规程》由厂标准化办公室提出并归口管理。
本《焊材保管、发放、回收规程》由技术部门起草,并负责解释。
本《焊材保管、发放、回收规程》主要修订人:杨晓峰审核人:于成科审批人:董秋英本《焊材保管、发放、回收规程》的附录A、附录B、附录C、附录D、附录E 为规范性附录SHC-GC.17-2008焊材保管、发放、回收规程1 适用范围1.1 本规程适用于压力容器受压元件之间及受压元件与非受压元件连接焊缝焊接用焊接材料(焊条、焊丝、焊剂及焊接用气体等)的验收、存库保管、发放、使用和回收。
其他产品的焊缝焊接用焊接材料亦可参照本规程执行。
1.2目的为了保证焊接材料的使用性能,焊接材料的贮存、烘干、使用还应建立可靠的管理规程并严格执行,确保焊接材料验收、存库保管、发放、使用和回收正确( 2 引用标准JB/T3223-1996 《焊接材料质量管理规程》GB/T5117-1995 《碳钢焊条》GB/T5118-1995 《低合金钢焊条》GB983-1995 《不锈钢焊条》GB/T13814-1992 《镍及镍合金焊条》GB5293-1999 《埋弧焊用碳钢焊丝和焊剂》GB4242-1984 《焊接用不锈钢丝》GB/T14957-1994 《熔化焊用焊丝》GB/T14958-1994 《气体保护焊用焊丝》YB/T5091-1993 《惰性气体保护焊用不锈钢棒及钢丝》YB/T5092-1993 《焊接用不锈钢丝》GB4842-1986 《氩气》GB6052-1982 《工业液体的二氧化碳》GB4191-1984 《惰性气体保护电弧焊和等离子焊接、切割用钨铈电极》 3 职责与分工3.1采购部负责焊接材料的采购、保管、发放和回收管理。
3543-2007-T石化表格附录A-通用表

SH/T35××-G101A
封
面
案卷号:
第
卷
第
册
石油化工建设工程项目施工过程技术文件
工程名称:
项目总工程师:
项目经理:
施工项目部(公章) 年月日
SH/T35××-G101B
封
面
案卷号: 第 卷
第 册
石油化工建设工程项目施工过程技术文件
单元名称: 工程类别:
项目经理: 项目总工程师: 专业技术负责人:
年月
SH/T35××-G104
工程名称:
施工过程技术文件编制说明
编制人: 日期:
年月日
审核人: 日期:
年月日
SH/T35××-G105
施工过程技术文件归档 移交证书
工程名称: 合 同 号:
按《石油化工建设工程
项目施工过程技术文件规定》(SH/T35××-200×)向
办理施工过程技术文件移交手续,共计
工程名称:
编号
规格型号
精度等级 检定/校准证书编号 检定/校准日期 有效期 备注
编制人: 日期:
审核人: 年 月 日 日期:
年月日
SH/T35××-G110
设计单位 主持人 施工图号
参加核查 人员
内容记录:
施工图核查记录
工程名称: 单元名称:
专业 核查时间
