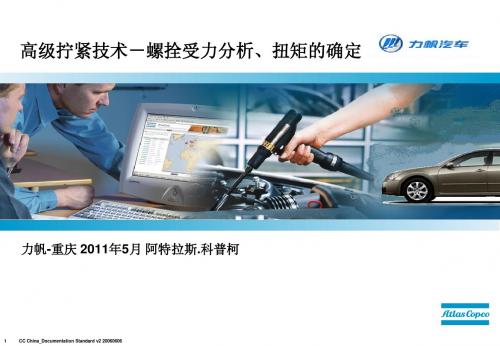
阿特拉斯拧紧机技术方案
传感器式手持拧紧扳手

11 26 5.5 17.5 41 4620 0005 00
12 30 7 17.5 43 4620 0006 00
13 30 7 17.5 48 4620 0007 00
14 35 8 17.5 52 4620 0008 00
smartHEAD A 扭矩+角度
smartHEAD A30
30
23
smartHEAD A80
80
59
smartHEAD A150
150
111
smartHEAD A250
250 185
smartHEAD A400
400 295
smartHEAD A600
600 443
RBU快速备份单元
ST扳手 RBU质量
订货号 8059 0930 88
QATnode P 可通过40列串行打印机打印结果票据。用户可使用TT BLM对票据的内容安排自行设 置。
电池 电缆盒 电池充电器
QATnode I/O 除具备QATnode P的功能外,还拥有6 个数字输入和5个数字输出。用户可对所 有这些完全配置,并可选择启动/关闭扳 手,选择PSet或JOB并发送OK或NOK信 息。
QATnode T 在ST扳手防差错功能的基础之上,还能 够向ToolsNet服务器发送数据。
PF, IRC focus和QIF配件 对于总线连接和附加的I/O端口,或备 份机站,ST扳手可通过无线与PF或IRC Focus连接。此外,其还能够连接诸如信 号灯柱等所有的QIF配件。
QATnode P QATnode I/O QATnode T
ST扳手 RBU 阿特拉斯·科普柯独有的专利快速备份 单元(RBU)技术将功能转至非配置化硬件 上,确保此控制器在功能要求发生变化 后能够方便升级。RBU同时也为编程和 配置提供支持。如果需要更换控制器,您 只需将相应RBU安装在新的控制器上, 开启电源,而后就一切就绪。所有的编 程和网络配置均在几秒内完成,RBU帮 您把停工时间限制在最小范围内。
阿特拉斯科普柯简介
阿特拉斯·科普柯建筑与矿山技术阿特拉斯·科普柯建筑与矿山技术负责开发、制造和销售凿岩工具、建筑与拆除工具、凿岩钻机及其设备,为露天和地下凿岩、勘探钻孔、岩石加固、地面工程、挖掘水井、石油和天然气开采等活动提供先进的生产力。
阿特拉斯·科普柯建筑与矿山技术在中国还拥有一些其它品牌。
地下岩石开挖设备 — 致力于研发、制造和销售不同种类的隧道和矿产开采设备,应用于全球多项地下开采领域。
该部门主要提供创新的产品设计和售后支援系统,以提高客户的附加值。
Atlas Copco Construction and Mining TechniqueAtlas Copco Construction and Mining Technique develops, manufactures, markets and services rock drilling tools, construction and demolition tools, drill rigs and equipment. It innovates for superior productivity in surface and underground rock excavation, exploration drilling, rock reinforcement, ground engineering, water well, oil and gas drilling, and compaction and paving equipment worldwide. Several other Brands within Atlas Copco Construction and Mining Technique Business Area are also represented in