三切削刃BTA深孔钻钻削过程研究
BTA深孔钻结构及加工原理要点

BTA深孔钻的结构特点及加工原理要点bta深孔钻是内排屑深孔钻的一种典型结构,它是在单刃内排屑深孔钻的基础上改进而成,其切削刃呈双面错齿状,切屑从双面切下,并经双面排屑孔进入钻杆排出孔外。
bta深孔钻切削力分布均匀,分屑、断屑性能好,钻削平稳可靠,钻削出的深孔直线性好。
1、BTA深孔钻的结构特点BTA深孔钻具有以下结构特点:(1)刀体上分布有外刃刀片、中刃刀片、内刃刀片、导向块和双面排屑孔,并通过刀体上的浅牙多头矩形螺纹与空心钻杆联接。
(2)钻芯部分由内刀刃代替了麻花钻的横刃,从而克服了麻花钻横刃较长、轴向阻力较大的缺点;由于钻芯相对于钻孔轴心线偏移了一段距离,加工时钻芯处刀刃低于中心处刀刃,因此会形成一个导向芯柱,使钻头具有较好的导向性,钻孔时不易偏斜,该导向芯柱增长到一定长度后会自行折断并随切屑一起排出。
(3)主刀刃采用非对称的分段、交错排列形式,可保证分屑可靠,并避免用整体硬质合金刀片磨削卷屑槽、分屑槽时易产生裂纹的情况。
(4)刀片材料可采用几种不同牌号的硬质合金,以适应各部分结构对耐磨性和强度的不同要求,如钻芯部分切削速度低、切削力大,在切屑挤压作用下易发生崩刃,可选用韧性较好的硬质合金刀片;钻头外缘部分则可选用耐磨性较好的硬质合金刀片。
2、BTA深孔钻的加工原理BTA深孔钻在普通车床上的工作情况:被加工工件由车床大拖板上的v形铁定位并用螺栓压板夹紧。
钻孔加工时,钻杆由主轴内的专用夹头夹紧并在主轴带动下旋转,工件则由大拖板带动作进给运动。
机床工作台上安装了进液器,并通过o形密封圈与工件左端面密封连接。
加压切削液由进液器的进液口注入,经过钻杆外径与孔壁间的缝隙流入切削区,对进行冷却,切屑随同切削液一起由钻杆内孔通过专用夹头的出液口从排液箱排出。
切削液可采用浓度5%的乳化液;切削用量可选用:v=60~90m/min,s=0.035~0.23mm/r。
由于钻杆细长,容易变形,因此在机床导轨上安装了活动中心支承,可对钻杆的任意位置进行支承。
BTA深孔钻削智能纠偏技术研究
0 3 0 0 5 1 ; 2 . 西安工业大学 , 陕西 西安 7 1 0 0 3 2 )
摘
要: 基 于 目前 深 孔钻 削过源自程轴 线偏 斜技 术难 题 , 针对 B T A ( B o r i n g a n d T r e p a n n i n g A s s o c i a t i o n ) 深 孔钻 削过 程 出现 走偏
U n i v e r s i t y , S h a n x i X i ’ a n 7 1 0 0 3 2 , C h i n a )
Ab s t r a c t : A c c o r d i n g t o t h e c u r r e n t t e c h n i c a l p r o b l e m s o fa x i s d e v i a t i o n d u r i n g d e e p - h o l e d r i l l i n g p r o c e s s i n g , i n o r d e r t o s o l v e t h e p h e n o m e n o n f o d e v i ti a o n i n B T A ( B o r i n g a n d T r e p a n n i n g A s s o c i a t i o n ) d e e p - h o l e d r i l l i n g , a m e t h o d f o i n l a y s m i n i tu a r e c h e c k v a l v e i n d r i l l s h a n k s i u s e d , t h r o u g h t h e c h a n g e f o c u t t i n g lu f i d l f o w p r e s s u r e , c h e c k v a l v e s i o p e n e d a n d c l o s e d i n t e l l i g e n t y, l w h i c h s i o n l y a p p l i c a b l e t o t h e p r o c e s s i n g m e t h o d fw o o r k p i e c e r o t ti a o n nd a t o o l e d . D u r i n g t o o l i n g p r o c e s s i n g ,
三切削刃BTA深孔钴钴削过程研究

而 o t
三切 削 刃 B TA 深 孔 钴 钴 削 过程 研 究
关世玺, 国勇 范
( 北 大 学 机 电工 程 学院 , 中 山西 太原 0 0 5 ) 3 0 1
摘 要 : 通过 试验 对 3个切 削刃 B A 深 孔钻 削过程进 行 了研 究 , T 主要 分 析 了在 特 定 的深 孔奈 件 下切
1 试 验 设 备和 步 骤
整个试 验 系统主要 由深孔 钻床 和数据测 试 装置
组成。
2 切 屑 的 变 形
2 1 3条切 屑 刃上 的切屑 变形 . 根据 金 属 切削 原 理 , 切屑 变 形可 以用 下 列公 式
得到:
y CS O
1 1 试 验 设 备 .