年月日
记录人: 日期:
审核人: 年 月 日 日期:
序号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22
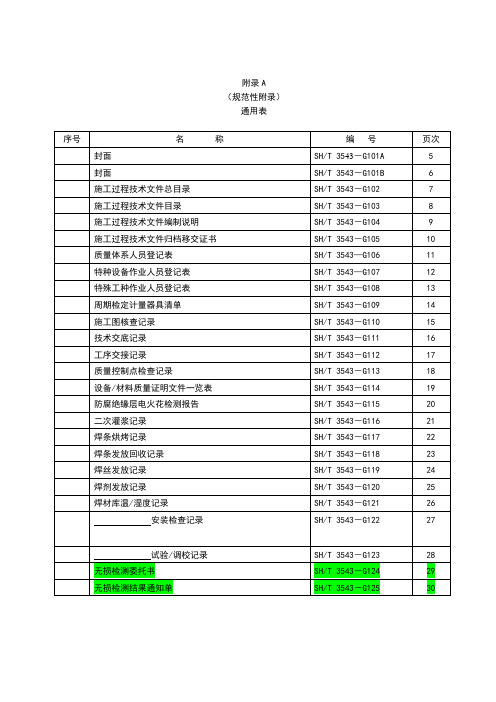
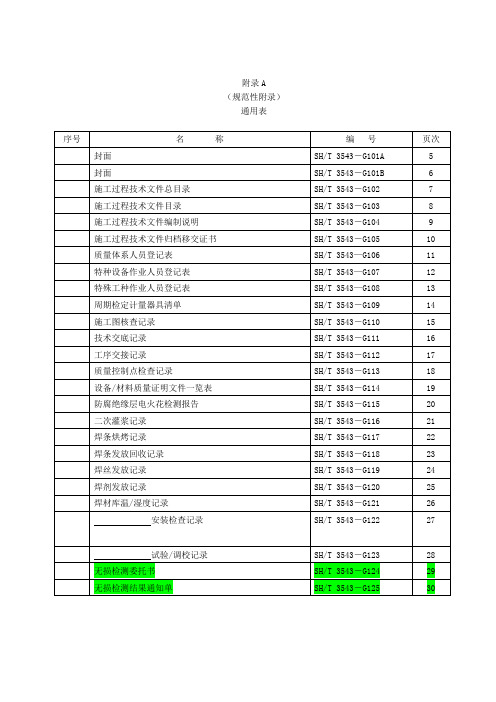
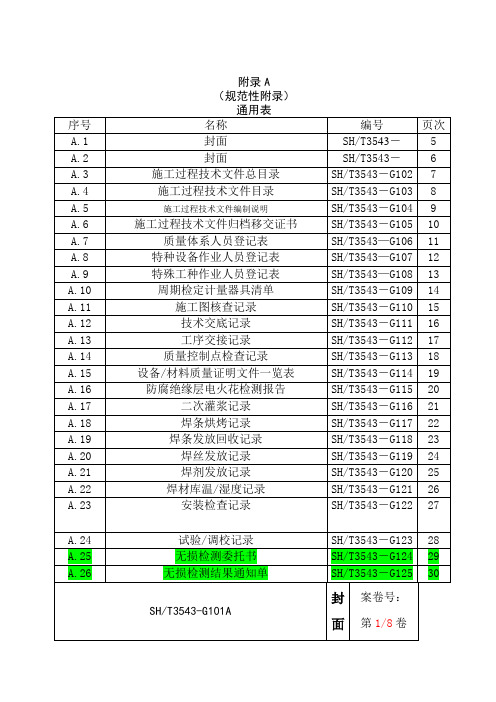
附录 A (规范性附录) 施工过程技术文件通用表
名
称
编号
封面 SH/T 35××-G101A
焊材库管理规定及配套应用表格
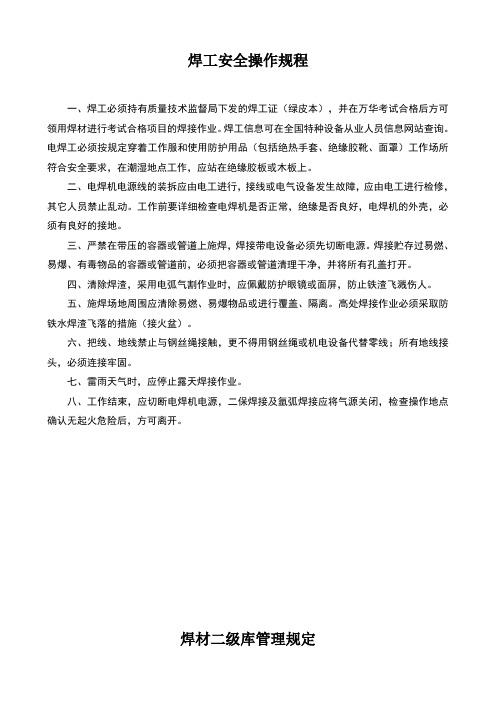
焊工安全操作规程一、焊工必须持有质量技术监督局下发的焊工证(绿皮本),并在万华考试合格后方可领用焊材进行考试合格项目的焊接作业。
焊工信息可在全国特种设备从业人员信息网站查询。
电焊工必须按规定穿着工作服和使用防护用品(包括绝热手套、绝缘胶靴、面罩)工作场所符合安全要求,在潮湿地点工作,应站在绝缘胶板或木板上。
二、电焊机电源线的装拆应由电工进行,接线或电气设备发生故障,应由电工进行检修,其它人员禁止乱动。
工作前要详细检查电焊机是否正常,绝缘是否良好,电焊机的外壳,必须有良好的接地。
三、严禁在带压的容器或管道上施焊,焊接带电设备必须先切断电源。
焊接贮存过易燃、易爆、有毒物品的容器或管道前,必须把容器或管道清理干净,并将所有孔盖打开。
四、清除焊渣,采用电弧气割作业时,应佩戴防护眼镜或面屏,防止铁渣飞溅伤人。
五、施焊场地周围应清除易燃、易爆物品或进行覆盖、隔离。
高处焊接作业必须采取防铁水焊渣飞落的措施(接火盆)。
六、把线、地线禁止与钢丝绳接触,更不得用钢丝绳或机电设备代替零线;所有地线接头,必须连接牢固。
七、雷雨天气时,应停止露天焊接作业。
八、工作结束,应切断电焊机电源,二保焊接及氩弧焊接应将气源关闭,检查操作地点确认无起火危险后,方可离开。
焊材二级库管理规定一、焊材库内环境要求:1.焊材库应具备封闭、干燥、通风等条件,应设专岗专人管理。
2.库房内应配备除湿机、加热器、排风扇、温湿度计、烘干箱和恒温箱。
焊材烘干箱及恒温箱上的电流表、电压表、温度显示仪和焊材储存库内温湿计应有校验标识,并在合格范围内。
二、焊材的验收及入库:1.包装验收:验收焊接材料的包装是否完好,有无破损、受潮现象,标记是否完好,清晰可见。
2.质量证明检验:材料验收必须通知监理报审,有监理签字的验收记录,每批焊材必须有质量证明文件。
检查材质证明书的内容是否与实物相符:包括且不限于型号、规格、批号、数量、出厂日期等。
3.抽样开包检查:随机打开焊材外包装,检查焊材外表面是否污染、是否存在影响焊接质量的缺陷如药皮破损、焊丝表面锈蚀、标记是否清晰牢固、与产品实物是否相符。