China.Underground Rock Excavation – It develops, manufactures, and markets a wide range of tunneling and mining equipment for various underground applications worldwide. The division focuses strongly on innovative product design and aftermarket support systems, which give added customer value.露天凿岩设备 — 致力于研发、制造和销售凿岩设备,应用于全球多项土木工程、采石场和露天矿坑领域。
atlas螺丝枪pf4000工作原理_概述说明以及解释
atlas螺丝枪pf4000工作原理概述说明以及解释1. 引言1.1 概述本文将介绍和解释atlas螺丝枪pf4000的工作原理。
作为一种常见的电动工具,螺丝枪在不同领域广泛应用,而atlas螺丝枪pf4000作为一款高性能的产品,在市场上备受欢迎。
了解其工作原理对于正确操作和有效利用该设备至关重要。
1.2 文章结构本文分为五个部分,除引言外还包括正文、案例分析、结论以及结束语。
在正文部分中,我们将详细介绍atlas螺丝枪pf4000的工作原理,并解释其关键要点和与其他螺丝枪工作原理的异同点。
案例分析部分将给出实际应用场景下的操作步骤,并探讨注意事项、技巧以及问题解决方案。
随后,在结论部分,我们将总结该螺丝枪的核心要点,并评估其优势和局限性,同时给出未来发展趋势的展望和建议。
最后,在结束语中再次总结全文内容并提供后续研究或实践上的建议。
1.3 目的本文旨在深入探讨atlas螺丝枪pf4000的工作原理,通过详细阐述其使用方法和注意事项,帮助读者更好地理解和运用该设备。
同时,本文也旨在为相关领域的从业人员提供可靠的参考,并对该产品的发展趋势进行探讨与建议。
2. 正文:2.1 atlas螺丝枪pf4000的工作原理atlas螺丝枪pf4000是一种先进的电动工具,用于高效地拧紧和松开螺丝。
其工作原理基于电动机驱动和自动控制系统。
该螺丝枪由一个电动机驱动。
当电源接通后,电动机开始运转。
其内部的齿轮系统将电能转化为机械能,并通过传动装置将转速和扭矩传递给螺丝枪的头部。
在头部,有一个可调节的扭矩限定器。
这个扭矩限定器可以根据需要来设置不同的扭矩值,以满足不同规格或材料的螺丝紧固需求。
当设定好扭矩值后,当螺丝达到预设扭矩时,驱动头会停止旋转,避免过度拧紧或损坏螺纹。
这是该工具的一个关键特点,保证了拧紧质量和安全性。
此外,atlas螺丝枪pf4000还配备了一个自动反转功能。
这意味着它可以在拧松螺钉时自行改变旋转方向,从而使操作更加便捷和高效。
阿特拉斯电动工具ST系列 技术说明
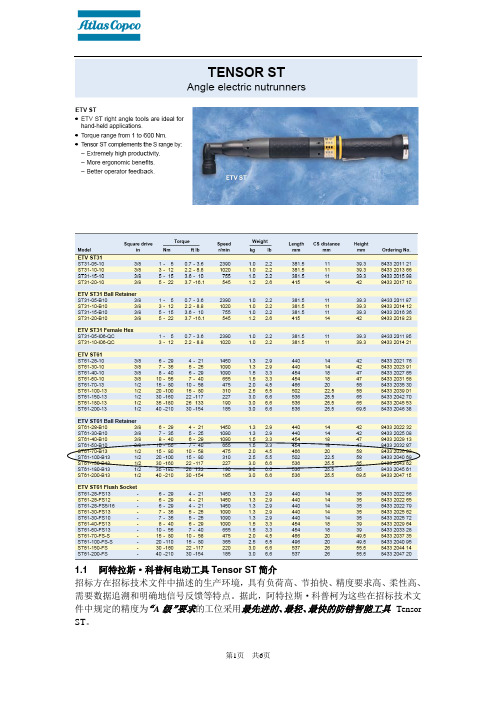
1.1 阿特拉斯·科普柯电动工具Tensor ST简介招标方在招标技术文件中描述的生产环境,具有负荷高、节拍快、精度要求高、柔性高、需要数据追溯和明确地信号反馈等特点。
据此,阿特拉斯·科普柯为这些在招标技术文件中规定的精度为“A级”要求的工位采用最先进的、最轻、最快的防错智能工具--TensorST。
Tensor ST 系统电动工具由电动拧紧工具、控制箱和电缆三部分组成。
1.1.1 电动工具部分拧紧工具由高性能直流无刷马达、减速行星齿轮、前端弯头组成。
模块化的设计使其在保证高精度的同时,具有小巧、高速、低噪( 60 dB )低振等良好的人机工程学优点;1) 拧紧角度控制精度±2度. 拧紧扭矩控制精度±3%;2) ST 工具的环境要求:环境温度-20ºC - 50ºC ,湿度≤90%,控制器工作电压为单相110V或230V 电压;3) 拧紧工具的弯头部分采用模块化设计,设计紧凑,传动齿轮用斜齿代替传统的直齿,增大接触面,使精度更高,使用寿命更长,运转平稳,噪音更低。
