电子凸轮说明书
CAM电子凸轮控制器用户手册
-目录第一章序言 (3)1.1开箱检查注意事项 (3)1.2安装环境要求 (3)1.3安装使用警告 (4)1.4接口设计注意 (4)第二章功能及规格 (6)2.1功能表 (6)2.2规格表 (7)第三章安装与接线 (8)3.1安装尺寸 (8)3.2部件连接示意图 (9)3.3主控制器接口端子说明表 (10)3.4接口电路 (11)3.5传感器外形尺寸 (11)第四章系统接口 (12)4.1顶点补正动作时序图 (12)4.2顶点补正功能配线范例 (13)4.3顶点补正功能 (14)4.3.1 功能说明 (14)4.3.2顶点补正功能 (14)4.3.3 PLC程序范例 (15)第五章参数设置 (16)5.1 键盘功能说明 (16)5.2 数码显示 (16)15.3 进入设置 (17)5.4 凸轮参数设定 (17)5.4.1 裁剪凸轮输出设定 (17)5.4.2生产计数到达功能设定 (20)5.5 系统参数设定 (20)5.5.1系统菜单进入 (20)5.5.2系统参数设置表如下 (21)5.5.3系统菜单说明 (21)5.5.4旋转方向设定 (21)5.5.5控制器180度校准 (22)5.5.6计数点设置 (22)5.5.7控制器其它参数 (22)第六章保护及报警处理 (23)6.1保护及报警说明 (23)6.2保护及故障代码表 (23)2第一章序言谢谢您选用大祺自动化公司生产的CAM888凸轮控制器(以下简称控制器),该控制器是我公司采用最新技术,完全自主知识产权的产品;并且通过了欧盟CE认证,具有以下特点:●技术领先☆主控制器与显示面板单独安装.☆先进的系统结构,简化用户主机布线.☆凸轮角度设置动态指示,使设置更加人性化.☆超强的可靠性,多重保护.●多功能2路刹车输出,可编程裁剪凸轮6路输出,裁剪凸轮6路输出,1路生产计数到达输出,系统正常指示1路输出.共计16路输出.在使用控制器之前,请您仔细阅读该手册,以保证正确使用并充分发挥其优越性能。
电子凸轮说明书
兴世机械电子凸轮简要说明一.安全和注意1.注意事项本电子凸轮并不是完全的绝对值编码器,它在第一转(没有找到原点时)不会输出信号.2.安全操作请在完全了解明白该手册后,再安装和操作本电子凸轮.二.安装1.控制器安装直接嵌入面板安装,用配带的金属扣固定.2.编码器安装编码器用配套的联轴器安装,请保证编码器轴和设备驱动轴的同心度.三.接线1.接线端子位置:2.电源24V:24V供电电源.0V:电源公共端.3.编码器接线BLK: Black 黑色线RED:Red 红色线WHI: White 白色线A相脉冲+GRY:Grey 灰色线A相脉冲-BLU: Blue 蓝色线B相脉冲+BRN: Brown 棕色线B相脉冲-YLW: Yellow 黄色线Z相脉冲+GRN: Green 绿色线Z相脉冲-其它端子不用接线.如果需要更换电子凸轮旋转方向,请交换WHI和GRY(白色线和灰色线).4.输出信号接线COM:输出信号的公共点,每8个通道共用一个.并且每8个通道内部共用一个保险.0-31: 输出通道.NPN集电极开路输出,最高电压300V/最大电流150mA/最大功率100mW.5.控制信号接线24V:控制信号输入电源.ST:启动,当信号为ON时,控制使能输出,并可以设定参数.B0- B2:程序组选择信号.可以选择0-7程序组,如下表: 端子接0V时激活(ON),悬空不接或接24V无效(--).B0 B1 B2 NO.-- -- -- 0ON -- -- 1-- ON -- 2ON ON -- 3-- -- ON 4ON -- ON 5-- ON ON 6ON ON ON 7程序组信号在ST信号跳变沿读取.四.控制1.启动ST:启动信号,引脚为0V时激活.激活后读取程序组并使能凸轮输出.2.程序组切换先设定好B0-B2的程序组选择信号,再激活ST信号.五.触控面板:进入进角补偿的菜单。