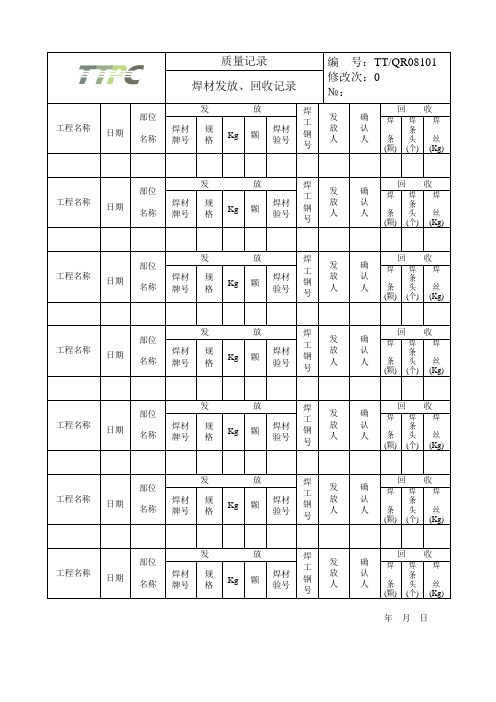
08101焊材发放、回收记录
日期
部位
名称
发放
焊工钢号
发
放
人
确
认
人
回收
焊材牌号
规格
Kg
颗
焊材验号
焊
条(颗)
焊条头(个)
焊
丝(Kg)
工程名称
日期
部位
名称
发放
焊工钢号
发
放
人
确
认
人
回收
焊材牌号
规格
Kg
颗
焊材验号
焊
条(颗)
焊条头(个)
焊
丝(Kg)
年月日
质量记录
编号:TT/QR08101
修改次:0
№:
焊材发放、回收记录
工程名称
日期
部位
名称
发放
焊工钢号
发
放
人
确
认
人
回收
焊材牌号
规格
Kg
颗
焊材验号
焊
条(颗)
焊条头(个)
焊
丝(Kg)
工程名称
日期
部位
名称
发放
焊工钢号发放Fra bibliotek人确
认
人
回收
焊材牌号
规格
Kg
颗
焊材验号
焊
条(颗)
焊条头(个)
焊
丝(Kg)
工程名称
日期
部位
名称
发放
焊工钢号
发
放
人
确
认
人
回收
焊材牌号
规格
Kg
颗
焊材验号
焊
条(颗)
焊条头(个)
焊
丝(Kg)
SH3543-2007格式目录

衬里养护记录
SH/T3543-G347
C.48
衬里工程试块成形记录
SH/T3543-G348
C.49
现场组焊设备焊接工作记录
SH/T3543-G349
C.50
空冷式换热器构架安装记录
SH/T3543-G350
word格式-可编辑-感谢下载支持
附录D管道安装工程施工用表
附录E电气安装工程施工用表
SH/T3543—G622
F.24
电气回路校线及绝缘检查记录
SH/T3543—G623
F.25
仪表管路脱脂/酸洗记录
SH/T3543—G624
附录G压力容器现场组焊施工用表
序号
名称
编号
G.1
压力容器产品质量证明书
SH/T3543—G701
G.2
产品合格证
SH/T3543—G702
G.3
产品技术特性
SH/T3543—G703
SH/T3543—G322
C.23
AV轴流压缩机调节缸两侧支撑装配间隙检查记录
SH/T3543-G323
C.24
AV轴流压缩机静叶驱动环与滑块间隙检查记录
SH/T3543-G324
C.25
AV轴流压缩机转子跳动量检查记录
SH/T3543-G325
C.26
转子谜宫密封间隙检查记录
SH/T3543-G326
F.18
现场仪表安装检查记录
SH/T3543-G617
F.19
FF及HART变送器/转换器检查记录
SH/T3543-G618
F.20
智能仪表功能参数检查记录
SH/T3543—G619
SH-T3543附录A-通用表填写说明
年月日
SH/T3543-G119
焊丝发放记录
工程名称:
序 号月 日
牌号
批号
入库自编号
规格 mm
焊工代号 使用部位 焊件材质
领用数量
根
kg
发放人