4) 电动工具靠近操作者位置上设有红、绿、黄、蓝四色信号灯,操作者可通过工具上的信号灯到拧紧结果的反馈信号。
绿灯亮表示拧紧合格,黄灯亮表示扭矩值低,红灯亮表示扭矩值高,并具有独特的蓝色信号灯设计,用户可以根据实际需要自行设定(如:所有拧紧完成、程序切换完成、有效拧松、总线通讯故障、工具锁死等)。
5) Tensor ST 系列电动工具上带有内置扬声器,可以通过声音/音乐给操作者更直接的拧紧结果反馈, 音频可以自行设定,充分体现人性化;6) 热插拔功能:工具在不断电情况下,可以直接和电缆插拔,避免了因操作失误对工具造成损坏;7) 过电流/过压自动保护系统有自动保护功能,过电流/过压/欠压会自动关闭系统并报警;8) 直柄工具上有环形正反转开关,使用者可根据自己的使用习惯通过编程软件更改转向;9) 工具为ST 工具专用电子附件(如条码扫描和程序选择)提供了一个内置节点,可以使电子附件直接背负在工具上,使操作者操作更加便利。
Atlas Copco基本拧紧技术

Tensile load
1-8
AC tightening technique
Bolt tension = 20 kN
1-9
AC tightening technique
Bolt tension = ?
1-10
AC tightening technique
ton
Bolt tension = ?
1-15
AC tightening technique
The Joint Loaded by an Applied Force连接负载被一应用的力产生
1-16
AC tightening technique
The Joint Loaded by an Applied Force
Zero clamp at the
1-5
AC tightening technique
Clamping force vs tensile load and shear load夹紧力和 螺栓张力和剪切力
Tensile load
Clamping force
Shear load
Shear load
1-6
AC tightening technique
历史背景
十九世纪工业革命开始,为得到 更大的生产力要求工业产品必须 达到: •系统化 •质量可控性 •可复制性
28
AC tightening technique
连接图
德国人Rotscher 在1927年提出了连接图,这种方法直到今天仍在使用,帮 助我们理解连接的力学特性和进行计算。
29
AC tightening technique
AC tightening technique
01.拧紧技术-螺拴的受力分析,扭矩工艺的确定
螺拴和零件的变形
15
CC China_Documentation Standard v2 20060606
基本螺拴连接分析图
16
CC China_Documentation Standard v2 20060606
外力的影响
17
CC China_Documentation Standard v2 20060606
考虑到不同的拧紧方 式导致扭矩的分散, VDI引入拧紧因数 (tightening factor )。 VDI的一个表格给出 了拧紧系数的参考值
FMmax Maximum Preload αA = = FMmin Minimum Preload
28 CC China_Documentation Standard v2 20060606
对扭矩控制方式,VDI 提 供了方程式计算和查表两 种方式来选取目标扭矩。 使用最低可能的摩擦系数 以防止过拧的发生。过拧 即螺拴被拧断或屈服。
35
CC China_Documentation Standard v2 20060606
36
CC China_Documentation Standard v2 20060606
螺拴上的负荷=?
