超声波焊接工作原理
超声波焊接机原理是什么
超声波焊接机原理是什么
超声波焊接是一种利用超声波振动引起的材料分子间的摩擦产生热量来实现焊接的方法。
其基本原理是通过将电能转化为超声波能,然后将超声波能转化为机械振动能,再通过焊接头传递给被焊接的材料。
具体来说,超声波焊接机中通常包含一个压头和一个换能器。
换能器将电能转化为超声波能,在超声波振动的作用下,焊接头不断地压在需要焊接的材料上。
由于焊接头的振动频率非常高(通常在20kHz以上),使焊接头在短时间内产生大量的微小振动,这种振动将会产生摩擦。
焊接头的振动能量被转移到焊接材料上,使材料表面分子不断地发生碰撞和摩擦,导致材料温度升高。
当材料温度升高到足够高时,材料变软,分子间的结合力变弱,焊接头的压力使材料表面分子之间发生扩散和交联,从而实现焊接。
总的来说,超声波焊接机利用超声波的振动引起的材料分子间的摩擦产生的热量,使材料表面温度升高,从而实现焊接。
这种焊接方法具有速度快、操作简单、能耗低等优点,在工业生产中得到广泛应用。
超声波不同焊接方式的工作原理各是什么?
超声波不同焊接方式的工作原理各是什么?一:超声波塑料焊接工作原理机器将电能通过超声换能器转变成为超声能(即频率超出人耳听觉阈的高频机械振动能),该能量通过焊头传导到塑料工件上,以每秒上万次的超声频率及一定的振幅使塑料工件的接合面剧烈磨擦后熔化。
振动停止后维持在工件上的短暂压力使两焊件以分子链接方式凝固为一体。
一般焊接时间小于1秒钟,所得到的焊接强度可与本体相媲美。
超声波塑料焊接机可用于热塑性塑料的对焊,亦可根据客户需求更换焊头,用于铆焊、点焊、嵌入、切除等加工工艺二:旋转摩擦式塑料焊接工作原理旋转摩擦式塑料焊接机一般用来焊接两个圆形热塑性塑料工件。
焊接时,一个工件被固定在底模上,另一个工件在被固定的工件表面进行自转运动。
由于有一定的压力作用在两个工件上,工件间摩擦产生的热量可以使两个工件的接触面熔化并形成一个禁固且密闭的结合。
三:塑料热板焊接工作原理热板焊接机主要通过一个由温度控制的加热板来焊接塑料件。
焊接时,加热板置于两个塑料件之间,当工件紧贴住加热板时,塑料开始熔化。
在一段预先设置好的加热时间过去之后,工件表面的塑料将达到一定的熔化程度,此时工件向两边分开,加热板移开,随后两片工件并合在一起,当达到一定的焊接时间和焊接深度之后,整个焊接过程完成。
四:振动摩擦式塑料焊接工作原理振动焊接是摩擦焊接过程,其间被焊接的制件在压力下磨擦到一起直到生成的磨擦和剪切热量使头蚧面达到充分熔融状态。
一旦熔融膜已经形成渗入到足够深的沓接区域,相对运动停止,在压力作用下焊缝冷却并固化。
振动焊接适用几乎所有的热塑笥塑料,往复运动方向上具有允许的无约束运动焊缝的制件,中型或大型制件。
振动焊接尤其适合热塑性材料,包括无定形树脂如ABS/PC、PVC、PMMA及PES;半结晶树脂如HDPE、PA、PP、TPO。
五:塑料激光焊接工作原理激光焊接技术是借助激光束产生的热量使塑料接触面熔化,进而将热塑性片材、薄膜或模塑零部件粘结在一起的技术。
超声波焊接机的工作原理
