硬质合金牌号及性能
切削刀片硬质合金牌号及性能

通过对刀具的这三个角度进行综合优化,可以强化切削刃,同时使工件材料能从切削区自由流出,从而减小切削力,延长刀具寿命。
1460
93.0
91.5
90.5
适用于不锈钢、低合金钢的半精加工。
YM30
M30
14.5
2000
91.5
适用于耐热合金粗加工。
YG3X
YG3
K05
15.1
15.0
1300
1300
91.5
90.5
适用于铸铁、有色金属的精加工。
YM201
YG6X
K10
13.9
14.8
1600
1560
93.0
91.0
适用于铸铁、有色金属的精加工、半精加工、亦可用于锰钢、淬火钢加工。
1780
91.8
90.5
90.5
适用于钢、铸钢的精加工和半精加工,宜采用中等进给量,YS25专用于钢、铸钢的铣削加工。
YT5
P30
12.8
1570
89.5
适用于钢、铸钢的重切削加工,在作业条件不好的中、低速度大进给量粗加工。
YC45
P40
12.75
2250
90
适用于钢、铸钢的重力切削,可采用大切削用量,亦用于端面铣削。
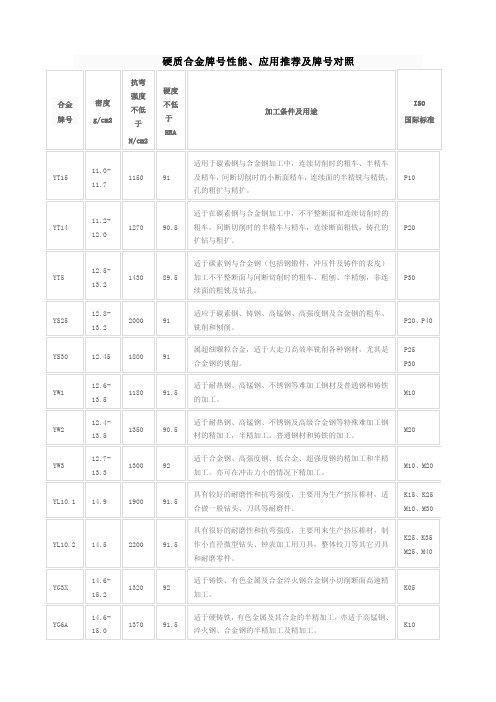
切削刀片硬质合金牌号及性能:
牌号
相当于ISO分组代号
密度
g\cm3
抗弯强度
MPa
硬度
HRA
用途
YT15
YT05
P10
11.3
12.6
1300
1260
91
92.5
适用于钢、铸钢的精加工和半精加工,宜采用中等进给量和较高的切削速度。
硬质合金牌号性能对照表
91.5
具有较好的耐磨性和抗弯强度,主要用为生产挤压棒材,适合做一般钻头、刀具等耐磨件。
K15、K25M10、M30
YL10.2
14.5
2200
91.5
具有很好的耐磨性和抗弯强度,主要用来生产挤压棒材,制作小直径微型钻头、钟表加工用刀具,整体铰刀等其它刃具和耐磨零件。
K25、K35M25、M40
P30
YS25
12.8-13.2
2000
91
适应于碳素钢、铸钢、高锰钢、高强度钢及合金钢的粗车、铣削和刨削。
P20、P40
YS30
12.45
1800
91
属超细颗粒合金,适于大走刀高效率铣削各种钢材,尤其是合金钢的铣削。
P25
P30
YW1
12.6-13.5
1180
91.5
适于耐热钢、高锰钢、不锈钢等难加工钢材及普通钢和铸铁的加工。
K30
YG15
13.9-14.2
2100
87
适于高压缩率下钢棒和钢管拉伸,在较大应力下工作的顶锻、穿孔及冲压工具。
YG20
13.4-13.7
2500
85
适于制作冲压模具,如冲压手表零件、乐器弹簧片等;冲制电池壳、牙膏皮的模具;小尺寸钢球、螺钉、螺帽等的冲压模具;热轧麻花钻头的压板。
YG20C
13.4-13.7
11.2-12.0
1270
90.5
适于在碳素钢与合金钢加工中,不平整断面和连续切削时的粗车,间断切削时的半精车与精车,连续断面粗铣,铸孔的扩钻与粗扩。