6
CC China_Documentation Standard v2 20060606
为了便于分析,假设螺拴材料的硬度 非常低,像弹簧一样
7
CC China_Documentation Standard v2 20060606
现在是螺拴拧紧后的状态
8
CC China_Documentation Standard v2 20060606
26
CC China_Documentation Standard v2 20060606
Atlas Copco拧紧的五个质量等级

AC Tightening Technique阿特拉斯·科普柯拧紧技术五步拧紧-怎么达到零错误装配?错误越晚被发现,成本损失越大。
且损失不是简单的倍数关系,而是成几何级数增长。
装配开始工位1错误侦测成本: <2 min 操作人员时间工位2错误侦测成本: 10-30 min 操作人员时间+材料成本最终工位错误侦测成本: >30 min 操作人员时间+ 材料成本或者废次品更可怕的是用户发现错误成本: 产品价值, 未来的销售, 良好的形象等等。
12发生在装配行业的一些常见的问题Conventional tool遗漏螺丝坏螺纹的螺丝扭矩错误过早切断错误/ 遗漏部件交付的质量?T重复性差•Hardjoint •Softjoint OK NOK品质损失返工遗漏12没有可追踪性5 个等级...12•Step 1扭矩OK !•Step 2批次OK !•Step 3连接OK !•Step 4安全性要求的拧紧OK!•Step 5零错误装配•Step 0部件结合!Step 0:把部件结合在一起过程质量级别:+ 速度快,没有反作用力-没有精度和过程的安全等级可言-操作人员和工具无法决定精度12345部件结合!所需设备:z 冲击扳手z 非断气的油压脉冲型工具离合器12Step 1.确保一个正确的拧紧扭矩所需设备:z 工具可以提供一个精确的和预先设定的扭矩过程质量等级:+工具有正确的扭矩精度-部分受操作人员和工件的影响12+/-25 to 40%+/-2,5Pulse AirImpact Wrench Tensor S/ST +/-5%Tensor DS/DL +/-10 to 25%Clutch tools +/-7,5 to 10%over 6σin accordance to ISO5393QMX /ETX+/-10 to 15%Step 1.确保一个正确的拧紧扭矩21Step 2.确保所有的螺丝被拧紧所需设备:z一个具有拧紧自动计数的系统过程质量等级:+工具有正确的扭矩精度+所有的螺丝都会被拧紧--依然不了解连接的状态21Step 2.确保所有的螺丝被拧紧z 你如何可以完全确认螺栓旋入是正确的?计算角度, 比如旋转度数的数值12345Step 3.确保连接正确完成零出错拧紧的5个等级z 旋入的角度监控12Step 1 angleacceptance windowacceptance windowTorqueAngleFinal targetSpeedStep 3.确保连接正确12TimeSpeedTorque50 ms在拧紧旋入过程中会暂停50 ms , 以消除弹性释放力z 两步拧紧消除了弹性释放力Step 3.确保连接正确12What is a safety critical joint? See the critical joint application guide on: /criticaljointStep 4.确保有安全性要求的连接件完全拧紧所需设备:z 通过一个可追踪校准的传感器进行扭矩控制z 对于扭矩结果进行文档保存z 在整个拧紧过程进行连续的监测Station 1Tighten with Pulse/ImpacttoolStation 2Click Wrench to secure it hasbeen fastenedStation 3Paint marker to prove it hasbeen tightened第一次就正确的理念Station 1更少的操作人员 更少的人力 更低的生产成本 更高的生产效率减少人机工程学问题 缩短生产线!12In the PAST:/过去:NOW:现在:Advant age:优点:12Tensor S 应用于安全性要求的装配:z 可追踪的数据(通过一个校准过的传感器)z 结果包括日期、时间和VIN 储存在控制器(PF) 中z结果会被送到更高等级的数据收集系统Step 4.