超声波焊接机的工作原理超音波焊接机的工作原理是:是通过振荡电路振荡出高频信号由换能器转化成机械能(即频率超出人耳听觉阈的高频机械振动能),该能量通过焊头传导到塑料工件上,以每秒上几十万次的振动加上压力使塑料工件的接合面剧烈摩擦后熔化。
振动停止后维持在工件上的短暂压力使两焊件以分子链接方式凝固为一体。
一般焊接时间小于1秒钟,所得到的焊接强度可与本体相媲美。
超声波塑料焊接机可用于热塑性塑料的对焊,也用于铆焊、点焊、嵌入、切除等加工工艺。
根据产品的外观来设计模具的大小、形状。
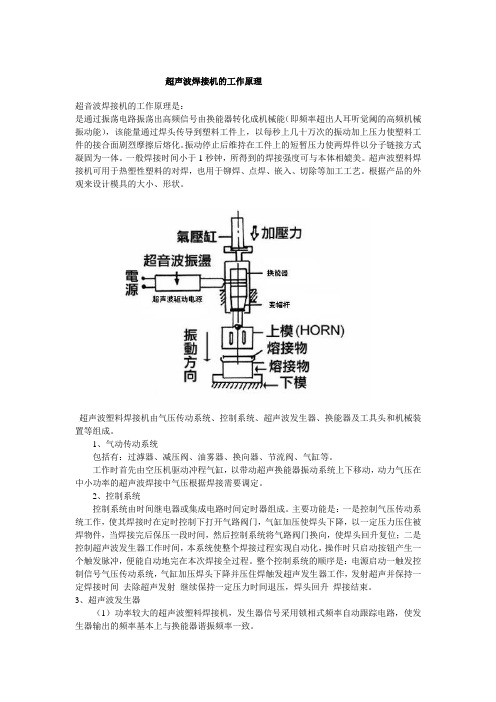
超声波塑料焊接机由气压传动系统、控制系统、超声波发生器、换能器及工具头和机械装置等组成。
1、气动传动系统包括有:过滹器、减压阀、油雾器、换向器、节流阀、气缸等。
工作时首先由空压机驱动冲程气缸,以带动超声换能器振动系统上下移动,动力气压在中小功率的超声波焊接中气压根据焊接需要调定。
2、控制系统控制系统由时间继电器或集成电路时间定时器组成。
主要功能是:一是控制气压传动系统工作,使其焊接时在定时控制下打开气路阀门,气缸加压使焊头下降,以一定压力压住被焊物件,当焊接完后保压一段时间,然后控制系统将气路阀门换向,使焊头回升复位;二是控制超声波发生器工作时间,本系统使整个焊接过程实现自动化,操作时只启动按钮产生一个触发脉冲,便能自动地完在本次焊接全过程。
整个控制系统的顺序是:电源启动一触发控制信号气压传动系统,气缸加压焊头下降并压住焊触发超声发生器工作,发射超声并保持一定焊接时间去除超声发射继续保持一定压力时间退压,焊头回升焊接结束。
3、超声波发生器(1)功率较大的超声波塑料焊接机,发生器信号采用锁相式频率自动跟踪电路,使发生器输出的频率基本上与换能器谐振频率一致。
(2)功率在500W以上的超声波塑料焊接机所用发生器采用自激式功率振荡器,也具有一定的频率跟踪能力。
4、超声波焊接机使用的声学系统,主要是有换能器和工具头构成的。
一、打开电源无显示原因:保险丝熔断解决方法:1、检查功率管是否短路2、更换保险丝二、超声波测试无电流显示原因:1、功率管烧毁2、高压电容烧毁3、继电器控制线路部分有故障解决方法:更换相关烧毁零件三、起声波测试电流偏大、过载原因:1、焊头没锁紧或有裂纹2、若不带焊头,电流大,此换能器或二级杆老化或有裂纹二、3、功率管特性有变异或烧毁4、功率放大电路部分有故障解决方法:更换相关零件四、焊接时电流偏大、过载原因:1、气压偏高2、焊头过大,冲击电流大3、触发压力高,延迟时间长4、二级杆变比偏高解决方法:1、调低气压2、使用较大功率机型3、调低触发压力,减少延迟时间三、4、换用低倍数二级杆五、触发触发开关焊头不落原因:1、急停开关未复位2、触发开关不能同时触发或其中一个接触不良3、程序控制板有问题解决方法:1、将急停开关复位2、检测使两个触发开关能同时触发3、检测程序板排除故障,一般为IC问题六、触发触发开关后,超声时间非常长或者保压时间非常长原因:焊接时间或保压时间波段开关断路解决方法:调整波段开关触点,使之接触良好七、触发触发开关后,超声波不能触发原因:1、压力触发开关损坏2、程序板有问题解决方法:1、更换压力触发开关或小弹簧2、检测程序板排除故障,一般为IC问题四、一、超声波金属焊接机的工作原理:当超声波发生器施加功率于换能器,换能器的振动通过变幅杆得到机械振幅放大,并传到工具头;强烈的超声振动力在垂直压力作用下加到被焊物上,使两金属间产生高频摩檫。