:将变更的参数生效,并保存。
设定参数项改变,在程序时切换至ON/OFF,在进角补偿切换速度/ON的角度/OFF 的角度。
光洋电子凸轮简易操作说明书
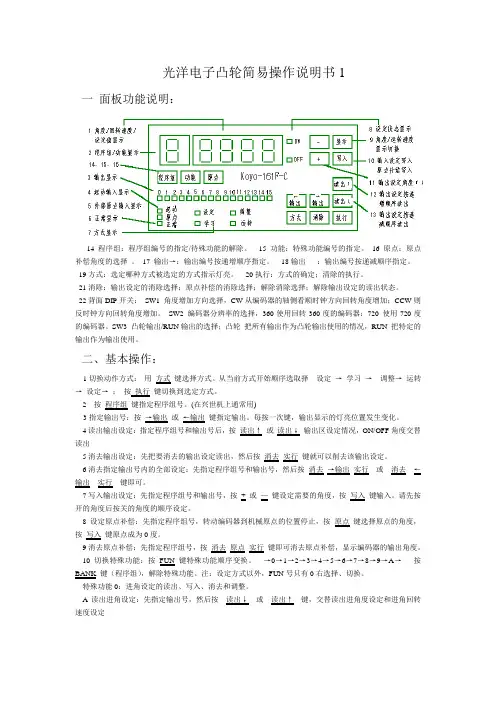
光洋电子凸轮简易操作说明书1一面板功能说明:14 程序组:程序组编号的指定/待殊功能的解除。
15 功能:特殊功能编号的指定。
16 原点:原点补偿角度的选择。
17 输出→:输出编号按递增顺序指定。
18输出:输出编号按递减顺序指定。
19方式:选定哪种方式被选定的方式指示灯亮。
20执行:方式的确定;清除的执行。
21消除:输出设定的消除选择;原点补偿的消除选择;解除消除选择;解除输出设定的读出状态。
22背面DIP开关:SW1 角度增加方向选择,CW从编码器的轴侧看顺时钟方向回转角度增加;CCW则反时钟方向回转角度增加。
SW2 编码器分辨率的选择,360使用回转360度的编码器;720 使用720度的编码器。
SW3 凸轮输出/RUN输出的选择;凸轮把所有输出作为凸轮输出使用的情况,RUN 把特定的输出作为输出使用。
二、基本操作:1切换动作方式:用方式键选择方式。
从当前方式开始顺序选取择设定→学习→调整→运转→设定→;按执行键切换到选定方式。
2 按程序组键指定程序组号。
(在兴世机上通常用)3指定输出号:按→输出或←输出键指定输出。
每按一次键,输出显示的灯亮位置发生变化。
4读出输出设定:指定程序组号和输出号后,按读出↑或读出↓输出区设定情况,ON/OFF角度交替读出5消去输出设定:先把要消去的输出设定读出,然后按消去实行键就可以削去该输出设定。
6消去指定输出号内的全部设定:先指定程序组号和输出号,然后按消去→输出实行或消去←输出实行键即可。
7写入输出设定:先指定程序组号和输出号,按+ 或—键设定需要的角度,按写入键输入。
请先按开的角度后按关的角度的顺序设定。
8设定原点补偿:先指定程序组号,转动编码器到机械原点的位置停止,按原点键选择原点的角度,按写入键原点成为0度。
9消去原点补偿:先指定程序组号,按消去原点实行键即可消去原点补偿,显示编码器的输出角度。
10切换特殊功能:按FUN 键特殊功能顺序变换。
→0→1→2→3→4→5→6→7→8→9→A→按BANK 键(程序组),解除特殊功能。
埃斯顿PAC15电子凸轮控制器操作手册
目录1.说明 (1)2.规格说明 (3)3.操作模式与说明 (4)3.1操作面板 (4)3.2基本模式的切换 (5)3.3状态显示 (5)3.3.1 数码管状态显示 (5)3.3.2 液晶屏状态显示 (6)4.凸轮参数设置(密码:1111) (7)4.1登录操作 (7)4.2设置凸轮(1~16)参数 (7)4.3设置裁断与计数参数 (8)4.3.1 设置方法 (8)4.3.2 裁断参数说明 (8)4.3.3 计数输出参数说明 (9)5.