P20
YT5
12.5-13.2
1430
89.5
适于碳素钢与合金钢(包括钢锻件,冲压件及铸件的表皮)加工不平整断面与间断切削时的粗车、粗刨、半精刨,非连续面的粗铣及钻孔。
硬质合金切削刀片牌号性能及用途
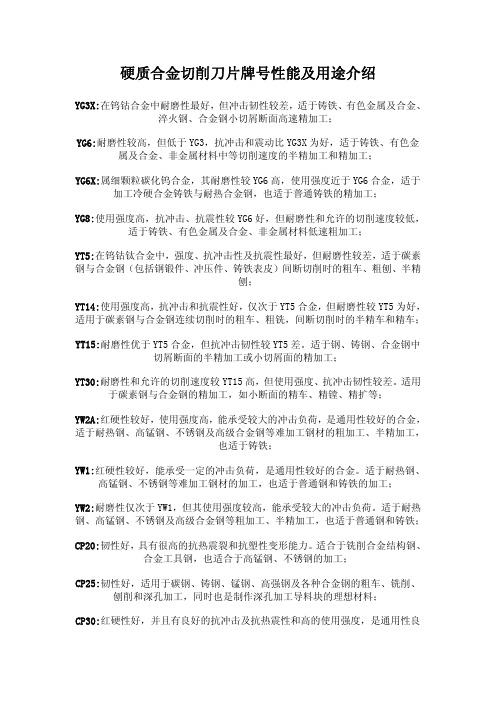
硬质合金切削刀片牌号性能及用途介绍YG3X:在钨钴合金中耐磨性最好,但冲击韧性较差,适于铸铁、有色金属及合金、淬火钢、合金钢小切屑断面高速精加工;YG6:耐磨性较高,但低于YG3,抗冲击和震动比YG3X为好,适于铸铁、有色金属及合金、非金属材料中等切削速度的半精加工和精加工;YG6X:属细颗粒碳化钨合金,其耐磨性较YG6高,使用强度近于YG6合金,适于加工冷硬合金铸铁与耐热合金钢,也适于普通铸铁的精加工;YG8:使用强度高,抗冲击、抗震性较YG6好,但耐磨性和允许的切削速度较低,适于铸铁、有色金属及合金、非金属材料低速粗加工;YT5:在钨钴钛合金中,强度、抗冲击性及抗震性最好,但耐磨性较差,适于碳素钢与合金钢(包括钢锻件、冲压件、铸铁表皮)间断切削时的粗车、粗刨、半精刨;YT14:使用强度高,抗冲击和抗震性好,仅次于YT5合金,但耐磨性较YT5为好,适用于碳素钢与合金钢连续切削时的粗车、粗铣,间断切削时的半精车和精车;YT15:耐磨性优于YT5合金,但抗冲击韧性较YT5差。
适于钢、铸钢、合金钢中切屑断面的半精加工或小切屑面的精加工;YT30:耐磨性和允许的切削速度较YT15高,但使用强度、抗冲击韧性较差。
适用于碳素钢与合金钢的精加工,如小断面的精车、精镗、精扩等;YW2A:红硬性较好,使用强度高,能承受较大的冲击负荷,是通用性较好的合金,适于耐热钢、高锰钢、不锈钢及高级合金钢等难加工钢材的粗加工、半精加工,也适于铸铁;YW1:红硬性较好,能承受一定的冲击负荷,是通用性较好的合金。
适于耐热钢、高锰钢、不锈钢等难加工钢材的加工,也适于普通钢和铸铁的加工;YW2:耐磨性仅次于YW1,但其使用强度较高,能承受较大的冲击负荷。
适于耐热钢、高锰钢、不锈钢及高级合金钢等粗加工、半精加工,也适于普通钢和铸铁;CP20:韧性好,具有很高的抗热震裂和抗塑性变形能力。
适合于铣削合金结构钢、合金工具钢,也适合于高锰钢、不锈钢的加工;CP25:韧性好,适用于碳钢、铸钢、锰钢、高强钢及各种合金钢的粗车、铣削、刨削和深孔加工,同时也是制作深孔加工导料块的理想材料;CP30:红硬性好,并且有良好的抗冲击及抗热震性和高的使用强度,是通用性良好的牌号。
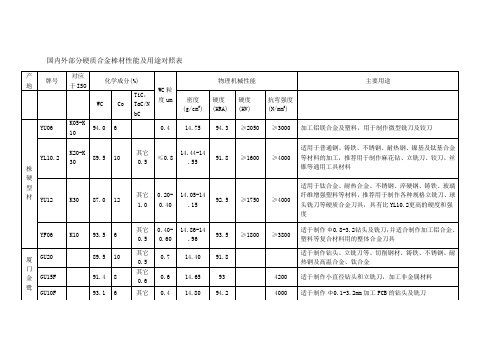
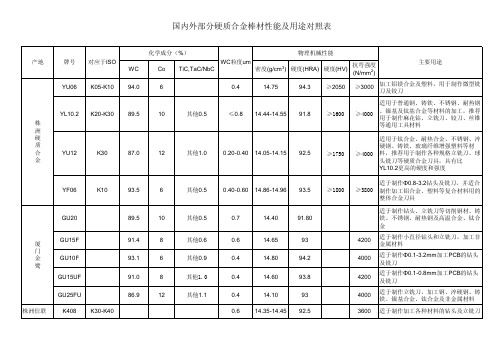
国内外部分硬质合金棒材性能及用途对照表
K20-K40
92.5
7.5
0.7
14.50
91.8