确保有安全性要求的连接件完全拧紧Tensor S/ST 可追踪过程的循环12工具配备传感器,旋入& 实时监控结果存贮在PF3000 和ToolsNet 3000每一把工具的校准数据存贮扭矩的验证Power Focus 3000 内置的出错校验12z “拧紧OK”(每个螺拴OK/NOK 信号)z “批次OK”( 具有相同扭矩的一组螺拴OK/NOK信号)z “Job OK”( 使用一个PF3000拧紧的一系列的螺拴OK/NOK 信号)z “Cell job OK”(使用多个PF3000拧紧的一系列的螺拴OK/NOK 信号)Link to animation “Job”Link to animation “Cell Job”Tool enable to PF3000End of Footprint12ToolsNet案例: PF 内置的在线控制1. 产品进入工位–条形码扫描仪被激活2. 条形码被扫描–Batch/Job/Cell job 被选择,工具被激活3. 操作人员完成拧紧操作4. 每一次拧紧和条形码一起汇报给ToolsNet 数据库5. 当Job = OK 工具断开, 等待新的产品6. 当在Job OK 前产品到达印记末端, PF 输出报警ToolsNet 3000-“所有的拧紧都文档纪录”12z 自动收集来自于所有PF3000 和PowerMACS 控制器的数据z ToolsNet 储存每一个拧紧包括P roduct ID-number, T ool serial number, T ightening result, T races, D ate, T ime, etc.z 方便在数据库中搜索z 标准的报告Tools Net Server21Step 4.Case: Water tight engine assembly (Volkswagen Marine, Germany)21Step 5.确保零错误装配系统需求:z工具控制器和工厂网络的网络连接z局部鉴定z不合格产品管理21Step 5.确保零错误装配12Step 5.Case: BMW -KISSQKISSQ -serverProductioncontrolsystemToolsNet-精确的和预设定的工具扭矩-不受操作人员影响•连接OK !•安全性要求的拧紧OK!•零出错拧紧概要5 steps...-螺丝计数-无重复拧紧-坏的连接-角度监测=>连接控制-可计算数值-可追踪-拧紧数据收集-控制器和工厂生产系统网络连接-不合格产品管理•批次OK !•扭矩OK !-无精度和过程安全完成零出错拧紧的5个等级We are committed to your superior productivity throughinteraction and innovation.通过互动与创新,我们承诺您实现卓越生产力。
拧紧

22
查看曲线 点击轨迹按键 看 即可查看当前曲线,曲线另存为方便离线查
Part1坐标图形图
曲线轨迹页面介绍: 包括两个部分,Part1 坐标图形图和Part2选 择区; 1.显示当前螺栓拧紧完 成结束时的力矩N.M和 角度DEG值; 2.拧紧关系曲线(图中 两根线是因为同一个螺 栓被拧紧了两次); 3选择坐标曲线关系类 型(7种曲线可供选 择);
3、定位防错;
由总线PLC给螺栓计数,使用角度编码器来定位
24
OP2200为手持工位,需打5颗螺栓,螺栓位置如下图
本工位没有返修,暂时还没有分组;通过计数和定位来防漏装,由总线PLC给螺栓计数,使 用角度编码器来定位(现阶段定位不稳定,如OP2190方案可行,也可以进行分组)。
5 4 3 2
1
25
扭矩
扭矩 = OK 角度 :监控
Tmax
Tmin
20%
设定角度 θ
min
角度 θ
max
2. 扭矩/转角控制法
扭矩—转角控制法是在扭矩控制法上发展起来的, 应用这种方法,首先是把螺栓拧到一个不大的扭矩 后,再从此点始,拧一个规定的转角的控制方法。
优点:受摩擦系数影响较小,可得到比较高的预紧力且预紧力的离 散度较小。 缺点:需要做大量的实验和分析工作,而且几乎无法复验
22
2008-07-16
数据分析
硬连接
静态扭矩高于动态扭矩
装配 (动态) 102.6 102.6 101.4 101.2 102.4 100.9 102.1 102.4 101.0 101.8
101.84 0.67 2.01
手测 (静态) 112 110 111 110 113 109 110 111 113 112