超声焊接原理

超声焊接原理全文共四篇示例,供读者参考第一篇示例:超声焊接是一种将金属或塑料物体通过超声波振动进行连接的加工技术。
它广泛应用于汽车、电子、医疗器械等行业,具有快速、高效、环保等优点。
超声焊接的原理是利用超声波高频振动的特性,在接触面产生摩擦热,使材料局部加热并软化,然后通过施加压力将两个材料连接在一起。
超声焊接的原理主要分为以下几个步骤:第一步是能量转换。
超声振动器产生的高频振动能量通过焊头传递给工件,使其表面微震动,产生高频摩擦热。
这种高频振动使得工件分子结构产生变化,形成塑性变形,达到焊接的目的。
第二步是焊接面的预处理。
在焊接前,需要对工件表面进行清洁处理,以确保焊接面无杂质,确保焊接质量。
同时还需要对工件进行定位,使焊接面对齐,以便焊接过程中产生均匀的焊接接触压力。
第三步是焊接过程控制。
在实际焊接过程中,需要控制超声波功率、振幅、焊接时间等参数,以适应不同材料的焊接需求。
通过精确调节这些参数,可以保证焊接过程的稳定性和可靠性。
第四步是焊接质量检测。
焊接完成后,需要进行焊接质量检测,检查焊接面的牢固性和质量。
通过超声波检测仪器可以检测焊缝的密实性和质量,确保焊接的可靠性。
超声焊接原理通过超声波的高频振动产生摩擦热,实现材料的局部加热和塑性变形,最终将两个材料连接在一起。
这种焊接技术不仅可以提高工件的生产效率,还可以降低焊接的成本和能耗,是一种环保节能的焊接方法。
在未来的发展中,超声焊接技术将会得到更广泛的应用。
第二篇示例:超声焊接是一种利用超声波振动能量产生的热量来实现材料的连接的一种焊接方法。
它是一种非接触式的焊接方式,通过将超声波振动传递到焊接材料表面,产生的摩擦热能使材料表面达到熔化点,从而实现焊接。
超声焊接的原理是利用超声波在焊接头部引起的高频振动,通过摩擦热的作用使焊接材料局部升温至其熔化点,然后冷却固化形成焊接接头。
超声波传递到焊接头部后,由于头部和工件之间的相互作用,形成了频率一定的机械振动能量,这种振动能量被称为纵波。
超声波焊接机的工作原理
超声波焊接机的工作原理超声波焊接机是一种常用于金属和塑料焊接的设备,它利用超声波振动将工件加热并连接在一起。
以下是超声波焊接机的工作原理的详细解释。
1. 超声波发生器:超声波焊接机的核心部件是超声波发生器。
它产生高频的电信号,并将其转换为机械振动。
2. 换能器:超声波发生器的电信号被传递到换能器上。
换能器是由压电陶瓷材料制成的,能够将电信号转换为机械振动。
换能器的振动频率通常在20kHz到70kHz之间。
3. 振动焊头:换能器产生的机械振动通过焊头传递给工件。
焊头通常由钛合金制成,具有良好的导热性和机械强度。
4. 压力系统:超声波焊接机通过压力系统将工件保持在一定的压力下。
这有助于确保焊接的质量和稳定性。
5. 聚焦角:焊头的设计通常具有特定的聚焦角度,以确保超声波能够集中在焊接区域。
聚焦角度的选择取决于工件的材料和形状。
6. 界面磨擦:焊接过程中,焊头施加在工件上的压力会产生界面磨擦。