1710
3200
适于制作钻头、立铣刀,适用切削不锈钢、合金钢、钛合金和有色金属
德国钴岑
K40UF
K30-K40
90.0
10
14.45
1610
3600
用于制作旋转刀具,加工淬火钢零件
K44UF
K40-K50
88.0
12
0.7
14.10
1680
87.6
12
立方碳化物0.4
0.4
14.10
92.8
1730
≥4000
适于制作加工各种材料的钻头及立铣刀
TSM10
K05-K10
14.90
93.5
1850
>3300
适于制作硬质合金钻头及丝锥
TSM20
K10-K30
94.0
6
0.7
14.75
92.8
1720
>3500
适于制作钻头、立铣刀、加工铸铁、钢材、高温合金、钛合金、有色金属及非金属材料
14.55
93.7
1930
4400
专用超细合金牌号,用于高速加工,加工硬度大于HRC60度的超硬材料
日本三菱
TF15
K20
14.50
91.5
2500
适于制作钻头、立铣刀,适合加工多种材料的通用合金
Hii10
K10-K20
91
2000
日本泰珂洛
EM10
WC1um以下
14.00
91.5
3400
能承受一定程度的冲击力,适于铣削加工作业
部分硬质合金棒材性能及用途对照表
适于各种铸铁、耐热合金、有色金属及
91.2
3000 非金属材料切削加工,适于制作整体合
金孔加工刀具
91.2
2800
适于冷硬铸铁、球墨铸铁、灰铸铁、耐
92
2800 热合金钢等高速精加工,可提供管、棒
、带材
适于各种铸铁及有色金属的半精加工和
6
0.6
14.8-15.0
93
2500 精加工,也是制作整体合金孔加工刀具
料
86.7
12
1.3
0.5
14.10
92.1
1680
>3800
适于切削耐热钢、耐腐蚀钢、不锈钢、 钛合金、有色金属
产地
牌号 对应于ISO
KFK55SF
MG12 K05-K10
TSM10 K05-K10
卢
森
TSM20 K10-K20
堡
TSM30 K20-K40
MG18 K20-K40
TSF22 K10-K20
纳
德
KFK44UF K40-K50
化学成分(%)
物理机械性能
WC
Co
TiC,TaC/NbC
WC粒度um
密度(g/cm3)
硬度(HRA)
硬度(HV)
抗弯强度 (N/mm2)
主要用途
适于低切削速度、中等进刀量、加工钢
90.0
10
0.8
14.45
92.1
1600
4300 、铸铁、不锈钢和耐热钢、镍基合金及
日本三菱
TF15 Hii10
日本泰珂洛
EM10 UM
K20 K10-K20
化学成分(%)
物理机械性能
WC
硬质合金牌号
牌号/相当标准ISO/ 物理机械性能(min):抗弯强度N/mm2 ;硬度HRA/用途
1、YG3x/ K01/ 1420; 92.5 /适于铸铁.有色金属及合金.淬火钢合金钢小切削断面高速精加工.