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2) 拧紧精度(软、硬连接状态下正态分布精度) : +/-3% 3) 采用一套两轴单气缸变距机构以便于快速切换。
Station 1 – Main Bearing Cap主轴承盖螺栓分布
Types of product:
Type 1 – YZ485: Max. Torque: 135~150Nm Bolt size: M12; D=85mm;
D1
Types of product:
Type 1 – YZ485: Max. Torque: 95~105Nm Bolt size: M12; D=65mm; D1=138mm
Type 2 – YZ4DE1: Max. Torque: 140~200Nm Bolt size: M12; D=101mm;
Stand Alone系统具备安装维护快 捷、节省空间和能源、模块化设 计、灵活及高防护等级等特点。
▼ 拧紧电气控制系统布置图参考:
电源模块 控制器
安装板
▼ 拧紧系统应用实例图Atlas Copco PowerMACS tightening system illustration:
南京依维柯发动机新装配线参考图
Station – Cylinder head 缸盖螺栓分布 Types of product: Type类型 4DE: Max. Torque最大扭矩: 160 Nm
Types of product: Type类型 485: Max. Torque最大扭矩: 105 Nm
Station 3 – Cylinder Head缸盖螺栓分布
Type 2 – YZ4DE1: Max. Torque: 180~200Nm Bolt size: M14; D=101mm;
注意:如果螺栓头尺寸不同,切换时要 手工更换套筒。
7
8
5
6
D
L
1
2
P
3
4
9
10
W
▼ 阿特拉斯·科普柯 推荐Power MACS拧紧轴技术参数:
主轴承盖及缸盖螺栓选用拧紧轴 QMX62-32RT
QMX62-19RT
330 rpm
190 Nm
40 Nm 3% 2
9.5 Kg 65 dB
▼ 拧紧工位三: 缸盖螺栓拧紧
拧紧要求:
1) 拧紧参数要求:
应用一
应用实例参考
YZ485产品:18个M12 螺栓、扭矩控制、角度监测法。扭矩目标值为95~105Nm。 应用二
YZ4DE1产品:10个M12 螺栓、扭矩控制、角度监测法。扭矩目标值为140~200Nm 。
▼ 18轴/10轴机械变距机构设计参考图:
▼ 悬挂机构:
悬挂系统采用气缸平衡器。根据现场流水线情况进行定位。 其特点是定位准确、操作省力。
气缸平衡器及安装参考
导轨及安装参考图
▼ 轴箱机构及操作参考图:
▼ 拧紧系统悬挂参考图:
人机工程学操作参考图
▼ 拧紧系统布局参考:
▼ 拧紧系统支撑布局参考:
QMX62-32RT
200 rpm
320 Nm
70 Nm 3% 2
10.2 Kg 65 dB
拧紧轴QMX62-32RT用于4DE、485中心 10颗螺栓缸盖拧紧机
•采用10轴标准拧紧轴变距拧紧
▼ 阿特拉斯·科普柯 推荐Power MACS拧紧轴技术参数(方案三):
拧紧轴QMX62-19RT
Technical Data产品技术参数:
◊ 型号 ◊ 转速 ◊ 最大扭矩 ◊ 最小扭矩 ◊ 系统扭矩精度 ◊ 系统转角精度 ◊ 重量 ◊ 噪声级别
QMX62-19RT
330 rpm
190 Nm
40 Nm 2.5% 2
9.5 Kg 65 dB
拧紧轴QMX62-19RT用于485缸盖拧紧机 •采用8轴标准拧紧轴固定位置拧紧
▼ 机械变距机构:
拧紧轴布置
▼ 阿特拉斯·科普柯 推荐Power MACS拧紧轴技术参数(方案二):
拧紧轴QMX50-15ROT
Technical Data产品技术参数:
◊ 型号 ◊ 转速 ◊ 最大扭矩 ◊ 最小扭矩 ◊ 系统扭矩精度 ◊ 系统转角精度 ◊ 重量 ◊ 噪声级别
QMX50-15ROT
330 rpm
145 Nm
◊ 型号 ◊ 转速 ◊ 最大扭矩 ◊ 最小扭矩 ◊ 系统扭矩精度 ◊ 系统转角精度 ◊ 重量 ◊ 噪声级别
QMX50-15RT
330 rpm
150 Nm
30 Nm 2.5% 2
5.8 Kg 65 dB
拧紧轴QMX50-15RT用于485缸盖拧紧机 •采用18轴标准拧紧轴固定位置
拧紧轴布置
▼ 阿特拉斯·科普柯 推荐Power MACS拧紧轴技术参数(方案一):