1 )冷却 系统 。冷却液 流动速 度 q 0 / i, :1 0 L r n a 冷却液 压力 P 2 8 MP , 却 液 为 机 油 和 煤 油 的 一 . a冷
道 截面是 钻头 的喉部 , 际可用 的排屑 空间很 有 限 , 实 较 易造 成在钻 削过 程 中 产生 啃钻 、 向振 动 和 受 力 轴
涂层 刀片推 荐寿命 值 的 8 作 为 刀具 的 寿命 标 准 , O, 9 6
这个数 值也 适用 于通 用 的 B A 类 型 的钻 头 的工作 T 寿命 。 1 2 试验 步骤 . 1 )安装好 工件及 刀具 系统 ;
式 中: P为工件 材料 的密度 。
BTA内排屑深孔钻断屑机理及槽型设计
BTA内排屑深孔钻断屑机理及槽型设计
汽轮机低压加热器管板是核电设备的重要组成部分,加热器管板上的深孔加工难度较高。
BTA(Boring and Trepanning Association)内排屑深孔钻因生产效率高、加工质量好被广泛的应用于低压加热器管板的深孔加工,但由于被加工材料的韧性高,断屑和排屑较难,针对上述问题,本文提出了一种以车代钻的试验方法,主要从深孔钻钻削模型、各个切削刃不同角度下对切削力和断屑的影响规律等方面展开研究。
首先,针对BTA深孔钻封闭的使用环境,建立以车代钻的试验模型:不改变外刃、中间刃和中心刃的尺寸和角度,并保证各刃相对于深孔钻的位置不变,通过在工件端面进行切削加工,来模拟各个切削刃的加工过程。
其次,以钻削力为研究对象:通过对深孔钻外刃、中间刃和中心刃分别设计角度正交实验,分析了各切削刃的不同角度对切削力的影响规律,利用极差分析以切削力为研究对象,得到了各个切削刃的最佳角度组合。
再次,以断屑效果为研究对象:切屑的卷曲半径是切屑弯曲的重要指标,分析了各个切削刃的切屑形态,通过极差分析分析了各切削刃的不同刃倾角、后角和偏角对切屑的卷曲半径影响规律,发现各角度的变化对中心刃切屑的卷曲半径影响有限。
最后,针对深孔钻中心刃断屑难的问题,利用有限元仿真,建立了中心刃钻削模型,分析了不同槽宽(2n参数下的切削力、切削热和切屑的形态,得到了中心刃最佳的(2n参数对断屑的影响规律。
在BTA深孔加工中导向块作用的研究综述

译文学院:专业:学号:姓名:指导教师:江苏科技大学年月日在BTA深孔加工中导向块作用的研究综述R.Richardson , R.Bhatti英国格林威治大学工程学院摘要综述是由关于导向块在BTA深孔机加工过程中的作用的文献所组成的。
工艺和表现及导垫的抛光作用之间的联系是被检查的。
先前已被描述为完成工序的抛光操作实际上是在一个极其滥用的过程。
据表明,在抛光过程中导向块与切割面的接触面积最好只有其投影面积的1.2%。
此外,没有润滑膜能够在该导向垫的前存在。
关键字:导向块,力系统,,打磨,表面完整性,流体力学,磨损1.介绍BTA加工被证明是加工高长径之比,平行度,直线度,圆度和表面纹理孔的最经济的方法之一[1-3]。
高压冷却剂被送到孔的内径和管状钻柄外表面之间的外部。
切屑和流体回流是直接通过钻头的内部和通过定向管状钻柄的外部。
极高的流速是所产生的切割面,而不像枪钻,切屑在工具和孔之间被困住的可能性是可以避免的[4]。