程序存储与调用操作(密码:1122) (10)5.1登录操作 (10)5.2程序备份操作 (10)5.3程序载入操作 (10)5.4程序删除操作 (10)6.监控模式 (11)6.1通用 (11)6.2吨位 (12)6.3外部报警 (12)7 调速模式下的操作 (13)7.1设定转向和控制电机起停 (13)7.2设定转速 (13)8 参数模式下的操作(密码:8888或8899) (14)8.1登录操作 (14)8.2设置机床参数 (14)8.3设置外部接口参数 (16)8.4设置吨位监视参数 (18)9. 计数参数 (19)10. 参数的通讯地址与示例 (20)10.1各参数地址及属性 (20)10.2通讯示例 (23)10.2.1 读凸轮1的开启角度 (23)10.2.2 设置裁断1的比率 (23)10.2.3 读报警状态指令 (23)10.2.4 设置下死点指令 (24)11.调试 (25)11.1使用前的准备和检查 (25)11.2设置旋变方向 (25)11.3设置下死点 (25)11.5设置第2角度 (25)11.6设置第2角度滤波时间 (25)11.7调试建议 (26)12.报警处理 (27)12.1报警时序 (27)13.系统接线与端口定义 (28)13.1接线图 (28)13.2输入端口定义 (29)13.3输出端口定义 (30)13.4旋转变压器、模拟量、通讯端口接口 (31)1.说明本控制器是一种具有较强功能的电子凸轮控制器,在具备跑马灯功能的基础上,能通过LCD屏完成与用户信息的交互,并显示多种报警信息。
FM352电子凸轮使用指南
1/13FM352电子凸轮使用指第一章选件、连线1、1选件在选择S7-300PLC的情况下,选择如下元件组成电子凸轮的硬件:1 电子凸轮模块6ES352-1AH01-0AE0,2 703电缆6ES5703-5CF00,3 绝对值编码器6FX2001-5SS12。
1、2连线电子凸轮(方插头)绝对值编码器(圆插头)2 CLS (黄)————————2 CLOCK+3 CLS- (绿)————————1 CLOCK-5 24VDC(粉)————————11 10V—30V7 M (灰)————————12 0V14 DATA-(兰)————————4 DATA-15 DATA+(红)————————3 DATA+第二章STEP7软件设置及编程2.1 FM352电子凸轮的硬件设置在SIMATIC Manager下双击Hardware 进入硬件设置窗口,从工具栏中打开Catalog,添加FM352模块,型号为6ES7 352-1AH01-0AE0。
然后双击FM352 进入电子凸轮控制器设置参数窗口,首先设置System of为degree(2 decimal place), 再双击Axi进入轴参数设置窗口,选择Rotary axis,设置End of the rotary为360.00,其余参数均为缺省值;双击Encoder进入编码器参数设置窗口,Encoder type选择SSI absolute ,Count direction根据需要选择Normal 或Inverter,设置Distance/encoder为360.00、Increments/encoder为8192、Revolution为1 、Band为125KHZ、Frame 为13bit(right**) ;双击Tracks 图框,在Tracks List表中选择Cam controller;双击Cams图框,在Cams list中选择Max. 32 cams或更多凸轮,然后,根据产品需要设置各通道角度,设置完毕存盘退出,下载硬件。
H3U编程手册-电子凸轮-gfk
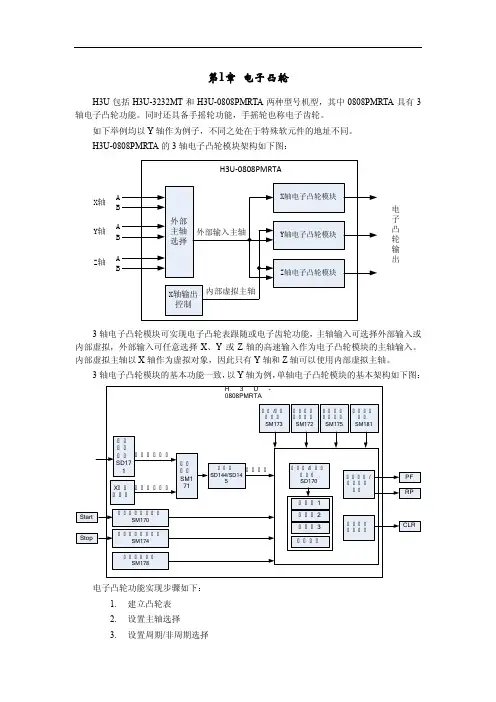
第1章电子凸轮H3U包括H3U-3232MT和H3U-0808PMRTA两种型号机型,其中0808PMRTA具有3轴电子凸轮功能。
同时还具备手摇轮功能,手摇轮也称电子齿轮。
如下举例均以Y轴作为例子,不同之处在于特殊软元件的地址不同。
H3U-0808PMRTA的3轴电子凸轮模块架构如下图:X轴Y轴Z轴电子凸轮输出3轴电子凸轮模块可实现电子凸轮表跟随或电子齿轮功能,主轴输入可选择外部输入或内部虚拟,外部输入可任意选择X、Y或Z轴的高速输入作为电子凸轮模块的主轴输入。
内部虚拟主轴以X轴作为虚拟对象,因此只有Y轴和Z轴可以使用内部虚拟主轴。
3轴电子凸轮模块的基本功能一致,以Y轴为例,单轴电子凸轮模块的基本架构如下图:电子凸轮功能实现步骤如下:1.建立凸轮表2.设置主轴选择3.设置周期/非周期选择4.设置同步输出5.设置延时启动6.设置硬件触发启动/停止使能7.停止模式设置8.选择凸轮表/电子齿轮9.启动电子凸轮1.1 建立凸轮表电子凸轮的本质是从轴跟随主轴的运动,主轴和从轴的运动关系可以用凸轮表数据或电子齿轮比表示。
使用电子凸轮表数据,可以建立最大360个关键点数据。
使用电子齿轮比,主轴和从轴之间只有一个固定的比例关系。
若使用电子齿轮,只需设定电子齿轮比分子和分母(SD144,SD145),无需设定凸轮表数据。
若使用电子凸轮,需要先设定电子凸轮表数据。
1.1.1 新建凸轮表,在AutoShop软件的工程管理一栏中右击CAM图标,在弹出的菜单中选择“新建”,即可新建一个凸轮表。
通过AutoShop软件最大可设置16个凸轮表,其中的3个凸轮表可以下载到PLC中运行,其它凸轮表只保存在工程文件中。
下载到PLC中的凸轮表通过ID来区分,右击工程管理一栏中新建好的凸轮表图标,在弹出的菜单中选择“属性”,即可查看或设定凸轮表ID。
凸轮表ID为1、2、3的分别对应凸轮表1、2、3,可以下载到PLC中运行,其它ID为-1。
横切电子凸轮说明
横切电⼦凸轮说明第⼀章功能参数表附:报警代码及说明2.1了解机械参数2.1.1 相关的机械参数:送料辊直径,送料机构传动⽐,送料测长编码器线数;裁⼑直径,裁⼑机构传动⽐,以及是否多⼑(裁⼑转⼀圈的剪切次数);根据这些参数,计算如下参数:(1)测长轮每转脉冲数、测长轮周长信息。
(2)裁⼑周长;(3)裁⼑传动⽐;(4)裁⼑周长,飞剪需要这个参数;(5)裁⼑传动⽐,飞剪需要这个参数;(6)机台长度,该参数设置的是裁⼑允许运动的最⼤距离,设置时不要超过⽤户前后限位间距离的80%,追剪需要此参数;(7)追剪机台电机转⼀周对应导程和传动⽐,追剪需要此参数;(8)进料速度范围(m/min)内的进料电机速度范围(rpm/min);(9)进料速度范围(m/min)内的裁⼑电机速度范围(rpm/min);(10)进料检测精度。
即进料编码器1个脉冲(4倍频前)对应的进料长度;(11)裁⼑检测精度,即裁⼑编码器1个脉冲对应的裁⼑转过的长度。
根据进料检测精度、裁⼑剪切精度,可以判断是否有可能达到是否能满⾜精度要求;根据进料电机速度范围、裁⼑电机速度范围等信息,可以判断现场的机械传动⽐和编码器选型是否合理。
2.1.2裁⼑最⾼线速度的关系:剪切长度可以⽐裁⼑周长短。
剪切长度越短,裁⼑最⾼线速度会越⾼,所以不能短太多。
短料剪切时,主机最⾼速度需要降额处理。
可参考下表:2.1.3 影响剪切精度的可能因素:除了机械精度、编码器精度、伺服的控制精度影响剪切精度之外,还可能有以下因素影响:(1)进料速度波动⼤。
可能电机速度不稳,或者进料测长机构造成信号不稳;(2)编码器安装不妥。
例如与电机不同⼼、打滑等;(3)裁⼑加减速太剧烈。
⼀般在剪切长度⽐裁⼑周长短很多,或者进料速度很⾼时出现;(4)选型不合理。
例如电机速度太低,可能是传动⽐太⼩造成。
或者速度太⾼,如超过了额定转速;(5)剪切点信号受⼲扰。
例如裁⼑转⼀圈来了2次剪切点信号。
第三章飞剪调试3.1系统概述如图3.1所⽰材料(⽊板)经过进料辊匀速进料,裁⼑由伺服驱动器产⽣凸轮曲线驱动电机进⾏控制。
PAC10电子凸轮控制器用户手册(最新)
-1-
1.功能及规格
本控制器和 PLC 配合可适合机械压力机的控制。主要功能: 1) SPM/角度显示:冲程>10 SPM 时,显示冲程数;冲程≤10SPM 时,显示角度值。 2) 当前生产计数显示:6 位数。 3) 电子凸轮设定:10 组。 4) 下死点设定。 5) 第 2 角度设定,检测编码器打滑等故障。 6) 编码器正/反转设定:方便接线。 7) 高/低速度限制设定:超出高/低速限制后系统报警。 8) 制动惯量检测:超出设定的最大值系统报警。 9) 固定角度输出顶点定位信号。 10) 生产计数设定,6 位整数,也用于控制生产计数到达输出信号有效/无效。 11) 参数密码保护。 12) 顶点定位:可自动补偿顶点定位时偏差。。 13) 离合器动作次数计数。 14) 异常报警。 15) 输入/输出端口监视。
PAC10 电子凸轮控制器用户手册
版本 V1.01
1、红色是被修改的部分 2、系统接线图中的 X2、X3 名称分别修改为运行、启动顶点补偿
南京埃斯顿工业自动化有限公司 南京埃斯顿数字技术有限公司 地址:南京江宁开发区将军南路 155 号 邮编:211100 电话:025-52785866 传真:025-52785966
附录 4:参数表.............................................................................................................. 24
埃斯顿PAC15电子凸轮控制器操作手册
目录1.说明 (1)2.规格说明 (3)3.操作模式与说明 (4)3.1操作面板 (4)3.2基本模式的切换 (5)3.3状态显示 (5)3.3.1 数码管状态显示 (5)3.3.2 液晶屏状态显示 (6)4.凸轮参数设置(密码:1111) (7)4.1登录操作 (7)4.2设置凸轮(1~16)参数 (7)4.3设置裁断与计数参数 (8)4.3.1 设置方法 (8)4.3.2 裁断参数说明 (8)4.3.3 计数输出参数说明 (9)5.程序存储与调用操作(密码:1122) (10)5.1登录操作 (10)5.2程序备份操作 (10)5.3程序载入操作 (10)5.4程序删除操作 (10)6.监控模式 (11)6.1通用 (11)6.2吨位 (12)6.3外部报警 (12)7 调速模式下的操作 (13)7.1设定转向和控制电机起停 (13)7.2设定转速 (13)8 参数模式下的操作(密码:8888或8899) (14)8.1登录操作 (14)8.2设置机床参数 (14)8.3设置外部接口参数 (16)8.4设置吨位监视参数 (18)9. 计数参数 (19)10. 参数的通讯地址与示例 (20)10.1各参数地址及属性 (20)10.2通讯示例 (23)10.2.1 读凸轮1的开启角度 (23)10.2.2 设置裁断1的比率 (23)10.2.3 读报警状态指令 (23)10.2.4 设置下死点指令 (24)11.调试 (25)11.1使用前的准备和检查 (25)11.2设置旋变方向 (25)11.3设置下死点 (25)11.5设置第2角度 (25)11.6设置第2角度滤波时间 (25)11.7调试建议 (26)12.报警处理 (27)12.1报警时序 (27)13.系统接线与端口定义 (28)13.1接线图 (28)13.2输入端口定义 (29)13.3输出端口定义 (30)13.4旋转变压器、模拟量、通讯端口接口 (31)1.说明本控制器是一种具有较强功能的电子凸轮控制器,在具备跑马灯功能的基础上,能通过LCD屏完成与用户信息的交互,并显示多种报警信息。
触摸屏 电子凸轮元件使用说明
Var1 $10000 4. 於畫面上建立 12 個數值輸入元件,數值單位設定為 Double Word,位址設定如下 $200 凸輪分區數 P5_82_MIN ~ P5_82_MAX $202 減速比分子(nGA) $204 減速比分母(nGB) $206 切刀數(nKnife) $208 切刀直徑(d1) 單位: mm x 100 $210 切長(L) 單位: mm x 100 $212 速度補償(dVcp) -50.00% ~ 50.00% x 100 $214 加速區角度(ns2) 單位: 度 $216 同步區角度(ns3) 單位: 度 $218 S-Curve 區角度(nsS) 單位: 度 $220 電子齒輪比分子(P1-44) $222 電子齒輪比分母(P1-45) 5. 下載到人機後,依序填入下列數值 $200 500 $202 35 $204 99 $206 1 $208 60000 $210 200000 $212 0 $214 60 $216 30 $218 100 $220 128 $222 10
9
單位: mm x 100 -50.00% ~ 50.00% x 100 單位: 度 單位: 度 單位: 度
單位: mm x 100
電子凸輪曲線造表功能
n n+2 n+4 n+6 n+8 間接式印刷 n+10 n+12 n+14 n+16 n+18 n+20 n+22 n n+2 n+4 n+6 n+8 n+10 自動飛剪 – cos 補償 n+12 n+14 n+16 n+18 n+20 n+22 n+24
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
兴世机械电子凸轮简要说明
一.安全和注意
1.注意事项
本电子凸轮并不是完全的绝对值编码器,它在第一转(没有找到原点时)不
会输出信号.
2.安全操作
请在完全了解明白该手册后,再安装和操作本电子凸轮.
二.安装
1.控制器安装
直接嵌入面板安装,用配带的金属扣固定.
2.编码器安装
编码器用配套的联轴器安装,请保证编码器轴和设备驱动轴的同心度.
三.接线
1.接线端子位置:
2.电源
24V:24V供电电源.
0V:电源公共端.