2) 拧紧精度(软、硬连接状态下正态分布精度) : +/-3%
3) 拧紧方案
方案一为YZ485采用18轴和YZ4DE采用10轴拧紧机,单独控制系统;
方案二为YZ485采用18轴,同时通过变位满足YZ4DE的10轴拧紧要求;
方案三为一台10轴变位满足YZ485的里侧10颗和YZ4DE的10颗螺栓拧紧要求,另一台8轴满足YZ485外侧拧 紧要求,单独控制系统
Application in Rover KV6 engine line上汽荣威发动机装配线
阿特拉斯.科普柯上海拧紧机集成测试中心现场图示
We are committed to your superior productivity through interaction and innovation. 通过互动与创新 我们承诺您实现卓越生产力
30 Nm 3% 2
8.0Kg 65 dB
偏置拧紧轴QMX50-15ROT用于18轴合用方案
•采用10轴标准拧紧轴和8轴偏置拧紧轴 •通过汽缸变距机构满足不同产品拧紧
▼ 阿特拉斯·科普柯 推荐Power MACS拧紧轴技术参数(方案二):
主轴承盖及缸盖螺栓选用拧紧轴 QMX62-32RT
Technical Data产品技术参数:
气缸1推出
气缸2缩进
▼ 连杆双气缸变距应用设计参考(轴间距为78mm时):
当气缸1被推出,同时气缸2被推出处于 伸长状态时,两拧紧轴间距为78mm。 满足YZ4DE产品。
气缸1推出
气缸2推出
▼ 18轴/10轴缸盖机械变距机构设计参考图(方案二、三):
▼ 18轴/10轴缸盖机械变距机构设计图(方案二):
注意:如果螺栓头尺寸不同,切换时要 手工更换套筒。
5
6
D
L
1
2
P
3
4
7
8
W
▼ 阿特拉斯·科普柯 推荐Power MACS拧紧轴技术参数:
拧紧轴QMX62-19RT
Technical Data产品技术参数:
◊ 型号 ◊ 转速 ◊ 最大扭矩 ◊ 最小扭矩 ◊ 系统扭矩精度 ◊ 系统转角精度 ◊ 重量 ◊ 噪声级别
迁建总装项目电动组合拧紧机方案
2008-Mar-16
拧紧技术方案内容
1. 拧紧工位技术要求及拧紧轴选型 2. 机械及悬挂系统结构 3. 电气控制系统介绍 4. 实例参考
▼ 拧紧工位一: 主轴承盖螺栓拧紧
拧紧要求:
1) 拧紧参数要求:
锡柴应用实例参考图
应用一
YZ485产品:10个M12 螺栓、扭矩控制、角度监测法。扭矩目标值为135~145Nm。 拧紧轴间距为85mm。 应用二 YZ4DE1产品:10个M14 螺栓、扭矩控制、角度监测法。扭矩目标值为180~200Nm 。拧紧轴间距为101mm。
Station 2 – Connection Rod连杆螺栓分布
Types of product:
Type 1 – YZ485: Max. Torque: 60~70Nm Bolt size: M10; D=65.6mm; 68.6mm
Type 2 – YZ4DE1: Max. Torque: 100~120Nm Bolt size: M12; D=78mm;
◊ 型号 ◊ 转速 ◊ 最大扭矩 ◊ 最小扭矩 ◊ 系统扭矩精度 ◊ 系统转角精度 ◊ 重量 ◊ 噪声级别
QMX62-32RT
200 rpm
320 Nm
70 Nm 3% 2
10.2 Kg 65 dB
拧紧轴QMX62-32RT用于18轴合用方案
•采用10轴标准拧紧轴和8轴偏置拧紧轴 •通过汽缸变距机构满足不同产品拧紧
▼ 18轴/10轴缸盖机械变距机构设计图(方案二):
▼ 18轴/10轴缸盖机械变距机构设计图(方案二):
▼ 18轴/10轴缸盖机械变距机构设计图(方案二):
▼ 18轴/10轴缸盖机械变距机构设计图(方案二):
▼ 18轴/10轴机械变距机构设计参考图:
▼ 18轴/10轴机械变距机构设计参考图:
锡柴应用实例参考
应用一
YZ485产品:8个M10 螺栓、扭矩控制、角度监测法。扭矩目标值为60~70Nm。 拧紧轴间距为65.6mm, 68.6mm。 应用二 YZ4DE1产品:8个M12 螺栓、扭矩控制、角度监测法。扭矩目标值为100~120Nm 。拧紧轴间距为78mm。
2) 拧紧精度(软、硬连接状态下正态分布精度) : +/-3% 3) 采用一套两轴双气缸变距机构以便于快速切换。
P1
L
P
7
8
15
D
16
5 13
6 14
1 11
2 12
3 17
4 18
9
10
L P
7
8
5
6
D
1
2
3
4
9
10
W
Cylinder head - YZ485