该方法主要利用单刃刀具。
一个BTA钻头提供了提供了一个不对称的切割边缘(或边缘)通过设在切割边缘之后大约90和180的导向块来平衡。
由刀具已经进入工件后的孔壁提供引导。
BTA过程最初是由Beisner开发并1943年在德国获得专利,这个过程主要作为副产品来自德国二战技术[5]。
有两种类型的工具,一些最初由西德的海勒公司制造,另一些由瑞典的山特维克制造。
BTAH工具通常具有一个单件的硬质合金的切削刃。
山特维克在BTAH头已产生变化称为单管系统(STS)。
BTA(STS)山特维克头(之前被称为BTAS)有三个硬质合金定位技巧以至于得到重叠的部分。
这些技巧被定位以至于切削力被平衡,从而减小导向块上的压力。
2.BTA工具海勒设计的一个典型的钻削钻头如图1所示。
这说明了形成切削刃的三硬质合金片和被铜焊到钢钻体的两个导向块。
切削刃被分成三个部分,即外,中间和内缘。
内边缘是颠倒的,以至一个边缘而不是一个点是在中心旋转。
BTA深孔钻削智能纠偏技术研究

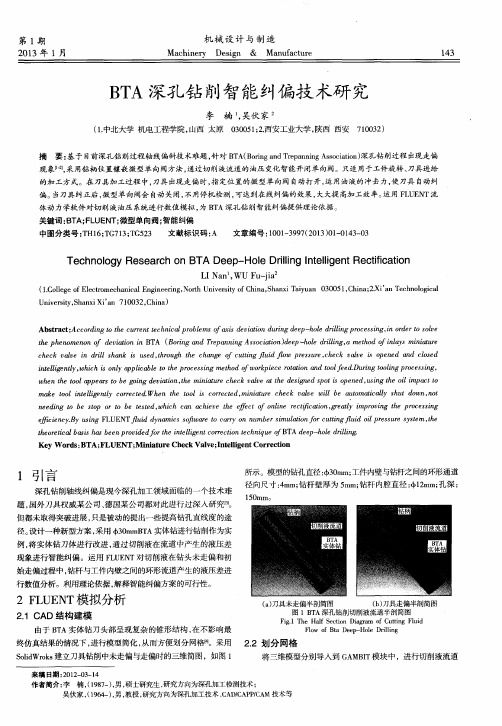
BTA深孔钻削智能纠偏技术研究李楠;吴伏家【摘要】基于目前深孔钻削过程轴线偏斜技术难题,针对BTA(Boring and Trepanning Association)深孔钻削过程出现走偏现象[1-2],采用钻柄位置镶嵌微型单向阀方法,通过切削液流道的油压变化智能开闭单向阀只适用于工件旋转、刀具进给的加工方式.在刀具加工过程中,刀具出现走偏时,指定位置的微型单向阀自动打开,运用油液的冲击力,使刀具自动纠偏.当刀具纠正后,微型单向阀会自动关闭,不用停机检测,可达到在线纠偏的效果,大大提高加工效率运用FLUENT流体动力学软件对切削液油压系统进行数值模拟,为BTA深孔钻削智能纠偏提供理论依据.%According to the current technical problems of axis deviation during deep-hole drilling processing,in order to solve the phenomenon of deviation in BTA (Boring and Trepanning Association)deep-hole drilling,a method of inlays miniature check valve in drill shank is used,through the change of cutting fluid flow pressure,check valve is opened and closed intelligently,which is only applicable to the processing method of workpiece rotation and tool feed. During tooling processing, when the tool appears to be going deviation,the miniature check valve at the designed spot