责任工程师: 日期:
年月日
SH/T3543-G120
序号 月 日
牌号
批号
焊剂发放记录
工程名称:
入库自编号
焊工代号
使用部位 焊件材质
发放数量 kg
发放人
SH/T 3543-2007
质量体系人员登记表
工程名称: 体系名称:
序号
姓名
体系岗位
学历
专业
职称
从事本专业 工作年限
任命文件编号
调入本项目 时间
项目经理
项目总工
土建专业技术员 土建专业质量检 查员
本表为工程项目按《GB/T19001 质量管理体系 要求》和特种设备质量管理体系要求 确立的责仼人员的登记。管理人员发生变动时,应及时补办仼命手续并进行重新登记。
温 度℃
烘 烤 烘烤 次 负责人 数
责任工程师: 日期:
年月日
SH/T3543-G118
焊条发放回收记录
工程名称:
序号 月 日 焊条牌号 批 号 入库自编号
规格 mm
焊工代号
使用部位
焊件材质
领用数量 根
回收数量 根
发放人
SH/T 3543-2007
SH/T 3543-2007
2324
责任工程师文件
工程名称:燕山石化 1000 万吨/年炼油系统改造工程 800 万吨/年常减压装置
本表用于综合卷
项目经理: 项目总工程师:
SH-T3543附录A-通用表格模板填写说明
注 1:附特种设备作业人员证书的复印件。
注 2:合格焊工登记用 SH/T3503-2007《石油化工建设工程项目交工技术文件 规定》J113 表。
注 3:无损检测人员登记用 SH/T3503-2007《石油化工建设工程项目交工技术文 件规定》J114 表。
编制人: 日期:年月日
石油化工建设工程项目施工过程技术文件
工程名称: 单元名称: 工程类别:土建工程(设备安装工程、管道安装工程、仪表安装工程、 电气安装工程) 本表用于各专业工程卷册。
项目总工程师: 专业技术负责人: 施工项目部(公章)
年月日
SH/T3543-G102
施工 工程名 过程 称:
卷 序号
号 1 1/8
2 1/8
SH/T3543-G116 21
SH/T3543-G117 22
SH/T3543-G118 23
SH/T3543-G119 24
SH/T3543-G120 25
SH/T3543-G121 26
SH/T3543-G122 27
SH/T3543-G123 28 SH/T3543-G124 29 SH/T3543-G125 30
施工过程技术文件编制说明
施工过程技术文件归档移交证书 质量体系人员登记表
特种设备作业人员登记表 特殊工种作业人员登记表
周期检定计量器具清单 施工图核查记录 技术交底记录 工序交接记录
质量控制点检查记录 设备/材料质量证明文件一览表
防腐绝缘层电火花检测报告 二次灌浆记录 焊条烘烤记录
焊条发放回收记录 焊丝发放记录 焊剂发放记录
位或施工单位的管理部门。
接收单位意见:
结论:
接收单位 质量工程师: