脉冲枪理论背景与使用方法-修改1st版
脉冲水枪使用的注意事项

脉冲水枪使用的注意事项
脉冲水枪是一种以压缩空气为动力的特勤器材,目前已经在消防部队广泛使用,主要用于建筑物初期火灾、电器火灾、小型油类火灾和汽车火灾等。
脉冲水枪是具有一定技术含量的产品,其操作使用要求较为规范,正确使用与否关系能否充分发挥其威力,较好地完成火灾扑救任务。
一、各种接头连接要牢固,以确保气密性和安全使用。
如减压阀与气瓶阀的连接,压力胶管和枪体的连接,水管与罐体的连接等。
二、操作使用时要保持正确的姿势,以达到良好的射击灭火效果,避免后坐力伤人。
操作人略站成弓步,并使枪体竖起45度角,枪托顶住肩窝处,打开水阀及保险开关,待2-3秒后水枪管内注满水后,关闭水阀,将枪口对准火源,扣扳机发射,枪口切不可对人。
三、前后两次喷射时间间隔大约为3秒,以便操作人员确定下次喷射目标,以及使前一次水雾在火中起到最大的冷却效果。
需要连续发射,要将水阀打到开的位置。
四、脉冲枪连续使用20枪后要用专用工具紧固枪口,以保证枪口不偏离中轴。
五、使用脉冲枪扑救不同物质火灾,可在水罐中添加各种灭火剂或反应剂,以增强灭火效果。
脉冲激光器分析ppt课件
7.1Q-调制激光器基本原理
14
激光原理 陈历学 2011年2月
714-2
第七章 脉冲激光理论
7.1Q-调制激光器基本原理
15
激光原理 陈历学 2011年2月
714-3
714-3
第七章 脉冲激光理论
7.1Q-调制激光器基本原理
16
激光原理 陈历学 2011年2月
714-3
714-4
第七章 脉冲激光理论
7.1.1.Q调制激光器基本原理
图 7.1-1为调 Q 过程的示意图。
在 t<0 时,损耗为 H ,腔内光子寿命为 H,相应的阈值为
711-3
第七章 脉冲激光理论
7.1Q-调制激光器基本原理
4
激光原理 陈历学 2011年2月
7.1.1.Q调制激光器基本原理
图 7.1-1为调 Q 过程的示意图。 在 t<0 时,损耗为 H ,腔内 光子寿命为 H,相应的阈值为
如此不断重复,便产生一系列小的尖峰脉冲。
由于每个激光脉冲都是在阈值附近产生的,所以输出脉冲的峰值 功率较低,一般为几十千瓦数量级。
增大输入能量时,只能使尖峰脉冲的数目增多,而不能有效地提 高峰值功率水平。同时,激光输出的时间特性也很差。
711-1
第七章 脉冲激光理论
7.1Q-调制激光器基本原理
2
激光原理 陈历学 2011年2月
声光调Q开关时间一般小于光脉冲建立时间,属快开关类型。
由于开关的调制电压只需100多伏,所以可用于低增益的连续激 光器,可获得峰值功率几百千瓦、脉宽约为几十纳秒的高重复率巨 脉冲。
但声光开关对高能量激光器的开关能力差,不宜用于高能调Q激 光器。
722-3
脉冲气压喷雾水枪通用技术条件(城市消防行业标准)

脉冲气压喷雾水枪通用技术条件1范围本标准规定了脉冲气压喷雾水枪的术语和定义、分类与型号、技术要求、试验方法、检验规则、标志、包装、运输、贮存和使用说明书等。
本标准适用于脉冲气压喷雾水枪。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 3280—1992不锈钢冷轧钢板GB/T 3323—1987钢熔化焊对接接头射线照相和质量分级GB/T 4237—1992不锈钢热轧钢板GB 4351—1997手提式灭火器通用技术条件GB 8109—1987推车式灭火器性能要求和试验方法GB/T 14975—2002结构用不锈钢无缝钢管GB/T 14976—2002流体输送用不锈钢无缝钢管质技监局国发[2000]250号气瓶安全监察规程3 术语和定义下列术语和定义适用于本标准。
3.1脉冲气压喷雾水枪impulse air pressure spray gun利用压缩空气的急剧膨胀与水撞击混合后,以脉冲的方式喷射出高速超细水雾的灭火装置。
脉冲气压喷雾水枪通常由气瓶、水箱、气雾喷射器、减压阀及各种胶管和快换接头等部件组成。
注:超细水雾粒子的平均直径为2μm~200μm。
3.2气雾喷射器air-spray squirt gun由压缩空气驱动以脉冲的方式喷射水雾的部件。
气雾喷射器由贮气筒、蓄水筒和快速阀三大部分构成。
3.3背托backup device用于支承水箱及气瓶,便于操作者背负的托架。
3.4保险safety device用于防止扳机的意外操作的部件。
3.5扳机trigger用于打开快速阀的部件。
3.6喷射距离spray range喷射水雾散落密集处中心至喷射口中心在地面上的垂直投影点之间的水平距离。
1550脉冲光纤激光器使用说明
脉冲激光器操作面板使用说明书使用本产品前请务必详细阅读本说明,如有疑问请及时联系我们!版权声明本公司对其发行的或与合作公司共同发行的包括但不限于产品或服务的全部内容拥有版权等知识产权,受法律保护。
未经本公司书面许可,任何单位及个人不得以任何方式或理由对上述产品、服务、信息、材料的任何部分进行使用、复制、修改、抄录、传播或与其它产品捆绑使用、销售。
凡侵犯本公司版权等知识产权的,本公司必依法追究其法律责任。
特此郑重声明!敬告:为避免硬件误差,我们在本产品的软件中进行了参数修正,请使用对应SN编号的软件,以获得最大精确度!2011年7月1背景脉冲激光器操作面板的开发是基于为广大用户提供更为良好的用户界面,旨在为用户提供更方便更快捷的服务。
编写本手册最主要的的目的,是为广大用户说明本软件的使用方法和注意事项。
2界面介绍及术语解释3界面性能系统上电后,上位机与下位机通过串口通信,由中断触发通信,每次通信时长不等,约200ms 至400ms间,第一次获取系统状态。
对系统参数进行操作时,当光源状态刷新速度为fast 时,每个操作反馈时长不等,约200ms至800ms内,系统会有反馈。
4运行环境硬件设备要求本界面采用串口通信,用户端至少需要一个串口,若无串口,需将其他类型接口转换为串口。
5安装与初始化1.双击STC_ISP_V480.exe,会出现串口调试界面,将其关闭。
完成串口控件的注册!2.若用户使用USB端口转化为串口,还需安装driver-232文件夹下的驱动。
3.双击“M14******PFL.EXE”,即会出现脉冲激光操作面板界面。
6操作说明1.点击串口选择下拉窗口,进行串口选择。
2.单机选择后,会弹出窗口。
显示打开成功。
3.选择光源状态刷新间隔,并按确定。
此时可以观察到界面下端的编辑框中会有数据出现,并不断变动,说明连接成功。
此时便可以开始对激光器进行操作。
4.内外触发,与激光开关的使用:内外触发方式的选择:单击更改触发方式即可改变触发方式。
脉冲激光器操作规程

脉冲激光器操作规程一、引言本操作规程适用于脉冲激光器的使用和操作。
脉冲激光器是一种高强度、短脉冲的激光设备,具有广泛的应用领域,包括材料加工、医疗美容、科研实验等。
正确的操作和使用脉冲激光器对保障人身安全和设备正常运行至关重要。
本规程旨在提供一套可行的操作指南和注意事项,以确保脉冲激光器的安全操作和使用。
二、脉冲激光器的基本原理与组成1. 基本原理:脉冲激光器利用光学放大器将其它能量源(例如激光二极管、气体放电等)产生的光信号进行增益放大,得到高能量、短脉冲宽度的激光输出。
2. 组成:脉冲激光器主要由激光源、谐振腔、Q开关和输出耦合组成。
其中,激光源产生初始激光,谐振腔对激光进行稳定放大,Q开关控制脉冲宽度和重复频率,输出耦合将激光输出。
三、脉冲激光器操作前的准备工作1. 确认设备完整性:在操作脉冲激光器之前,必须检查设备是否完整、运行正常,各部分是否连接良好,没有明显的损坏或故障。
2. 操作人员准备:操作脉冲激光器的人员必须穿戴符合要求的个人防护装备,包括护目镜、防护手套、防护服等。
3. 环境准备:操作脉冲激光器的环境必须干燥、通风良好,并远离易燃物品和易爆物品。
四、脉冲激光器操作步骤1. 打开电源:按照设备操作手册的要求,正确打开脉冲激光器的电源,并确保电源供应稳定,符合设备的要求。
2. 启动激光器:按照设备操作手册的要求,依次操作启动激光器的开关,控制激光器的启停、模式选择和调节等功能。
3. 脉冲参数设置:根据实际需求,设置脉冲激光器的参数,包括脉冲宽度、脉冲能量和重复频率等。
4. 激光输出监测:在激光输出前,必须进行激光输出功率的监测,确保输出功率符合要求,并记录监测结果。
5. 操作安全保护:在操作过程中,必须遵守操作安全规范,严禁直接注视激光束,避免激光辐射对眼睛和皮肤的伤害。
6. 操作结束:操作完成后,按照设备操作手册的要求,逆序关闭激光器及相关设备,并将设备恢复至初始状态。
五、事故应急处理在使用脉冲激光器过程中,可能会出现突发状况或事故。
超短脉冲 论文 PPT

四、超短脉冲激光应用
• 超短脉冲激光应用
高速电子测试:高速电子设备开发过程中测试是非常重要一环, 而测试设备往往比被测试的设备速度还慢。现在最快的电子设备 达到了ps范围,那么飞秒激光可以很容易的产生亚ps的电子脉冲 对高速电子设备进行测试。 激光-等离子体相互作用:用光强大于1013W/cm2的激光照射固体材 料时,可以将原子中的电子电离出来,形成激光诱导等离子体。 在100fs的时间尺度上,等离子体中的自由电子来不及逃逸,可以 研究温度高达百万度的密度与固体相近的等离子体。 短波长辐射产生:高强度可见光波段超短脉冲激光可以通过更高 阶次非线性谐波产生过程或泵浦x-射线激光器来产生真空紫外和 x-射线波段的相干短波辐射。例如相干短波辐射可用来研究DNA的 微观结构。
二、 超短激光脉冲的现状
固体激光器直接产生的脉冲宽度已缩小到了5fs。经过压缩的最短脉冲为4fs。经过放大、压缩,人 们已经得到了输出脉宽5fs,单脉冲能量5nj,重复频率1MHz和脉宽5fs,单脉冲能量0.5mj,重复频率 1KHz的超短脉冲激光。 出现了用半导体激光器(LD)泵浦的全固体化的飞秒激光器,使飞秒激光器体积更小、工作更稳定、 寿命更长、使用更方便。 开发了多种激光介质和放大介质,除Ti:Sapphire外,尚有Cr3+:LiSAF, Cr3+: LiCAF,Cr4+:YAG,Nd:YVO4等;发展了宽调谐的飞秒OPO及OPA,拓宽了飞秒激光的波长可调谐范围。目 前OPO的频率已可覆盖178nm-20μ m,而OPA则可以做到6.3fs、5J,波长550nm-700nm;4fs、1J,波长 900nm-1300nm。 出现了全光纤的超短脉冲激光器。 发展了单次或重复频率10Hz的桌上型TW (1TW=1012W )级固体飞秒激光器,取代了原来体积庞大、价 格昂贵、投资高出数十倍的高功率飞秒激光系统。这类系统的峰值功率已达100TW以上,可以提供 1020W /cm2的功率密度,为开展强场物理研究创造了条件。目前已经利用25fs的高功率激光脉冲在 氦气中实现了221次的高次谐波,从而获得了相干的可调谐的已进入水窗范围的X射线。
脉冲MAG

脉冲MAG0 序言随着船舶制造、压力容器、重型机械等行业设备的大型化及重型化,中厚板对接焊的应用越来越普遍,其打底焊接效率的提高对整个焊接制造周期起着重要作用[1].目前,常用的中厚板打底焊方法有TIG 电弧填丝焊和背面加辅助措施的熔化极气体焊(MIG/MAG)以及埋弧焊. TIG电弧填丝打底焊过程稳定,但由于其熔化能力有限,焊接速度较慢,焊接效率较低[2]. 背面加陶瓷衬垫的熔化极电弧打底焊,需要焊前在焊缝背面粘贴陶瓷衬垫以强制成形,增加了打底焊接参数的工艺裕度,但施加和去除衬垫过程增加了工艺环节,且在某些特定条件下该方法应用受到制约,如小直径管道和箱型结构焊接情况. 因此,开发新的焊接工艺,实现无需背面强制成形辅助措施、高效率的打底焊接具有广泛需求和重大意义[3].Yamane等人[4-6]开发了一种“变速摆动焊接”的焊接方法,此方法是采用MIG/MAG电弧沿着坡口前后变速摆动来实现中厚板打底焊接单面焊双面成形,其平均焊接速度为1.7 mm/s,焊接效率较低,且其焊缝背面成形均匀性较差,近似于由熔焊焊点搭接而形成. Yang 和Zhang等人[7-8]采用双面双弧焊接的方法可以实现中厚板无需强制垫板的焊接. 然而此方法限于中厚板满足两面同时焊接的特定位置焊接,如横焊或立焊的位置,平焊位置的双面双弧同时焊接的难度较大.张宗登博士的专著《潇湘竹韵——湖南民间竹器的设计文化研究》,是张博士近年最新研究成果的总结。
该书以湖南民间竹器为研究对象,以文化为研究背景,以设计为研究视角,从设计的角度剖析湖南民间竹器的一般性设计规律,从地域文化的角度分析湖南民间竹器的设计内涵与设计文化,进而构建湖南民间竹器的设计文化体系。
双电弧复合焊接是一类可以提高制造效率、改善接头质量的高效焊接方法. 许多有关MAG/MIG焊和TIG焊在保护气体、电流波形及与激光复合焊高效化改型方面被广泛地研究[9]. Li等人[10]采用MIG和TIG电源构建旁路耦合电弧焊接(DEGMAW),利用TIG焊钨极分流作用,实现了在母材低热输入情况下,焊丝高效熔滴过渡. Kanemaru等人[11]采用TIG-MIG复合焊接的方法改善了MIG焊在纯氩气保护条件下的电弧稳定性,同时提高了焊接质量和效率. Meng等人[12]采用TIG-MAG双弧复合焊接热源实现了高速的对接及堆焊焊接,成功抑制了高速焊接时驼峰及咬边等缺陷产生. 有关脉冲MAG-TIG双电弧共熔池热源焊接方法应用于中厚板打底焊接单面焊双面成形的研究还没有报道.文中采用脉冲MAG-TIG双电弧共熔池热源探索中厚板打底焊接单面焊双面成形工艺. 为了深入对脉冲MAG-TIG双电弧共熔池热源打底焊接单面焊双面成形机理进行研究,采用高速摄像视觉监测系统对TIG 电弧作用前、后脉冲MAG电弧等离子体及熔池液态金属流动形态进行了采集. 最后分析脉冲MAG-TIG双电弧共熔池热源中厚板打底焊单面焊双面成形稳定性增加的原因,为双电弧焊接时通过调控两弧之间的电磁力对前端MAG电弧加热位置起到调控作用,使得部分电弧热量直接作用于板材钝边上;同时TIG电弧的加热与振动促进熔池中液态金属向后上方运动,从而调节熔池液态金属流动以实现打底焊接单面焊双面成形稳定性增加.1 试验方法如图1所示,试验采用脉冲MAG-TIG双电弧共熔池串联的方式构建复合热源.焊接系统主要由S8-500A型脉冲MAG焊机系统、YC-500WX N型TIG焊机系统及ER50-C20型焊接机器人系统构成. 脉冲MAG电弧采用直流脉冲反接在前,TIG电弧采用直流正接在后.图1 脉冲MAG-TIG双电弧共熔池焊接系统示意图Fig. 1 Schematic diagram of system of pulse MAG-TIG double arc tandem welding试验材料采用300 mm × 150 mm × 24 mm 的Q235-B钢板,加工成40°V形坡口,钝边2.0 mm,间隙1.0 ~ 1.2 mm,如图 2所示. 焊丝选用直径1.2 mm的ER50-6低合金钢焊丝,MAG焊枪的保护气体为80% Ar + 20% CO2的富氩混合气体,流量为20 L/min;TIG焊枪的保护气体为纯度99.9%的氩气,流量为6 ~ 8 L/min. 焊接前将焊缝两侧20 mm范围内的铁锈、油污及其它杂质等清除干净. 焊接过程中MAG焊枪与TIG焊枪夹角α保持30°. 脉冲MAG焊的脉冲频率为166.7 Hz,其峰值电流440 A,基值电流120 A,占空比为0.56,其余参数见表1.为了研究脉冲MAG-TIG双电弧共熔池热源焊接过程中电弧等离子体形态和熔池流动状态,焊接过程中采用高速摄像机(2 000帧/s)对其进行实时监测. 采集前预先把中心波长为659.5 nm,半波宽度为9.4 nm的窄带滤光片置于高速摄像机镜头前部,以便于氩(Ar)谱线穿过,高速摄像机镜头高度与电弧高度平齐. 为了方便清晰地观察熔池状态,采用光强可调的氙灯进行辅助照明,且将相应滤光片置于高速摄像机镜头前. 摄像机镜头高于焊接熔池,向下倾角约45°,放置于垂直焊接方向上.写作最直接地体现了史铁生向死而生的生命意识。
LECPA系列脉冲制器简易操作手册
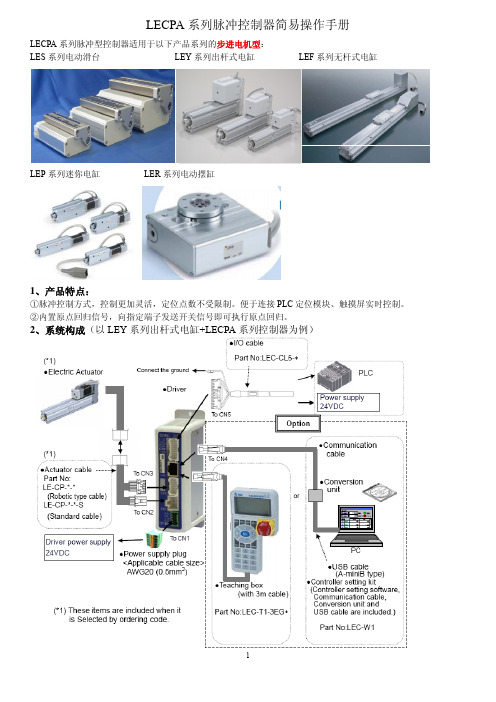
②-4 Step Data:程序编写界面。程序的编写、保存/打开、上传/下载。
名称
设定范围
说明
NO.
