常规单螺杆的结构、参数
螺杆冷水机组工作原理
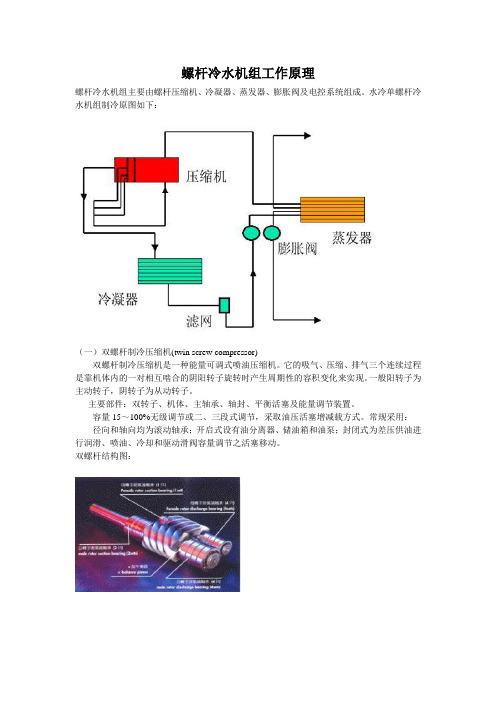
螺杆冷水机组工作原理螺杆冷水机组主要由螺杆压缩机、冷凝器、蒸发器、膨胀阀及电控系统组成。
水冷单螺杆冷水机组制冷原图如下:(一)双螺杆制冷压缩机(twin screw compressor)双螺杆制冷压缩机是一种能量可调式喷油压缩机。
它的吸气、压缩、排气三个连续过程是靠机体内的一对相互啮合的阴阳转子旋转时产生周期性的容积变化来实现。
一般阳转子为主动转子,阴转子为从动转子。
主要部件:双转子、机体、主轴承、轴封、平衡活塞及能量调节装置。
容量15~100%无级调节或二、三段式调节,采取油压活塞增减载方式。
常规采用:径向和轴向均为滚动轴承;开启式设有油分离器、储油箱和油泵;封闭式为差压供油进行润滑、喷油、冷却和驱动滑阀容量调节之活塞移动。
双螺杆结构图:压缩原理:吸气过程:气体经吸气口分别进入阴阳转子的齿间容积。
压缩过程:转子旋转时,阴阳转子齿间容积连通(V型空间),由于齿的互相啮合,容积逐步缩小,气体得到压缩。
排气过程:压缩气体移到排气口,完成一个工作循环。
(二)单螺杆制冷压缩机(single screw compressor)利用一个主动转子和两个星轮的啮合产生压缩。
它的吸气、压缩、排气三个连续过程是靠转子、星轮旋转时产生周期性的容积变化来实现的。
转子齿数为六,星轮为十一齿。
主要部件为一个转子、两个星轮、机体、主轴承、能量调节装置。
容量可以从10%-100%无级调节及三或四段式调节。
单螺杆结构图:压缩原理:吸气过程:气体通过吸气口进入转子齿槽。
随着转子的旋转,星轮依次进入与转子齿槽啮合的状态,气体进入压缩腔(转子齿槽曲面、机壳内腔和星轮齿面所形成的密闭空间)。
压缩过程:随着转子旋转,压缩腔容积不断减小,气体随压缩直至压缩腔前沿转至排气口。
排气过程:压缩腔前沿转至排气口后开始排气,便完成一个工作循环。
由于星轮对称布置,循环在每旋转一周时便发生两次压缩,排气量相应是上述一周循环排气量的两倍。
单螺杆制冷压缩机与双螺杆制冷压缩机特点之比较双螺杆制冷压缩机的特点:1、需喷油压缩(也可采用少量喷液)。
塑料成型机械习题与思考题

塑料成型机械习题第二章混合搅拌设备1、塑料加工前要做哪些预处理?为什么?2、预热和干燥的目的是什么?有哪些方式?如何实现?3、尼龙、聚酯等吸水性强的塑料,在成型加工前为什么必须干燥?干燥过程进行的条件是什么?4、叙述高速混合机的工作原理,其加热温度应在什么范围内?5、简述塑料加工中混合及混炼的原因。
6、简述塑料成型中,初混(预混)的目的。
7、Z形捏合机和高速混合机在结构上有何不同?各适用于哪种工艺用途?8、液体物料混合搅拌设备有哪几种?在结构和用途上有何区别?9、高速混合机和高速分散机结构和用途有何不同?10、高速混合机中的折流板起什么作用?11、试述硬聚氯乙烯料高速混合的步骤。
12、简述塑料加工中混合与塑化的目的和方法。
现欲生产聚氯乙烯硬管塑化料,请选择合适的混合设备和工艺方法,画出生产工艺流程,简述选择这些设备的理由。
第三章开炼机和密炼机1、简述二辊开炼机的主要部件及其作用。
2、试述物料在开炼机辊距中受到哪些力的作用?其分布情况如何?3、试分析二辊开炼机的混炼效果与哪些因素有关。
4、试述开炼机除混炼外还有何功用。
5、开炼机能完成塑炼和混炼的原理是什么?6、开炼机辊温调节装置有哪几种结构形式?各有何特点?7、试述椭圆形转子密炼机的工作原理。
8、密炼机是如何加料与卸料的?各种结构各有什么特点?9、试述上顶栓的大致构造及其作用。