这种磨擦会产生热量,使工件表面温度升高。
7. 塑性变形:由于焊头的振动和界面磨擦,工件表面的温度升高,材料开始软化。
在一定的压力下,工件开始发生塑性变形。
8. 熔融:随着温度的升高和塑性变形的发生,工件表面的材料开始熔融。
熔融的材料填充在焊接区域,并与另一工件表面的熔融材料相互融合。
9. 冷却固化:焊接完成后,焊接区域的温度会逐渐降低。
熔融的材料会在冷却过程中固化,形成坚固的焊接点。
超声波焊接机的工作原理基于超声波的机械振动和界面磨擦产生的热量。
它可以实现快速、高效、无污染的焊接过程,适合于各种金属和塑料材料的连接。
必能信超声波焊接机工作原理

必能信超声波焊接机工作原理
超声波焊接机是一种常用的无损连接技术,其主要工作原理是利用高频超声波振动引起的热量和压力,在连接两个或更多物体时产生强大的摩擦热来融合它们。
超声波焊接机的工作原理如下:
1. 超声波振动:超声波焊接机通过发生器将电能转换为高频机械振动,将频率提高到20 kHz以上,一般为20-40 kHz。
2. 运动传递:超声波振动通过波导传递到焊接头,使其在垂直方向上产生振动。
3. 摩擦热:当两个焊接部位受到振动作用时,它们之间的接触面产生大量的摩擦热,摩擦热可以使材料表面融化并形成熔池。
4. 压力作用:超声波焊接机的压头施加一定的垂直压力,使两个焊接部位之间的熔池流动并形成结合。
焊接头的几何形状和压力的大小对焊接质量有影响。
5. 冷却:当焊接头的振动停止时,熔池会迅速冷却,形成一条新的连接线。
超声波焊接机通常用于连接塑料、金属和复合材料等物体。
它具有不需要熔剂、不锈钢等特殊情况下很好的焊接效果,而且焊接速度快,能耗低,不会污染环境等优点。
- 1 -。
超声波焊接机的工作原理
超声波焊接机的工作原理超声波焊接机是一种常用于塑料焊接的设备,它利用超声波振动产生的热能来实现材料的焊接。
下面将详细介绍超声波焊接机的工作原理。
1. 超声波发生器超声波发生器是超声波焊接机的核心部件,它能将电能转换为机械振动能。
超声波发生器中的压电陶瓷片(也称为换能器)会受到电场的作用而振动,产生高频的机械振动。
2. 振动系统超声波发生器通过振动系统将机械振动传递到焊接头部。
振动系统通常由振动块、振动模具和焊接头组成。
振动块负责将超声波发生器产生的机械振动传递给振动模具,而振动模具则将振动传递给焊接头。
3. 焊接头焊接头是超声波焊接机的关键部件,它由一个或者多个焊接角或者焊接面组成。
焊接头的设计根据被焊接材料的形状和要求来确定。
当焊接头与被焊接材料接触时,超声波振动会导致材料份子之间的磨擦,从而产生热能。
4. 塑料熔融超声波振动引起的热能会使被焊接材料局部熔融。
焊接头的振动会使材料表面迅速熔化,形成一个熔融池。
熔融池内的材料会与相邻的材料发生交流和混合,从而实现材料的焊接。
5. 压力控制超声波焊接机在焊接过程中还需要施加一定的压力。
压力的作用是将熔融的材料压实,使其在冷却过程中形成坚固的焊接接头。
压力的大小需要根据被焊接材料的性质和要求进行调整。
6. 冷却焊接完成后,超声波焊接机会住手振动并保持一定的压力,使焊接接头在冷却过程中固化。
冷却时间根据被焊接材料的性质和要求来确定。