2、YG6/ K20 /1900; 90.5 /适于铸铁.有色金属及合金.非金属材料中等到切削速度下半精加工和精加工.
3、YG6x /K15/ 1800; 92.0/ 适于冷硬铸铁.球墨铸铁.灰铸铁.耐热合金钢的中小切削断面高速精加工.半精加工.
4、YG6A/ K10/ 1800 ;92.0 /适于冷硬铸铁.球墨铸铁.灰铸铁.耐热合金的中小切削断面高速精加工
5、YG8/ K30/ 2200 ;90.0/ 适于铸铁.有色金属及合金.非金属材料低速粗加工.
6、YG8N/ K30/ 2100; 90.5 /适于铸铁.白口铸铁.球墨铸铁以及铬镍不锈钢等合金材料的高速切削.
7、YG15/ K40/ 2500 ;87.0 /适于镶制油井.煤炭开采钻头.地质勘探钻头.
硬质合金牌号性能指标。
硬质合金牌号及用途对照表
常用地质勘探、煤炭采掘工具用硬质合金Cemented carbide products for geological prospecting and coal mining常用地质勘探、煤炭采掘工具硬质合金牌号、性能及推荐用途Grades, properties and recommended applications of conventional cemented carbide for geological prospecting and coal mining tools.矿山钎片用新材质牌号简介Brief on new material grades for mining inserts硬质合金冷墩冷冲模具材料性能介绍Cemented Carbide Punching and Heading Dies Material冷墩冷冲模具新材料性能介绍Cemented Carbide Punching and Heading Dies New Materials油田用牌号Grades for applications in oil fields 物理机械性能(典型值Typical values)专为油田采掘用牙轮钻设计的新牌号New grades specially designed for tri-cone drill bits for oil fields excavation物理机械性能(典型值Typical values)硬质合金钻齿制品牌号、性能及推荐用途矿用牌号Grades,properties and recommended applications常用硬质合金破碎锤用制品牌号性能及用途Grades,properties and applications of conventional cemented硬质合金异型制品牌号、性能及推荐用途Special cemented carbide products—grades,properties and recommended applications。
硬质合金牌号、性能及用途推荐
密度
g/cm3
典型值
使用范围
硬度
抗弯强度
YG3X
15.10~15.30
93.6
1450
硬度高,耐磨性好,但强度较低,冲击纫性较差。适于在应力不大的条件下拉伸直径在2毫米以下的细钢丝、有色金属及合金线材。拉伸直径0.6毫米以下的细丝,效果尤为优良。
YG3
15.10~15.30
92.6
1700
适于应力不大的条件下拉伸直径在6毫米以下的钢丝、有色金属及合金线材和棒材。