0~63
程序步号。仅第 0 步有效。
Move M
3 种可选项 (空白、ABS、INC)
此产品中无效。 (选择 ABS 或 INC,空白时会导致报警。)
注:2 脉冲型时,初始设置为 PP 脉冲正转(CW),NP 脉冲反转(CCW)。
7 SETUP 原点回归 SVON 时,SETUP 信号闭合将启动原点回归动作。
8 RESET
报警清除
出现报警时,RESET 信号闭合,控制器将输出信号 ALARM 变为 ON(ON 表示无报警)。
9 SVON
伺服 ON SVON 信号闭合时,电机通电,产生保持力,输出信号 SVRE 变为 ON。
程序步数据:下设 SAVE(保存),LOAD(载入)命令 参数:下设 SAVE(保存),LOAD(载入)命令 报警:下设 SAVE(保存)命令 捕捉:下设 Window(窗口)命令,抓取当前窗口截图 打印:下设 Window(窗口)、StepData(程序步数据)、
Parameter(参数)命令 退出本软件 ②View:下设命令包括
线号线色名称类型说明1茶黑1comdc24v正2茶红1comdc24v负3黄黑1np脉冲信号4黄红1np脉冲信号5浅绿黑1pp脉冲信号6浅绿红1pp脉冲信号7灰黑1setup输入信号原点回归8灰红1reset输入信号报警清除9白黑1svon输入信号伺服on10白红1clr输入信号偏差清零11茶黑2空12茶红213黄黑2warea输出信号区域内基本参数14黄红2busy输出信号运行中15浅绿黑2seton输出信号原点回归完成16浅绿红2inp输出信号定位完成17灰黑2svre输出信号伺服就绪18灰红2estop输出信号紧急停止19白黑2alarm输出信号报警20白红2area输出信号区域内步信息差动输入1脉冲型差动输入1脉冲型差动输入2脉冲型集电极开路输入2脉冲型开路集电极输入1脉冲型集电极开路输入1脉冲型5控制信号详解输入部分
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
• 调节肌肉紧张度
• 最后的目的是改善整体健康状态
适应症
• 适应症广泛:
– – – – – – – – – – – 头痛、颈痛、颈椎病 颞颌关节功能紊乱 肩痛、肩周炎 上臂痛、网球肘 手腕痛、腕管综合症 下腰痛、腰椎间盘突出症 脊柱侧弯症 髋、膝、踝痛 肌肉痉挛疼痛 疲劳不适 其他
禁忌症
禁忌症(相对的):
Damaged mechanoreceptors: 损坏的机械感受器: Disc 椎间盘
Ligament 韧带
Brain 大脑
Joint Capsule 关节囊 Skin 皮肤 Spinal cord 脊髓 Muscle 肌肉 Affarent nerves 传入神经
Efferent nerves 传出神经
整脊调整就是要刺激关节、肌肉、韧带、关节囊等内的机械感受器, 使之成为抑制元,从而抑制疼痛、肌肉功能障碍、交感神经兴奋。
智能脉冲枪的主要作用机制
• • • • • • • 调整脊椎、骨关节排列 改善生理结构及生物力学 调节神经肌肉兴奋性 尤其交感神经兴奋性 增强本体感觉 改善关节活动度 提高整脊效率,改善症状,改良体态,扩大活动范围
调整C3-7右侧横突
-脉冲部位:C3-7 右侧横突 -脉冲方向:向前向上
-脉冲设置:低档(100N)
-脉冲次数: 一次
颈椎LPJ调整
调整颈椎LPJ -脉冲部位:颈椎LPJ -脉冲方向:向前向上 -脉冲设置:低档(100N)或中档(200N) -脉冲次数: 一次
颈部旋转测试
此测试是被动式测试,病人俯卧姿,全身放松。 测试者一只手轻按病人头部,另一只手按压病人颈椎旋转,检测颈椎活动度
在脊椎关节、肌肉、皮肤及椎间盘内, 含有大量能接收刺激的自主神经。当脊椎关 节、韧带与椎间盘有不正常负荷,或脊椎 侧弯、功能障碍等都会引起机械感受器产 生神经冲动刺激。神经冲动通过关节及肌 肉中的自主神经电位,将信息传递至传入 神经。进而刺激脊柱背角,可将冲动传递 至中枢神经系统,中枢神经通过传输的讯 号感知症状并产生相关反应。
颈椎病理分析与矫正程序
颈部的肌肉,根据其功能的不同,可分 为3组: Ÿ 第1组为控制头颈各个方向的运动并 保持其稳定性的肌群; Ÿ 第2组为悬吊上肢并与其运动有关的肌 群; Ÿ 第3组为悬吊胸壁并与其运动有关的肌 群。 颈部活动由二个部分完成:枕-寰-枢复合 体的联合运动及下颈椎的联合运动。前者 以旋转运动为主,后者以屈伸运动为主。 颈椎关节突关节疼痛转移模式
2.单侧 Nachlas Test
疼痛-压痛 关节活动度 不对称 肌肉张力
5.骨盆以上部位 加压试验
3.髋关节 旋转试验
4.下肢加压试验
第1步:双侧Nachlas测试
此测试是被动式运动测试,病人采俯卧姿,全身放松。 检查者屈曲患者的两侧膝关节使脚跟尽量靠近臀部,检查时患者无需用力。
测试分析:
双侧 Nachlas Test
病人初始评估流程
病史及体格检查 做出诊断 特殊检查 (X-Ray, ROM)
是否合适整脊?