is opened,using the oil impact to make tool intelligently corrected.When the tool is corrected,miniature check valve will be automatically shut down,not needing to be stop or to be tested,which can achieve the effect of online rectification,greatly improving the processing efficiency.By using FLUENT fluid dynamics software to carry on number simulation for cutting fluid oil pressure system,the theoretical basis hasbeen provided for the intelligent correction technique of BTA deep-hole drilling.【期刊名称】《机械设计与制造》【年(卷),期】2013(000)001【总页数】3页(P143-145)【关键词】BTA;FLUENT;微型单向阀;智能纠偏【作者】李楠;吴伏家【作者单位】中北大学机电工程学院,山西太原030051;西安工业大学,陕西西安710032【正文语种】中文【中图分类】TH16;TG713;TG5231 引言深孔钻削轴线纠偏是现今深孔加工领域面临的一个技术难题,国外刀具权威某公司、德国某公司都对此进行过深入研究[3]。
BTA深孔钻切削过程实验研究
! 切削实验方案
!7 % 机床的改装与冷却润滑系统的配置
实验系统如图 % 所示,主要由改装结构的普通机床和深孔 加工所需的冷却润滑系统组成。 &$’(%)* 普通车床能够满足切削切率实验件孔径加工的 要求,并且该机床的加工范围最大工件长度为 ! 米,也能满足 实验要求。 由于 "#$ 深孔钻头要求切削液具有高的压力和 / 或 0 大的 流量,切削液的传输装置应能将切削液沿钻杆和钻头的外部送 达切削刃,再由那里通过钻头和钻杆的内部带着切屑排出。固 冷却润滑系统主要由受油器、 油箱、 积屑箱、 油泵、 电机和相应
参考文献
0 G/ P?>*Q@>’?:R?>@S =/ H/ =/ H’->*S J/ G/ G>*R>@/ K* T*U:’#)$>#)&* E&@ #?: G#&%?>’#)% =&Q:T)*$ &E #?: V:’DT#>*# 9&@%: GA’#:- )* IJK B::W X&T: =>%?)*)*$/ T*#/ Y/ V:’/ 0Z2! 17 , " . 6!8 3 687/ 1 [/ V>&S =/ G/ G?D*-D$>-/ \:>@ G#DQ):’ )* I&@)*$ J@:W>**)*$ K’’&%)>#)&* B@)TT)*$/ \:>@/ 0Z22/ 01" 77 3 "7/ 机械设计与制 7 刘俊来等 / 小直径单刃外排屑深孔加工系统的研制, 造 / 0ZZ"/ " 72 3 7Z/ 管光晋译 / 深孔加工 / 国防工业出版社, " 斯温哈特编, 0Z8"/ 萧诗纲 / 切削用量手册 / 机械工业出版社, 0Z2"/ ! 艾兴, 6 陈日曜编 / 金属切削原理 / 机械工业出版社, 0Z2!/ 8 =/ P/ G?>]/ =:#>T PD##)*$ [@)*%)WT:’/ PT>@:*Q&* [@:’’S H^E&@Q/ 0Z2"/