上顶栓压力与哪些因素有关?10、密炼机的混炼室结构及加热冷却方式有哪几种形式?各有何特点?11、椭圆形转子密炼机主要由哪些零部件和系统所组成?各起什么作用?12、密炼机和开炼机在结构上主要有哪些不同的地方?13、密炼机比开炼机混炼快速和均匀的原理是什么?为什么提高转子转速可提高生产效率?14、现欲生产聚氯乙烯硬管塑化料,请选择合适的混合设备和工艺方法,画出生产工艺流程。
15、开炼机和密炼机各有什么优缺点?第四章螺杆挤出机1、螺杆挤出机由哪几部分组成?各部分的作用是什么?2、挤管和挤板生产线由哪几个基本部分所组成?各部分的作用是什么?3、简述单螺杆挤出机的主要参数及其意义。
螺杆的基本参数

东莞华鸿生产出的螺杆的基本参数/huahong518/blog/item/f6b16b528300fc15367abeb1.html2010-07-09 08:30东莞华鸿螺杆专注十年,专业生产螺杆、料筒。
拥有专业加工生产流水线,工艺先进,技术独特,引进欧美先进的专业制造技术。
产品材质选用优质合金钢(38C r M O A L A)或铬钼合金钢黑色十字(S A C M645)经过调质、定型、成型、精磨、表面氮化或喷焊合金(双金属)、抛光等工艺精制而成,具有高耐磨、抗腐蚀之优点。
并为客户上门测绘、设计等业务。
东莞华鸿螺杆除了在双合金螺杆、料筒的制造上有显著的成效外,工程技术人员又结合中国传统工艺,研发了以双合金喷涂修复旧螺杆的特殊工艺,且该工艺保证了所喷焊的合金层绝不脱落、无裂缝、无气孔,严格控制了工件变形等问题。
料筒则采用镗磨内孔或镶套。
修复后,整机中的塑化参数无需做任何修改,其使用寿命大大高于你所采购的常规材料部件。
我厂成立十多年来,一直专注于螺杆、料筒、塑料机械的研究开发,对螺杆的了解颇深,现针对E K A S螺杆机组与S J S Z锥形双螺杆挤出机进行一次特点的比较,希望能给大家提供帮助。
一般螺杆分为三段即加料段,压缩段,均化段。
加料段——底径较小,主要作用是输送原料给后段,因此主要是输送能力问题,参数(L1,h1),h1=(0.12-0.14)D。
压缩段——底径变化,主要作用是压实、熔融物料,建立压力。
参数压缩比ε=h1/h3及L2。
准确应以渐变度A=(h1-h3)/L2。
均化段(计量段)——将压缩段已熔物料定量定温地挤到螺杆最前端、参数(L3,h3),h3=(0.05-0.07)D。
对整条螺杆而言,参数L/D-长径比L/D利弊:L/D与转速n,是螺杆塑化能力及效果的重要因素,L/D大则物料在机筒里停留时间长,有利于塑化,同时压力流、漏流减少,提高了塑化能力,同时对温度分布要求较高的物料有利,但大之后,对制造装配使用上又有负面影响,一般L/D为(18~20),但目前有加大的趋势。
螺杆螺筒基础知识与常见问题处理

•
螺杆、螺筒的结构
1、单螺杆的结构: 物料通过螺杆的转动在螺筒内发生移动,并得
到增压和部分热量(摩擦热)。螺杆的几何参数,
如直径、长径比、各段的长度及螺槽的深度等对螺
杆的工作特性均有重大的影响。单螺杆的螺旋方向
通常为右旋。根据物料在螺槽中运转的情况,螺杆
通常分为加料、压缩和计量三段。
a.加料段是从物料入口向前延伸的一段距离,其长 度为(4-8)D。加料段物料仍然是固态,主要功 能是从料斗擢取物料传送给压缩段,同时使物料 受热。此段螺槽较深,深度H1为(0.10-0.15)D 。
右面的图示里面解释了在 螺杆的加工区段里面如压 缩段轴向载荷和螺纹宽度 与螺杆寿命之间的关系。 泰森公司拥有0度螺纹角度 甚至负角度设计上面的专 利.