找出不合适 调整的禁忌
NO
转移治疗部门
YES
评估与治疗 (脉冲矫正)
无效
更换疗法 医学转介
PART评估技术 P A R
Pain-疼痛:痛觉计来客观量化 ,或触诊 Asymmetry-不对称: 俯卧位下观察长短腿、骨盆高低 Range of motion-运动范围:被动运动测试,或主动运动范围 Tone,texture-张力:指压检查
• • • • • • • • 骨折未愈部位 骨质破坏:肿瘤、结核等 严重的骨质疏松症 局部炎症急性渗出期 局部皮肤溃疡部位 治疗后出现不适者或恐惧 不宜冲击震动部位 其他
智能脉冲枪介绍
结构特点
• • • • 电脑芯片 指示灯: 无亮—红色—绿色 声音提示: 单响—双响—无声 强度分级: 低档100N-中档200N-高档400N 频率: 6Hz,1-12次/2秒 冲击头: 单头-小双头-大双头
调整髋关节后方 -脉冲部位:大转子后方 -脉冲方向:向前 -脉冲设置:中档(200N)或高档(400N) -脉冲次数:一次
髋关节外旋受损
调整髋关节前方
-脉冲部位:大转子前方 -脉冲方向:向后 -脉冲设置:中档(200N)或高档(400N) -脉冲次数:一次
腘绳肌调整
调整腘绳肌外侧 -脉冲部位:腘绳肌外侧 -脉冲方向:向前 -脉冲设置:中档(200N) -脉冲次数:一次
枕骨-C1-C2动力学
枕骨-C1:
曲-伸13度 侧向弯曲8度 绕轴旋转10度
C1-C2:
曲-伸10度
侧向弯曲0度
绕轴旋转65度
位于C8/T1的功能障碍的疼痛转移:
颈部活动度测试
1. 颈椎压力测试:对伸展运动(前屈)的放松(或抗阻)作用的评估。
2. 颈椎侧屈:主要对C3到C7的运动性进行评估
3. 颈部旋转:对C2-C1枕骨处运动性的评估。
肩胛提肌调整 调整肩胛提肌 -脉冲部位:肩胛提肌单头) -脉冲方向:向内侧 -脉冲设置:低档(100N)或中档(200N) -脉冲次数: 一次
胸椎病理分析与矫正程序
腰椎压力测试
测试分析:
双侧 Nachlas 测试
阳性
腰中间部位疼痛
腰-骶介入
测试以及调整腰骶关节 (双头)
测试分析:
双侧 Nachlas 测试
阳性
腰上部单侧疼痛
腰椎介入
测试和调整腰椎
腰椎调整 调整腰椎椎间关节 -脉冲部位: 腰椎椎间关节突 -脉冲方向:向上或向前 -脉冲设置:中档(200N)或高档(400N) -脉冲次数:一次
C2颈椎调整
调整C2颈椎 -脉冲部位:C2 LPJ(双头) -脉冲方向:向前向上 -脉冲设置:低档(100N) -脉冲次数: 一次
颈椎压力测试时上颈椎疼痛,用双头调节C2
枕骨调整 调整枕骨
-脉冲部位:枕骨(双头) -脉冲方向பைடு நூலகம்向前向上
-脉冲设置:低档(100N)
-脉冲次数: 一次
C3-7 右侧横突调整:
测试分析:
下肢加压试验
腘绳肌外侧
腓骨肌群
阳性
阴性
阳性
阴性
肌肉劳损
肌肉劳损 进行 骨盆以上 部位 的加压试验
刺激 腘绳肌外侧
刺激 腓骨肌群
第5步 骨盆上方压力测试
此测试是被动式运动测试,病人俯卧,全身放松。 腰方肌会因骶髂关节损伤变得过度活跃而劳损,用手沿该肌肉,从下向上 滑压,寻找过度反应,例如肌痉挛或痛点。