三级钻孔加工法,孔深与径比超过100也能做
三级钻孔加工法,孔深与径比超过100也能做正常钻削技术所生产的孔,其孔深极少超过5倍直径,而在深孔钻削中,此比例可高达150﹕1,并且任何孔深大于5倍直径都应称为深孔。
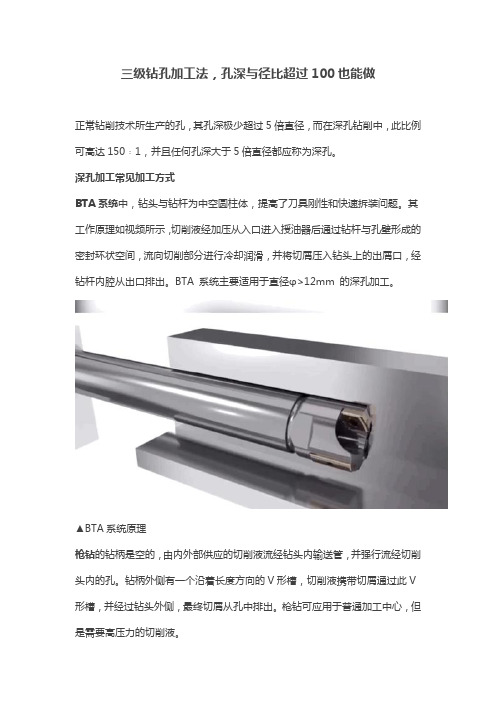
深孔加工常见加工方式BTA系统中,钻头与钻杆为中空圆柱体,提高了刀具刚性和快速拆装问题。
其工作原理如视频所示,切削液经加压从入口进入授油器后通过钻杆与孔壁形成的密封环状空间,流向切削部分进行冷却润滑,并将切屑压入钻头上的出屑口,经钻杆内腔从出口排出。
BTA 系统主要适用于直径φ>12mm 的深孔加工。
▲BTA系统原理枪钻的钻柄是空的,由内外部供应的切削液流经钻头内输送管,并强行流经切削头内的孔。
钻柄外侧有一个沿着长度方向的V形槽,切削液携带切屑通过此V 形槽,并经过钻头外侧,最终切屑从孔中排出。
枪钻可应用于普通加工中心,但是需要高压力的切削液。
▲枪钻系统示意图深孔加工任务实例某壳体零件(见图)有两个直径4mm、1个直径5mm且深度都超过700mm 的深孔。
普通设备无法加工,必需使用专用的深孔加工设备——数控深孔钻床。
数控深孔钻机床是专门用于深孔加工的数控设备,加工的孔径小、深度大,孔径与孔深比达到1﹕100,一般的数控设备无法完成。
▲深孔零件数控深孔钻工作原理是采用不对称切削加工,不需用传统的中心钻来完成定位要求。
▲数控深孔钻深孔加工方案改进过程经过反复试验,1个深孔加工动作宜采用“三级加工法”:定位钻削、导向钻削及正常钻削,称为“三级钻孔技术”。
三级钻孔需要根据不同的钻孔深度采用不同的切削速度目前机床自带的数控钻孔指令只能完成1个钻孔深度和1个切削速度,如何使用常用的钻孔指令来实现三级钻孔可分两种方法:①手动干预:根据不同的钻孔深度,人为的手动来进行调节切削速度。
②重复进给:对同一个孔分别进行编制3个钻孔程序,指令不同的钻孔深度和切削速度,进行重复操作。
深孔加工改进方法对于上述两种方法的弊端,开发一个三级阶梯钻削指令方案。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
变形,C为与3个切削刃前角有关的常数。
该式表明,在BTA深孔加工过程中,轴向力与 3个切削刃所导致的切屑变形是线性关系。
4 磨损
在深孑L钻削试验中,BTA钻的磨损数据可以通
过测量获得。由
錾 试验数据可以得
出BTA钻的寿命
曲线,如图2所 示,这条曲线与泰 勒曲线相似,即随
哦o.3
鼯
0
着切削速度的增 加,低磨损区域减
1)安装好工件及刀具系统; 2)启动机床主轴及冷却液系统; 3)启动测量装置系统,调试好各信号线路; 4)设定好切削参数进行加工,同时采集信号; 5)对采集到的信号数据进行分析、处理。