冷却完成后,焊接接头就形成为了一个坚固的连接。
超声波焊接机的工作原理可以总结为:通过超声波发生器产生的机械振动,通过振动系统传递到焊接头,使被焊接材料局部熔融并施加一定的压力,最终形成一个坚固的焊接接头。
值得注意的是,超声波焊接机适合于焊接塑料材料,特殊是对于热敏感的材料而言,它是一种理想的焊接方法。
超声波焊接机具有焊接速度快、焊接强度高、焊接效果好等优点,因此在汽车、电子、医疗器械等行业得到广泛应用。
超声波焊接机的工作原理
超声波焊接机的工作原理超声波焊接机是一种常用的焊接设备,它利用超声波的振动来实现材料的焊接。
其工作原理是通过将电能转换为机械振动,然后将振动传递给焊接部件,使其发生塑性变形,从而实现焊接。
超声波焊接机主要由以下几个部分组成:超声波发生器、换能器、焊接头和控制系统。
1. 超声波发生器:超声波发生器是超声波焊接机的核心部件,它能将电能转换为高频电能,并将其输出给换能器。
超声波发生器通常由振荡电路、功率放大器和变压器组成。
2. 换能器:换能器是将超声波发生器输出的电能转换为机械振动的部件。
它由压电陶瓷材料制成,当超声波发生器输出电能时,压电陶瓷会发生压缩和膨胀,从而产生高频机械振动。
3. 焊接头:焊接头是将超声波振动传递给焊接部件的部件。
它通常由焊头和压力系统组成。
焊头是将振动传递给焊接部件的介质,它通常由钛合金或铝合金制成,具有良好的导振性能。
压力系统用于施加一定的压力,使焊接部件在振动的作用下发生塑性变形。
4. 控制系统:控制系统用于控制超声波焊接机的工作参数,包括振动频率、振幅、焊接时间等。
通过调节这些参数,可以实现不同材料的焊接。
超声波焊接机的工作过程如下:首先,将需要焊接的部件放置在焊接头之间,然后通过控制系统设置焊接参数。
接下来,超声波发生器将电能转换为高频电能,并将其输出给换能器。
换能器将电能转换为机械振动,并将振动传递给焊接头。
焊接头的振动会使焊接部件发生塑性变形,从而实现焊接。
最后,根据设定的焊接时间,控制系统会停止超声波发生器的工作,完成焊接过程。
超声波焊接机具有以下优点:1. 高效:焊接速度快,一般只需几秒钟即可完成焊接。
2. 环保:焊接过程中不需要使用焊接剂或填充材料,无需额外的化学物质,对环境友好。
3. 节能:超声波焊接机的能耗较低,不会产生大量的热量。
4. 焊接强度高:焊接接头强度高,焊接质量稳定可靠。
5. 适用范围广:适用于金属、塑料等多种材料的焊接。
总结:超声波焊接机利用超声波振动实现材料的焊接,通过超声波发生器、换能器、焊接头和控制系统的协同工作,将电能转换为机械振动,并将其传递给焊接部件,从而实现焊接。
超声波焊接机的工作原理
超声波焊接机的工作原理超声波焊接机是一种常用于金属、塑料等材料焊接的设备,其工作原理是利用超声波的振动产生磨擦热,使材料表面温度升高,从而实现焊接的目的。
下面将详细介绍超声波焊接机的工作原理。
1. 超声波发生器超声波焊接机的核心部件是超声波发生器。
超声波发生器通过电能转换为机械振动,产生频率高于20kHz的超声波。
这些超声波通过振动系统传导到焊接头部,产生焊接所需的振动。
2. 振动系统振动系统由振动发生器、振动放大器和换能器组成。
振动发生器产生电信号,经过振动放大器放大后,传递给换能器。