3.编码器接线
BLK: Black 黑色线
RED:Red 红色线
WHI: White 白色线A相脉冲+
GRY:Grey 灰色线A相脉冲-
BLU: Blue 蓝色线B相脉冲+
BRN: Brown 棕色线B相脉冲-
YLW: Yellow 黄色线Z相脉冲+
GRN: Green 绿色线Z相脉冲-
其它端子不用接线.
如果需要更换电子凸轮旋转方向,请交换WHI和GRY(白色线和灰色线).
4.输出信号接线
COM:输出信号的公共点,每8个通道共用一个.并且每8个通
道内部共用一个保险.
0-31: 输出通道.NPN集电极开路输出,最高电压300V/最大电
流150mA/最大功率100mW.
5.控制信号接线
24V:控制信号输入电源.
ST:启动,当信号为ON时,控制使能输出,并可以设定参数.
B0- B2:程序组选择信号.可以选择0-7程序组,如下表: 端子接0V时激活(ON),悬空不接或接24V无效(--).
B0 B1 B2 NO.
-- -- -- 0
ON -- -- 1
-- ON -- 2
ON ON -- 3
-- -- ON 4
ON -- ON 5
-- ON ON 6
ON ON ON 7
程序组信号在ST信号跳变沿读取.
四.控制
1.启动
ST:启动信号,引脚为0V时激活.激活后读取程序组并使能凸轮输出.
2.程序组切换
先设定好B0-B2的程序组选择信号,再激活ST信号.
五.触控面板
:进入进角补偿的菜单。
:将变更的参数生效,并保存。
设定参数项改变,在程序时切换至ON/OFF,在进角补偿切换速度/ON的角度/OFF 的角度。
:设定值减,长按快速减。
:将设定值快速变更成0,如果要保存请另外按写入。
:未使用.
指示:
:指示目前在进角补偿设定状态
:当前设定或显示的值是速度。
:正在操作OFF的角度。
:控制器找到原点时点亮,如果同时有原点信号刚电子凸轮使能输
出信号。
:操作的通道指示或显示当前有输出信号的通道。
六. 参数设定
1.
ON/OFF 设定
在变更参数的时候,可以
长按进行快速加减。
2. 数据的清除
将ON & OFF 的数据都设置成0,或角度一样时,输出变为无效. 可以在变更参数时直接
按生效.
七. 进角补偿设定
1.
关于速度和ON/OFF 的补偿角度之间的关系
是与编码器回转速度成比例、设定提前输出的ON/OFF 角度的功能.可有效补偿机械的延缓.
设定编码器的回转速度为多少rpm 时,其进角(补偿)ON 为多少度& OFF 为多少度. 《1》 《2》 《3》 《1》进角回转速度: 最小单位 10rpm.
对于作为进角设定的角度,设定规定的回转速度. ON 《2》进角角度: 最小单位 最小分辨率(1度).
按进角回转速度设定的回转速度,设定进角(补偿)ON 的角度.
按其它按键不保存
OFF 《3》进角角度: 最小单位 最小分辨率(1度),OFF 的进角补偿角度可以和ON 不
一样,这样更方便配合机械特性.
按进角回转速度设定的回转速度,设定进角(补偿)ON & OFF 的角度. 补偿到达补偿角度时的输出角度为:
输出角度 = 输出区设定角度 - 补偿角度. 输出区设定: 20度ON / 80度OFF
进角设定 : 进角回转速度300rpm /进角角度ON 20度/OFF 30度.
输
出 角 0 度转速度,用进角功能补偿完成状态的
角度,如左图所示.
0 300 回转速度
2. 设定进角补偿
在变更参数的时候,可以长按进行快速加减。
Contact us
Address: No.11 Zhong Han road ,Zhongcun,Panyu District,guangzhou,China Telephone: 0086 020-8451 5266; for Reception -802; for Sales -830
Fax: 0086 020-8477 6421
E-mail:xingshi@
联系我们
广州市兴世机械制造有限公司
地址:中国·广州市番禺区钟村镇钟汉路11号
电话:0086 020-8451 5266 (转前台)802;(转销售部)830
传真:0086 020-8477 6421
邮箱:xingshi@。