腰骶关节调整 调整腰骶关节 -脉冲部位:骶骨基部双侧(双头) -脉冲方向:向前向下 -脉冲设置:中档(200N)或高档(400N) -脉冲次数: 一次
腰椎多裂肌调整
调整腰椎多裂肌 -脉冲部位:腰椎多裂肌(双头) -脉冲方向:向前或向上 -脉冲设置:中档(200N)或高档(400N) -脉冲次数: 一次
测试分析:
髋关节旋转试验
内旋
外旋
阳性
外旋肌群 肌肉劳损
阴性
阳性
内旋肌群 肌肉劳损
阴性
调整 髋部大转子 后方
进行 下肢加压测试
调整 髋部大转子 前方
进行 下肢加压测试
第4步 下肢压力测试
此测试是被动式运动测试,病人采俯卧姿,全身放松。 如上述测试,发现两侧内外旋都相等,不痛觉,无异样,那么就要做下肢肌肉加压测 试。 采取用手沿着肌肉从上到下施加压力来寻找有无压痛点,骶髂关节损伤会引起部 分下肢肌肉过度兴奋。
腓骨肌调整
调整腓骨肌群 -脉冲部位:腓骨肌群 -脉冲方向:向前 -脉冲设置:中档(200N) -脉冲次数:一次
腰方肌调整
调整腰方肌
-脉冲部位:腰方肌肌腹的敏感处
-脉冲方向:向前 -脉冲设置:低档(100N)或中档(200N) -脉冲次数:一次
腰椎病理分析与矫正程序
腰椎的五个棘突都很明显且当腰部屈曲时可 轻易触摸到,在5%的人口中第五腰椎和骶椎融合 在一起,只有四块腰椎的脊突能被触摸到。在某 些人身上,骶椎的第一节并没有与其它骶椎融合 在一起能被触摸到,触诊时可摸到六个棘突。 从后向前施力于病患腰椎的一侧,检测问题 是否在某一侧,如果是,则确定疼痛点。
T
盆骨、髋关节 病理分析与矫正程序
髋关节
髋关节是一种杵臼关节,而且被髂骨韧带、耻骨韧带及坐骨韧带与股骨 头连接在一起,髂股韧带是其中最大且最强的韧带,而且能将股骨固定 于髋臼腔。
骶髂关节 – 横切面
骶髂关节调整位置
骶髂关节囊有一层厚网状无髓鞘神经纤维,显示痛觉神经系统 。
五步骤测试方法流程
1.双侧 Nachlas Test
脉冲整脊技术
美国IQ智能脉冲枪
神经机制
正常人的脊柱由32-34块椎骨构成,包括7块颈椎、12块胸椎、5块腰 椎、5块融合在一起的骶椎和3-5块融合在一起的尾椎。这些椎骨通过23块 椎间盘、134个关节和周围许多肌肉、韧带等软组织连接在一起。脊柱内 外还有大量神经纤维,包括传入神经纤维和传出神经纤维。 在这些椎间盘、韧带、关节囊、皮肤中饱含大量的机械感受器,机械 感受器作为感受压力、变形、牵拉、振动等机械性刺激的感受器,将刺激 转换成神经动作电位,传输至中枢神经系统。
半脱位是骨关节应力失衡产生的微小移位,无病理存在下的一种脊椎连 接功能紊乱,造成的功能性脊椎功能障碍。 在外伤和积累微创伤造成的半脱位中,包括韧带、关节囊和椎间盘在内 被动限制,引起肌肉劳损 ,导致这些组织内的机械感受器损坏。 机械感受器的损坏造成部分传入神经阻滞,不通过中枢神经系统直接影 响肌肉产生自然反应,过度反应或刺激造成过敏,或痉挛。
测试分析:
单侧 Nachlas Test
阳性 阴性
单侧下腰部疼痛
单侧上腰部疼痛
中央型下腰痛
进行 髋关节旋转试验