对比:
螺纹角度 螺纹宽度 % 轴承表面积 %
10° 5° 0° 22,5 31 40 100 139 178
磨损率 %
100 74 57
•
被动式螺杆温度控制系统 热传导原理
d.螺槽深度(H)和螺旋角(θ):这两个参数决定了 啮合的螺棱与另一根螺杆螺槽之间的径向和轴向间 隙,决定了物料与螺杆的接触面积,决定了剪切和 传热效率,因此影响物料的塑化和挤出效率。
e.螺杆与螺筒的间隙(δ):螺杆螺棱顶部与螺筒内壁 之间的间隙,直接影响挤出机的生产能力和物料的 塑化。 δ值大,生产效率低,不利于热传导并降低 剪切速率,不利于物料的熔融和混合。但δ值过小 ,强烈的剪切作用会引起物料降解。
脱落和螺筒表面的渗氮层磨损后,螺杆和螺筒内部相对 较软的金属暴露在表面相互摩擦,运行过程中产生咬合 、擦伤,产生的局部高温使少量物料炭化而产生黑线。 该区域物料压力最大,螺杆的混炼作用基本结束,炭化 的物料直接浮在型材小面被挤出。按照前期3184挤出机 处理的经验,对螺棱表面重新进行堆焊硬质合金以恢复 其原始尺寸和硬度,同时对磨损量达到0.3-0.5mm以上 的螺筒进行重新氮化以恢复其硬度(螺筒表面氮化层深 度一般为0.3-0.5mm左右)。 对于如3213挤出机修复后的螺杆调试过程中,虽然螺棱 表面已磨削到要求的光洁度,但螺筒内表面以产生磨损 的部位仅进行了氮化处理,其光洁度无法恢复(螺筒内 如进行磨削将加剧其尺寸超差)。因此修复螺杆与旧螺 筒配合调试过程中产生的擦痕是螺筒表面不平整引起的 ,处理的方法只有对螺杆擦痕进行反复抛光或运行磨合 。
单螺杆挤出机的基本结构课件
tg t
W B c o ts e c o stc o s e
πD
i i
学习交流PPT
14
第二节 单螺杆挤出机的基本结构 螺纹展开图(i=2)
学习交流PPT
15
第二节 单螺杆挤出机的基本结构
三、螺杆结构参数 4、螺杆的安装尺寸 螺杆与机筒内壁的间隙
学习交流PPT
16
第二节 单螺杆挤出机的基本结构
塑料在普通单螺杆挤出机中的挤出过程
学习交流PPT
7
第二节 单螺杆挤出机的基本结构
二、挤压系统的组成及作用
2、作用
连续稳定地运输(固体、熔体) 熔融、塑化(固体→熔体) 混合、均化(温度、组成分布均匀) 增压—有利于排气、泵送,使制品密实
学习交流PPT
8
第二节 单螺杆挤出机的基本结构 三、螺杆结构参数
第二节 单螺杆挤出机的基本结构
三、螺杆结构参数
3、螺纹尺寸 ➢ 螺纹头数 i ➢ 螺旋升角 ( b, s, ) ➢ 螺旋线展开长度 Z ( Zb, Zs ,Z) ➢ 螺纹导程 t , 螺距 S ➢ 螺棱宽度 e —螺棱轴向宽度 e’—螺棱法向宽度,e’= e cos
学习交流PPT
13
第二节 单螺杆挤出机的基本结构 3、螺纹尺寸
560
1.6
90/25 105/25 120/25 130/25 135/25 150/25 160/25 180/25 200/25
φ90
φ10 5
φ12 0
φ13 0
φ13 5
φ15 0
φ16 0
φ18 0
φ20 0
25:1 25:1 25:1 25:1 25:1 25:1 25:1 25:1 25:1
单螺杆挤出机结构.