2切屑的变形
2.1 3条切屑刃上的切屑变形
根据金属切削原理,切屑变形可以用下列公式
得到:
/
y一五面C丽OS‘2
(1)
3切削力与切屑变形
钻头上的切削力主要由3条切削刃上的切削
力、冷却液体压力、ຫໍສະໝຸດ 向块和已加工孔表面的摩擦力组成。该试验的钻孔直径为025 mm,只对轴向切 削力E进行了测量,并考虑到试验条件取同样的
切削深度,轴向力E是通过力传感器测量得到的。
通过对测量数据分析可以得出,当钻削速度口增加
的时候,轴向切削力只将会下降;当进给量,增加 时,轴向切削力E会上升。
F,=A∑y+B
(4)
式中;A和B是与加工条件有关的常数;∑7是3条
切削刃产生的切屑总变形。 外刃、中间刃、内刃的轴向力与切屑变形的函数
关系可以分别表示为:
Fo,=kl’,t o,(1.4%+Co)
(5)
F。=kP,to厂(1.4y埘+Co)
(6)
F打=kF,t o,(1.4竹+Ci)
(7)
式中:k为与加工条件有关的常数,E为最大剪切变 形量,t。为切削深度,扎为3个切削刃分别产生的
的切屑变形最大,3个切削刃(内刃、中间刃、外刃)的切削力和切屑变形的总体变化趋势是相同的。
关键词:BTA深孔钻头;切屑变形;切削力;刀具磨损
中图分类号:TG 713.1
文献标志码:A
在通常的机械加工过程中,一般都具有较大的 排屑空间,能够保证切屑正常排出。但是在钻削过 程中,尤其是对内排屑深孔钻削,由于其最小排屑通 道截面是钻头的喉部,实际可用的排屑空间很有限, 较易造成在钻削过程中产生啃钻、轴向振动和受力 分布不均等现象。在BTA深孔加工过程中,高效 率、恒稳定的排屑过程是保证正常钻削的必备条件。 通过研究钻头和工件间的相互作用力,来确定各种 不同加工条件下的切屑变形、切削力和切削刃磨损 情况是非常关键的。但是,用纯理论的方法难以得 到准确的数值,借助于试验的方法获得较为合理的、 对实际加工工艺有借鉴的数值是一个有效的办法。
mV,工作温度为一40~110。C。
3)信号放大器。精度为2%,响应频率为3
‘
kHz,拟定输出量<5 mV。
4)钻头刀片材料采用YG类硬质合金刀片。
5)工件材料为不锈钢0Crl8Ni9,钻孔直径为
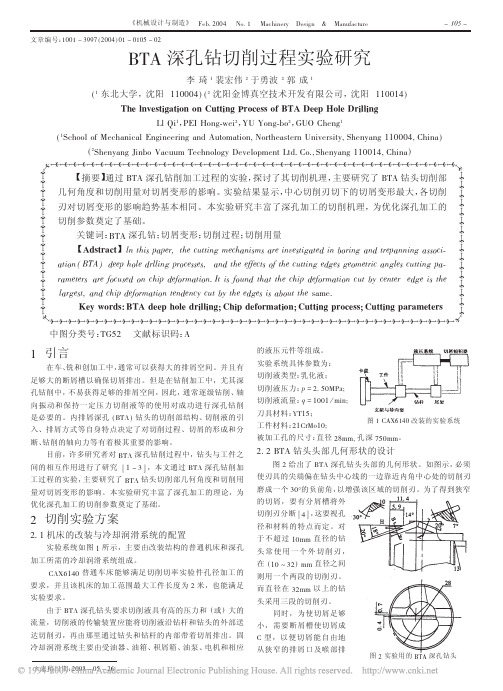
西25 mm,长径比80:l。 图1是BTA钻中
头的典型结构,其头
部油孔设计成偏离钻
头中心线。为了得到 窄而短的小c形切屑
根据试验数据,BTA深孔钻的轴向力经验公式 估算为E=38 994fo·96V-0·148(N)。
同时研究发现,该公式给出的进给与对应的轴
向力变化不是线性的,这是由于加工过程中钻头导 向条和工件已加工表面之间存在摩擦。
从试验数据还可以看出,深孔钻的轴向力和3
个切削刃产生的切屑总变形可用式(4)表示。
[参考文献]
[1]王俊.现代深孔加工技术[M].哈尔滨:哈尔滨工业大 学出版社,1981. [2]王世清.深孔加工技术[M].西安:西安工业大学出版 社,2003. [31马新,周长城.数据采集与处理技术[M].西安:西安交 通大学出版社,1999.