耐磨性较高,但低于YG3,抗冲击和震动比YG3X好。适于铸铁,有色金属及合金、非金属材料的半精加工和精加工。
YG6A
14.8~15.00
92.8
1850
属细颗粒合金,耐磨性好,适于冷硬铸铁、有色金属及其合金的半精加工,也适于淬火钢、合金钢的半精加工及精加工。
YG8(zk30)
14.6~14.80
90.5
ZP25
12.50~12.70
91.5
1950
适用于碳钢、铸钢、锰钢、高强钢及各种合金钢的粗车,铣削、刨削和深孔加工导料块的理想材料。
ZP35
12.60~12.80
91.0
2250
红硬性好,并且有良好的抗冲击及抗热震性和高的使用强度。是通用性良好的牌号。适合于钢及铸钢的粗加工和强力切削。
ZP40
12.90~13.10
YG6X
14.80~15.00
92.4
2000
适于应力不大的条件下拉伸直径在6毫米以下的钢丝、有色金属及合金线材和棒材。
YG6
14.85~15.10
91.0
2100
适于应力较大的条件下拉伸直径在20毫米以下的钢、有色金属及合金棒材,应适于拉伸直径在10毫米以下的管材。
常用硬质合金的牌号
常用硬质合金的牌号硬质合金,也被称为钨钢或硬质合金钢,是一种由金属碳化物颗粒均匀分布在金属基体中形成的复合材料。
它具有高硬度、高耐磨性、高强度和良好的耐腐蚀性能,因此广泛应用于金属切削、矿石开采、石油钻探等领域。
在不同的应用场景中,常用的硬质合金牌号有以下几种。
1. YG6YG6是一种常用的硬质合金牌号,它的主要成分是钨和钴。
具有高硬度、耐磨性好、抗腐蚀性能强等优点。
YG6广泛应用于金属切削工具,如钻头、铣刀、刨刀等。
同时,它也用于石油钻头和煤矿机械的切削部件。
2. YG8YG8是另一种常见的硬质合金牌号,它也是由钨和钴组成。
相对于YG6,YG8的硬度更高,因此更适用于一些需要更高切削速度和更重切削负荷的工具。
YG8常用于制作金属铣刀、钻头和刨刀等工具。
3. YG15YG15是一种含有较高钨含量的硬质合金牌号。
它的硬度和耐磨性比YG6和YG8更高,适用于一些需要更高切削速度和更重切削负荷的工具。
YG15常用于制作金属切削工具,如钻头、铣刀和刨刀,以及用于挖掘机械和煤矿机械的切削部件。
4. YW1YW1是一种具有较高硬度和优良耐磨性能的硬质合金牌号。
它的主要成分是钨和钛碳化物。
YW1常用于制作冷模、热模和注塑模等工具。
它的耐磨性能和高温硬度使得YW1非常适用于模具行业的应用。
5. YS2TYS2T是一种钨钛碳化物基硬质合金牌号,具有较高的硬度和良好的耐磨性。
YS2T常用于金属切削工具和模具的制造,特别适用于高速切削工艺。
总结起来,常用的硬质合金牌号包括YG6、YG8、YG15、YW1和YS2T等。
这些硬质合金牌号在不同的应用领域具有广泛的应用,如金属切削、矿石开采、石油钻探和模具制造等。
根据具体的应用场景和需求,选择合适的硬质合金牌号可以提高工具的切削效率和使用寿命,从而提高生产效益。
国产常用硬质合金的牌号