其他系统
传动系统主要由电机、齿轮减速箱和轴承等组成。 其作用是驱动螺杆在一定转速范围内旋转,并使螺杆在按工艺要求 保证螺杆获得所必须的扭矩和转速并能均匀地旋转,完成物料的塑化 和挤出过程。 控制系统主要由控制箱和一些电气控制元件、开关等组成。其作用 是对挤过程的温度、挤出速度、电源等进行控制。
谢谢大家
8
ቤተ መጻሕፍቲ ባይዱ
单螺杆挤出机结构
主讲 刘西文
1
单螺杆挤出机结构
普通单螺杆挤出机的结构主要由挤压系统、加料系统、传动系 统、加热冷却系统及控制系统等部分组成。
单螺杆挤出机的主要组成部件
挤压系统
挤压系统的主要由料筒、螺杆、分流板和过滤网等组成。 挤压系统的作用是将粒状、粉状或其它形状的塑料在一定温度和压 力的作用下塑化成均匀的熔体,然后被螺杆定温、定压、定量、连续 地挤入机头。
加料系统
加料系统主要由料斗和自动上料装置等组成。料斗通常为锥形, 底部都有截流装置,以便调整和切料流,料斗侧有视孔和标定计量装 置。 其作用是向挤压系统稳定且连续不断地提供所需的物料。
加热冷却系统
加热冷却系统主要由料筒外部所设置的加热器、冷却装置等组 成。其作用是通过对料筒、螺杆等部件进行加热或冷却,保证 成型过程在工艺要求的温度范围内完成。
单螺杆挤出机与双螺杆挤出机性能对比分析报告

单螺杆挤出机与双螺杆挤出机性能状况分析报告一. 塑料挤出机概述1. 常规单螺杆挤出机现状和技术水平分析在常规单螺杆挤出机的性能方面,我国己能生产螺杆直径为φ12-φ250mm多种规格、门类齐全的挤出机,长径比大多在25-30范围。
一些新型的混炼元件如分离型、屏障型、分流型、变流道型以及流束位置变换型等混炼元件得到了较为广泛的应用:螺杆最高转速:直径φ150-φ200的大型挤出机加工烯烃类物料时为50-75r/min,加工PVC等热敏性物料时为5-42r/min:直径φ30以下的小型机器加工烯烃类物料时为l60-200r/min,加工PVC等热敏性物料时为18-l20r/min:北京化工大学研制成功的φl2mm手提式单螺杆排气挤出机为1200r/min。
而国外单螺杆挤出机螺杆直径最小φ6mm,最大为φ700mm,最大长径比达60。
日本池贝公司φ30单螺杆挤出机最高螺杆转速为300r/min,挤出机300kg/h,远远高于我国同规格机器实际产量l4kg/h的水平。
由于常规单螺杆挤出机与其它挤出机相比,具有结构简单、坚固耐用、维修方便、价格低廉、操作容易等特点。
在我国相当长时间内仍有很大市场,因此如何使常规单螺杆挤出机优质、高效、多功能化,仍然是我国塑机研究工作者的艰巨任务。
2.异向旋转双螺杆挤出成型机的现状与技术水平分析2.1 异向旋转平行双螺杆挤出机异向旋转双螺杆挤出机有许多种类型,可分为平行和锥形两大类,前者两根螺杆的轴线互相平行,后者两根螺杆的轴线相交成一角度。
目前流行的平行异向双螺杆挤出机多为在啮合区纵横向都封闭,即共轭型的。
锥形双螺杆挤出机与啮合型平行异向双螺杆挤出机的工作机理基本相同。
如果将其设计成啮合区螺槽纵横向皆封闭的,则其输送能力和建压能力都很强,因其加料端两螺杆轴线间有较大的空间,可以采用大的止推轴承和扭矩分配齿轮,从而能承受高扭矩和高推力负荷,很适合硬聚氯乙烯类制品的挤出成型。
单螺杆挤出机的基本结构
6
380
6
380
6
380
7
380
7
380
中心高 (mm)C型
340 340 340 510 510 610 660 660 660 710 710 800 1000
中心高 (mm)
D型
330 560 560 560 600 600 600 625 625 800 1000
重量 (t)
0.8 1
1.3 1.6 1.8
➢ 渐变度A: 描述螺槽深度变化的几何参数,