作者简介:关世玺(1967一),男,工学硕士,副教授,研究方向 为先进制造技术。
图2 BTA钻头磨损曲线图
小;当钻削温度达到刀具材料熔化点时,刀具磨损的
速度迅速增大。
5 结语
通过对BTA深孔钻削试验数据的分析研究, 表明在深孑L加工过程中内刃所产生的切屑变形量最 大,而切屑的变形量随着进给速度的增大而增加,随 着前角和切削速度的增大而减小。另外,通过试验 数据对钻削时的轴向力经验公式进行了改进,并得 到了BTA钻头内刃磨损曲线(与泰勒曲线相近)。 这些研究结果,对在线控制BTA深孔钻削的切屑 形态和掌握BTA钻头磨损规律提供了依据。
最大,中间刃切削产生的切屑变形量次之,外刃切削
时切屑的变形量最小。
《新技术新工艺》·数字技术与机械加工工艺装备 2008年 第12期
·79·
万方数据
其原因是3条切削刃上的前角不同,内刃的前 角口一般是一25。~一30。,而另外2条切削刃的前 角口的范围是O。~2。。根据切屑变形原理,内刃切 削时的切屑变形要比另外2条切削刃的大,这和加 工轨迹所显示的结果一致。
收稿日期:2008年7月25日
责任编辑周守清
·80·
《新技术新工艺》·数字技术与机械加工工艺装备 2008年 第12期
万方数据
三切削刃BTA深孔钻钻削过程研究
作者: 作者单位: 刊名:
英文刊名: 年,卷(期):
关世玺, 范国勇, GUAN Shixi, FAN Guoyong 中北大学,机电工程学院,山西,太原,030051
图1 BTA钻头结构图
形态,切削刃被分为3个部分,即内刃、中间刃和外 刃。切削刃的设置取决于孔径的大小和工件的材料 属性,以保证切屑容易排出。刀具的寿命测试是根 据自导向钻头在满足正常生产要求进行的,即按照 涂层刀片推荐寿命值的80%作为刀具的寿命标准, 这个数值也适用于通用的BTA类型的钻头的工作 寿命。 1.2试验步骤
三切削刃BTA深孔钻钻削过程研究
关世玺,范国勇
(中北大学机电工程学院,山西太原030051)
摘 要:通过试验对3个切削刃BTA深孔钻削过程进行了研究,主要分析了在特定的深孔条件下切
屑变形和钻削力的情况。通过对测试系统所得到的试验数据进行评估和证实,阐述了BTA深孔钻轴向
力的组成和切屑变形、刀具磨损以及钻削力之间的关系。研究结果表明,钻头的内刃在切削过程中产生
此外,3个切削刃的切削线速度不同,外刃的切 削线速度最大,中间刃次之,内刃最小,这同样会造 成内刃切削时切屑的变形量比其他2条切削刃产生 的切屑变形量要大。 2.2切削参数对切屑变形的影响
切屑变形受深孔钻削加工条件的影响,可以从 分析切削刃前角、切削速度和进给量得出其规律:当 切削速度增加时,切屑的变形将减小;当进给量增加 时,切屑的变形将增大;当切削刃前角增大时,切屑 的变形将减小。
cot。一垒丛上二呈坐
(2)
。
COsa
式中:7为切屑变形程度,口为切削刃前角,妒为切削
剪切角,t。是切削厚度。t:则可以通过测量切屑的长
度l和重量w得出,即
£,:里
(3)
pwl
式中:p为工件材料的密度。
利用上面的3个公式就可以由加工过程得到切
屑的变形程度。 从试验可以得知,3条不同的切削刃上所产生
的切屑变形量是不同的,内刃切削时切屑的变形量
1试验设备和步骤
整个试验系统主要由深孔钻床和数据测试装置 组成。
1.1试验设备
1)冷却系统。冷却液流动速度q=100 L/min,
冷却液压力P=2.8 MPa,冷却液为机油和煤油的
混合液(机油65%,煤油35%)。 2)传感器。采用WYGl通用型压力传感器,其
测量范围为0~200 MPa,输出信号:满程≤士5
新技术新工艺 NEW TECHNOLOGY & NEW PROCESS 2008(12)
参考文献(3条) 1.马新;周长城 数据采集与处理技术 1999 2.王世清 深孔加工技术 2003 3.王俊 现代深孔加工技术 1981
本文链接:/Periodical_xjsxgy200812027.aspx