国产常用硬质合金的牌号、身分及性能ID 牌号疏密程度①硬度②抗弯强度③至关的ISO牌号使用性能适用范围生产单元1 YN10 6.3 92 1.1(110) P05 为碳化钛基硬质合金,耐磨性和耐热性较高,抗振性差,烧焊及刃磨性能优于YT30 适用于碳素钢、合金钢、不锈钢、工具钢及淬硬钢的连续面精切株洲硬质合金厂2 YN05 5.9 93.3 0.95(95) P01 为碳化钛基硬质合金,耐磨性接近陶瓷,耐热性极好,抗打击及抗振性差适用于钢、淬硬钢、合金钢、不锈钢、生铁和合金生铁的高速精加工株洲硬质合金厂3 YT05(YT2) 12.5~12.9 92.5 1.2(120) P05 耐磨性高,耐热性良好,具备足够的高温硬度和韧性适用于碳素钢、合金钢和高强度钢的高速精加工和半精加工,以适用于淬硬钢及含钴较高的合金的加工株洲硬质合金厂4 YTM30(M30) 12.45 91.5 1.8(180) P25~P35 ④适用于低碳钢、中碳钢、合金结构钢、碳素工具钢、耐热钢和高强度钢的铣削,适于中速大进给铣削加工,是铣削专用牌号株洲硬质合金厂 5 YT35 12.5~12.6 91.2 2.1(210) P35 属超细晶粒合金,使用强度和抗打击性能优良,耐磨性优于YT5 适用于各类钢材,尤其是锻、铸件皮面粗车、粗铣和粗刨株洲硬质合金厂6 YTS25 12.8~13.2 91 2.0(200) P20~P40/M20~M30 耐磨性及韧性均较好,有较高的抗打击和抗振性能适于碳素钢、铸钢、高锰钢、高强度钢及合金钢的粗车、铣削和刨削株洲硬质合金厂7 YW3 12.7~13.3 92 1.4(140) M10,M20 耐磨性及耐热性很高,抗打击和抗振性能中常,韧性较好适于耐加热后黏合金钢、高强度钢、低合金超高强度钢的精加工和半精加工,亦可在打击小的环境下粗加工株洲硬质合金厂8 YW4 12.1~12.5 92 1.3(130) P10/M10 具备极好的耐高温性能和抗粘结性,通用性良好适于碳素钢、除镍基以外的大多数合金钢、调质钢,特别适于耐热不锈钢的精加工株洲硬质合金厂9 YS2(YG10H,YG10HT) 14.4~14.6 91.5 2.2(220) K30 属超细晶粒合金,耐磨性较好,抗打击和抗振性好用于加工钴基、镍基高温合金、钛合金、耐热不锈钢、耐加热后黏合金堆焊层,适于低速粗车和铣削加工,作切断刀及丝锥尤佳,也可用于钻孔、镗孔、滚齿等株洲硬质合金厂10 YGRM(6J) 15.0 92 1.8(180) K10,M10 属超细晶粒合,耐磨性优良、抗打击和抗振性能好、抗粘结能力强适于精车、半精车钛合金、耐加热后黏合金,也可用于上面所说的材料的铣削,加工各类生铁尤其是铣冷硬生铁及高强度钢,也用于堆焊、喷焊材料的粗车、铣削株洲硬质合金厂11 YM051(YH1) 14.2~14.4 92.5 1.65(165) K10 属超细晶粒合金、耐磨性高,耐热性好,韧性好,通用性强适合钛基、铁镍基和镍基耐加热后黏合金粗、精加工;淬硬钢,特殊耐热不锈钢的精加工和半精加工;高锰钢的粗、精加工;冷硬生铁的加工及非金属铸石、陶瓷、花岗石的加工;镍铬硼硅喷涂层、硅钢片、铝合金和高硅铝粉冶炼金属加工株洲硬质合金厂12 YH2 13.9~14.1 92.5 1.6(160) K05 属超细晶粒合金,耐磨性高,耐热性高,通用性好适合特种耐热不锈钢的粗、精加工;高强度钢的精加工;高锰钢的粗、精加工;淬硬钢的精与半精加工;冷硬生铁粗、精加工;亦适于铁基耐加热后黏合金精加工和半精加工;加工玻璃成品株洲硬质合金厂13 YM053(YH3) 13.9~14.2 92.5 1.6(160) K05 属超细晶粒合金,耐磨性优良,耐热性好适合高镍冷硬生铁、球墨冷硬生铁、白口铁的粗、精加工,镍基碳化钨喷焊层的精加工,亦适于一般生铁的粗、精加工株洲硬质合金厂14 YC09(9#) 