实用文档
第二节 单螺杆挤出机的基本结构
三、螺杆结构参数
3、螺纹尺寸 ➢ 螺纹头数 i ➢ 螺旋升角 ( b, s, ) ➢ 螺旋线展开长度 Z ( Zb, Zs ,Z) ➢ 螺纹导程 t , 螺距 S ➢ 螺棱宽度 e —螺棱轴向宽度 e’—螺棱法向宽度,e’= e cos
实用文档
第二节 单螺杆挤出机的基本结构 3、螺纹尺寸
tg t
πD
W B c o t se c o stc o s e
i i
实用文档
第二节 单螺杆挤出机的基本结构 螺纹展开图(i=2)
实用文档
第二节 单螺杆挤出机的基本结构 三、螺杆结构参数
4、螺杆的安装尺寸 螺杆与机筒内壁的间隙
实用文档
Polymer Processing Engineering
Beijing University of Chemical Technology
实用文档
《聚合物加工工程》
第三章 挤出成型(Extrusion)
第一节 概述(录像) 第二节 单螺杆挤出机的基本结构 第三节 单螺杆挤出理论 第四节 排气挤出机的工作原理 第五节 双螺杆挤出机的工作原理 第六节 挤出成型工艺
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
H2((h2))——压缩段深度 H3((h3))——均化段深度h3=(0.02—0.06)D 压缩比ε:加料段第一个螺槽容积与均化段最后一个螺槽容 积之比 渐变度A:描述螺槽深度变化的几何参数,
3、螺纹尺寸
螺纹头数I
螺杆螺纹可以是单头的,也可以是双头的。
螺旋升角ϕ(ϕb,,ϕs,,ϕ) ϕ ϕb ϕs ϕ
θ=30 °左右适于粉料, θ=l7°左右适于圆柱料, θ=15°左右适于方块料。
出于机械加工的方便,一般取θ=17°40。
螺旋线展开长度Z (Zb,,Z s ,Z) 螺纹导程t , 螺距S 螺棱宽度e
一般取e=(0.08-0.12)D。
THE END
压缩段——底径变化,主要作用是压实、熔 融物料,建立压力。参数压缩比ε=h1/h3及 L2。准确应以渐变度A=(h1-h3)/L2。根
据一般经验。对非结晶型塑料,压缩段约占整个螺 杆长度的55—65%;而对于结晶性塑料,则取 (1—4)D不等Байду номын сангаас
均化段(计量段)——将压缩段已熔物料定 量定温地挤到螺杆最前端、参数(L3,h3), h3=(0.05-0.07)D。
对于非结晶性塑料,均化段长度约占螺杆全长的 22—25%;对结晶性塑料,均化段长度约占螺杆全 长的25~35%。
1、规格尺寸
螺杆直径D: Db——螺杆外径 Ds——螺杆根径 D——螺杆平均直径
在设计螺杆时。它不能任意确定,因为螺杆直 径已经标准化。我国挤出机标准所规定的螺 杆直径系列为:30、45、65、(85)90、 (115)120、150、200。一般情况下,确 定的螺杆直径应符合此系列。
螺杆长度L: L ——螺杆有效工作部分长度 L1——加料段长度 L2——压缩段长度 L3——均化段长度 螺杆长径比L/D
单螺杆的长径比有一个由小到大的发展趋势,50年 代一般为18—20,60年代为25—28,目前为30 左右。
2、螺槽尺寸
宽度: B——螺槽轴向宽度 W——螺槽法向宽度 深度: H1((h1))——加料段深度h1=0.5{D一[D2一4εh3(D—
常规单螺杆的结 构、参数
第2小组 35-41
结构
一般螺杆分为三段即加料段,压缩段,均化 段。 加料段——底径较小,主要作用是输送 原料给后段,因此主要是输送能力问题,参 数(L1,h1),h1=(0.12-0.14)D。
加料段的长度一般取(3—10)D,对于结晶性塑料, 加料段长度一般取为螺杆全长的60—65%。