换能器将电能转换为机械振动,通过焊接头传导到工件上,使工件表面产生磨擦热。
3. 焊接头焊接头是超声波焊接机的关键部件,它将超声波振动传导到工件上。
焊接头通常由金属材料制成,具有特定的形状和尺寸。
焊接头的形状和尺寸需根据被焊接材料的特性来设计,以获得最佳的焊接效果。
4. 工件准备在进行超声波焊接之前,需要对工件进行准备。
首先,将待焊接的工件放置在焊接头下方,确保工件与焊接头密切接触。
然后,根据焊接要求,选择合适的焊接参数,如振幅、压力、时间等。
5. 焊接过程一旦工件准备就绪,超声波焊接机就可以开始工作了。
超声波发生器产生的振动信号通过振动系统传递到焊接头上,焊接头将振动传导到工件上。
工件表面由于超声波的振动而产生磨擦热,使工件表面温度升高。
当工件表面温度达到熔点时,焊接材料开始熔化。
同时,焊接头施加的压力使熔化的焊接材料相互接触并结合在一起。
随着焊接头的振动继续传导,焊接材料逐渐冷却固化,形成坚固的焊接接头。
6. 焊接质量控制为确保焊接质量,超声波焊接机通常会配备一些质量控制装置。
例如,可以通过监测焊接过程中的振幅、压力和时间等参数来实时监控焊接质量。
如果浮现异常情况,如焊接温度不足或者焊接时间过长等,可以及时调整焊接参数,以确保焊接质量。
总结:超声波焊接机通过超声波的振动产生磨擦热,使工件表面温度升高,从而实现焊接的目的。
超声波焊接机的工作原理
超声波焊接机的工作原理超声波焊接机的工作原理:超声波焊接机是一种利用超声波振动产生的热能来实现材料的焊接的设备。
它主要由超声波发生器、振动系统、焊接头和控制系统组成。
1. 超声波发生器:超声波发生器是超声波焊接机的核心部件,它能够将电能转化为超声波振动能。
在超声波发生器中,电能首先被转化为高频电能,然后通过压电陶瓷换能器将电能转化为机械振动能。
2. 振动系统:振动系统由压电陶瓷换能器和振动增幅器组成。
压电陶瓷换能器接收到超声波发生器产生的机械振动能后,将其转化为超声波振动能。
振动增幅器将超声波振动能进行放大,并传递到焊接头。
3. 焊接头:焊接头是超声波焊接机焊接材料的关键部件。
它通常由焊接头块和焊接头角组成。
焊接头块负责传递超声波振动能到焊接材料上,而焊接头角则用于集中能量和控制焊接过程。
4. 控制系统:控制系统是超声波焊接机的智能化部份,它能够监测和控制焊接过程中的各项参数,以确保焊接质量。
控制系统通常包括超声波发生器控制、振动系统控制、焊接头温度控制等功能。
超声波焊接机的工作原理如下:首先,超声波发生器产生高频电能,并将其转化为机械振动能。
然后,振动系统将机械振动能传递到焊接头。
焊接头将超声波振动能传递到焊接材料上,使其产生热能。
热能可以使焊接材料的表面温度升高,从而使其软化和熔化。
当焊接材料熔化后,焊接头施加一定的压力,将焊接材料连接在一起。
最后,焊接头住手振动,焊接材料冷却固化,完成焊接过程。
超声波焊接机的工作原理基于超声波的特性,超声波具有高频、高能量和高速传播等特点。
通过利用超声波的特性,超声波焊接机能够实现高效、快速、无污染的焊接过程。
它广泛应用于塑料、金属、纺织品等领域的焊接工艺中,具有焊接速度快、焊接强度高、焊接接头美观等优点。