14.8~15.0 94 1.4(140) K01 属超细晶粒合金,有高的硬度和耐磨性,良好的耐热性及导热性,抗范性变形能力强专用于各种镍基、钴基、铁基及含碳化钨自熔性喷涂合金材料的车、铣、刨加工株洲硬质合金厂15 YD10 14.7~15.0 92 1.6(160) K10 属超细晶粒合金,有高的韧性和耐磨性适合钟表、仪表等工业作各种小模数齿轮滚刀、铣刀、所有成形刀具和不佣人力机床用的各类刀具,最适于切削易切钢及有色金属株洲硬质合金厂16 B60 12.5 92 1.5(150) K01 属超细晶粒合金石油管罗纹用梳刀株洲硬质合金厂17 YG8W(W4) 14.7 92 2.0(200) K25 耐磨性及容许的切削速度较YG8高,抗打击和抗振性能良好适合加工耐加热后黏合金、钛合金及耐热不锈钢,可粗车及断续切削株洲硬质合金厂18 YT715 11.0~12.0 91.5 1.2(120) P10~P20 耐热性、耐磨性好、容许较高的切削速度用于高强合金钢的精加工和半精加工和罗纹加工自贡硬质合金厂19 YT707 11.8~12.5 92 1.45(145) P10/M10 耐热性和耐磨性好有较好的综合性能适用于高强合金钢、高速钢、弹簧钢的精加工和半精加工,适于加工罗纹。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
硬质合金牌号及性能
硬质合金牌号及性能
1、如何合理选择硬质合金牌号
硬质合金冷镦模在承受冲击或强冲击的耐磨工作条件下,其共性是要求硬质合金有较好的抗冲击韧性、断裂韧性、疲劳强度、抗弯强度以及良好的耐磨性。
通常选用中、高钴和中、粗晶粒合金牌号,常见的如YG15C、YG20C、YL60 、YG25C等。
一般来说,硬质合金的耐磨性,韧性两者关系是矛盾的:耐磨性的提高将导致韧性降低,而韧性的提高又必然导致耐磨性的降低。
因此在选用合金牌号时,需根据加工对象及加工工作条件,来满足特定使用要求。
若所选用的牌号在使用中容易产生早期崩裂而损坏,宜选用韧性较高的牌号;若选用的牌号在使用中容易产生早期磨损而损坏,宜选用硬度较高,耐磨性更好的牌号。
以下牌号:YG15C、YG18C、YG20C、YL60 、YG22C、YG25C 从左至右,硬度降低、耐磨性降低、韧性提高;反之,则相反。
2、硬质合金冷镦模对设备的要求。
冷镦模在使用过程中应注意:冲压机械应处于良好的工作状态;模具支架的配合座不应有碰伤或倾斜;阴模和冲头的工作端面应保持平衡;在调整设备时,不得用冲头空击硬质合金阴模;冷镦模或挤压模工作时,最好应采用适当的润滑剂。
3、硬质合金冷镦模对被加工零件的要求
被加工材料表面应光滑,无氧化皮、裂纹、划伤等缺陷。
表面质量高的材料,
冷镦成型时不易破裂,不容易擦伤模具,零件表面质量好。
4、硬质合金冷镦模制造过程中的注意事项
①在运输过程中,应避免使硬质合金制品互相碰撞或受到冲击,从而使硬质合金掉边角或产生微裂纹。
②在磨削加工时,推荐选用树脂结合剂。
硬度等级为中软、浓度75%的金刚石砂轮进行加工;加工时进给量不能过大,推荐:粗磨不大于0.02mm,精磨不大于0.01mm;同时应注意充分冷却,,以避免产生加工时应力集中或磨削裂纹。
推荐在加工后进行必要的时效处理。
③不允许对硬质合金制品做冲击性的紧压。
④经高温镶焊后的硬质合金制品,应缓慢(保温)冷却,不应急(空)冷。
⑤制造模具过程中,在形状设计上应尽量避免急骤的棱角,因硬质合金对应力集中很敏感,在应力作用下,棱角部位最容易破裂;镶套材料应进行锻造,使材料晶粒细化,组织均匀,以提高镶套的机械性能;在模具材料强度允许的情况下,应尽量采用较大的压配合过盈量.保证硬质合金凹模部分有足够的预应力;同时,在设计硬质合金模的配合过盈量时,要充分考虑到模具工作过程中的发热大小,由于硬质合金材料的膨胀系数小,钢套的线膨胀系数大,模具发热后,原有的压力过盈量可能发生变化,导致硬质合金模的预应力降低,从而产生裂纹。
5、硬质合金冷镦模制造过程中的产生废品的主要原因
①模坯与模套的固定不够牢固,使用过程中产生松弛。
②模孔表面抛光质量不佳,冲压金属就会粘附于孔壁上,从而引起冷镦模的早期报废。
③阴模与冲头的间隙误差大及中心不正,会造成阴模断裂和冲头磨损严重。
④磨削进给量过大,砂轮硬度过大。
引起磨削表面产生裂纹和硬质合金剥落。
⑤硬质合金凹模不应存在急骤的棱角,因硬质合金对应力集中的敏感性很强,在变形力的作用下,棱角部分最容易产生早期破裂。
⑥镶套材料未进行锻造,引起组织不均匀,机械性能不好,在热装冷却后,镶套容易开裂。
⑦上下端面的磨削,在最后一道工序进行时,最好采用电解磨削加工,而不要用导电磨削或机械磨削,因为压配合的镶套内部压力很大,如用导电磨削或机械磨削,粗糙的磨削表面和刀痕处,极易引起应力集中,造成磨削端面的镶套崩裂。
牌号及其力学性能
型号及其表示规则
⑴型号
BDP:标准螺栓镦粗模毛坯
BS:螺栓缩径模毛坯
BC:沉头顶模毛坯
BF:六方螺母冷镦模毛坯
BR:电池冲模毛坯
BG:钢球冲模毛坯
BP:六方螺母拼块模毛坯
HQ:切料刀具毛坯
⑵BDP型、BF型、BS型、BC型、型号表示规则:Designations of types BDP BF BG and BR:
BDP 07 10 —12
BF 26 12 —8
BS 21 14 —15
BC 28 13 30
BG 18 12 10
BR 90 20 22
毛坯分类代号
毛坯内径尺寸
毛坯外径
毛坯任选长度(或高度)值的连接符
The hyphen of the &#118alues of optional length(or height)
毛坯长度(或高度)的尺寸
Length(or height)of blank
HQ型号表示规则:
HQ 10 10 12
切料刀具毛坯
毛坯刀口直径,10表示1㎜
毛坯宽度,10表示10㎜
毛坯长度,12表示12㎜
BP型号表示规则:
BP 110 06 21
六方螺母拼块毛坯
毛坯刀口直径,110表示11㎜
毛坯宽度,06表示6㎜
毛坯长度,21表示21㎜
技术条件
HQ型、BDP型、BF型、BS型、BC型、产品技术条件
HQ型、刀片长度(L)、宽度(T)、厚度(S)的允许偏差应符合下表规定
HQ型、刀片平面度的允许偏差应符合下表规定
BDP型、BF型、BS型、BC型、毛坯内径(d)的允许偏差应符合下表规定
BDP型、BF型、BS型、BC型、毛坯外径(D)允许偏差应符合下表规定:
BDP型、BF型、BS型、BC型、毛坯长度(L)允许偏差应符合下表规定:
BDP型、BF型、BS型、BC型、毛坯锥度允许偏差应符合下表规定:
1.模坯工作面不允许有长和宽各大于0.3㎜的掉边、掉角缺陷。
非工作面不允许有长和宽各大于0.3㎜的掉边、掉角;
模坯不得有黑心、分层、裂纹和孔洞以及其他影响使用的缺陷,并应经喷砂处理。